
Abstract
Plastic materials are extensively utilized in various aspects of daily life. However, the substantial amount of plastic waste generated can cause significant global environmental issues without efficient waste management practices. To address this problem, the utilization of waste plastics in high-value applications such as highway construction through hot mix asphalt (HMA) has been deemed ideal. Polyethylene terephthalate (PET), low-density polyethylene (LDPE), and high-density polyethylene (HDPE) are the three most prevalent types of plastic waste found in municipal solid waste. The impact of plastic-type and content on the mechanical, volumetric, and durability properties of hot mixed asphalt (HMA) was investigated by utilizing varying plastic contents of PET, LDPE, and HDPE. Tests were conducted in accordance with ASTM standards on twelve HMA mixtures made with an optimal binder content (OBC) of 4.3%, and plastic contents of 3%, 6%, 9%, and 12% by weight of OBC. Marshall stability and flow tests were conducted to ascertain the optimal plastic content for each tested mixture. The findings indicated that the stability and flow values improved as the plastic content was raised. 9% LDPE mix gave a maximum Marshal stability value of 12 kN. Additionally, as the plastic content increased, the values for air voids and voids filled with asphalt decreased in all 12 mixes tested. This research aligns with the United Nations 2030 sustainable development goals (SDGs), including SDGs 9, 11, 12, 13, 14, and 15, and presents a viable method for implementing the 3Rs approach towards sustainable plastic waste management.
Article Highlights
-
The fundamental engineering properties of different types of plastic waste and the sustainable utilization of plastic waste in the highway industry and environmental conservation are summarized.
-
The viability of using plastic waste in HMA is evaluated in terms of mechanical performance, volumetric, and durability analysis.
-
The mixing of plastic can efficiently enhance the performance of HMA related to Marshall properties, rutting resistance, and significantly improve the resistance against moisture exposure.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The utilization of waste materials in the construction of pavement has become increasingly popular due to the need to minimize waste while maintaining pavement quality. In line with this trend, the U.S. government encourages the adoption of cleaner materials and sustainable technologies to enhance durability and pavements life. These efforts are aimed at promoting sustainable pavement construction practices and reducing the environmental impact of traditional construction methods [1]. Plastic has emerged as a ubiquitous commodity that has permeated all aspects of human life, Fig. 1 displays different types of plastic with their properties, applications, and impacts [2, 3]. Since 1950, plastic production has witnessed exponential growth, increasing from 2 million metric tons to 322 million metric tons in 2015 [4]. As of 2017, worldwide plastic production touched a staggering 8.3 billion metric tons per annum. In the United States (US), around 36 million metric tons of plastic waste is generated every year [5]. The lack of awareness regarding the recyclability or reusability of plastics has resulted in it becoming a significant contributor to municipal solid waste (MSW), causing major concerns [6]. The amount of plastic produced, recycled, landfilled, and incinerated with energy recovery, as reported by the American Chemistry Council, as Fig. 2 displays, the US produced approximately 35.7 million tons of plastic, accounting for 12.2% of the total MSW generated, of the total plastic produced, only 8.7% was recycled, while 75.6% and 15.7% were sent to landfills and incinerated with energy recovery, respectively [6,7,8,9,10]. Table 1, compiled from data reported by the International Trade Administration and UN Environment Program, presents the quantities of MSW, plastic waste, and mismanaged plastic waste per day in major cities of Pakistan. Karachi, the largest city by population, generated 16,500 tons of MSW daily, out of which 18% is plastic waste. Unfortunately, only 3% of the plastic waste is recycled, while 65% is mismanaged. Hot mix asphalt (HMA) mixture is a promising solution for the small-scale incorporation of waste plastics into pavement construction. As a result, research is being conducted to explore the potential use of waste plastics as modifiers for asphalt binders or substitutes for aggregates to construct sustainable pavements. The diverse nature of plastics encompasses a extensive range of compositions and engineering properties as given in Table 2. The melting temperature of plastics is a critical factor to consider during asphalt modification, as it determines the appropriate mixing temperature for effective blending with asphalt binders. While most asphalt mixtures are produced below 180 °C, certain plastics, including PET and PVC, cannot melt and adequately mix with asphalt for aggregates coating [4, 11]. Two primary approaches are commonly used for incorporating recycled plastics into asphalt mixtures: the wet process and the dry process [12,13,14]. There are several other challenges associated with the use of plastics waste in asphalt pavements. One such challenge is the growing demand for more viable methods to incorporate waste plastics into these pavements. The process of sorting out and categorizing waste plastics into different types of plastic is particularly challenging, beginning with the recycling of plastics at the recycling center or plant [15]. The wet process involves blending polymers with bitumen at high temperatures to create bituminous binders prior to mixing with aggregates [16, 17]. The wet process involves additional equipments and modern machinery to shred a bulk of waste plastics into powder form and mix them with hot asphalt binders. Research indicates that this method involves a physical process, wherein plastic particles can absorb the lightweight components in asphalt to create a dispersion of viscoelastic phase at high temperatures. Plastics with lower melting points, such as polyethylene (PE), are ideal for this process [18, 19]. The dry process [12, 20], involves adding recycled plastics directly into the mixture as aggregate replacements or mixture modifiers [20]. Recycled plastics with high melting points, such as polyethylene terephthalate (PET) and polystyrene (PS), are often used as aggregate replacements, whereas virtually all types of recycled plastics can be used as mixture modifiers, except for polyvinyl chloride (PVC), which is known to emit hazardous chloride emissions [21, 22]. If recycled plastics with a melting point below the HMA production temperature are utilized for mixture modification via the dry process, they tend to melt when mixed with hot aggregates, resulting in plastic-coated aggregates that can have better physical and surface characteristics [22]. Therefore, the dry process appears to be a energy-efficient and simple method by directly adding shredded plastic powder into hot aggregates [13, 23,24,25]. In develo** countries, the problem of mismanaged MSW, including plastic waste, is a major issue. According to Fig. 3, the composition of MSW in different regions of the world contains plastic waste ranging from 8 to 12% [26]. The amount of plastic waste produced worldwide is increasing at a rapid pace. According to Fig. 4, plastic waste was generated 375 million metric tons in 2019 and is projected to reach 696 million metric tons by the end of 2050 [27].This problem is largely due to a lack of infrastructure [28], Fig. 5 shows the amount of plastic generated per capita and the percentage of mismanaged plastic in various countries in 2016 [29]. In regions with inadequate infrastructure or underdeveloped economies, people often resort to burning trash, including post-use plastic products, which causes the release of CO2 and other harmful pollutants into the atmosphere, posing a significant threat to human health as shown in Fig. 6 [30, 31] The use of recycled plastic waste in road construction projects will also contribute to the UN’s 2030 Sustainable Development Goals (SDGs) and the circular economy, as shown in Fig. 7. Six SDGs are covered when recycled waste plastic is used in highways construction projects.

