
Abstract
PLA-based blends were prepared with different ratios of PBS, PBAT and TPS additives to adjust their mechanical and processing properties in various temperatures ( − 20 °C, 0 °C, 20 °C, 40 °C). Biodegradable polymeric specimens were obtained by preliminary extrusion and subsequent injection molding. Tensile properties, e.g., tensile strength, elongation at break, Young’s modulus and yield strength were evaluated. Next, melt flow and melt volume ratios were established. Softening, glass transition, cold crystallization and crystallization temperatures were determined with the use of the DSC method. Heat Deflection Temperatures for 1.8 MPa (HDT A) and 8 MPa (HDT C), as well as Vicat Softening Temperatures at 10 N (VST A) and 50 N (VST B), were examined. The manufacturing method was intentionally simplified to eliminate the need for additional mixture’s modification with compatibilizers. Each of the ductile compounds enhanced the deformability of PLA—most significantly in the case of PBAT and TPS, while at the same time reducing its tensile strength. The effect of the test conditions (strain rate and temperature) on the specimens was evaluated in order to determine the stability of the manufactured blends in dependence on these parameters.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Bio-based polymers are of the highest interest to researchers and industry worldwide, because of their environmental friendliness. They offer the possibility of replacing common plastics and reducing the overall pollution level caused by polymers, which has been so significant in recent decades. Biodegradable materials, in comparison to regular ones, usually exhibit rather limited properties. Among their main drawbacks, the following crucial ones can be distinguished: deteriorated mechanical properties, insufficient thermal resistance and the risk of premature decomposition during the exploitation time. Therefore, any attempts to overcome their limitations and adjust the characteristics of biodegradable polymers are essential for the development of these materials.
One of the options is to prepare biodegradable polymeric blends. One of the most popularized examples is poly(lactic acid) (PLA) that can be merged with more ductile polymers to overcome its brittleness, namely: polycaprolactone (PCL), poly(propylene carbonate) (PPC), poly (butylene succinate) (PBS), poly(butylene-succinate-co-adipate) (PBSA), poly(butyleneadipate-co-terephthalate) (PBAT), thermoplastic starch (TPS) and polyamide 11(PA11) [1, 2]. This work will focus on PLA blends with PBS, PBAT and TPS.
PBS is widely used as an addition to PLA, mainly due to its high strength and moderate plastic properties, which allows PLA to retain high flow stress, while noticeably improving its elongation [3]. PLA/PBS blends evolve with the PBS content—when it is low, PBS disperses in PLA matrix as droplets, when higher than 8.4 wt% it forms a co-continuous phase and when above 42wt% it’s PLA that dissolves in PBS. PLA/PBS compositions are both used in binary or ternary state (with a third component as compatibilizers, nucleating agents, epoxy or isocyanate chain-extenders or free radical initiators [4]. The effect of a third component may not always be beneficial. Homklin et al.[5] studied a 50:50 PLA/PBS blends with nano-sized precipitated calcium carbonate (NPCC) and sodium benzoate (SB). It was found out that the fillers acted like stress concentrators reducing tensile strength, elongation at break and energy at the break. Ou-Yang and co-authors [6] produced a filament for FDM 3D printing from various ratios of PBS to PLA in blends and all of these were characterized by excellent processing properties and exhibited typical ductile behavior (elongation up to 300%). PLA/PBS blends can be successfully used as a replacement for regular, commodity synthetic polymers, e.g., in the packaging industry. Bhatia et al. [7] stated that for different contents of PBS in PLA the tensile strength and Young’s modulus decrease together with a rising amount of PBS, according to the mixing rule. Nevertheless, the positive effect on elongation at break was not observed up to the PBS content of 80–90%, which may indicate some processing problems, e.g., limited miscibility or interfacial adhesion.
