
Abstract
Only few excipients are known to be suitable as pelletization aids. In this study, the potential use of croscarmellose sodium (CCS) as pelletization aid was investigated. Furthermore, the impact of cations on extrusion-spheronization (ES) of CCS was studied and different grades of CCS were tested. The influence of different cations on the swelling of CCS was investigated by laser diffraction. Mixtures of CCS with lactose monohydrate as filler with or without the inclusion of different cations were produced. The mixtures were investigated by mixer torque rheometry and consequently extruded and spheronized. Resulting pellets were analyzed by dynamic image analysis. In addition, mixtures of different CCS grades with dibasic calcium phosphate anhydrous (DP) and a mixture with praziquantel (PZQ) as filler were investigated. Calcium and magnesium cations caused a decrease of the swelling of CCS and influenced the use of CCS as pelletization aid since they needed to be included for successful ES. Aluminum, however, led to an aggregation of the CCS particles and to failure of extrusion. The inclusion of cations decreased the uptake of water by the mixtures which also reduced the liquid-to-solid-ratio (L/S) for successful ES. This was shown to be dependent on the amount of divalent cations in the mixture. With DP or PZQ as filler, no addition of cations was necessary for a successful production of pellets, however the optimal L/S for ES was dependent on the CCS grade used. In conclusion, CCS can be used as a pelletization aid.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Pellets are spherical agglomerates of different mean sizes that are widely used in the pharmaceutical industry. Often a size range of approximately 0.5 to 1.5 mm is described in literature, however, also larger sized pellets (≥ 2.5 mm) can be successfully produced [1, 2]. Several advantages for pellets as multi dose units over single dose units like tablets are described, such as feed state independent gastric emptying or reduced risk of dose dum** [3]. Due to their small particle size they are also attractive as a paediatric dosage form [4]. One of the most important production techniques for the preparation of pharmaceutical pellets is the extrusion-spheronization (ES) process [5, 6]. One of the advantages of ES is the incorporation of high amounts of active pharmaceutical ingredients up to 90% [7]. The process itself can be divided into two consecutive processes: In the extrusion process a deformable mass is squeezed through a die with a defined diameter resulting in extrudates that are consequently broken down into smaller rods and rounded on a rotating friction plate of a spheronizer. For most formulations a wet extrusion is performed, however, it was shown that lipid formulations can be extruded and spheronized without the incorporation of a liquid when the temperature of the spheronizer is adjusted [8]. In the case of the wet extrusion a wetting and mixing step needs to be performed before the extrusion step unless a continuous equipment like a twin-screw extruder is used [9, 10]. In the following ES refers to a production via wet extrusion.
A pelletization aid must be included in the formulation for the preparation of pellets by ES. The purpose of the pelletization aid is to control the movement and the distribution of the wetting liquid and to adjust the rheological behavior of the wetted mass [7]. This gives the wetted mass the necessary properties to be successfully extruded and spheronized. For a successful spheronization the extrudates must have a sufficient strength to withstand the forces in the spheronizer yet be brittle enough to be broken down to a suitable length. A sufficient plasticity leads to the spheronization of the extrudates [7].
The excipient that is referred to as the “golden standard” is microcrystalline cellulose (MCC) [11], since it shows optimal properties for the distribution of the wetting liquid and already the incorporation of small amounts lead to pellets of good quality [12]. However, MCC shows some disadvantages such as lack of disintegration [13, 14] or incompatibility with some drugs due to degradation or absorption to the MCC fibers [15,16,17] and only a few other excipients are known to be used as pelletization aid as well.
An overview of excipients that were used as pelletization aids without the incorporation of MCC was given by Dukić-Ott et al. [11]. However, an additional binder needed to be included in some cases as for powdered cellulose and for starch-derivates [18, 19]. Excipients that may be suitable without MCC or an additional binder are e.g. kappa-carageenan [20, 21], crospovidone (xPVP) [22, 23], chitosan [24, 25] or pectinic acid [26, 27].
For the screening for novel pelletization aids or for a more rational development of formulations in the future, knowledge about the functionality of such pelletization aids is of high importance. For MCC different models were proposed based on its properties. Fielden et al. and Ek et al. described the MCC as a “molecular sponge” due to its ability to physically bind a high amount of water [28]. The water would then be squeezed out under compression and lead to the deformability of the wetted mass [29]. Kleinebudde on the other hand suggested the “crystallite-gel-model” [30] which is explained by the structure of the MCC. During ES the MCC is partly broken down into colloidal sized crystallites which then build up a three-dimensional network immobilizing the water distributed in the mixture. The “reversible gel” model which was developed by Lenhart combines both hypotheses since both previous described models cannot explain all observations made during ES. For example, excipients that can form gels, such as hypromellose (HPMC), should be able to be used as pelletization aids as well if only the gel-formation was of importance. However, HPMC could only be used in an insoluble state with isopropanol as liquid an hydroxyethyl cellulose as a binder [31, 32]. On the other hand the “molecular sponge” model is not able to explain why powdered cellulose (PC) cannot be used as pelletization aid in contrast to MCC, since it was shown that MCC and PC are both able to physically bind large amounts of water [32]. The “reversible gel” model describes the pelletization aid as an aggregate of microscopic and colloidal particles. The wetting liquid can be stored inside the macroscopic particles and can be distributed and taken up again during extrusion and spheronization as described by the “molecular sponge” model. When the liquid is squeezed out of the microscopic particles the “gel” network immobilizes the liquid. Plastic deformation might take place in this phase. When the liquid is taken up again the extrudates show a more brittle behavior. These models can be used as a basis for the screening of new excipients.