Plastic production, landfilling, energy recovery, and recycled in the USA according to the American Chemistry Council

Waste composition around the (a) Globe including (b) East Asia & Pacific; (c) EU & Central Asia; (d) Latin America & Caribbean; (E) Middle East & North Africa; (f) North America; (g) South Asia; (f) Sub Saharan Africa

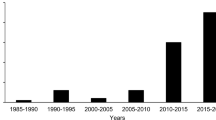
Theoretical past, present and future global plastic waste generation

Countries with a (a) per capita plastic waste generation (kg/yr) in 2016; (b) with mismanaged plastic waste generated by coastal populations in 2016 modified after [50]

Negative impact of waste plastic on human health

Utilization of waste plastic in roads construction help full to achieve SDGs 2030 and circular economy

Bailey Gradation of conventional aggregates used
The novelty of our work lies in several key aspects that distinguish it from numerous prior studies that have explored the utilization of PET, LDPE, and HDPE plastic waste within hot asphalt mixtures. Firstly, our research focuses on the dry process for incorporating plastic waste into hot mix asphalt (HMA). While prior studies predominantly employed the wet process, we have chosen the dry process as our methodology. This is a significant departure from the norm and holds paramount importance due to its cost-effectiveness and applicability, especially in develo** countries like Pakistan. Unlike the wet process, which requires additional equipment and modern machinery to create bituminous binders, the dry process involves directly adding shredded plastic powder into hot aggregates. This simplicity and cost-efficiency make it a viable option for regions where the infrastructure for wet process facilities may not be readily available. Secondly, our study explores the impact of varying plastic contents (3%, 6%, 9%, and 12% by weight of optimal binder content) of PET, LDPE, and HDPE on the mechanical, volumetric, and durability properties of HMA. By systematically examining the influence of different plastic types and concentrations, we contribute valuable insights into the optimization of plastic content for enhanced asphalt performance. This granularity in our approach allows us to identify the specific plastic content that yields the best results, which may differ from prior studies that used fixed or limited plastic concentrations.
The structure of this paper is organized into six key parts. The initial part focuses on the impact of plastic mixing on mechanical properties, such as Marshall properties. The second part focus on effect of modification on physical properties of HMA including and bulk specific gravity. Thirdly delves into the influence on volumetric properties of HMA, namely Voids (Va), Voids in Mineral Aggregate (VMA), and Voids Filled with Asphalt (VFA). Fourthly, the impact on durability properties of HMA, including resistance to rutting and susceptibility to moisture exposure, is thoroughly examined. In fifth part, a comprehensive statistical analysis of experimental data was conducted to assess the influence of plastic modification on the engineering performance of asphalt. In sixth part, the paper concludes with guidelines for the effective utilization of plastic waste in road pavement construction, emphasizing waste management practices. Finally, the paper includes a case study of plastic roads constructed in India in term of their performance and financial benefits.
2 Experimental program
The optimization of binder content in the modified bituminous mix was achieved using the Marshall mix design (ASTM D6927). Additionally, the optimization of three plastic types was also performed using the same method. To evaluate the performance of the modified bituminous mix, various tests were conducted, including the wheel tracker test (EN 12697-22:2003; BS 598-110:1998), and qualitative tests for moisture damage, such as static immersion tests (ASTM 1664), rolling bottle method (EN 1269-11), boiling water tests (ASTM D3625), and total water immersion tests (ASTM D870). To investigate the impact of plastic on the mechanical, volumetric, and durability properties of the modified asphalt mix, three plastic types were chosen and blended with virgin asphalt mix. A total of four mixtures were prepared, including a mix consisting solely of virgin asphalt, as well as Low Density Polyethylene (LDPE), High Density Polyethylene (HDPE), and Polyethylene Terephthalate (PET) mixes. Different percentages of plastic were chosen and analysed for each modified mix. To prepare the mix design the waste plastic was shareded in to fine particles size rangin from sieve no. 8 and retained on sieve no. 30. To determine Marshall stability (MS) and Marshall flow (MF), compacted specimens were prepared and tested in the laboratory in accordance with ASTM D6927. Three moulds were used to prepare and test the virgin mix for both Marshall stability and flow. Similarly, three moulds were prepared for each percentage of the three types of plastic by weight of the optimum binder content. All mixtures were prepared under standard Marshall Test conditions, and testing was performed according to standard boundary conditions. To evaluate the performance of asphalt mix cylindrical specimens of compacted hot asphalt were prepared and tested according to the EN 12697-22:2003; BS 598-110:1998. Specimens were stored in laboratory at higher temperatures before test. In place the wheel tracking apparatus, with test track assembly and loaded wheel. Place the cylindrical samples on the wheel tracker. Apply a specific load for a specified period on the wheel and pass the loaded rotating wheel on the specimen. Note down the path deformation and rut depth at regular intervals. The rut depth and path deformation are utilized to evaluate the performance of the asphalt mix.
Experimental program comprised two phases: material characterization and mix design in the first phase, and performance testing in the second phase.
2.1 Materials
The materials chosen for this study included Margalla quarry aggregates, which were graded using the Bailey method to determine their particle distribution as shown in Fig. 8, as well as bitumen with a penetration grade of 60/70 and various plastics, such as LDPE, HDPE, and PET. To create a range of different samples, varying percentages of binder and plastic were added to the mixture, including 0%, 3%, 6%, 9%, and 12% by weight of bitumen. Tables 3 and 4 shows physical properties of aggregates and bitumen respectively. In the mix design process, the waste plastic was shredded into fine particles with a size ranging from sieve No. 8 to sieve No. 30 [12].

