
Abstract
Background
Organosolv pretreatment is one of the most efficient methods for delignification and boosting biomass saccharification. As compared to typical ethanol organosolv pretreatments, 1,4-butanediol (BDO) organosolv pretreatment is a high-boiling-point solvent pretreatment, which can generate low pressure in the reactor during high temperature cooking that improves the operation safety. Although several studies showed that organosolv pretreatment can lead to effective delignification and enhancement in glucan hydrolysis, there has been no studies on acid- and alkali-catalyzed BDO pretreatment, as well as their comparison on promoting biomass saccharification and lignin utilization.
Results
It was shown that BDO organosolv pretreatment was more effective in removing lignin from poplar as compared with typical ethanol organosolv pretreatment under the same pretreatment conditions. HCl-BDO pretreatment with 40 mM acid loading led to 82.04% of original lignin removed from biomass, as compared to the lignin removal of 59.66% in HCl-Ethanol pretreatment. Besides, acid-catalyzed BDO pretreatment was more effective in improving the enzymatic digestibility of poplar than alkali-catalyzed BDO pretreatment. As a result, HCl-BDO with acid loading of 40 mM provided a good enzymatic digestibility of cellulose (91.16%) and the maximum sugar yield of 79.41% from original woody biomass. The linear correlations between physicochemical structure (e.g., fiber swelling, cellulose crystallinity, crystallite size, surface lignin coverage and cellulose accessibility) changes of BDO pretreated poplar and enzymatic hydrolysis were plotted to figure out the main factors that influenced biomass saccharification. Moreover, acid-catalyzed BDO pretreatment mainly brought about the phenolic hydroxyl (PhOH) groups formation in lignin structure, while alkali-catalyzed BDO pretreatment mostly led to the lower molecular weight of lignin.
Conclusions
Results indicated that the acid-catalyzed BDO organosolv pretreatment could significantly improve enzymatic digestibility of the highly recalcitrant woody biomass. The great enzymatic hydrolysis of glucan resulted from increased cellulose accessibility, which mostly associated with the higher degree of delignification and hemicellulose solubilization, as well as the more increase in fiber swelling. Besides, lignin was recovered from the organic solvent, which could be used as natural antioxidants. The formation of phenolic hydroxyl groups in lignin structure and the lower molecular weight of lignin contributed to its greater radical scavenging capacity.
Similar content being viewed by others

Background
Lignocellulosic biomass represents the abundant and renewable feedstock for the production of bio-based chemicals and fuels under the concept of sustainable biorefinery [1]. Poplar is proposed as a very promising biomass for biorefinery, owning to its relatively high content of carbohydrate and rapid growth rate. The bio-based ethanol production process from lignocellulosic biomass like poplar comprises pretreatment, enzymatic hydrolysis, fermentation and distillation, in which the pretreatment plays a key role in improving the ease of subsequent enzymatic hydrolysis and promoting the overall biomass utilization [45].