One of the excipients that were described as an alternative was xPVP. xPVP was selected because of different properties that might be beneficial for a pelletization aid such as water insolubility and a high capacity for water absorption and retention and it was shown that pellets could be obtained without an additional binder [22]. In contrast to MCC, the pellets from xPVP disintegrated but showed lower mechanical strength [23]. The presence of colloidal particles was also shown for xPVP [32]. Due to their insolubility and water absorption capacity other excipients that are typically used as tablet disintegrants might show suitable properties too. Croscarmellose sodium (CCS) might be a suitable candidate because it is insoluble but swellable in water. It contains non-linked, soluble carboxymethylcellulose (CMC) chains as remnants from production [33] that might act as the colloidal component as described by the “reversible gel” model [32]. CCS was already investigated for the reduction of the extruder screen pressure to produce fine spherical granules but was declared as unsuitable to obtain particles of satisfactory sphericity [34]. In this study, the use of croscarmellose sodium (CCS) as a pelletization aid for ES without the incorporation of MCC is evaluated. Since both CCS and CMC contain carboxylic acid groups which are known to interact with different divalent cations [35] a deeper look into the influence of these cations on the use of CCS is given as well.
Materials and Methods
Material
Five different CCS grades were used as received: Primellose® (PL, DFE Pharma, Germany), Ac-Di-Sol® SD-711 (ADS, IFF, USA), Solutab® A (SA, Roquette, France), Solutab® EDP (SE, Roquette, France) and Vivasol® (VS, JRS Pharma, Germany). Dibasic calcium phosphate anhydrous (DP, DI-CAFOS® A12, Budenheim, Germany), praziquantel (PZQ, Bayer AG, Germany) and lactose monohydrate (Lac, GranuLac® 200, Meggle, Germany) were used as fillers. PZQ was chosen due to its low solubility and not for the use as a model API. Sodium chloride (Na), calcium chloride dihydrate (Ca), magnesium chloride hexahydrate (Mg) and aluminum chloride hexahydrate (Al) were of analytical grade.
Methods
Investigation of Supernatants of CCS-Suspensions for Colloidal Particles
The investigation of colloidal particles was performed modified according to Lenhart et al. [36]. Since it was expected that the colloidal component of CCS mainly consists of water-soluble un-crosslinked CMC chains [33], the stirring method was changed and the stirring time was reduced. PL, ADS, SA, SE and VS were suspended in demineralized water to form suspensions with a CCS content of approximately 5% (m/m). The suspensions were vortexed for 30 s at 3000 rpm. Afterwards, the suspensions were centrifuged for 2 h at 1892 g (Multifuge 1 L, Heraeus, Germany). The supernatants were transilluminated using a red laser (640–660 nm) and were visually inspected for the Tyndall effect. Pure demineralized water served as a control.
Swelling of CCS
The particle sizes of dry PL, ADS, SA, SE and VS were investigated by laser diffraction (Mastersizer 3000, Malvern, UK) using a dry dispersion unit (Aero S, Malvern Panalytical, UK). The swelling of the different CCS grades was examined by suspending 1 g of each grade in 200 g of demineralized water and stirring it for 10 min at 500 rpm on a magnetic stirrer. The suspensions were then analyzed by laser diffraction using a wet dispersion unit (Hydro MV, Malvern Panalytical, UK) for the same device using demineralized water as the dispersion medium. To investigate the influence of cations on the swelling of CCS, PL was also suspended in equimolar solutions (approx. 0.68 mol/kg) of Na, Ca, Mg and Al resulting in concentrations of 3.98%, 10%, 13.84% and 16.44% (m/m), respectively. Afterwards, the measurement was performed as described above.
Settling Volume of CCS
The settling volume of the different CCS was determined modified according to the monograph of CCS in the Ph. Eur [37]. 1.5 g of CCS was dispersed in 100 mL of demineralized water in graduated 100 mL cylinders. The dispersions were shaken and allowed to settle for 24 h. Afterwards, the settling volume was determined (n = 2).
The dependency of the settling volume on different salts was investigated. Therefore, 1.5 g of PL was dispersed in equimolar solutions (approx. 1.36 mmol) of Na, Ca, Mg and Al in 100 mL of demineralized water in graduated 100 mL cylinders and were treated as described above (n = 2). In addition to the settling volume, the redispersability of the sediments was checked by tilting the cylinders until the sediments were redispersed.
Preparation of Powder Blends
The powder blends are listed in Table 1 and 2. 200 g of each blend were prepared. All materials were blended in a laboratory scale blender (Turbula® T2C, Turbula, W.A. Bachofen AG, Switzerland) for 20 min.
Mixer Torque Rheometer Measurements
Mixer torque rheometer (MTR, Plastograph® EC Plus, Brabender, Germany) measurements were performed for all powder blends (Table 1 and 2). 10 g of mixture was wetted and mixed at a rotational speed of 50 rpm while demineralized water was added continuously at a rate of 1 mL/min by a syringe pump (Legato 100, KD Scientific, USA) equipped with 50 mL glass syringe (SGE Analytical Science, Australia). The torque values were recorded at a frequency of 0.5 Hz at least until the suspension state was reached, visible as a decrease of the torque to the baseline. All measurements were performed in triplicate. The moving averages were calculated including nine values before each torque value to smoothen the curves.