Dry mix process
2.2 Trial mixes preparation
After identifying the optimal bitumen content, trial plastic mixes were prepared for each plastic type. To create these trial mixes, four different percentages of plastic were used, specifically 3%, 6%, 9%, and 12% by weight of bitumen. For each percentage, three compacted and one loose mix sample were prepared in accordance with the Marshall Mix standard method. The effect of plastic content and its type on mechanical, volumetric, and durability properties of asphalt mix were then determined.
2.3 Mixing process
In the preparation of our composite material, we employed a dry mixing process that entailed heating the aggregates to 170–180 °C [32] for 30–45 min. This elevated temperature caused the plastic materials, including PET and HDPE, to soften without traditional melting, rendering them more pliable and conducive to adhering to the aggregates during mixing. Subsequently, hot bitumen at 140 °C was introduced as a bonding agent, and the sample underwent thorough mixing for 20–30 min to ensure a uniform plastic coating on the aggregates. To enhance the plastic coating and address any gaps, shredded plastic was added later in the process and thoroughly mixed. Figure 9 illustrates the operational mechanism of this method. Additionally, the duration of mixing was chosen to optimize interaction between the softened plastic and aggregates for better adhesion. The compaction temperature, following industry standards like ASTM D6927, was set at 140 °C, aligning with typical practices for hot mix asphalt. Compaction was carried out with a standard number of blows, typically 75 per side in laboratory settings. Post-compaction tests included the Marshall Stability Test, Density and Air Void Analysis, Indirect Tensile Strength (ITS) Test, and Wheel Tracking Test, offering comprehensive insights into the mixture’s quality and suitability for its intended applications.

Effect of type and proportion of plastic on mechanical properties of asphalt mix: a Marshall stability value; b Marshall flow
3 Results and discussion
The laboratory test results for both virgin and plastic-modified specimens, as well as the impact of plastic content and type on various asphalt engineering properties, are discussed below.
3.1 Effect on mechanical properties of HMA
3.1.1 Marshall properties
Marshall stability (MS) is the maximum load that a Marshall mould can withstand without failure, while the corresponding deformation at maximum load is referred to as the flow value. Increasing the percentage of plastic directed to an increase in Marshall stability (MS) and a reduction in Marshall flow (MF). The impact of plastic content and type on Marshall properties of modified asphalt is presented in Fig. 10a, b. According to literature [34], the minimum stability value should be 8 kN and flow should be between 2 and 4 mm. In our study, it was observed that as the plastic content increased up to 9% by weight of bitumen in the asphalt mix, the stability value increased up to 12 kN for LDPE modified samples, which is consistent with the outcomes of prior studies [35, 36]. The addition of plastic improved the Marshall properties of mixes, stability of the modified mixes increased by enhancing adhesion between plastic coted aggregates and bitumen [22,23,24,25,26,27], on the other hand, plastic modification reduced the Marshall flow of the plastic-modified mix due to increase in stiffness of asphalt mixes [19, 27]. The addition of plastic to asphalt mixes increases stability because it enhances the bond between the aggregates and bitumen, stiffens the mixture, distributes loads more effectively, reduces rutting, and ensures compliance with industry standards, all of which collectively improve the pavement’s ability to withstand heavy traffic loads without failing. Similarly, the flow decreased to 2.38 mm for HDPE modified samples, which is also in agreement with previous studies [36,37,38]. The recorded Marshall properties of the modified mixes fall within the minimum limits range as specified by ASTM D6927. Similarly, the increase in Marshall Stability of modified mix indicates the well-coated and properly designed asphalt mix. The Marshall Stability reflects the effectiveness of the coating process.