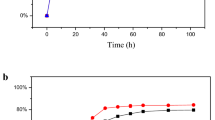
Results showed that acid-catalyzed BDO organosolv pretreatment was more effective in improving biomass saccharification (Fig. 1) and producing antioxidant lignin (Table 4) when comparing with alkali-catalyzed BDO pretreatment. Then, mass balance analysis based on acid-catalyzed BDO pretreatment was proposed (Fig. 6). As illustrated, after HCl-BDO pretreatment with HCl loading of 40 mM, the pretreatment hydrolysate containing C5 sugars and lignin was separated from pretreated solid, followed by precipitation. As a result, 19.42 g organosolv lignin was recovered from 100 g raw poplar biomass, which could be used as antioxidant (Table 3). The liquid stream containing 1.52 g cellulose-derived sugars and 8.17 g hemicellulose-derived sugars could be upgraded to furanic platform chemicals [17], like furfural. After acid hydrolysis (1.2 wt% sulphuric acid, 180 °C, 1 h) of the liquid stream, 3.58 g/L furfural could be produced from 11.68 g xylose (detail not shown). BDO solvent was proposed to be well separated from water using Mitsubishi SP70, a kind of macroporous adsorption resin (Mitsubishi Chemical Corporation, Japan) [18]. After separation, BDO could be reused in the pretreatment of lignocellulosic biomass [19], and water could be reused to wash the pretreated solid, reducing the possible inhibition of enzymatic hydrolysis and subsequent fermentation by BDO and degradation products from carbohydrate and lignin. Besides, 39.03 g glucan and 5.51 g xylan in the raw biomass could be converted to fermentable sugars after pretreatment and subsequent enzymatic hydrolysis. The enzymatic hydrolysate was concentrated to different initial glucose concentrations to estimate the fermentability of the enzymatic hydrolysate (Fig. 6). It was shown that 142.51 g/L glucose could be completely consumed at 24 h fermentation. And 68.12 g/L ethanol was produced, with ethanol yield of 93.73%, which verified the fermentability of enzymatic hydrolysate of HCl-BDO pretreated solid. Results suggested that acid-catalyzed BDO pretreatment, which maximized total sugar yield while enabling efficient production of antioxidant lignin from the poplar wood sawdust, had the potential to be a promising pretreatment approach of lignocellulosic biomass, since it not only diversified the bio-based products from biomass, but also encouraged the utilization of lignin as part of sustainable lignocellulosic biorefinery.

Mass balance of biorefinery based on acid-catalyzed BDO organosolv pretreatment to coproduce fermentable sugars and antioxidant lignin (a), fermentation at different initial glucose concentrations (b), concentrations of enzymatic hydrolysis products (c)
Conclusions
Results showed that BDO organosolv pretreatment was more effective in removing lignin from lignocellulosic biomass as compared to ethanol organosolv pretreatment. Besides, acid-catalyzed BDO pretreatment had better performance in reducing recalcitrance of poplar to achieve reasonable biomass saccharification through enzymatic hydrolysis than alkali-catalyzed BDO pretreatment, which was accompanied with greater cellulose accessibility resulted from higher degree of delignification and hemicellulose solubilization, as well as the more increase in fiber swelling and cellulose microfibril. The maximum sugar yield of 79.41% from original biomass was achieved after HCl-BDO pretreatment (170 °C, 1 h, with 40 mM HCl loading). Moreover, acid BDO pretreatment resulted in the formation of phenolic hydroxyl groups in lignin, which increased radical scavenging capacity of BDO organosolv lignin as a natural antioxidant.
Materials and methods
Materials
Poplar sawdust, with a moisture content of 7.33 ± 0.21%, was collected from Xuzhou, Jiangsu Province, China. Chemicals including ethanol, 1,4-butanediol (1,4-BDO, AR, > 99% purity), hydrochloric acid (HCl, 95–98 wt%) and sodium hydroxide (NaOH, AR, > 96% purity) were obtained from Sinopharm Chemical Reagent Co., Ltd. Commercial enzyme blend CTec2 (SAE0020, filter paper activity of 185 FPU/g, protein content of 233 mg/g, endoglucanse, exoglucanase, β-glucosidase, xylanase activity was 2297.8, 114.9, 3451.6 and 8902.9 U/g, respectively) was obtained from Sigma–Aldrich.
Acid- and alkali-catalyzed BDO pretreatments
Acid-catalyzed ethanol organosolv pretreatment (HCl-ethanol) was performed as follows: 100 g dry mass poplar was soaked in an aqueous solution (ethanol–water ratio of 65:35, v/v) containing 30, 40 and 50 mM HCl at a solid-to-liquid ratio of 1:7 (g: mL). The mixture was pretreated at 170 °C for 60 min.