PBAT is one of the most attractive additives to PLA, because it improves its flexibility and processability. PLA/PBAT compositions can be used in the automotive, agricultural, pharmaceutical and packaging industries [ Dependence of engineering stress vs strain for the PLA blends with: a PBS, b PBAT, c TPS at 20 °C—RT

Tensile strength and elongation at break for base materials and blends tested at − 20 °C

Tensile strength and elongation at break for base materials and blends tested at 0 °C

Tensile strength and elongation at break for base materials and blends tested at 40 °C
Among PLA/PBS blends, for the one in which PLA predominates (PLA70PBS30), the strength and deformability of the mixture is close to the values of pure PLA (Rm = approx. 60 MPa and A = max. 10%). For PLA30PBS70, the strength decreases to approx. 35%, and the deformability increases to 30% (with the neck present in the sample). Obtained results are more beneficial than the ones described in [10] for PLA50PBS50 composition, where the tensile strength value observed was approx. 40 MPa with elongation at break of 3%. On the other hand, it is not as high as was reported in [4], where the elongation has risen up to 20–520%. Young’s modulus, yield point and tensile strength exhibit similar decreasing tendency and values levels with the growing content of PBS as in [6] and [7]. In spite of the conclusion, that PBS, in contrary to PBAT and TPS, did not enhance the elongation of PLA as significantly, only two ratios were hereby considered (30 and 70 wt% of PBS), while for other systems, all of the tests were repeated for three options (30, 50 and 70 wt% of PBAT or TPS). Less visible influence on the elongation may be connected with the fact that PLA and PBS are thermodynamically incompatible [4].
For mixtures composed of PLA and PBAT, the higher the PBAT content, the lower the tensile strength was. A similar tendency was described in [1] for several ratios of PLA to PBAT. The deformation starts to increase even at the minimum content of PBAT (from 20% to a value of 400%). Likewise, in [1] the elongation of PLA-based blends with 10–40% of PBAT reached 350–480%. Results obtained for PLA30PBAT70 are significantly more beneficial than in [12], where elongation was below 100%, the tensile strength of 10 MPa and E of 0.1 GPa. PBAT is expected to be the best candidate to plasticize PLA [1]. Nevertheless, these materials usually exhibit poor compatibility resulting from the highly differing molecular structures of chain segments. From the obtained results, it can be concluded that the tensile strength of the blend remains high at first, but it is reduced when the amount of additive rises. On the other hand, the elongation at break, although improving, is still far from the one offered by pure PBAT. This issue may be tackled by reactive blending, in-situ compatibilization, addition of cross-linking agents or chain extenders [1].
In the case of a mixture of PLA with TPS, the tensile strength drops abruptly with an increase in the content of TPS: PLA70TPS30—40 MPa (slightly higher than in [14]), PLA50TPS50—30 MPa (as also published in [20]), PLA30TPS70—marginally below 20 MPa. The last value is higher than obtained by other authors for PLA40TPS60 composition, where it was reported as ~ 5 MPa [15]. The deformability of the mixture begins to increase to the value of 20% (for the TPS30 content), then to 40–50% (for the TPS50) and to values above 140% for the TPS70.
For both of the groups described above (PLA with PBAT or TPS) Re and E drops linearly with the growing content of the plasticizing additives.
Figures 3, 4, 5 depict the tensile strength and elongation at break results, while Tables 3, 4, 5 gather the measured yield strengths and Young modulus values for tests carried out at lowered and elevated temperatures.
Considering PLA behavior in various temperatures, a slight decrease in tensile strength (by a few MPa) was observed with increasing deformation temperature from the lowest point of − 20 °C to + 40 °C. The exceptions are the tensile curves at 0 and 20 °C (for 0.01 s−1), because the difference in strength for these curves is as high as 20 MPa. No significant influence of the strain rate on the strength was observed for PLA. The exceptions are the tensile strengths for the temperature of − 20 °C, which decreased from 100 to 80 MPa with the increase in speed from 0.01 to 0.1 s−1, the ones for 20 °C, which increased from 60 to 75 MPa with a speed increase from 0.01 to 0.1 s−1. No correlation between the strain rate on the PLA strain value was stated.