Effect of modification on Specific gravity of HMA
3.2 Effect on physical properties of HMA
3.2.1 Bulk specific gravity (Gmb)
The Bulk Specific Gravity (Gmb) of the mix was determined according to ASTM D2041-15 by preparing three compacted moulds for the virgin mix. Similarly, at each percentage of plastic for all types, three moulds were prepared and tested. The findings indicate that Gmb of the mix increased up to a certain percentage for each type of plastic as the plastic content increased. The modified specimens containing 6% PET, 6% LDPE, and 9% HDPE showed the maximum Gmb, which were 2.358, 2.340, and 2.347, respectively. All the mixes’ Gmb values were within the ASTM D2041-15 The conventional mix had a lower specific gravity, while the modified mix had an improved bulk specific gravity due to the replacement of bitumen with plastic of higher density. The results of bulk specific gravity are presented in Fig. 10. The Gmb of all mixes increased up to 6% plastic content for high density plastics and at 9% plastic content for low density plastic before decreasing. Among the three plastic modified mixtures, PET modified mixtures showed the highest Gmb due to its higher density compared to other plastic types. The increase in Bulk Specific Gravity (Gmb) as plastic content rises is primarily due to plastics’ higher density compared to bitumen, enhancing the mixture’s overall density. Maximum Gmb values are reached at specific plastic percentages, varying by plastic type, as excessive plastic can hinder proper compaction and reduce density. The observed decrease beyond these optimal percentages is attributed to compaction difficulties and increased mix stiffness. PET, with the highest density, leads to the highest Gs among the plastic types. These findings offer insights into optimizing plastic-modified asphalt mixes for improved performance. These test results are consistent with previous research findings [35, 39, 40].
3.3 Effect on volumetric properties of HMA
3.3.1 Air voids (V a)
Air voids (Va) were determined for all mixes by using the Gs values of the compacted and loose mixes. A value of 4% Va was selected for the virgin mix, at which the optimal binder content determined [41]. The adding of more plastic to the asphalt mix increases Va for all the mixes, as initial packing became less effective up to a certain percentage. For each type of plastic, the percentage at which the Va was 4% was determined, and this value was taken as the optimum Va value. The results indicate that the addition of plastic initially causes an increase in Va, up to 3% plastic content for all three types of plastics, followed by a decrease. Initially, when a small amount of plastic is introduced, it doesn’t efficiently fill the voids within the mixture. These voids are spaces between the aggregate particles that need to be filled for optimal density. As plastic content increases, it gradually fills these voids, leading to a reduction in air voids (Va). In simpler terms, at the outset, the plastic doesn’t tightly fill the gaps in the mix, but as more plastic is added, it gradually fills those gaps, decreasing the air voids [42]. The impact of plastic type and content on Va is presented in Fig. 11a. Additionally, Va in the conventional asphalt mixture is greater than that in the modified asphalt mixture. All modified mixes met the Va criteria of ASTM D3203, which specifies a range of 3–5%. The Va for the control mix was set at 4%, as per the guidelines.

Effect of type and proportion of plastic on volumetric properties of asphalt mix: a percentage air void (%); b voids in mineral aggregates; c voids filled with asphalt
3.3.2 Voids in mineral aggregates (VMA) and voids filled with asphalt (VFA)
The VMA and VFA values for both the modified and control mixes were determined using equations that utilize the specific gravity of the aggregates, the percentage of aggregates by weight, the bulk specific gravity, and the theoretical maximum specific gravity. These values were calculated for all mixes. The necessary inputs for calculating VMA and VFA were determined for each plastic percentage, and the calculations were carried out for both parameters. All the VMA and VFA values are within the acceptable limit of 13–17% and 65–75%, respectively. The results for VMA and VFA are presented in Fig. 11b, c respectively. The findings show that the VMA of modified asphalt mixtures is greater than that of the control asphalt mixture (15.1%). The highest VMA value of 16.2% was observed at 6% PET content. The data indicates that the VMA increases when plastic content is 6% by weight of optimum binder content for all types of plastic, and then decreases. The trend shows that control mix have maximum VFA value as 74%, and minimum VFA observed when plastic content was 6%, and then it gradually increased. The minimum value of VFA, which is 70.2, was obtained for 6% PET content. All mixes shows the minimum VFA percentage at 6% plastic content, followed by an increase in VFA. These experimental results are consistent with previous studies [43,44,45,46]. The test results above demonstrate that there is minimal disparity in AV, VMA, and VFA when comparing virgin HMA to plastic modified HMA. However, these values fall within the upper and lower limits specified by standards. This can be attributed to effective coating, a homogeneous mix, similar physical characteristics, proper incorporation of plastic, and limitations in testing for both virgin HMA and modified HMA.
3.4 Effect on duribility properties of HMA
3.4.1 Rutting resistance
To investigate the impact of plastic on rut depth, specimens were fabricated by incorporating an optimal plastic content of PET, LDPE, and HDPE, which was determined based on adherence to the Marshall mix criteria, resulting in a selected content of 9% by weight of bitumen. The specimen’s rut resistance was assessed using the Wheel Tracker test as per EN 12697-22:2003 and BS 598-110:1998, conducted at a controlled testing temperature in accordance with these standards. For the control mixture, the test was performed using the optimal bitumen content of 4.3% without plastic content. Rut depth values were measured for the prepared specimens after subjecting them to 10,000 load cycles using the Wheel Tracker test. In this study, while Marshall stability was included as a standard practice, we acknowledge the limitations of this indicator in assessing mixture performance. We concur with the widely accepted understanding that Marshall stability alone is not a comprehensive measure of asphalt mix performance. Therefore, we primarily relied on the results of the Wheel Tracker test, which provides a more direct and reliable assessment of rutting resistance. The results indicated that the rut resistance of plastic-modified mixes exceeded that of the conventional asphalt mix. For the control mix, the rut depth was recorded as 5.80 mm, whereas for PET, LDPE, and HDPE with the optimal plastic content, the rut depths were observed to be 3.30 mm, 4.3 mm, and 5.6 mm, respectively. Test results are shown in Fig. 12. These findings demonstrate the positive influence of plastic additives on rutting resistance. We emphasize that the correlations between rut depth and Marshall properties were presented as preliminary insights into the relationship but may have limited utility in predicting mixture performance. The rut depth decreased with the addition of plastic, even when the same number of cycles was applied. The higher value of rut resistance exhibited by PET modified asphalt is attributed to its higher density when compared to LDPE, HDPE, and bitumen. The laboratory findings validate prior research, that demonstrate modified asphalt’s increased resistance to permanent deformation. This improved resistance is attributed to the enhanced adhesion, which results in improved pavement quality and durability [33, 47,48,49,50,51,52,53]. The rut depth of asphalt is primarily influenced by the number of wheel cycles and Marshall properties. The correlation between rut depth and wheel cycles, as well as rut depth and Marshall properties, is illustrated in Fig. 13a–c repectively. The relation between rut depth and the number of wheel cycles is expressed in Eq. 1, with R2 the correlation coefficient.

