
Abstract
The versatility and beneficial properties of aluminium 6063 make it an excellent material for various applications, but limited in engineering production where strength is a major material selection factor. The utilization of natural resources in material science has gained prominence due to the quest for sustainable and innovative materials. This work explores the development and characterization of an aluminium matrix composite reinforced with crab shell particles (CSPs). The CSPs are produced via the milling process for 72 h and the CSPs are incorporated in varying percentages (0–20 wt%) into the aluminium matrix using a stir casting technique, the mechanical properties (tensile strength, compressive strength, % elongation, and impact energy) of the composites are determined using an Instron universal testing machine (UTM) and a Charpy impact testing machine, respectively. A scanning electron microscope (SEM) is used to examine the microstructure of the composite fracture surfaces and Gywddion 2.65 software is used to view the SEM images of the fracture surfaces in three dimensions (3D). The results revealed that tensile strength, compressive strength, % elongation, and impact energy are enhanced by adding varying percentages of CSPs on the aluminium 6063 composites.
Article Highlights
-
The article demonstrates the use of animal waste (Crab shell) as innovative reinforcement for metal matrix composite (MMCs)
-
Crab shell particles reinforced aluminium matrix composites were successfully produced
-
Mechanical properties of the developed MMCs were successfully carried out and results showed that the mechanical properties were enhanced compared with the neat.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The use of composites in various industries is popular because of their superior mechanical properties over traditional materials. The use of aluminium (Al) composites, particularly, has gained significant recognition due to their mechanical properties, low density, and good electrical and thermal properties. Improving the mechanical qualities of aluminium composites, such as their strength, stiffness, and resistance to wear, while kee** them lightweight, is one of the fundamental problems in their development. To address this challenge, researchers have been exploring the use of various particle sizes as reinforcement materials. Crab (Metacarcinus magister) shell particles (CSPs) are an attractive option for reinforcing aluminium (Al) composites, as they are abundant, renewable, and have good mechanical properties. Literature classified aluminium matrix reinforcements into three groups; namely agro waste, synthetic ceramics, and industrial waste particulates [24, 25] unlike synthetic ceramics reinforcements (SCRs), Natural ceramics reinforcements (NCRs) like plant and animal agro wastes are attracting materials science/engineering researchers as reinforcements to mitigate the effect of waste on the environment and making engineering products more eco-friendly [26], also to reduce environmental footprint. Literature reported the fabrication of metal matrix composites (MMCs) reinforced with various particulates like Al2O3, Si3N4, ZrB2, TiO2 etc. [27,28,29,30,31,32,33,34].
Recently, the development of natural filler materials, like waste materials from the seafood industry, has become an area of interest for researchers. Crab shell waste is one such material that has been identified as a potential source of nanoparticles for reinforcing metal matrices due to its superior mechanical and heat-resistant characteristics. Pamula et al. [1], used continuous stainless steel fibre to strengthen the aluminium matrix, and the mechanical and wear-resistant qualities of the composites were enhanced. Aigbodion, [2], used bean pod particles to reinforce Aluminum matrix composites, and it was discovered that these natural particles improved the aluminium matrix's mechanical properties and wear behaviour. In [3] work, the aluminium matrix composite was strengthened using Boron Carbide (B4C) ceramic particles, these particles improved the ultimate tensile strength (UTS) of the composites. Mohanavel et al. [4] investigated the effect on mechanical properties when Titanium Diboride (TiB2) particles are reinforced with aluminium alloy matrix composites using two different methods, stir casting and in situ casting, the authors inferred that TiB2 particles inhibit displacement in the material, resulted to higher UTS and giving the composite superior mechanical properties compared to pure aluminium. Asafa et al. [5], studied aluminium 6063 reinforced with waste shell particles, they reported that the metallographic microstructure of the composites confirmed the shells were made of CaCO3 in the form of calcite; uniformly distributed which enhanced the UTS and stiffness of the material. Singh et al. [6], conducted a comprehensive review of the mechanical result of particle-reinforced aluminium matrix, they opined that the inclusion of particles enhances the hardness of aluminium-based composites by promoting the strengthening of coarse and Orowan particles, and the reinforcement helps increase the ultimate tensile strength (UTS) by facilitating tight intermetallic bonding between the reinforcement and the aluminium matrix. This bonding mechanism limits grain boundary displacement and prevents dislocation displacement, leading to improved UTS. Mendoza-Ruiz et al. [7] investigated graphite-reinforced aluminium composites and discovered that lower graphite contents improved mechanical properties and higher contents imparted conversely due to the formation of graphite agglomeration. Adeodu, et al. [8] studied the addition of calcium mixed with silver nanoparticles (AgNPs), and they opined that a percentage increase of AgNPs enhanced the hardness and impact energy of the composite. Also, enhancement was witnessed by the modulus of elasticity, strength, and percentage elongation of the composites, and concluded by recommending the composites for long-life performance industrial application.