Acid-catalyzed BDO organosolv pretreatment (HCl-BDO) was performed as follows: 100 g dry mass of poplar was soaked in an aqueous solution (BDO-water ratio of 65:35, v/v) containing 10, 20, 30, 40 and 50 mM HCl at a solid-to-liquid ratio of 1:7 (g: mL). The mixture was pretreated at 170 °C for 60 min [13]. The oil bath (GSC-30L, Yushen Instruments Company, China) was heated to 170 °C during 30 min and maintained at the temperature for 60 min. Alkali-catalyzed BDO pretreatment (NaOH-BDO) was carried out under the same conditions but using an aqueous solution containing 250, 300, 350, 400 and 450 mM NaOH. After pretreatment, the reactor was cooled in tap water. Solid fraction was separated from pretreatment liquor through vacuum filtration, then washed by 2100 mL water. The washed solid, as water-insoluble fraction (WIF), was kept at 4 °C for further use. For HCl-BDO pretreatment, the pretreatment liquor and washing water were combined, as water-soluble fraction (WSF), for lignin recovery by precipitation and determination of the sugar concentration. For NaOH-BDO pretreatment, H2SO4 was added to pretreatment liquor and washing water to lower the pH to around 2.0 for lignin precipitation. After precipitation, the solid was separated by centrifugation, then rinsed by hot water and freeze-dried for 72 h to recover lignin.
Enzymatic hydrolysis of the pretreated substrates
Enzymatic hydrolysis was carried out on the BDO pretreated and washed solid at 50 °C, pH 4.8, 180 rpm for 72 h, in air shaker. In enzymatic hydrolysis, cellulose loading was 2% (w/v), and enzyme loading was 20 FPU cellulase/g cellulose. After 72 h enzymatic hydrolysis, flasks were taken out of the air shaker. Samples were taken from enzymatic hydrolysate. Enzymes were inactivated by heating to 100 °C for 5 min and subsequently stored at − 4 °C until sugar analysis was performed by HPLC. All experiments were performed in duplicate.
Antioxidant activity of lignin
Antioxidant activity of lignin was measured as radical scavenging activity using 2, 2-diphenyl-1-picrylhydrazyl (DPPH) method. The recovered lignin was dissolved in dioxane/water solution (9/1, v/v), with concentration ranging from 40 mg/L to 200 mg/L. Of the lignin solution, 0.1 mL was added to 3.9 mL of DPPH ethanolic solution (25 mg/L). The mixture was kept at 25 °C for 30 min. Absorbance of the solutions was measured at 517 nm. Inhibition percentage (IP) was calculated [46] and plotted as a function of lignin concentration, in which EC50 (lignin concentration needed to obtain 50% IP) was obtained. Radical scavenging index (RSI), as the inverse of EC50, was used to evaluate the antioxidant activity of lignin. Higher RSI indicated better antioxidant activity of lignin.
Fermentation
After enzymatic hydrolysis of HCl (40 Mm)-BDO pretreatment and enzymatic hydrolysis, the enzymatic hydrolysate was concentrated to achieve different initial glucose concentrations of 75 g/L (Low concentration, L), 110 g/L (Medium concentration, M) and 145 g/L (High concentration, H) for fermentation by Saccharomyces cerevisiae to produce bioethanol [47]. Glucose fermentation was performed at 30 °C, 100 rpm, pH 5.5 with cell density of OD600nm = 4, for 24 h, The fermentation experiments were done in duplicate.
Analytical methods
Chemical components of biomass samples were analyzed by following the method developed by the US National Renewable Energy Laboratory [48]. The water-soluble fraction (WSF) was subjected to an acid hydrolysis (4% H2SO4, 121 °C for 1 h), and the sugars (glucose, xylose, arabinose) in the liquid fraction were determined for mass balance analysis. The sugars and ethanol concentration was determined using a high performance liquid chromatography (HPLC) system (Agilent 1100) with a refractive index (RI) detector. The separation was performed on Bio-rad Aminex HPX-87H column (300 × 7.8 mm) with 5 mM H2SO4 as the eluent at a flow rate of 0.6 mL/min.