Discussing PBS, it was observed that the tensile strength decreases at elevated temperatures—from the value of approx. 60 MPa at − 20 °C through 47 MPa (at 0 °C) and 37 MPa (20 °C) to the value of 33–35 MPa (in 40 °C). It was also observed that the material’s strength is more temperature-dependent at elevated temperatures (the difference between − 20 and 0 °C was several MPa, and between 20 and 40 °C it was approx. 20 MPa). On the basis of the results, no influence of the strain rate on the strength and deformability of the bioplastic material was observed. The lowered temperature conditions caused the material to be noticeably more brittle as the elongation was reduced from approx. 200% to 25–33%.
The PBAT and TPS materials will be discussed simultaneously, because they have a very similar course of the tensile curves at all tested temperatures. For both materials, the influence of the tensile temperature on the value of plasticizing stress was observed—with increasing temperature, the stress value decreased (from about 20 MPa for − 20 °C through 12–14 MPa (0 °C) and 8–9 MPa (20 °C) to 6–7 MPa (40 °C)). As the deformation temperature increased, the stress drop was smaller: first by 6–8 MPa, then 4–6 MPa, and finally by 2–3 MPa. The materials are strain rate insensitive (the stress–strain curves for \(\dot{\varepsilon }\) = 0.01 s−1 and for \(\dot{\varepsilon }\) = 0.1 s−1 were similar). Moreover, E and Re values are also not responding severely to changes in the test speed. The maximum elongation was reduced from a level of 500% to 200% for both elevated and lowered temperatures.
Stress–strain curves determined during static strength tests allowed to state that PLA material is the most durable material among the base materials (75 MPa) with very low deformability (7–8%). Such a low deformability proves that PLA is not susceptible to processing, hence the need to add a plasticizer. PBS material is characterized by medium strength (35 MPa) and very high deformability (150%). TPS and PBAT materials show low strength (up to 16 MPa) and very high deformability (minimum 500%). The preparation of the PLA mixture with PBS/PBAT/TPS (plasticizer) made it possible to reach a compromise between sufficiently high strength and deformability allowing the mixtures to be used in plastics processing.
For all mixtures and both deformation rates, the expected tendency was observed—with the increase in the content of PBS/PBAT/TPS (high deformability plasticizer) in the mixture, its strength decreases (from 60-75 MPa as shown by pure PLA) to 50–60 MPa for PLA70PBS300 and up to 30–40 MPa for PLA70PBAT30 and PLA70TPS30. At the 50:50 ratio, the strength decreases to 25–35 MPa and then below 20 MPa in the case of PLA30PBS70 and PLA30PBAT70, but it does not come close to the low strength of pure PBAT and TPS (10 MPa). The strength for PLA30PBS70 is the same as for pure PBS—40 MPa. Deformability shows the opposite tendency to strength—as predicted, the more plasticizer in the mixture, the greater the deformability. As the PBS content increases, the deformability of the mixture increases (from 10% for pure PLA and PLA70PBS30) to 250% for PLA50PBS50 and to the value of 35% (until the neck appears) and 400% (with the neck present in the sample) for PLA30PBS70. In the case of mixtures of PLA with PBAT the deformation is 20–40% for the proportions 70:30 and 50:50, only for PLA30PBAT70 it increases to a value above 100%. The deformability of the PLA and TPS mixture begins to increase to the value of 20% (for the PLA70TPS30 ratio), then to 50% (for the 50:50 ratio) and to a value above 100% (for the PLA30TPS70).