Material scientists are currently interested in the development of low-cost and high-performance engineering components. Using agro-based reinforcement instead of dangerous reinforcement greatly improved sustainability and reduced environmental damage [40].
This research aims to develop aluminium matrix composites reinforced with animal waste particles via stir casting technique and study the effect of crab shell particles on the mechanical properties of the environmentally friendly developed composites for recreation engineering applications. In the next section, we consider materials and methods, Sect. 3 shows the results and discussion. In Sect. 4, we present the conclusion of this work.
2 Materials and methods
2.1 Preparation of crab shell particles
The crab shell (Metacarcinus Magister) used for this work was sourced from Mushin market Lagos. The crab shells were cleaned by removing the fleshes, protein residues, and impurities were removed by washing the shells with 4% sodium hydroxide solution and the colour pigment was removed by quenching at room temperature for 6 h [9]. For easy size reduction, the shells were subjected to a two-step size reduction process. First, a jaw crusher was used to break down the shells into smaller fragments, and a ball mill machine (4 mm ball diameter) was utilized for 72 h to mill the crab shell using an Adarch ball mill machine (manufactured in India) at low speed of 25.2 RPM, to prevent agglomeration of the particles due to heat generation. The milled crab shell was sieved in a sieve shaker with a set of sieves (700, 500, 350, 230, 180, 109, and 50 µm) for fifteen minutes [10]. < 50 µm crab shell particles (CSPs) were utilized for this work as shown in Fig. 1.

Crab shell particles (< 50 µm)
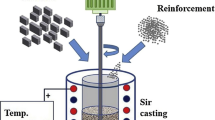
The stir-casting method was used to cast all the samples. Al 6063 alloy is selected in this study as the base matrix for the development of MMCs. Al 6063 alloy has excellent machining capability [42]. The composites were produced by melting aluminium 6063 in an induction furnace, at 800 °C. Slag removal was done by adding alkaline powder and the melt was degassed by adding hexachloroethane, also to break the pores in the melt. The neat samples were first cast at 750 °C. The crucible was returned to the furnace and the temperature was raised from 750 to 800 °C. Varying weight percent (5, 10, 15, and 20 wt%) of CSPs (heated in a muffle furnace at 200 °C for 20 min for drying) [37, 38] were added to the alloy melt, and the melt was mechanically stirred for 10 min at a speed of 400 rpm to disperse the particles throughout the matrix [37, 38]; a small amount of magnesium powder was added to the melt to increase the wettability [39], prevent particles agglomeration, and decreases oxide formation, before casting the remaining samples. All the samples were cast in metal chilled moulds following the nomenclature shown in Table 1
Carl Zeiss EVO 18 instrument (Scanning Electron Microscope) Germany; with energy dispersive X-ray spectroscopy (EDS) was used to analyze the microstructure images of the composites. An Instron Universal Testing Machine (model 3369) was used to carry out the tensile test at the strain rate of 10–3/s per ASTM E8 at ambient temperature, while the ASTM E9 standard was followed for compressive test using a Compressive testing machine (Hz-1003B), and a Charpy impact testing machine (model MT-004) was used for the impact test of the neat and composite samples. The dimensions of the samples for the impact test are 10 × 10 × 55 mm, with a V-notch cut at the middle of each sample, the impact energy was obtained using Eq. 1
For reproducibility and reliability of the results, an average of three tests were carried out for each test. XRF—X-ray fluorescence spectroscopy was utilized to determine the chemical composition of aluminium 6063 ingots used for this work.