Water retention value (WRV) measurement was performed according to TAPPI UM 256 for evaluation of biomass fiber swelling [49]. To assess cellulose accessibility, staining method by DR28 was carried out as described elsewhere [50]. The crystallinity of biomass samples was measured using an Ultim IV X-ray diffractometer (XRD) equipped with a Cu Kα radiation source (λ = 0.15406 nm), which was scanned at the range of 2θ = 5° − 50° with a rate of 5°/min. Crystallinity (CrI) was calculated as described before [51]. CrI/cellulose was defined as the ratio of the calculated CrI to the cellulose content of biomass. CrI might represent the total crystallinity in biomass rather than the cellulose itself, and the CrI/cellulose ratio was suggested as an appropriate mean to estimate true crystallinity in native cellulose [49].
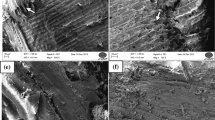
Scanning electron microscope (SEM) was used to observe surface morphology of untreated and BDO pretreated samples with different catalyst loadings at magnification of 1 K. The chemical structure of recovered lignin from BDO pretreatment was determined by attenuated total reflection Fourier transform infrared spectra (ATR-FTIR, Spectrum Two, PerkinElmer, US). Spectra of each biomass sample ranged from 500 to 4000 cm−1 at a spectral resolution of 4 cm−1 with an average from 64 scans. Gel permeation chromatography (GPC, Waters 1525 system, US) equipped with Agilent PL-gel MIXED-C column and Waters 2414 refractive index (RI) detector was used to determine weight-average (Mw) and number-average (Mn) molecular weights of recovered lignin. Polydispersity index (PDI) was calculated as Mw/Mn. Tetrahydrofuran (THF) was used as the mobile phase at a flow rate of 1.0 mL/min. Polystyrene narrow standards were used as calibration standards [53].
Availability of data and materials
All data generated or analyzed during this study are included in this published article and its Additional file.
Abbreviations
- BDO:
-
1,4-Butanediol
- DPPH:
-
2, 2-Diphenyl-1-picrylhydrazyl
- IP:
-
Inhibition percentage
- RSI:
-
Radical scavenging index
- WIF:
-
Water-insoluble fraction
- WSF:
-
Water-soluble fraction
- WRV:
-
Water retention value
- XRD:
-
X-ray diffractometer
- XPS:
-
X-ray photoelectron spectroscopy
- SEM:
-
Scanning electron microscope
- ATR-FTIR:
-
Attenuated total reflection Fourier transform infrared spectra
- PDI:
-
Polydispersity index
References
Yuan ZY, Bals BD, Hegg EL, Hodge DB. Technoeconomic evaluation of recent process improvements in production of sugar and high-value lignin co-products via two-stage Cu-catalyzed alkaline-oxidative pretreatment. Biotechnol Biofuels Bioprod. 2022;15. https://doi.org/10.1186/s13068-022-02139-5.
Wang B, Qi J, **e M, Wang X, Xu J, Yu Z, Zhao W, **ao Y, Wei W. Enhancement of sugar release from sugarcane bagasse through NaOH-catalyzed ethylene glycol pretreatment and water-soluble sulfonated lignin. Int J Biol Macromol. 2022;221:38–47. https://doi.org/10.1016/j.ijbiomac.2022.08.193.
Yang B, Wyman CE. Pretreatment: the key to unlocking low-cost cellulosic ethanol. Biofuels Bioprod Biorefining. 2008;2:26–40. https://doi.org/10.1002/bbb.49.
Satari B, Karimi K, Kumar R. Cellulose solvent-based pretreatment for enhanced second-generation biofuel production: a review. Sustain Energ Fuels. 2019;3:11–62. https://doi.org/10.1039/c8se00287h.
Mosier N, Wyman C, Dale B, Elander R, Lee YY, Holtzapple M, Ladisch M. Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour Technol. 2005;96:673–86. https://doi.org/10.1016/j.biortech.2004.06.025.
Wei W, Wang B, Wang X, Ling R, ** Y. Comparison of acid and alkali catalyzed ethylene glycol organosolv pretreatment for sugar production from bagasse. Bioresour Technol. 2021;320:124293. https://doi.org/10.1016/j.biortech.2020.124293.