Extrusion/Spheronization
The powder mixtures were wetted and mixed in the MTR at a rotational speed of 100 rpm while adding a specific volume of demineralized water with the syringe pump at a rate of 5 ml/min resulting in a specific liquid-to-solid-ratio (L/S). The mixing process was stopped when the measured torque reached an equilibrium. The amount of powder mixture and the optimal L/S (L/Sopt) and therefore the volume of demineralized water was dependent on the composition of the powder mixture and was determined in preliminary trials. The parameters used for each powder mixture are listed in Table 3.
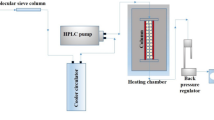
The wetted material was extruded using a capillary rheometer (Malvern RH2000, Malvern, UK) equipped with a die of 15 mm length and 1 mm diameter at a speed of 200 mm/min.
Approximately 20 g of extrudate was rounded in a spheronizer (Model 120, Caleva, UK) equipped with a cross-hatched friction plate for 5 min at a tip speed of approximately 8.4 m/s.
After spheronization the pellets were dried in a fluid bed dryer (TG 1, Retsch, Germany) at a temperature of approximately 32–34 °C for 60 min. Every batch was produced once.
Microscopic Imaging of Pellets
Microscopic images of the pellets were taken with a digital microscope (VHX-7000, Keyence, Japan) at magnifications of 20x, 50x and 100x.
Dynamic Image Analysis of Pellets
Pellet sizes and shapes were analyzed using dynamic image analysis (CPA 2 − 1, Haver & Boecker, Germany) using the maximum Feret (Femax) as size definition. The aspect ratio (AR) was defined as the ratio of Femax and the maximum width (Wmax). The whole batch of each product was measured. Particles with a size below 0.63 mm were defined as fines and were excluded from the measurement by the software. The coarse fraction was defined depending on the batch (Table 3). Particles with an AR above 5 were excluded from the measurement by the software to remove artifacts. The dimensionless diameter (d) was calculated by dividing Femax by the median Femax of all particles of the batch. The 10%-interval (0.9 < d < 1.1) was used to characterize the width of the distribution [21]. In all cases the entire batch was measured once.
Results and Discussion
Characterization of the Raw CCS
Tyndall-Effect
The supernatants of all CCS suspension showed a Tyndall-effect when they were transilluminated with the laser (Fig. 1). This indicates the presence of colloidal particles which play a crucial role for the functionality of MCC according to the “crystallite gel” model [30] and for insoluble pelletization aids in general according to the “reversible gel” model [32]. These colloids could either be part of the excipient as for example for MCC or can be added to the mixture e.g. in form of a water-soluble binder [18, 19]. The observation of a Tyndall-effect in the supernatants of the CCS suspensions could therefore be a first indicator for the suitability as a pelletization aid.

From left to right: Transilluminated supernatants of PL, ADS, SA, SE, VS and demineralized water
Swelling Behavior and Settling Volume of CCS
All CCS grades showed a particle size in a similar range with a median particle size between 41 μm and 56 μm (Fig. 2a). After suspending the materials in demineralized water, the particle size distributions of all grades showed a shift to larger particle sizes. The median particle sizes of the suspended particles ranged between 73 μm and 91 μm. The increase in the particle size can be explained by the swelling of the particles. The CCS molecules are insoluble in water but hydrophilic and swellable due to their crosslinking [33]. The swelling of CCS in aqueous solutions of Na, Ca, Mg and Al was done exemplary for PL (Fig. 2b). Na seemed not to decrease the swelling of the CCS significantly. Ca and Mg reduced the swelling to a similar extent. This is due to the interaction between the calcium or magnesium ions and the non-crosslinked carboxylic acid groups as described for CMC [35, 38] which can also lead to interactions between the disintegrant and cationic drugs [39]. In contrast to that the particle size of PL seems to increase with Al present. This might not indicate an increased swelling but is caused by agglomeration of the particles in the suspension. The agglomeration was already seen by the naked eye. This indicates a strong interaction between the aluminum and CCS. The influence on the swelling, however, can only be assumed by the laser diffraction data. The different CCS resulted in different settling volumes (Table 4). Differences in the settling volume might indicate differences in the uptake of water during ES, resulting in different water amounts necessary for successful ES. The presence of salts in the dispersion media indicated similar effects on the settling volume as on the particle size distributions measured by laser diffraction. Na did not affect the settling volume. Ca and Mg led to a decrease of the settling volume. The settling volume in a solution of Al showed a similar decrease as in a solution of Ca, however there was a difference in the formation of the sediment. All sediments were easily redispersable by one tilt of the cylinder, however, the sediment in the Al solutions was not redispersable by tilting at all. This indicates a high increase of the interactions between the CCS particles caused by Al leading to agglomeration. This fits to the observations made during the laser diffraction experiments. A certain swellability for extrusion and spheronization of the pelletization aid is described as another important requirement. The pelletization aid can thereby store the wetting liquid inside its pores or between the particles. By that the liquid can be redistributed during ES. This is described by the “reversible gel” as well as by the “molecular sponge” model [29, 32]. The decrease in swelling induced by the cations might also influence the water uptake of the mixtures during wetting.