3 Results and discussion
3.1 Aluminium 6063 ingot composition and crab shell particles scanning electron microscopy image analysis
Table 2 shows the elemental composition of the Al 6063 ingot; it revealed the presence of major alloying elements as silicon (3.6 wt%), and magnesium (1.4 wt%), which confirms the Aluminum ingot used belongs to the Al-Mg-Si series of aluminium alloys. Figure 2a shows the SEM image and EDS pattern of CSPs; from Fig. 2a the shape of the particles is irregular and the EDS result provides information about the elemental composition of the crab-shell. It indicates that oxygen and calcium are the predominant elements, suggesting that the crab shell is primarily composed of calcium carbonate (CaCO3) in the form of calcite. Oxygen, being a significant component, is likely part of the carbonate ion (CO3) in calcium carbonate. The presence of iron could be due to the attrition of the milling balls.

a Scanning electron microscopy image and Dispersive X-ray spectroscopy pattern of crab shell particles. b Particle size distribution of crab shell particles
The particle characteristics were carried out from the particle count measurement of the CSPs SEM image (Fig. 2a). ImageJ software was used to analyse the particle size, and distribution. Threshold is a function in ImageJ that is used to determine the average particle/grain size distribution as it detects either the grain interior or grain boundaries [35, 36]. The particle size distribution is shown in Fig. 2b. From Fig. 2 with a particle count of 80, the average size of CSPs measured is 19.837 µm, while the minimum and maximum particle sizes are 6.30 and 42.069 µm, respectively. This falls within the result of sieve analysis that determined the particle size to be ≤ 50 µm. The particle diameter distribution in Fig. 2b is well-fitted by a log–normal function of the statistical scale, this shows that the CSPs are mainly of smaller that are complemented by larger particles [43, 44].
3.2 Mechanical properties of the neat and crab shell particles reinforced composites
Figures 3 and 4 present the SEM images and 3D views of the fracture surfaces of CSP-reinforced aluminium composites (a–e) under tensile load, respectively. The surface of the neat composite does not show any CSPs (Fig. 3a) because the particles were not added, the fracture surfaces of the CSP-reinforced composites (Fig. 3b–e) revealed the presence of crab shell particles. The fracture mode of the neat, 5% CSPs, and 20% CSPs composites (Fig. 3a, b, and e) is ductile, because of the presence of cups and cones (Fig. 4a, b, and e) and this agrees with the finding in the literature [10], while 10% CSPs and 15% CSPs composites (Fig. 3c, d) exhibited brittle failure because of the revealed flat surfaces (Fig. 4c, d). The ductile failure can be attributed to the homogenous phases present in the neat, 5% CSPs, and 20% CSPs composites as shown in Fig. 3a, b, and e respectively, it is recorded in the literature that the presence of ceramic particles like CSPs in the matrix alloy causes dislocations to be produced over the whole of the lattice range [27]. The dislocation movement is influenced by direct contact between dislocation particles or by the matrix structure. Because of these interactions, dislocations tend to clump together at the grain boundaries or the matrix-particle contact, which results in the material being more resistant. while the brittle failure exhibited by 10% CSPs and 15% CSPs composites can be attributed to the presence of voids as shown in Fig. 3c, d, respectively. The causes of the voids may be the result of air bubbles entering the melt matrix material, water vapour on the particle surfaces, air that is trapped during solidification or shrinkage during solidification [27]. Poor load-carrying ability is expected because of unequal stress distribution, voids, and weak bonding of particles and the matrix; this is in agreement with the findings of Soundhar and Kandasamy [9]. It could also be a result of the formation of intermetallic phases like Al3.21Si0.47, and AlMg3Zn [41].