In the case of mixtures, a general conclusion can be drawn—the more PLA material was in the composition of the mixture, the lower was the mixture's sensitivity to the deformation temperature, its strength and Young's modulus increased, and the plasticity decreased. In most cases, as the deformation temperature increases, the stress value decreases and the deformability of the material increases, especially at positive temperatures (20 and 40 °C). The deformation rate affects the stress value in the case of mixtures of PLA with PBAT and TPS (as the speed increases, the stress increases by a few MPa) and does not affect the material deformability. The mixture of PLA and PBS does not show sensitivity to strain rate. On the basis of Tables 2, 3, 4, 5, it can be observed that with the increase in temperature and strain rate, the value of Young's modulus in all tested materials decreases. PLA, PBAT together with their blends were also tested in lowered ( − 18 °C) temperatures by Sritham et al. [12] and the outcomes as well suggest that decreased temperature reinforces the tested material slightly in terms of E and Rm.
Processing parameters: MFR/MVR
MFR and MVR test results are presented in Fig. 6. Melt parameters of base materials stay in agreement with the data delivered by manufacturers. Blends with PBS behave in a comparable way as PLA and PBS base materials. Compositions with PBAT and TPS appear to have a resultant melt flow/volume ratios of its constituents and both decrease with the increasing content of the additional material to PLA. It stays in contrary to the work of Jullanun et al. [15] that tested the MFR of PLA40TPS60 composition and found out it was ~ 36 g/10 min and was superior to the one of sole PLA. Although the blends were prepared without any compatibilizers, the processing parameters were found to be adequate both for extrusion and further injection molding. Most of the considered materials, with the MFR exceeding 10 g/10 min, should also be appropriate to be processed by 3D printing for the purpose of prototy** [21].

MFR and MVR for base materials and blends
Processing parameters: DSC results
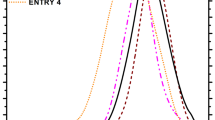
All of the considered materials were subjected to DSC in order to identify Tg (glass transition), Tcc (cold crystallization), Tm (softening) and Tc (crystallization) temperatures. For all base materials, the glass transition temperature was recorded. It was the lowest for TPS ( − 31.2 °C), higher for PBAT ( − 27.4 °C) and the highest for PLA (61.6 °C). However, the Tg was not recorded for the PBS matrix, that should be in the theoretical range from − 30 to − 20 °C. Table 6 gathers the detailed temperatures for blends’ compounds, while Fig. 7 presents the obtained DSC curves for all of the analyzed specimens. The PBS-based mixtures also lack the PBS glass transition visible. During heating, the exothermic peak was observed, which corresponds to the softening point. It was observed for PBS (114.6 °C), TPS (118.5 °C), PBAT (121.5 °C) and for PLA (174 °C). PLA/PBAT and PLA/TPS mixtures are characterized by two glass transition temperatures, except for those where the PLA content is 70%, where it is not visible. From the literature it can be expected that Tg for PBAT and PLA should equal, respectively, − 20.53 °C and 61.66 °C [1]. For PLA30PBAT70 the measured temperatures are similar to the ones reported by other authors (Tg1 – − 36.3 °C, Tg2—55.6 °C, Tm1—128.3 °C, Tm2—147.5 °C—[12]; Tg1— − 26.8 °C, Tg2—61.5 °C, Tm1—122.5 °C, Tm2—173.7 °C—this work). The same situation occurs for the PLA70TPS30 mixture, where no TPS softening peak was noted, it may be due to a small amount of polymer addition in the test sample and was not captured during the measurement. The remaining mixtures are characterized by two Tm peaks from two components. All of the mixtures exhibit two temperatures of cold crystallization, depending on both constituents, and nearly all of them possess two crystallization temperatures (apart from PLA70PBAT30 and PLA70TPS30, where it was not visible). The results are confirmable with, e.g., [12], where two softening and glass transition temperatures for both polymers in PLA/PBAT blends were also clearly distinguished.