Effect of type of plastic on durability properties of asphalt mix: Rut depth (mm)

Relationships of a Rut—N; b Rut—MSV; c Rut—MF
The maximum value of this coefficient is unity, which indicates that the relationship’s output can be entirely justified. In the current relationship, the R2 value is 0.7228, indicating that the rut depth values obtained using Eq. 1 can be justified 72.28% for this database.
The linear relationships between rut depth and Marshall properties, including Marshall stability value (MSV) and Marshall flow (MF), are established through Eqs. 2 and 3, respectively. The correlation coefficient, R2, for Eq. 2 is 0.7571, indicating that 75.71% of the rut values can be justified for the available data. Equation 3 has an R2-value of 0.8401, indicating that there is an 84.01% justification of output for the available data set.
3.4.2 Resistance against moisture exposure
To assess the potential for moisture damage, the performance of controlled and plastic-modified samples was tested under extreme moisture conditions. Four distinct tests, including static water immersion, total water immersion, boiling water, and rolling bottle tests, were conducted on samples comprising the optimum plastic and bitumen content. To assess the potential for moisture damage, we conducted a static water immersion test following ASTM D-1664 standards. In this test, plastic-coated aggregates were meticulously coated with a bitumen layer and subsequently immersed in water. After a predetermined duration of immersion, a thorough visual inspection was carried out to assess the degree of strip** of the bitumen coating. The results of this critical test are illustrated in Fig. 14. Remarkably, the static water immersion test yielded no discernible strip** of the bitumen coating. The majority of the samples exhibited a remarkable retention of nearly complete coating. Specifically, in the controlled mix, we observed a minimal 2% loss of binder adhesion. In contrast, the incorporation of plastic modification led to an even more impressive outcome, with a 0% loss of binder adhesion. This outcome underscores the effectiveness of plastic modification in enhancing the moisture resistance of the asphalt mixtures. It demonstrates that the presence of plastic not only preserves the integrity of the bitumen coating but also potentially enhances adhesion, thus reducing the risk of moisture-induced damage to the asphalt mixture.