Particle size distributions (x̅ ± s) (n = 3); a dry CCS powders and suspended CCS powders in demineralized water; b dry PL powder and PL powder suspended in demineralized water and aqueous solutions of Na, Ca, Mg and Al
CCS and Lac as a Soluble Filler
Mixer Torque Rheometer Measurements
Figure 3a shows the MTR curves of PLLac, PLLacCa7, PLLacMg9, PLLacAl11 and PLLacNa3. The amount of additive was chosen so that there is a similar molal concentration of cations in each dry mixture (approx. 0.45 mol/kg). The addition of Na, Ca, Mg and Al lead to a decrease of the maximum torque (Tmax). While the effect is pronounced the most for PLLacAl11, the decrease is less pronounced for PLLacCa7 and PLLacMg9. This matches the observations seen in the swelling and settling experiments. The decrease in Tmax can be explained by the reduced swelling and therefore by a less pronounced volume increase in the MTR chamber when Al, Ca or Mg are included. A curve shift to lower L/S can be seen for all additives as well leading to lower values for the L/S at which the maximum torque occurs (L/Smax). The decrease of L/Smax is pronounced the most for Al while L/Smax of Ca and Mg are in the same range which can be explained by the reduced swelling as well. According to the liquid saturation model the voids between the particles are filled with the granulation liquid, building liquid bridges between the particles. When the capillary state is reached the torque curve reaches its maximum [40]. When a material can take up some of the granulation liquid inside its pores, e.g. by swelling, more liquid is required to reach the same liquid saturation. Such behavior was shown for MCC [41]. Since the CCS swells less when Ca, Mg or Al is included in the mixture, the voids between the particles are already filled at lower L/S because less water will be absorbed by the CCS particles. However, Na led to a decrease in Tmax and L/Smax as well. This does not align with the swelling and settling experiments, since no or only low differences were found there. This might be explained by the interaction between the different cations and polyanions like CMC. For calcium cations ionic crosslinking was described before [35]. Sodium cations would not form crosslinks but would increase interactions of CMC chains by promoting hydrophobic interactions [42]. Due to the low salt concentration in the swelling and settling experiments this effect of sodium might be not pronounced significantly. The influence of the amount of additive in the mixture was investigated exemplary for Ca (Fig. 3b). Increasing the amount of Ca in the dry mixture led to a decrease of Tmax and L/Smax. The more calcium ions are in the mixture, the more interactions with non-crosslinked carboxylic acid groups can occur, leading to a reduced swelling of the CCS molecules and consequently to a reduced increase of the volume. The observations are expected to have an influence on ES as well. It is described that an almost complete filling of the voids between the particles and therefore a degree of liquid saturation of almost 100% is optimal for extrusion [41], which would result in different L/Sopt depending on the mixtures.

MTR. Moving averages (x̅ ± s) (n = 3); a CCS/Lac with and without the incorporation of additives; b CCS/Lac with different amounts of Ca; c different CCS/DP mixtures
Extrusion/Spheronization
Extrusion was possible for all mixtures from Table 1 except for PLLacAl11. In the latter case, the water was completely squeezed out of the wetted mixture leading to an increasing die pressure and consequently to a blocking and clogging of the extruder. For all other mixtures extrudates were obtained. For PLLacNa3, PLLacCa7, PLLacCa2 and PLLacMg9 spheronization led to pellets at L/Sopt (Fig. 4a). PLLacCa7 and PLLacMg9 formed the best pellets at a similar L/Sopt of 1.75 (Table 3). Nevertheless, the extrudates of PLLacMg9 were more sensitive to mechanical forces, as a reduction of the L/S to 1.5 already led to the grinding of the extrudates in the spheronizer (not shown). PLLacNa3 and PLLacCa2 on the other hand needed more water for successful spheronization leading to a L/Sopt of 2.25 for both mixtures. This aligns with the results from the MTR experiments (Fig. 3a and b). PLLac and PLLacCa1 however could not be spheronized since they disintegrated during spheronization into a wet powder due to insufficient coherence. This indicates that cations play an important role in ES mechanism of CCS. The uptake of water and the mere presence of colloidal particles are not sufficient to obtain a wet mass that meets all requirements to be extruded and spheronized successfully.

a From left to right: Microscopic pictures of PLLacCa2, PLLacCa7, PLLacMg9 and PLLacNa3; b From left to right: Microscopic pictures of PLDP, ADSDP, SADP, SEDP, VSDP and PLPZQ
Characterization of the Pellets
Figure 5a shows the pellet size distribution of PLLacNa3, PLLacCa2, PLLacCa7 and PLLacMg9. PLLacCa7 and PLLacMg9 show a similar median pellet size of 1.38 mm and 1.38 mm, respectively. However, PLLacNa3 and PLLacCa2 show lower median pellet sizes of 1.27 and 1.29 mm, respectively. This can be explained by the differences in L/Sopt (Table III) and thereby by the shrinking of the pellets during drying [43]. PLLacNa3 and PLLacCa2 need more water for successful ES and therefore more water evaporates from the pellets resulting in lower pellet sizes after drying. Since the quality of pharmaceutical pellets is defined by their nearly spherical shape and a narrow size distribution, the AR and d were calculated from the dynamic image analysis data. The cumulative distributions of d were used for better comparison of the widths of the distributions (Fig. 5b). An AR below 1.2 is considered acceptable, an optimal pellet is defined by an AR below 1.1 [44]. Pellets of acceptable AR could be obtained for all batches. Figure 6a shows different quantiles of the AR for the different batches. All batches showed a median AR below 1.2, whereby only PLLacCa7 showed a median AR below 1.1. For PLLacCa7 95% of the pellets had an AR below 1.2 and even 65% showed and AR below 1.1. The corresponding fractions were lower for PLacNa3, PLLacCa2 and PLLacMg9 (Table 5). All batches showed a 10%-interval above 50% (Table 5) and can be declared as “good” according to Thommes & Kleinebudde [21]. None of the pellet batches can be declared as “excellent” since the 10%-interval does not exceed 75%. However, Thommes & Kleinebudde used the mean Feret diameter instead of Femax for the characterization which results in lower values for elongated pellets in general. PLLacMg9 shows a high fraction of pellets above 1.1 for the d value. This can be explained by an insufficient rounding of the extrudates which is also indicated by the 90%- and the 99%-quantile for the AR (Fig. 6a) and by the cumulative distribution of d (Fig. 5b). This might be due to the lower affinity of Mg to CMC compared to Ca [38]. This might lead to a weaker gel-network which could result in a lower plasticity of the wetted mass and therefore an insufficient rounding leading to a high variability of the batch. In this case, a change of the spheronizer speed or spheronization time might lead to a better result. PLLacNa3 shows a similar behavior. It must be stated that the parameters for ES were kept constant for all pellet batches for better comparison of the mixtures in this work. Since the processability of the materials differed, the optimal process parameters might be different for each mixture. Furthermore, the range for the optimal L/S ratio was narrow for all mixtures and only the batches with the optimal L/S found are presented. Further optimization of each batch would require more investigations.