Scanning electron microscope images of tensile fracture surface of (a) Neat, (b) 5%, (c) 10%, (d) 15%, and (e) 20% crab shell particles reinforced composites

Three-dimensional view of the fracture surface of (a) Neat (b) 5%, (c) 10%, (d) 15%, and (e) 20% crab shell particles reinforced composites
Figure 5a, b shows tensile stress–strain graphs and the profile of the tensile strength of the neat with that of the CSP-reinforced composites, respectively. From Fig. 5a, the neat and the CSP composites appear to be ductile; also it is observed that the tensile strength of 5 and 20 wt% CSP composites have higher tensile strength than the neat, while 10 and 15 wt% CSP composites’ tensile strength are lower than that of the neat. The ultimate tensile stress varies across the different weight percentages, which suggests that the incorporation of CSPs affects the composite's mechanical performance (Fig. 5b). At 5 and 20% CSP weight percentages, the UTS (68.41 and 59.64Mpa, respectively) are significantly higher than the neat composite (52.37 MPa) and this agrees with the finding in the literature [11]. This increase suggests that the CSPs have reinforced the aluminium matrix, possibly through improved load transfer and stress distribution within the composite due to the presence of a homogenous phase [12,13,14] as revealed in Fig. 3b, e, respectively. Also, the matrix belongs to the Al–Mg-Si series (Table 2), the presence of Si which tends to form SiC and CSPs may interact with the movement of dislocation of the matrix material thereby causing dislocation to clamp down at matrix-particle contact, which ultimately increases in tensile strength of the CSPs composites [16, 45,46,47]. However, the maximum tensile stress drops at 10 and 15% CSP weight percentage (49.39 and 47.51Mpa, respectively), the drop in UTS could be due to the presence of voids [15] as shown in Fig. 3c, d, respectively. This void served as nucleation and propagation of cracks, thus the reduction in tensile strength and exhibition of brittle failure [15, 16].

a Tensile stress–strain graphs of the neat and the crab shell particles reinforced composites. b Ultimate tensile strength of the neat and the crab shell particles reinforced composites
Figure 6 shows Young’s modulus of the neat, CSP-reinforced composites, there was an enhancement in Young’s modulus of the 5 and 20 wt% CSP-composite compared with the neat (Fig. 6); due to the homogenous phases and more refined produced grains of these two composites [17]. Also. SiC and CSPs may interact with the movement of dislocation of the matrix material thereby causing dislocation to clamp down at matrix-particle contact, which ultimately increases the Young’s modulus of the CSP composites [16, 45,46,47]. These promote a good strong bond between the Al 6063 matrix and the CSPs reinforcement as revealed in (Fig. 3b, e). 5 wt% CSP composite recorded the highest Young’s modulus (6220 MPa) But Young’s modulus of 10 and 15 wt% CSP-composites experienced a decline compared with the neat, because of the presence of void as revealed in (Fig. 3c, d) and 15 wt% CSP composite recorded the least young’s modulus (4499 MPa).

Young’s modulus of the neat and the crab shell particles reinforced composites
Figure 7a, b shows the compressive stress–strain graphs and the profile of the compressive strength of the neat and CSP composites, respectively. From Fig. 7a, it is shown that all the CSP composites exhibited higher compressive strength than the neat and Fig. 7b reveals that the CSP composites' compressive strength is generally enhanced compared with the neat, even the least enhancement experienced by 15 wt% CSPs reinforced composite (132.54 MPa) is about 1.1% increment compared with the neat (131.10 MPa); which implies that voids are not closer to the testing surface (top) but lies deep within the composites [18]. The enhancement is attributed to the good bond between the Al 6063 matrix and the CSPs reinforcement, because SiC and CSPs may interact with the movement of dislocation of the matrix material thereby causing dislocation clamp down at matrix-particle contact [16, 45,46,47].

a Compressive stress–strain graphs of the neat and the crab shell particles reinforced composites. b Compressive strength of the neat and the crab shell particles reinforced composites
Comparing the values of compressive strength of the CSP composites with the tensile strength (Fig. 5b), it is obvious that the compressive strength is higher than the tensile strength making this composite a suitable materials for application that require better compressive strength for the production of car wheels, Similarly, study by Jaber and Krishman [41] further corroborated this finding.