Liu BJ, Liu L, Deng BJ, Huang CX, Zhu JT, Liang LL, He XL, Wei YX, Qin CR, Liang C, Liu SJ, Yao SQ. Application and prospect of organic acid pretreatment in lignocellulosic biomass separation: a review. Int J Biol Macromol. 2022;222:1400–13. https://doi.org/10.1016/j.ijbiomac.2022.09.270.
Liu T, Wang PP, Tian J, Guo JQ, Zhu WY, ** YC, **ao HN, Song JL. Polystyrene sulfonate is effective for enhancing biomass enzymatic saccharification under green liquor pretreatment in bioenergy poplar. Biotechnol Biofuels Bioprod 2022. https://doi.org/10.1186/s13068-022-02108-y.
Pielhop T, Larrazabal GO, Studer MH, Brethauer S, Seidel CM, von Rohr PR. Lignin repolymerisation in spruce autohydrolysis pretreatment increases cellulase deactivation. Green Chem. 2015;17:3521–32. https://doi.org/10.1039/c4gc02381a.
Zhou Z, Lei F, Li P, Jiang J. Lignocellulosic biomass to biofuels and biochemicals: a comprehensive review with a focus on ethanol organosolv pretreatment technology. Biotechnol Bioeng. 2018;115:2683–702. https://doi.org/10.1002/bit.26788.
Sun SN, Chen X, Tao YH, Cao XF, Li MF, Wen JL, Nie SX, Sun RC. Pretreatment of Eucalyptus urophylla in gamma-valerolactone/dilute acid system for removal of non-cellulosic components and acceleration of enzymatic hydrolysis. Ind Crop Prod. 2019;132:21–8. https://doi.org/10.1016/j.indcrop.2019.02.004.
Wang Q, Liu S, Yang G, Chen J. Characterization of high-boiling-solvent lignin from hot-water-extracted bagasse. Energy Fuels. 2014;28:3167–71. https://doi.org/10.1021/ef500538s.
Dong CY, Meng XZ, Yeung CS, Tse HY, Ragauskas AJ, Leu SY. Diol pretreatment to fractionate a reactive lignin in lignocellulosic biomass biorefineries. Green Chem. 2019;21:2788–800. https://doi.org/10.1039/c9gc00596j.
Lan W, Luterbacher JS. Preventing lignin condensation to facilitate aromatic monomer production. Chimia. 2019;73:591–8. https://doi.org/10.2533/chimia.2019.591.
Li YZ, Jia HZ, Ruxianguli R, Yin HQ, Zhang QS. Extraction of lignin from wheat straw by catalysts in 1,4-butanediol medium under atmospheric pressure. Bioresources. 2015;10:1085–98.
Lu XY, Gu XL, Shi YJ. A review on lignin antioxidants: their sources, isolations, antioxidant activities and various applications. Int J Biol Macromol. 2022;210:716–41. https://doi.org/10.1016/j.ijbiomac.2022.04.228.
Raj T, Chandrasekhar K, Banu R, Yoon JJ, Kumar G, Kim SH. Synthesis of gamma-valerolactone (GVL) and their applications for lignocellulosic deconstruction for sustainable green biorefineries. Fuel. 2021. https://doi.org/10.1016/j.fuel.2021.121333.
Liang MT, Lin CH, Tsai PY, Wang HP, Wan HP, Yang TY. The separation of butanediol and propanediol by simulated moving bed. J Taiwan Inst Chem Eng. 2016;61:12–9. https://doi.org/10.1016/j.jtice.2015.12.003.
Liu J, Li RQ, Shuai L, You JH, Zhao YB, Chen L, Li M, Chen LH, Huang LL, Luo XL. Comparison of liquid hot water (LHW) and high boiling alcohol/water (HBAW) pretreatments for improving enzymatic saccharification of cellulose in bamboo. Ind Crop Prod. 2017;107:139–48. https://doi.org/10.1016/j.indcrop.2017.05.035.