Effect of plastic type on moisture susceptibility
The Total Water Immersion test (ASTM D870) is employed to determine the proportion of aggregate surface area coated with bitumen. The controlled sample shows a 32% loss of binder coating; however, the inclusion of plastic resulted in a decreased loss of coating. This suggests that an increased film thickness of bitumen on the plastic-coated aggregate improves the bond between the aggregate and binder [54, 55]. The LDPE-modified mix exhibited the least damage, with a 24% loss in aggregate coating, in comparison to PET and HDE.
The Boiling Water test (ASTM D3625) involves visually assessing the loss of adhesion in un-compacted coated aggregate mixtures exposed to boiling water. The samples exhibited a significant loss of binder. For the controlled mix, the percentage loss of binder was 40%; however, modification with PET resulted in a reduced loss of 30%. This implies that plastic has good adhesive properties, forming a strong bond with the aggregates and bitumen [56].
The Rolling Bottle Method (EN 1269-11) assesses the amount of binder content removed from aggregates after conditioning periods of 24, 48, and 72 h. The controlled mix exhibited a binder loss up to 35%; however, modifying the mix with plastic resulted in a decreased loss of binder. Moreover, the LDPE modifier give the lowest percentage of binder loss as 24%, compared to the controlled mix, PET, and HDPE modified mixes. In this test, the percentage loss of binder is a function of time, with an increase in time leading to an increase in the loss of binder coating on the aggregates. The testes data indicates that plastic-modified specimens are more durable against moisture damage due to their adhesive properties for aggregates, which has also been confirmed in previous research [12, 33, 57, 58].
3.5 Statistical analysis of experimental data
In our study, which involved three replicates for each experimental condition, we conducted meticulous statistical analysis to evaluate the impact of plastic modification on asphalt’s engineering performance. This analysis primarily focused on assessing improvements in Marshal properties and reductions in rut depth achieved through the incorporation of PET, LDPE, and HDPE as modifiers. P values (Table 5) were meticulously recorded for each characteristic, with values falling below the conventional threshold of 0.05, corresponding to a 95% confidence level, indicating statistical significance. Specifically, for Stability, P values of 0.0086 for PET, 0.0025 for LDPE, and 0.0048 for HDPE signified statistically significant improvements. Similarly, for Flow, P values of 0.041 for PET, 0.018 for LDPE, and 0.010 for HDPE indicated significant enhancements, and for Rut Depth, P values of 4.35E−06 for PET, 1.80E−04 for LDPE, and 1.38E−04 for HDPE revealed substantial reductions. These results robustly affirm the positive influence of plastic modification on asphalt performance, underscoring the efficacy of plastic additives and emphasizing the pivotal role of material selection in pavement construction. These findings offer potential implications for the development of more resilient and high-performing asphalt surfaces, highlighting the importance of incorporating suitable materials in such endeavors.
3.6 Optimum plastic content
After performing a series of experiments to assess the mechanical, volumetric, and durability properties of controlled and plastic modified specimens, the findings were listed in Tables 6 and 7. Based on the results, it was determined that 9% plastic content by weight of bitumen is the optimal amount for modification. The decision to choose this percentage as the optimum plastic content was based on several key factors. These factors include the maximum improvement in Marshal properties, the reduction in rut depth, and the enhancement of adhesion between aggregates and binder. Furthermore, asphalt modified with 9% of plastic, such as PET, LDPE, and HDPE, by weight of bitumen, was found to be more durable against moisture damage. As a result, it is recommended to use this proportion of plastic modification in asphalt to improve its overall properties. It is important to note that the utilization of modified asphalt in construction can lead to long lasting and more resilient pavement structures.
4 Guidelines for utilizing plastic waste management in road pavement construction
Incorporating the outcomes of this research, four pragmatic guidelines for the effective utilization of plastic waste (PW) in road pavement construction emerge. First, it is recommended to consider an optimal plastic content of approximately 9% by weight of the optimum bitumen content (OBC) to strike a balance between improved mechanical properties and cost-effectiveness. Second, plastic-modified asphalt mixtures should be employed as surface layer pavements to maximize their durability and strength, particularly when aiming for reduced bitumen usage. Third, prioritizing a plastic content of 9% by weight of OBC enhances road resistance to rutting, cracking, and moisture damage, thereby extending the road’s service life. Finally, integrating the 3R principle of reduce, reuse, and recycle (Fig. 15), by utilizing PET, LDPE, and HDPE in road construction, not only recycles plastic waste but also reduces resource consumption and CO2 emissions, contributing to responsible consumption and production practices within the context of sustainable infrastructure development. These concise guidelines offer a practical roadmap for stakeholders involved in road infrastructure, enabling them to harness plastic waste management for more environmentally conscious and resilient road pavement construction. Furthermore, future research in this domain holds promising prospects for further enhancing sustainable and environmentally friendly road infrastructures. This includes investigating innovative chemical additives to fine-tune mixture properties, evaluating the environmental impact of plastic-modified road surfaces over their entire lifecycle, and develo** standardized testing procedures and quality control protocols to ensure consistency and reliability in real-world applications. As this research field evolves, it offers innovative solutions to address the challenges of plastic waste management and road construction in an increasingly resource-conscious world. Moreover, recycling flow chart of eco-friendly utilization of waste plastic in highway construction is illustrated in Fig. 16.