Figure 8 shows the Bulk modulus of the neat and CSPs reinforced composites, it is revealed that all the CSP composites’ bulk moduli are enhanced are generally enhanced with 15 wt% CSP composite (4819.37 MPa) having the greatest enhancement of over 500%, while the least enhanced is 5 wt% CSP composite (1129.96 MPa) with over 44% enhancement compared with the neat (784 MPa). The enhancement is due to SiC and CSPs may interact with the movement of dislocation of the matrix material thereby causing dislocation to clamp down at matrix-particle contact, which ultimately results in the CSP composites being more resistant [16, 45,46,47].

Bulk modulus of the neat and the crab shell particles reinforced composites
Figure 9 shows the percentage elongation of the neat and the CSP composites, this is the measure of ductility of the composites. From Fig. 9, it shows that all the CSP composites’ % elongation is enhanced except the 10 wt% CSP composite that exhibited a reduction in ductility due to voids revealed by the SEM image in Fig. 3c; the void may be a result of air bubbles in the melt metal matrix, water vapour on the particles and shrinkage during solidification [27] and this point may serve as stress concentration area thereby nucleating crack in the composite, that may lead to rupture [16]. The enhancement relationship is not linear, 5 wt% CSP composite recorded the highest value of % elongation (5.58%), followed by 20 wt% CSP composite (4.73%) and this agrees with the findings in the literature [11, 19, 20]. The enhancement shown by these two composites can be attributed to the well-dispersed homogenous phase [21] shown in the SEM images in Fig. 3b, e.

Percent Elongation of the neat and the crab shell particles reinforced composites
Figure 10 shows the impact energy of the neat and the CSP composites, it is revealed that the impact energies of all the composites are enhanced compared with the neat [22, 23] except 15 wt% CSP composite. The profile also revealed that 20 wt% CSP composite has the highest impact energy (8.27 J), followed by 5 wt% CSP composites (7.73 J), while the least enhancement was recorded by 10 wt% CSP composite. The enhancement can be attributed to the good interface bond between the aluminium matrix and the CSPs, due to the homogenous phase formed and the annihilation of the dislocation movement in the matrix material by the SiC and the CSPs. The formation of intermetallic phase (Al3.21Si0.47 and AlMg3Zn [41] and voids may be the causes of the impact energy reduction recorded in composite with 15 wt% CSPs.

Impact energy of the neat and the crab shell particles reinforced composites
3.3 Environmental impact and economic assessment
For the present investigation, 2000 pieces of Crab shells were used to produce the CSP fillers. This is a significant reduction in the volume of these shells which are usually regarded as waste, thereby constituting a major environmental nuisance in Nigeria. The 20 wt% CSP filled with < 50 µm CSP composite accounted for 800 pieces of these crab shells. The required Al matrix for the production of this composite was reduced by 20% in quantity, which translates to a 20% reduction in the cost of required Al and this contributes to the economic feasibility of the CSP composite development.
4 Conclusion
The development of crab shell particles reinforced aluminium composites was successful and the effect of the CSPs on the mechanical properties of the composites was studied, the outcomes are as follows:
-
The addition of CSPs to the aluminium matrix resulted in notable improvements in the Ultimate tensile strength, Young’s modulus, % elongation, and Impact energy of the composites, with 5 and 20 wt% CSPs exhibiting better enhancement.
-
Compressive strength and Bulk modulus of all the CSP composites are significantly enhanced, but the relationship of enhancement is not linear.
-
The impact energy of all the produced composites was enhanced except the 15 wt% reinforcement.
-
The mode of fracture of 5 and 20 wt% CSP composite was ductile, while that of 10 and 15 wt% CSP composites was brittle.
-
For engineering applications where tensile strength is a major material selecting factor; 5 and 20 wt% CSP composites are recommended like cam** gears production, while all the CSP composites are recommended for engineering applications where compressive strength is a major material selecting factor, like recreation (bicycle frames production, etc.) and car wheels.
Investigations into the long-term durability, fatigue resistance, and corrosion behaviour of the composite would provide a comprehensive understanding of its performance in real-world applications.