Liu QY, Li WZ, Ma QZ, An SX, Li MH, Jameel H, Chang HM. Pretreatment of corn stover for sugar production using a two-stage dilute acid followed by wet-milling pretreatment process. Bioresour Technol. 2016;211:435–42. https://doi.org/10.1016/j.biortech.2016.03.131.
Heredia-Olea E, Perez-Carrillo E, Serna-Saldivar SO. Effects of different acid hydrolyses on the conversion of sweet sorghum bagasse into C5 and C6 sugars and yeast inhibitors using response surface methodology. Bioresour Technol. 2012;119:216–23. https://doi.org/10.1016/j.biortech.2012.05.122.
Zhang H, Zhang J, **e J, Qin Y. Effects of NaOH-catalyzed organosolv pretreatment and surfactant on the sugar production from sugarcane bagasse. Bioresour Technol. 2020;312:123601. https://doi.org/10.1016/j.biortech.2020.123601.
Chu QL, Song K, Hu JG, Bu Q, Zhang XD, Chen XY. Integrated process for the coproduction of fermentable sugars and lignin adsorbents from hardwood. Bioresour Technol. 2019;289:121659. https://doi.org/10.1016/j.biortech.2019.121659.
Huang Y, Chu QL, Tong WY, Wu SF, ** YC, Hu JG, Song K. Carbocation scavenger assisted acid pretreatment followed by mild alkaline hydrogen peroxide (AHP) treatment for efficient production of fermentable sugars and lignin adsorbents from hardwood biomass. Ind Crop Prod. 2021;170:113737. https://doi.org/10.1016/j.indcrop.2021.113737.
Chu QL, Wang R, Tong WY, ** YC, Hu JG, Song K. Improving enzymatic saccharification and ethanol production from hardwood by deacetylation and steam pretreatment: insight into mitigating lignin inhibition. ACS Sustain Chem Eng. 2020;8:17967–78. https://doi.org/10.1021/acssuschemeng.0c05583.
Meng XZ, Ragauskas AJ. Recent advances in understanding the role of cellulose accessibility in enzymatic hydrolysis of lignocellulosic substrates. Curr Opin Biotechnol. 2014;27:150–8. https://doi.org/10.1016/j.copbio.2014.01.014.
Shimizu FL, de Azevedo GO, Coelho LF, Pagnocca FC, Brienzo M. Minimum lignin and xylan removal to improve cellulose accessibility. BioEnergy Res. 2020;13:775–85. https://doi.org/10.1007/s12155-020-10120-z.
Morone A, Pandey RA, Chakrabarti T. Comparative evaluation of OrganoCat and selected advanced oxidation processes as pretreatment to enhance cellulose accessibility of rice straw. J Environ Chem Eng. 2018;6:3673–80. https://doi.org/10.1016/j.jece.2017.03.039.
Fan C, Zhang W, Guo Y, Sun K, Wang L, Luo K. Overexpression of PtoMYB115 improves lignocellulose recalcitrance to enhance biomass digestibility and bioethanol yield by specifically regulating lignin biosynthesis in transgenic poplar. Biotechnol Biofuels Bioprod. 2022;15:119. https://doi.org/10.1186/s13068-022-02218-7.
Fei XH, Jia WB, Wang JQ, Chen T, Ling YS. Study on enzymatic hydrolysis efficiency and physicochemical properties of cellulose and lignocellulose after pretreatment with electron beam irradiation. Int J Biol Macromol. 2020;145:733–9. https://doi.org/10.1016/j.ijbiomac.2019.12.232.
Pihlajaniemi V, Sipponen MH, Liimatainen H, Sirvio JA, Nyyssola A, Laakso S. Weighing the factors behind enzymatic hydrolyzability of pretreated lignocellulose. Green Chem. 2016;18:1295–305. https://doi.org/10.1039/c5gc01861g.