Pellet size distributions (entire batch): a Fmax of the different pellet batches containing PL, Lac and Na, Ca or Mg; b d of the different pellet batches containing PL, Lac and Na, Ca or Mg; c d of the different pellet batches containing different CCS grades and DP; d of PLPZQ

AR of the different pellet batches (1%-, 10%-, 50%-, 90%- and 99% quantile, entire batch); a PL, Lac and Na, Ca or Mg; b different CCS grades and DP or PZQ
Different CCS Types and Insoluble Fillers
Motivation for the Study
Since the presence of calcium ions in a mixture of CCS and Lac led to a successful extrusion and spheronization of the mixture, DP was tested as a filler as well. It was expected that this would make the addition of a soluble calcium salt unnecessary. Even if DP is a poorly soluble salt, parts of it might dissolve and calcium ions might act as described above. In addition, several different grades of CCS from different suppliers were tested for their processability. Since functional-related characteristics (FRCs) of CCS, such as the settling volume, the degree of substitution, the degree of crosslinking or the amount of water soluble substances might vary from grade to grade [33] differences in their behavior during extrusion and spheronization were expected. It was shown that the differences in the FRCs have an influence on the disintegration time when CCS is used as a tablet disintegrant mainly due to differences in the degree of swelling [45]. For comparison, another insoluble substance that does not contain cations was used as a filler. PZQ was chosen due to its low solubility in water and the absence of cations.
Mixer Torque Rheometer Measurements and Extrusion/Spheronization
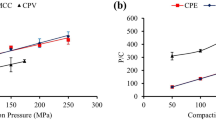
The MTR curves of the mixtures of DP with the different CCS grades are shown in Fig. 3c. The materials show different values for L/Smax (Table 3). MTR was shown to be a useful preformulation tool to find the L/Sopt for extrusion spheronization [46, 47]. Since extrusion of wetted masses occurs at a degree of liquid saturation close to 100% [41], it was expected that the L/Sopt is close to L/Smax which was therefore used as orientation. Pellets could be produced when DP was used as filler for all CCS grades in contrast to Lac as filler. Pictures of the resulting pellets at L/Sopt are depicted in Fig. 4b. However, pellets could also be obtained when PZQ was used as the insoluble filler. In this case no cations were part of the mixture. This shows that cations might not be necessary for ES of CCS when an insoluble filler is used instead of a soluble filler. It is known that the necessary amount of successful ES decreases with the increase of solubility of other components in the mixture [48] which was also considered in the screening for the L/Sopt for all of the investigated mixtures. However, the use of a soluble filler was not expected to completely fail ES as we described for the use of Lac. Pellets of all batches showed cracks on their surface and were sometimes burst. This might be due to the shrinking of the pellets during drying which is described for fluidized bed drying [43]. The increased amount of water needed for successful ES compared to MCC might lead to higher stresses during drying. A linear relationship between the L/Sopt and the L/Smax was found, when ADSDP was excluded (Fig. 7). According to this relationship L/Sopt would be underestimated for ADSDP. However, neither L/Sopt or L/Smax showed a correlation with the settling volumes. This might be due to the fact that the settling volume can be effected not only by the swelling but also by other characteristics of the CCS, such as surface properties, content of water soluble substances or packing properties of the particles [45]. L/Sopt was higher than L/Smax in all cases. This might be explained by the swelling of the CCS and by the molecular sponge model [29]. When the water uptake of the CCS is completed and the voids between the particles are filled (capillary state) the forces of the MTR might lead to squeezing out of the absorbed water from the CCS particles, resulting in an increase of the degree of liquid saturation and therefore in a decrease of the torque. However, an explanation for the remarkably increased L/Sopt of ADSDP was not found.

Relationship between L/Sopt and L/Smax for the pellet batches containing different CCS grades and DP. PLDP, SADP, SEDP and VS are shown in red. ADSDP is shown in black
Characterization of the Pellets
All DP batches showed a median AR below 1.2 whereby PLDP and ADSDP showed a median AR below 1.1 (Fig. 6b). According to the 10%-interval only PLDP, SEDP and VSDP can be declared as “good” which is due to the narrow distribution for d as well to a reduced amount of fines and larger particles compared to the other batches. 93% of the measured particles of PLDP had an aspect ratio below 1.2 while 53% of the pellets had an aspect ratio below 1.1 (Table 5). Pellets produced from PLPZQ showed an AR of 1.10 and therefore show optimal sphericity. They as can be declared as “good” according to the 10%-interval. However, for better comparison of the different materials the parameters for ES were kept constant. For optimization it would be necessary to screen for optimal parameters for each mixture. Differences in the properties of the CCS might lead to wetted masses and extrudates of different mechanical strengths. E.g. it could be expected that ADSDP and SADP would result in less fines when the spheronizer speed is reduced. Therefore, it cannot be said that one CCS grade might be preferred.