DSC curves for: a PLA, PBS and their blends, b PLA, PBAT and their blends, c PLA, TPS and their blends
Processing parameters: VST and HDT
VST and HDT test results are gathered in Table 7. All of the values were obtained as an average of three measurements. Vicat softening temperatures of base materials significantly decrease the higher the load is—for all of the tested materials. For PLA/PBS compositions, the increase in PBS content leads to severe growth of the VST. A similar tendency is observed for VST A for PLA/TPS blends, but not for VST B (also in the case of PLA/PBAT ones)—it is assumed that if the load is too high these materials start to behave in a more ductile way. VST A outcomes obtained for PLA/PBAT can be interpreted analogously, while neglecting the value for PLA70PBAT30 as the one with exceptionally high standard deviation—resulting from difficult mixing between these compounds. Heat resistance is commonly attributed to one of the materials that makes up the majority of the particular blend [22]. On the other hand, if the interfacial adhesion is not sufficient between the composition’s constituents, the VST may be reduced [23]. HDT A outcomes are usually, for most of the studied materials, slightly higher than HDT C, because they correspond to the lower load. The only exception is PBAT, where an increase of the heat deflection temperature was observed. All of the blends were found to perform more similarly to the constituent of higher HDT as a base material. Generally, the higher the heat deflection temperature is, the more suitable the polymer is for injection molding, so it can be concluded that the blends can be processed as well as the base materials. On the other hand, an addition of plasticizing compound usually decreases HDT making it more ductile, what may be, to some point, beneficial for the processing. Among the blends, the highest decrease in HDT was stated for PLA-PBAT ones, what can be combined with their limited miscibility.
Conclusions
Summing up, a general conclusion can be drawn about the bioplastics and their mixtures (PLA, PBS, PBAT, TPS):
-
Developed blended materials ensure a beneficial compromise between the mechanical properties characterizing the commonly used biodegradable polymers—strong but brittle PLA and PBS, PBAT and TPS that exhibit lower strength, but significantly higher ductility. Hereby proposed biopolymers can find their use in energy absorption applications, especially for manufacturing thin-walled, honeycomb inserts used in sports helmets as energy absorbers instead of the currently used foamed materials. The advantage of their use is the ability to absorb more impact energy during an accident (there is no spring-back of the material).
-
Deep analysis of mechanical behavior conducted for various temperatures and strain rates and supported by testing of processing parameters can be used to predict the materials’ performance enabling for their tailored usage.
-
The more PLA material was in the mixture’s composition, the lower was its sensitivity to the deformation temperature, but even for these blends their tensile strength decreased at the elevated temperature in comparison to the ambient temperature. On the other hand, the lowered temperature levels caused contrary degradation in terms of mechanical properties—blends exhibited slightly enhanced strength, but they were also highly brittle.
-
Ductile additives, even without the presence of additional modifiers, can be used to plasticize PLA, in order to create more deformable biodegradable compositions. Higher content of PBS, PBAT or TPS causes the material to be more deformable, reducing its tensile strength, yield point and Young’s modulus at the same time.
-
Strain rate, at least in the applied range, does not significantly affect the tensile properties.
-
Although PBS enhances the deformability of PLA to some extent (up to 30%), it is not as beneficial as PBAT and TPS, that allow to obtain the elongation in PLA30PBAT (or TPS)70 blend at RT at the level of 400% and 150%, respectively.
-
Increasing the test temperature caused most of the materials to be more ductile. On the other hand, lowered temperatures ( − 20 °C and 0 °C) led to the toughening of the polymers increasing slightly their Rm, E and Re.
-
The manufacturing trials performed so far, supported by MFR and MFR outcomes, indicate that the fabricated blends are suitable to be processed by common technologies, i.e., extrusion, injection or even 3D-printing. Components tend to be joinable, but not miscible, as DSC analysis results with two peaks for each of the characteristic temperatures, corresponding to both phases. VST and HDT results indicate that the injection molding process for the blends should be appropriate, as well as it is for the base materials, but they also reveal that PLA and PBAT compounds are the most challenging to be joined.