References
Pamula V, et al. Development and characterization of aluminium matrix composite reinforced with continuous stainless steel fibres. Mater Today Proc. 2021;45:7816–21. https://doi.org/10.1016/j.matpr.2020.12.201.
Aigbodion VS. Bean pod ash nanoparticles a promising reinforcement for aluminium matrix biocomposites. J Mater Res Technol. 2019;8:6011–20. https://doi.org/10.1016/j.jmrt.2019.09.075.
Surakasi R, et al. Mechanical behaviour of nano-ceramic particles reinforced aluminium matrix composites. Mater Today Proc. 2022;59:1452–6.
Mohanavel V, et al. Mechanical properties of titanium diboride particles reinforced aluminium alloy matrix composites: a comprehensive review. Adv Mater Sci Eng. 2021. https://doi.org/10.1155/2021/7602160.
Asafa TB, et al. Potentials of snailshell as a reinforcement for discarded aluminium-based materials. Int J Adv Sci Technol. 2015;84:1–8. https://doi.org/10.1425/ijast.2015.84.01.
Singh M, Bhandari D, Goyal K. A review of the mechanical performance of nanoparticles reinforced aluminium matrix nanocomposites. Mater Today Proc. 2021;46:3198–204. https://doi.org/10.1016/j.matpr.2020.11.191.
Mendoza-Ruiz DC, et al. Dispersion of graphite nanoparticles in a 6063 (Kryuchkov & Nesterenko, 2020) aluminum alloy by mechanical milling and hot extrusion,˝ reviews on. Adv Mater Sci. 2008;18:280–3.
Adeodu A, et al. Effect of silver nanoparticle (AgNp) mixed with calcium carbonate on impact, hardness and tensile strength properties of aluminium 6063. J Compos Mater. 2020. https://doi.org/10.1177/0021998320923141.
Soundhar A, Kandasamy J. Mechanical, chemical and morphological analysis of crab shell/sisal natural fibre hybrid composites. J Nat Fibers. 2021;18:1518–32. https://doi.org/10.1080/15440478.2019.169112.
Owa AF, et al. Mechanical properties of granite/pulverized coconut shell particulate hybrid reinforced epoxy composites. Uniosun J Eng Environ Sci. 2023;5:179–87. https://doi.org/10.3610/ujees/3202.50.0161.
Oskooie MS, Asgharzadeh H, Kim HS. Microstructure, plastic deformation and strengthening mechanisms of an Al-Mg-Si alloy with a bimodal grain structure. J Alloys Compd. 2015;632:540–8. https://doi.org/10.1016/j.jallcom.2015.01.229.
Kim D, et al. Carbon nanotubes-reinforced aluminium alloy functionally graded materials fabricated by powder extrusion process. Mater Sci Eng A. 2019;745:379–89. https://doi.org/10.1016/j.msea.2018.12.128.
Satyanarayana KR, et al. Microstructural characterization of aluminium 6063 alloy nanocomposites. Emerg Mater Res. 2021;10(2):218–21. https://doi.org/10.1680/jemmr.18.00021.
Ali LF, et al. Microstructural and wear behaviour of Al 6063-W nanocomposites developed using friction stir processing. Metall Mater Trans E: Mater Energy Syst. 2021;27:5462–73. https://doi.org/10.1007/s12540-021-01029-z.
Yao X, et al. Effects of SiC nanoparticle content on the microstructure and tensile mechanical properties of ultrafine-grained AA6063-SiC nanocomposites fabricated by powder metallurgy. J Mater Sci Technol. 2017;33:1023–30. https://doi.org/10.1016/j.jmst.2016.09.022.
Sarmah P, Patowari PK. Mechanical and tribological analysis of the fabricated Al 6063-based MMCs with SiC reinforcement particles. SILICON. 2023;15:2781–96. https://doi.org/10.1007/s12633-022-02175-8.
Shi J, et al. Effects of voids on ultrasonic attenuation coefficient and compressive properties of carbon fibre/epoxy resin composite. J Acta Mater Compos Sin. 2020;37:1295–311. https://doi.org/10.1380/j.cnki.fhclxb.20191008.001.