Mechanism for the Extrusion and Spheronization of CCS
Due to the results and observations described it is proposed that cations (e.g. calcium) play an important role in the functionality of CCS for extrusion/spheronization especially when used in combination with a soluble filler. It is unlikely that the salts included in the mixtures reduced the solubility and thereby led to a mixture that could be successfully processed by ES since addition of salts like Ca rather increases the solubility of Lac [49]. It is more likely that bivalent cations interact with the carboxylic groups of the CCS and colloidal chains of CMC forming ionic crosslinks between the particles. Such crosslinks were already described for CMC [35]. Monovalent cations like sodium however, might increase hydrophobic interactions between CCS particles and CMC chains resulting in a stronger interaction [42]. During wetting the water can be stored inside the CCS particles and can be squeezed out during ES, as it is described for MCC by the “molecular sponge” and the “reversible gel” model [28, 29, 32]. When the water is squeezed out of the particles during ES the water needs to be immobilized between the particles, otherwise there will be liquid phase migration and therefore a separation of the liquid and the solid parts of the mass, which is especially pronounced for ram-extrusion [50]. For MCC the “crystallite gel” and the “reversible gel” hypothesis propose that a gel is formed by the colloidal particles which allows plastic deformation of the wetted mass during extrusion and spheronization [30, 32]. It is likely that the CMC chains do not form interactions strong enough to build a gel-like network (Fig. 8a) since the soluble fractions mainly consist of short chains of CMC [33]. When divalent cations are included crosslinking between the particles might lead to a strong deformable network, making spheronization possible and on the other hand reduce the swelling leading to lower L/Sopt depending on the concentration (Fig. 8b). Monovalent cations might have a similar effect, but most likely due to the increase of hydrophobic interactions (not shown). The inclusion of trivalent cations like aluminum however seems to induce agglomeration of the particles which leads to an enormous reduction in swelling and to a loss of the ability to hold the water between the CCS particles which makes ram-extrusion impossible (Fig. 8c). The reduced mechanical strength of the extrudates containing Mg might be explained by the interaction between magnesium cations and the carboxylic groups. It was shown that the affinity of calcium cations to CMC is higher than that of magnesium ions [38]. With an increasing amount of Ca in the mixture the amount of water needed for successful ES would be reduced due to more ionic crosslinks leading to less swelling and therefore less capacity for the uptake of water. However, when an insoluble filler is used, this leads to a higher non dissolved fraction during the ES process which might result in lower sensitivity to forces during spheronization and therefore enable successful spheronization.

Interactions between CCS (blue clouds), CMC (blue lines), water (drops) and cations; a without incorporation of cations; b incorporation of calcium or magnesium (red dots); c incorporation of aluminum (yellow dots)
Conclusion
Pellets without the incorporation of MCC by utilizing different grades of CCS as the pelletization aid were successfully prepared. Cations were necessary so that the rheological properties of CCS are sufficient for extrusion and spheronization when lactose as a soluble filler was used. When 50% DP or PZQ were used as filler, the addition of a soluble salt was not necessary. It is assumed that the cations help in building a network that can control the distribution of the water during extrusion and spheronization.
References
Ghebre-Selassie I. Pellets: a General Overview. In: Ghebre-Selassie I, editor. Pharmaceutical Pelletization Technology. Boca Raton: CRC; 1989. pp. 1–13.
Hamman H, Hamman J, Wessels A, Scholtz J, Steenekamp JH. Development of multiple-unit pellet system tablets by employing the SeDeM expert diagram system I: pellets with different sizes. Pharm Dev Technol. 2018;23(7):706–14. https://doi.org/10.1080/10837450.2017.1342657.
Newton JM. Gastric emptying of multi-particulate dosage forms. Int J Pharm. 2010;395(1–2):2–8. https://doi.org/10.1016/j.ijpharm.2010.04.047.
Rieder M. Size and Taste Matters: Recent progress in the development of Age-Appropriate Medicines for Children. Pharm Med. 2017;32(1):21–30. https://doi.org/10.1007/s40290-017-0218-2.
Wilson DI, Rough SL. Chapter 3 Extrusion—Spheronisation. In: Salman AD, Hounslow MJ, Seville JPK, editors. Handbook of Powder Technology. Elsevier Science B.V.; 2007. pp. 189–217.
Reynolds A. A new technique for production of spherical particles. Manuf Chem. 1970;41(6):40–3.
Newton JM. Extrusion and extruders. In: Swarbrick J, editor. Encyclopedia of Pharmaceutical Technology. 3 ed. New York: Informa Healthcare USA; 2007. pp. 1712–28.
Reitz C, Kleinebudde P. Spheronization of solid lipid extrudates. Powder Technol. 2009;189(2):238–44. https://doi.org/10.1016/j.powtec.2008.04.009.
Gamlen MJ, Eardley C. Continuous extrusion using a Raker Perkins MP50 (multipurpose) extruder. Drug Development and Industrial Pharmacy. 2008;12(11–13):1701–13. https://doi.org/10.3109/03639048609042604.
Kleinebudde P, Lindner H. Experiments with an instrumented twin-screw extruder using a single-step granulation/extrusion process. Int J Pharm. 1993;94(1–3):49–58. https://doi.org/10.1016/0378-5173(93)90008-4.