Lin WQ, **ng S, ** YC, Lu XM, Huang CX, Yong Q. Insight into understanding the performance of deep eutectic solvent pretreatment on improving enzymatic digestibility of bamboo residues. Bioresour Technol. 2020;306:123163. https://doi.org/10.1016/j.biortech.2020.123163.
Qi BK, Wang ZW, Luo JQ, Wan YH. Pretreatment of corn stover by acidic and basic choline chloride solutions for enzymatic hydrolysis. Cellulose. 2021;28:10127–41. https://doi.org/10.1007/s10570-021-04163-4.
Sun QN, Foston M, Sawada D, **ali SV, O’Neill HM, Li HJ, Wyman CE, Langan P, Pu YQ, Ragauskas AJ. Comparison of changes in cellulose ultrastructure during different pretreatments of poplar. Cellulose. 2014;21:2419–31. https://doi.org/10.1007/s10570-014-0303-6.
He J, Huang CX, Lai CH, ** YC, Ragauskas A, Yong Q. Investigation of the effect of lignin/pseudo-lignin on enzymatic hydrolysis by Quartz Crystal Microbalance. Ind Crop Prod. 2020;157:112927. https://doi.org/10.1016/j.indcrop.2020.112927.
Huang Y, Sun S, Huang C, Yong Q, Elder T, Tu M. Stimulation and inhibition of enzymatic hydrolysis by organosolv lignins as determined by zeta potential and hydrophobicity. Biotechnol Biofuels. 2017;10:162. https://doi.org/10.1186/s13068-017-0853-6.
Chu QL, Tong WY, Chen JQ, Wu SF, ** YC, Hu JG, Song K. Organosolv pretreatment assisted by carbocation scavenger to mitigate surface barrier effect of lignin for improving biomass saccharification and utilization. Biotechnol Biofuels. 2021;14:136. https://doi.org/10.1186/s13068-021-01988-w.
Yang H, Yoo CG, Meng X, Pu Y, Muchero W, Tuskan GA, Tschaplinski TJ, Ragauskas AJ, Yao L. Structural changes of lignins in natural Populus variants during different pretreatments. Bioresour Technol. 2020;295:122240. https://doi.org/10.1016/j.biortech.2019.122240.
Lin SY, Dence CW. Methods in lignin chemistry. Springer. 1992. https://doi.org/10.1007/978-3-642-74065-7
Schmatz AA, Brienzo M. Butylated hydroxytoluene improves lignin removal by organosolv pretreatment of sugarcane bagasse. BioEnergy Res. 2022;15:166–74. https://doi.org/10.1007/s12155-021-10317-w.
Qazi SS, Li DB, Briens C, Berruti F, Abou-Zaid MM. Antioxidant activity of the lignins derived from fluidized-bed fast pyrolysis. Molecules. 2017. https://doi.org/10.3390/molecules22030372.
Kaur R, Uppal SK. Structural characterization and antioxidant activity of lignin from sugarcane bagasse. Colloid Polym Sci. 2015;293:2585–92. https://doi.org/10.1007/s00396-015-3653-1.
Azadfar M, Gao AH, Bule MV, Chen S. Structural characterization of lignin: a potential source of antioxidants guaiacol and 4-vinylguaiacol. Int J Biol Macromol. 2015;75:58–66. https://doi.org/10.1016/j.ijbiomac.2014.12.049.
Ma CY, Peng XP, Sun SL, Wen JL, Yuan TQ. Short-time deep eutectic solvents pretreatment enhanced production of fermentable sugars and tailored lignin nanoparticles from abaca. Int J Biol Macromol. 2021;192:417–25. https://doi.org/10.1016/j.ijbiomac.2021.09.140.
Qi S, Wang GH, Sun H, Wang LL, Liu QM, Ma GZ, Parvez AM, Si CL. Using lignin monomer as a novel cap** agent for efficient acid-catalyzed depolymerization of high molecular weight lignin to improve its antioxidant activity. ACS Sustain Chem Eng. 2020;8:9104–14. https://doi.org/10.1021/acssuschemeng.0c02366.