3Rs waste management technique to reduce plastic wastes

Recycling flow chart of waste plastic for utilization in road construction
5 Case study
Waste plastic was used for the construction of roads in India, resulting in the reduction of carbon dioxide emissions by 3 tones/km compared to standard construction techniques. Prof R. Vasudevan [59, 60] obtained a patent the dry process of mixing waste plastics with aggregate and bitumen for flexible pavements, which was adapted for construction of the roads in India. The use of waste plastics in road construction in India requires good quality systems for collecting, sorting, and cleaning waste plastic, as well as mandatory training for the workers, contractors, and engineers on the waste plastic management and road construction techniques. The data on the costs associated with the use of waste plastic for road construction in India are available in Table 9. Many roads were constructed in India using plastic as modifier for HMA [61]. Table 8 display the performance of plastic roads in India (Table 9).
6 Conclusion
The present study aimed to investigate the viability of using plastic waste (PW) in the design of surface layer mixtures. Three types of plastic waste, namely PET, LDPE, and HDPE, were studied at varying percentages (up to 12% by weight of optimum bitumen content) to modify the asphalt mixtures. A total of 13 mixtures, including control mixes, were evaluated to determine their mechanical, volumetric, and durability properties. The experimental results led to the following main conclusions:
-
1.
An increase in the stability values was noted as the proportion of plastic waste (PET, LDPE, and HDPE) in the mixture increased from 0 to 12% by weight of OBC. In comparison to the control mix, the stability improved while the flow decreased.
-
2.
Based on the mechanical properties, specifically the interlocking mechanisms of the aggregate, the mixture containing 9% PET, LDPE, and HDPE by weight of OBC exhibited the highest Marshall stability with values of 11.64, 12, and 11.82 kN, respectively as compared to the control mix.
-
3.
As WP content increased, the voids filled with asphalt (VFA) decreased. This phenomenon can be attributed to the impact of the WP on the mixing mechanism between plastic-coated aggregates and bitumen.
-
4.
High content of WP may have an impact on the mechanical properties of the mixtures. plastic-modified mixes exhibited lower values of flow and a slight increase in voids in mineral aggregate (VMA) in comparison to the control mix.
-
5.
The asphalt mixture containing 9% PET, LDPE, and HDPE by weight of OBC exhibits a reduced rut depth of 3.3, 4.3, and 5.6 mm, respectively, indicating enhanced durability properties compared to the control mix.
-
6.
Based on the results of Static water immersion, Total Water Immersion, Boiling Water, and Rolling Bottle tests, an improvement in the durability properties of modified asphalt was observed at the PW content of 9% by weight of OBC, in comparison to the control mix.
-
7.
In practical applications, plastic-modified asphalt can be used as a surface layer pavement, particularly when there is a requirement to produce mixes with higher strength at lower bitumen content.
-
8.
The effective management of plastic waste is crucial in develo** countries, as it can help conserve resources that can be used for other development programs and the betterment of people’s lives. The 3R principle, which focuses on reduce, reuse, and recycle, can be useful in managing plastic waste in develo** countries. The current study proposes an approach to use plastic waste, such as PET, LDPE, and HDPE, as a replacement for bitumen in road construction, which aligns with the 3R principle and supports the objectives of sustainable infrastructure development, responsible consumption and production, and reduction in CO2 emissions due to direct burning of plastic waste.
Data availability
The corresponding author can provide the datasets used in this study upon reasonable request.
References
Ma Y, Polaczyk P, Hu W, Zhang M, Huang B. Quantifying the effective mobilized RAP content during hot in-place recycling techniques. J Clean Prod. 2021;314: 127953.
Duhan SS, Khyalia P, Laura JS. Plastic waste management in rural areas around the world. Plastic waste management: turning challenges into opportunities. 2022. p. 99–106.
Manam VK. Plastic waste management: turning challenges into opportunities. New Delhi: Bharti Publications; 2022.
Geyer R, Jambeck JR, Law KL. Production, use, and fate of all plastics ever made. Sci Adv. 2017;3(7): e1700782.
Dai L, Karakas O, Cheng Y, Cobb K, Chen P, Ruan R. A review on carbon materials production from plastic wastes. Chem Eng J. 2023;453: 139725. https://doi.org/10.1016/j.cej.2022.139725.
Abd El-Rahman A, El-Shafie M, Mohammedy M, Abo-Shanab Z. Enhancing the performance of blown asphalt binder using waste EVA copolymer (WEVA). Egypt J Pet. 2018;27(4):513–21.
Li H, et al. Expanding plastics recycling technologies: chemical aspects, technology status and challenges. Green Chem. 2022;24(23):8899–9002.
Al-Salem S. Plastics to energy: fuel, chemicals, and sustainability implications. Norwich: William Andrew; 2018.
Milbrandt A, Coney K, Badgett A, Beckham GT. Quantification and evaluation of plastic waste in the United States. Resour Conserv Recycl. 2022;183: 106363.
Selvin M, Shah S, Maria HJ, Thomas S, Tuladhar R, Jacob M. Review on recycling of cross-linked polyethylene. Ind Eng Chem Res. 2024. https://doi.org/10.1021/acs.iecr.3c02580.
Brasileiro L, Moreno-Navarro F, Tauste-Martínez R, Matos J, Rubio-Gámez MDC. Reclaimed polymers as asphalt binder modifiers for more sustainable roads: a review. Sustainability. 2019;11(3):646.
Ma Y, et al. The utilization of waste plastics in asphalt pavements: a review. Clean Mater. 2021;2: 100031.
Ghos S, et al. Performance of asphalt mixes containing postconsumer recycled plastic using balanced mix design approach and dry process. Transp Res Rec. 2022;2676(9):720–32.