Dukic-Ott A, Thommes M, Remon JP, Kleinebudde P, Vervaet C. Production of pellets via extrusion-spheronisation without the incorporation of microcrystalline cellulose: a critical review. Eur J Pharm Biopharm. 2009;71(1):38–46. https://doi.org/10.1016/j.ejpb.2008.08.005.
Kleinebudde P, Schroder M, Schultz P, Muller BW, Waaler T, Nymo L. Importance of the fraction of microcrystalline cellulose and spheronization speed on the properties of extruded pellets made from binary mixtures. Pharm Dev Technol. 1999;4(3):397–404. https://doi.org/10.1081/pdt-100101375.
O’Connor RE, Schwartz JB, Spheronization II. Drug release from drug-diluent mixtures. Drug Dev Ind Pharm. 1985;11(9–10):1837–57. https://doi.org/10.3109/03639048509057702.
Schröder M, Kleinebudde P. Development of disintegrating pellets obtained from Extrusion/Spheronization. Pharm Pharmacol Commun. 1995;1(9):415–8. https://doi.org/10.1111/j.2042-7158.1995.tb00454.x.
Okada S, Nakahara H, Isaka H. Adsorption of drugs on microcrystalline cellulose suspended in aqueous solutions. Chem Pharm Bull. 1987;35(2):761–8. https://doi.org/10.1248/cpb.35.761.
Basit AW, Newton JM, Lacey LF. Formulation of ranitidine pellets by extrusion-spheronization with little or no microcrystalline cellulose. Pharm Dev Technol. 1999;4(4):499–505. https://doi.org/10.1081/pdt-100101387.
Steele DF, Edge S, Tobyn MJ, Moreton RC, Staniforth JN. Adsorption of an amine drug onto microcrystalline cellulose and silicified microcrystalline cellulose samples. Drug Dev Ind Pharm. 2003;29(4):475–87. https://doi.org/10.1081/ddc-120018382.
Lindner H, Kleinebudde P. Use of powdered cellulose for the production of pellets by extrusion/spheronization. J Pharm Pharmacol. 1994;46(1):2–7. https://doi.org/10.1111/j.2042-7158.1994.tb03710.x.
Dukic A, Mens R, Adriaensens P, Foreman P, Gelan J, Remon JP, et al. Development of starch-based pellets via extrusion/spheronisation. Eur J Pharm Biopharm. 2007;66(1):83–94. https://doi.org/10.1016/j.ejpb.2006.08.015.
Bornhoft M, Thommes M, Kleinebudde P. Preliminary assessment of carrageenan as excipient for extrusion/spheronisation. Eur J Pharm Biopharm. 2005;59(1):127–31. https://doi.org/10.1016/j.ejpb.2004.05.007.
Thommes M, Kleinebudde P. Use of kappa-carrageenan as alternative pelletisation aid to microcrystalline cellulose in extrusion/spheronisation. I. Influence of type and fraction of filler. Eur J Pharm Biopharm. 2006;63(1):59–67. https://doi.org/10.1016/j.ejpb.2005.10.002.
Liew CV, Gu L, Soh JL, Heng PW. Functionality of cross-linked polyvinylpyrrolidone as a spheronization aid: a promising alternative to microcrystalline cellulose. Pharm Res. 2005;22(8):1387–98. https://doi.org/10.1007/s11095-005-5279-3.
Verheyen P, Steffens KJ, Kleinebudde P. Use of crospovidone as pelletization aid as alternative to microcrystalline cellulose: effects on pellet properties. Drug Dev Ind Pharm. 2009;35(11):1325–32. https://doi.org/10.3109/03639040902902401.
Agrawal AM, Howard MA, Neau SH. Extruded and spheronized beads containing no microcrystalline cellulose: influence of formulation and process variables. Pharm Dev Technol. 2004;9(2):197–217. https://doi.org/10.1081/pdt-120030250.
Steckel H, Mindermann-Nogly F. Production of chitosan pellets by extrusion/spheronization. Eur J Pharm Biopharm. 2004;57(1):107–14. https://doi.org/10.1016/s0939-6411(03)00156-5.
Tho T, Kleinebudde P, Sande SA. Extrusion/spheronization of pectin-based formulations. I. Screening of important factors. AAPS PharmSciTech. 2001;2(4):26. https://doi.org/10.1208/pt020426.
Tho T, Kleinebudde P, Sande SA. Extrusion/spheronization of pectin-based formulations. II. Effect of additive concentration in the granulation liquid. AAPS PharmSciTech. 2001;2(4):27. https://doi.org/10.1208/pt020427.
Fielden KE, Newton JM, O’Brien P, Rowe RC. Thermal studies on the interaction of water and microcrystalline cellulose. J Pharm Pharmacol. 1988;40(10):674–8. https://doi.org/10.1111/j.2042-7158.1988.tb06993.x.
Ek R, Newton JM. Microcrystalline cellulose as a sponge as an alternative concept to the crystallite-gel model for extrusion and spheronization. Pharm Res. 1998;15(4):509–12. https://doi.org/10.1023/a:1011905222168.
Kleinebudde P. The crystallite-gel-model for microcrystalline cellulose in wet-granulation, extrusion, and spheronization. Pharm Res. 1997;14(6):804–9. https://doi.org/10.1023/a:1012166809583.
Chatlapalli R, Rohera BD. Physical characterization of HPMC and HEC and investigation of their use as pelletization aids. Int J Pharm. 1998;161(2):179–93. https://doi.org/10.1016/s0378-5173(97)00350-5.
Lenhart V. Mechanistische Untersuchungen Zur Funktionalität Von unlöslichen Pelletierhilfsstoffen in Extrusions- und Sphäronisationsprozessen. Mathematisch-Naturwissenschaftliche Fakultät. Düsseldorf: Heinrich-Heine-Universität Düsseldorf; 2020.