Pan X, Kadla JF, Ehara K, Gilkes N, Saddler JN. Organosolv ethanol lignin from hybrid poplar as a radical scavenger: relationship between lignin structure, extraction conditions, and antioxidant activity. J Agric Food Chem. 2006;54:5806–13. https://doi.org/10.1021/jf0605392.
Chu QL, Li X, Yang DL, Xu Y, Ouyang J, Yu SY, Yong Q. Corn stover bioconversion by green liquor pretreatment and a selected liquid fermentation strategy. Bioresources. 2014;9:7681–95. https://doi.org/10.15376/biores.9.4.7681-7695.
Sluiter A, Hames B, Ruiz R, Scarlata C, Sluiter J, Templeton D, Crocker D. Determination of structural carbohydrates and lignin in biomass. Laboratory analytical procedure. 2008;1617:1–16.
Chandra RP, Chu QL, Hu JG, Zhong N, Lin M, Lee JS, Saddler J. The influence of lignin on steam pretreatment and mechanical pul** of poplar to achieve high sugar recovery and ease of enzymatic hydrolysis. Bioresour Technol. 2016;199:135–41. https://doi.org/10.1016/j.biortech.2015.09.019.
He J, Huang C, Lai C, Huang C, Yong Q. Relations between Moso bamboo surface properties pretreated by Kraft cooking and dilute acid with enzymatic digestibility. Appl Biochem Biotechnol. 2017;183:1526–38. https://doi.org/10.1007/s12010-017-2520-6.
Huang Y, Chu Q, Tong W, Wu S, ** Y, Hu J, Song K. Carbocation scavenger assisted acid pretreatment followed by mild alkaline hydrogen peroxide (AHP) treatment for efficient production of fermentable sugars and lignin adsorbents from hardwood biomass. Ind Crop Prod. 2021;170:113737. https://doi.org/10.1016/j.indcrop.2021.113737.
Xu L, Li WC, **n JY, Zhang SJ, Li BZ, Yuan YJ. Ethylenediamine enhances ionic liquid pretreatment performance at high solid loading. ACS Sustain Chem Eng. 2020;8:13007–18. https://doi.org/10.1021/acssuschemeng.0c03884.
Chu QL, Tong WY, Wu SF, ** YC, Hu JG, Song K. Eco-friendly additives in acidic pretreatment to boost enzymatic saccharification of hardwood for sustainable biorefinery applications. Green Chem. 2021;23:4074–86. https://doi.org/10.1039/D1GC00738F.
Acknowledgements
This work was supported by the National Natural Science Foundation of China (Nos. 31901271, 22078162 and 31730106), the Priority Academic Program Development of Jiangsu Higher Education Institutions (PAPD).
Funding
This study was funded by the National Natural Science Foundation of China (31901271, 22078162 and 31730106).
Author information
Authors and Affiliations
Contributions
**nyu **e: Conceptualization, Methodology, Investigation, Writing—original draft. Mingjun Chen: Investigation, Writing—original draft. Wenyao Tong: Conceptualization, Methodology, Formal analysis, Investigation, Writing—original draft. Kai Song: Conceptualization, Methodology, Writing—original draft. **g Wang: Methodology, Formal analysis. Shufang Wu: Resources, Funding acquisition. **guang Hu: Writing—Review & Editing. Yongcan **: Resources, Funding acquisition. Qiulu Chu: Conceptualization, Writing—Review & Editing, Project administration, Funding acquisition.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
The authors declare that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/. The Creative Commons Public Domain Dedication waiver (http://creativecommons.org/publicdomain/zero/1.0/) applies to the data made available in this article, unless otherwise stated in a credit line to the data.
About this article

Cite this article
**e, X., Chen, M., Tong, W. et al. Comparative study of acid- and alkali-catalyzed 1,4-butanediol pretreatment for co-production of fermentable sugars and value-added lignin compounds. Biotechnol Biofuels 16, 52 (2023). https://doi.org/10.1186/s13068-023-02303-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s13068-023-02303-5