Butola R, et al. Evaluation of microhardness and wear properties of Al 6063 composite reinforced with yttrium oxide using a stir casting process. World J Eng. 2022;19:361–7. https://doi.org/10.1108/Wje-12-2020-0645.
Sohi A, et al. Influence of voids’ sizes and locations on the concrete compressive strength, 3rd European and Mediterranean Structural Engineering and Construction Conference (EURO-MEDSEC-3). Jun 2020. Limassol, Cyprus. ffhal-03092350
Podder D, Chakraborty S, Mandal UK. Experimental investigation of physical and mechanical properties of Al-Cu-ZrO-TiO composites. J Sci Ind Res. 2022;81:720–9. https://doi.org/10.5604/jsir.v81i07.41791.
Kryuchkov D, Nesterenko A. A review of experimental studies of creep behaviour and superplasticity in discontinuous SiC aluminium-matrix composites. Obrobka Metal. 2020;22:130–57. https://doi.org/10.1721/1994-6309-2020-22.2-130-157.
Yoshimura HN, Goncalves M, Goldenstein H. The effects of SiCp clusters and porosity on the mechanical properties of PM Al matrix composites CMMC 96 - Proceedings of the First International Conference on Ceramic and Metal Matrix Composites. 1997;1–2:985–992. https://doi.org/10.4028/www.scientific.net/KEM.127-131.985
Gupta MK, et al. Fabrication and investigation of mechanical behaviours of TiB-reinforced AMCs. Trans Indian Inst Met. 2024;77:563–70. https://doi.org/10.1007/s12666-023-03131-9.
Ben F, Olubambi PA. In-situ reinforcement of AA6063/Al2O3 hybrid composite: comparative wear and hardness evaluation of manihot esculenta and green plantago major particulates. Discov Appl Sci. 2024;6:280. https://doi.org/10.1007/s42452-024-05946-7.
Bodunrin MO, Alaneme KK, Chown LH. Aluminium matrix hybrid composites: a review of reinforcement philosophies; mechanical, corrosion and tribological characteristics. J Mater Res Technol. 2015;4:434–45. https://doi.org/10.1016/j.jmrt.2015.05.003.
Alaneme KK, Ademilua BO, Bodunrin MO. Mechanical properties and corrosion behaviour of aluminium hybrid composites reinforced with silicon carbide and bamboo leaf ash. Tribol Ind. 2013;35(1):25–35.
Nikhil B, Bose PSC. Fabrication and microstructure analysis of novel AA7178/SiC nanocomposites. Sådhanå. 2023;48:154. https://doi.org/10.1007/s12046-023-02231.
Ghandvar H, Farahany S, Idris J. Effect of SiC particles treatment and Mg addition on improvement of microstructural and mechanical properties of Al356/SiCp composite using semisolid process. Mater Manuf Processes. 2015;30:37–41. https://doi.org/10.1080/10426914.2015.1004687.
Joshua KJ, Vijay SJ, Selvaraj DP. Effect of nano TiO2 particles on microhardness and microstructural behaviour of AA7068 metal matrix composites. Ceram Int. 2018;44:20774–81. https://doi.org/10.1016/j.ceramint.2018.08.077.
Xu Z, et al. Microstructures and mechanical properties of the in-situ formed nanocomposites of (ZrB2 + Al2O3) and AA7055 alloy. Mater Lett. 2022;316:132021. https://doi.org/10.1016/j.matlet.2022.132021.
Sharma P, Sharma S, Khanduja D. Production and some properties of Si3N4 reinforced aluminium alloy composites. J Asian Ceram Soc. 2015;3:2–9. https://doi.org/10.1016/j.jascer.2015.07.002.
Azhagan MT, et al. Investigation of mechanical characterization, thermal behavior and dielectric properties on Al7075-TiB2 MMC fabricated using stir casting route. Int J Metalcast. 2022. https://doi.org/10.1007/s40962-022-00873-y.