Berardi A, Janssen PHM, Dickhoff BHJ. Technical insight into potential functional-related characteristics (FRCs) of sodium starch glycolate, croscarmellose sodium and crospovidone. J Drug Deliv Sci Technol. 2022;70. https://doi.org/10.1016/j.jddst.2022.103261.
Kanbe H, Hayashi T, Onuki Y, Sonobe T. Manufacture of fine spherical granules by an extrusion/spheronization method. Int J Pharm. 2007;337(1–2):56–62. https://doi.org/10.1016/j.ijpharm.2006.12.020.
Lopez CG, Richtering W. Influence of divalent counterions on the solution rheology and supramolecular aggregation of carboxymethyl cellulose. Cellulose. 2018;26(3):1517–34. https://doi.org/10.1007/s10570-018-2158-8.
Lenhart V, Quodbach J, Kleinebudde P. Mechanistic understanding regarding the functionality of microcrystalline cellulose and powdered cellulose as pelletization aids in wet-extrusion/spheronization. Cellulose. 2019;27(4):2189–210. https://doi.org/10.1007/s10570-019-02895-y.
0985 (01/. 2022). Ph Eur. Strasbourg, France: European Directorate for the Quality of Medicines (EDQM). pp. 2436-7.
Matsumoto T, Zenkoh H. A new molecular model for complexation between carboxymethylcellulose and alkaline—earth metal ions in aqueous systems. Food Hydrocolloids. 1992;6(4):379–86. https://doi.org/10.1016/s0268-005x(09)80005-2.
Fransen N, Morin M, Bjork E, Edsman K. Physicochemical interactions between drugs and superdisintegrants. J Pharm Pharmacol. 2008;60(12):1583–9. https://doi.org/10.1211/jpp/60.12.0003.
Luukkonen P, Schæfer T, Hellén L, Juppo AM, Yliruusi J. Rheological characterization of microcrystalline cellulose and silicified microcrystalline cellulose wet masses using a mixer torque rheometer. Int J Pharm. 1999;188(2):181–92. https://doi.org/10.1016/s0378-5173(99)00219-7.
Jerwanska E, Alderborn G, Newton JM, Nyström C. The effect of water content on the porosity and liquid saturation of extruded cylinders. Int J Pharm. 1995;121(1):65–71. https://doi.org/10.1016/0378-5173(95)00007-6.
Lopez CG, Colby RH, Cabral JT. Electrostatic and hydrophobic interactions in NaCMC Aqueous solutions: Effect of Degree of Substitution. Macromolecules. 2018;51(8):3165–75. https://doi.org/10.1021/acs.macromol.8b00178.
Kleinebudde P. Shrinking and swelling properties of pellets containing microcrystalline cellulose and low substituted hydroxypropylcellulose: I. shrinking properties. Int J Pharm. 1994;109(3):209–19. https://doi.org/10.1016/0378-5173(94)90383-2.
Kleinebudde P. Use of a power-consumption-controlled extruder in the development of pellet formulations. J Pharm Sci. 1995;84(10):1259–64. https://doi.org/10.1002/jps.2600841022.
Zhao N, Augsburger LL. The influence of product brand-to-brand variability on superdisintegrant performance. A case study with croscarmellose sodium. Pharm Dev Technol. 2006;11(2):179–85. https://doi.org/10.1080/10837450600561281.
Ibrahim MA, Zayed GM, Alsharif FM, Abdelhafez WA. Utilizing mixer torque rheometer in the prediction of optimal wet massing parameters for pellet formulation by extrusion/spheronization. Saudi Pharm J. 2019;27(2):182–90. https://doi.org/10.1016/j.jsps.2018.10.002.
Kuhs M, Moore J, Kollamaram G, Walker G, Croker D. Predicting optimal wet granulation parameters for extrusion-spheronisation of pharmaceutical pellets using a mixer torque rheometer. Int J Pharm. 2017;517(1–2):19–24. https://doi.org/10.1016/j.ijpharm.2016.11.057.
Hileman GA, Upadrashta SM, Neau SH. Drug solubility effects on predicting optimum conditions for extrusion and spheronization of pellets. Pharm Dev Technol. 1997;2(1):43–52. https://doi.org/10.3109/10837459709022608.
Herrington BL. Some Physico–Chemical properties of Lactose. J Dairy Sci. 1934;17(12):805–14. https://doi.org/10.3168/jds.S0022-0302(34)93306-3.
Rough SL, Bridgwater J, Wilson DI. Effects of liquid phase migration on extrusion of microcrystalline cellulose pastes. Int J Pharm. 2000;204(1–2):117–26. https://doi.org/10.1016/s0378-5173(00)00478-6.
Funding
This study was conducted without any funding.
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
FS and PK: Substantial contributions to the conception or design of the work; or the acquisition, analysis, or interpretation of data for the work. FS and PK: Drafting the work or revising it critically for important intellectual content. FS and PK: Final approval of the version to be published. FS and PK: Agreement to be accountable for all aspects of the work in ensuring that questions related to the accuracy or integrity of any part of the work are appropriately investigated and resolved.
Corresponding author
Ethics declarations
Conflict of interest
The authors do not have any conflicts of interest to declare.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Siebel, F., Kleinebudde, P. Croscarmellose Sodium as Pelletization Aid in Extrusion-Spheronization. AAPS PharmSciTech 25, 147 (2024). https://doi.org/10.1208/s12249-024-02864-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1208/s12249-024-02864-0