Vithal DN, Krishna BB, Gopi M. Microstructure, mechanical properties and fracture mechanisms of ZrB2 ceramic reinforced A7075 composites fabricated by stir casting. Mater Today Commun. 2020;25:101289. https://doi.org/10.1016/j.mtcomm.2020.101289.
Aigbodion VS, Hassan SB. Effects of silicon carbide reinforcement on microstructure and properties of cast Al-Si-Fe/SiC particulate composites. Mater Sci Eng A. 2007;447:355–60. https://doi.org/10.1016/j.msea.2006.11.030.
Peregrina-Barreto H, et al. Automatic grain size determination in microstructures using image processing. Meas. 2013;46:249–58. https://doi.org/10.1016/j.measurement.2012.06.012.
Hadjer S, et al. The impact of gravity on directional solidification of refined Al-20wt.%Cu alloy investigated by in situ X-radiography. J Alloy Compd. 2021. https://doi.org/10.1016/j.jallcom.2020.158028.
Bharat N, Bose PSC. Effect of TiO2 and SiC nanoparticles on the microstructure and mechanical characteristics of AA7178 metal matrix composite. Int J Metalcast. 2023;17:2849–61. https://doi.org/10.1007/s40962-023-00959-1.
Prabu SB, et al. Influence of stirring speed and stirring time on the distribution of particles in cast metal matrix composite. J Mater Process Technol. 2006;171:268–73. https://doi.org/10.1016/j.jmatprotec.2005.06.071.
Singh VK, et al. Enhancement of wettability of aluminium-based silicon carbide reinforced particulate metal matrix composite. High Temp Mater Process. 2015;34:163–70. https://doi.org/10.1515/htmp-2014-0043.
Ziyauddin S, et al. Rice husk ash reinforced aluminium metal matrix composites: a review. MSF. 2022;1070:55–70. https://doi.org/10.4028/p-u8s016.
Jaber AM, Krishnan PK. Development of a sustainable novel aluminium alloy from scrap car wheels through a stir-squeeze casting process. Kovove Mater. 2022;60:151–61. https://doi.org/10.3157/km.2022.3.151.
Shamim FA, Dvivedi A, Kumar P. On near-dry wire ECDM of Al6063/SiC/10 MMC. Mater Manuf Process. 2021;36:122–34. https://doi.org/10.1080/10426914.2020.1802044.
Sajjad U, et al. Enhancing corrosion resistance of Al 5050 alloy based on surface roughness and its fabrication methods, an experimental investigation. J Mater Res Technol. 2021. https://doi.org/10.1016/j.jmrt.2021.01.096.
Nwaeju CC, et al. Grain characteristics and mechanical properties of as-cast Cu-10%Al alloy: effects of alloying additions. Results Eng. 2021. https://doi.org/10.1016/j.rineng.2021.100295.
Averkin AI, et al. The effect of strontium on the mechanical properties of aluminium–silicon alloy. Tech Phys Lett. 2016;42(2):201–3.
Çaliş M, Hekimoğlu AP. Effect of strontium additions on the microstructural and mechanical properties of Al−17Si–4Cu–0.6Mg–3Zn (B390 + 2 wt% Zn) alloy. Int J Met Cast. 2022;17(1):143–57.
Zhang A, Li Y. Effect of alloying elements on thermal conductivity of aluminium. J Mater Res. 2023;38(8):2049–58. https://doi.org/10.1557/s43578-023-00942-w.
Funding
Tertiary Education Trust Fund.
Author information
Authors and Affiliations
Contributions
A.F. Owa.: conceptualization, research design, investigation, methodology, data analysis, writing an original draft; reviewing and editing, funding acquisition. P.A. Olubambi.: data curation, writing—reviewing and editing, project administration.
Corresponding author
Ethics declarations
Competing interests
The authors assert that they possess no identifiable conflicting financial interests or personal relationships that might have seemed to impact the findings presented in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Owa, A.F., Olubambi, P.A. Enhancing mechanical properties of aluminium 6063 with crab shell particle reinforcement. Discov Appl Sci 6, 337 (2024). https://doi.org/10.1007/s42452-024-06035-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-024-06035-5