Duarte GM, Faxina AL. Asphalt concrete mixtures modified with polymeric waste by the wet and dry processes: a literature review. Constr Build Mater. 2021;312: 125408.
Wu S, Montalvo L. Repurposing waste plastics into cleaner asphalt pavement materials: a critical literature review. J Clean Prod. 2021;280: 124355. https://doi.org/10.1016/j.jclepro.2020.124355.
Ghuzlan KA, Al-Khateeb GG, Qasem Y. Rheological properties of polyethylene-modified asphalt binder. Athens J Technol Eng. 2013;10(2013):1–14.
Kalantar ZN, Karim MR, Mahrez A. A review of using waste and virgin polymer in pavement. Constr Build Mater. 2012;33:55–62.
Fang C, et al. Preparation, characterization and hot storage stability of asphalt modified by waste polyethylene packaging. J Mater Sci Technol. 2013;29(5):434–8.
Ge D, Yan K, You Z, Xu H. Modification mechanism of asphalt binder with waste tire rubber and recycled polyethylene. Constr Build Mater. 2016;126:66–76.
Movilla-Quesada D, Raposeiras A, Silva-Klein L, Lastra-González P, Castro-Fresno D. Use of plastic scrap in asphalt mixtures added by dry method as a partial substitute for bitumen. Waste Manag. 2019;87:751–60.
Ahmadinia E, Zargar M, Karim MR, Abdelaziz M, Ahmadinia E. Performance evaluation of utilization of waste polyethylene terephthalate (PET) in stone mastic asphalt. Constr Build Mater. 2012;36:984–9.
Modarres A, Hamedi H. Effect of waste plastic bottles on the stiffness and fatigue properties of modified asphalt mixes. Mater Des. 2014;61:8–15. https://doi.org/10.1016/j.matdes.2014.04.046.
Heydari S, Hajimohammadi A, Javadi NHS, Khalili N. The use of plastic waste in asphalt: a critical review on asphalt mix design and Marshall properties. Constr Build Mater. 2021;309: 125185.
Tiwari AV, Rao Y. Study of plastic waste mixed bituminous concrete using dry process for road construction. Sel Sci Pap J Civ Eng. 2018;13(1):105–12.
Goli A, Rout B, Cyril T, Govindaraj V. Evaluation of mechanical characteristics and plastic coating efficiency in plastic-modified asphalt mixes. Int J Pavement Res Technol. 2022;16:1–12.
Kaza S, Yao L, Bhada-Tata P, Van Woerden F. What a waste 2.0: a global snapshot of solid waste management to 2050. Washington: World Bank Publications; 2018.
Shams M, Alam I, Mahbub MS. Plastic pollution during COVID-19: Plastic waste directives and its long-term impact on the environment. Environ Adv. 2021;5: 100119. https://doi.org/10.1016/j.envadv.2021.100119.
Jambeck J, et al. Challenges and emerging solutions to the land-based plastic waste issue in Africa. Mar Policy. 2018;96:256–63. https://doi.org/10.1016/j.marpol.2017.10.041.
Law KL, Starr N, Siegler TR, Jambeck JR, Mallos NJ, Leonard GH. The United States’ contribution of plastic waste to land and ocean. Sci Adv. 2020;6(44):eabd0288.
Proshad R, Kormoker T, Islam M, Haque M, Rahman M, Mithu M. Toxic effects of plastic on human health and environment: a consequences of health risk assessment in Bangladesh. Int J Health. 2018;6:1–5. https://doi.org/10.14419/ijh.v6i1.8655.
Velis CA, Cook E. Mismanagement of plastic waste through open burning with emphasis on the global south: a systematic review of risks to occupational and public health. Environ Sci Technol. 2021;55(11):7186–207.
Radeef HR, Hassan NA, Katman HY, Mahmud MZH, Abidin ARZ, Ismail CR. The mechanical response of dry-process polymer wastes modified asphalt under ageing and moisture damage. Case Stud Constr Mater. 2022;16: e00913. https://doi.org/10.1016/j.cscm.2022.e00913.
Haider S, Hafeez I, Ullah R. Sustainable use of waste plastic modifiers to strengthen the adhesion properties of asphalt mixtures. Constr Build Mater. 2020;235: 117496.
Abdel-Jaber MT, Al-shamayleh RA, Ibrahim R, Alkhrissat T, Alqatamin A. Mechanical properties evaluation of asphalt mixtures with variable contents of reclaimed asphalt pavement (RAP). Results Eng. 2022;14: 100463. https://doi.org/10.1016/j.rineng.2022.100463.
Genet MB, Sendekie ZB, Jembere AL. Investigation and optimization of waste LDPE plastic as a modifier of asphalt mix for highway asphalt: case of Ethiopian roads. Case Stud Chem Environ Eng. 2021;4: 100150.
Putri EE, Vasilsa O, Improve the Marshall stability of porous asphalt pavement with HDPE addition. In: MATEC web of conferences, vol. 276. EDP Sciences; 2019, p. 03005.
Nawir D, Mansur AZ. The impact of HDPE plastic seeds on the performance of asphalt mixtures. Civ Eng J. 2021;7(9):1569–81.
Moussa G, Abdel-Raheem A, Abdel-Wahed T. Investigating the moisture susceptibility of asphalt mixtures modified with high-density polyethylene. JES J Eng Sci. 2020;48(5):765–82.
Lapian FEP, Ramli MI, Pasra M, Arsyad A. Opportunity applying response surface methodology (RSM) for optimization of performing butonic asphalt mixture using plastic waste modifier: a preliminary study. IOP Conf Ser Earth Environ Sci. 2020;419(1): 012032. https://doi.org/10.1088/1755-1315/419/1/012032.
Shah AM, Lodhi RH, Javed MF, Jasiński M, Jasińska E, Gono M. Structural performance of waste plastic bottles modified asphalt: a review. Resources. 2023;12(1):10.
Khan S, Marjan H. Effect of adding LDPE bags on rutting and strip** behaviour of asphalt mix. Jordan J Civ Eng. 2023;17(2):322.
Arifuzzaman M, Qureshi HJ, Al Fuhaid AF, Alanazi F, Javed MF, Eldin SM. Novel ensemble modelling for prediction of fundamental properties of bitumen incorporating plastic waste. J Mater Res Technol. 2023;24:3334–51. https://doi.org/10.1016/j.jmrt.2023.03.218.
Agha N, Hussain A, Ali AS, Qiu Y. Performance evaluation of hot mix asphalt (HMA) containing polyethylene terephthalate (PET) using wet and dry mixing techniques. Polymers. 2023;15(5):1211.
Suresh M, Vimalan PMAS, Keerthana K, Brown SM, Vasumathi D. An experimental study on tyre waste and waste polythene used in wearing surface of flexible pavement. https://www.journal-dogorangsang.in/no_1_Online_23/39_feb.pdf
Hidayat N, Pratama GNIP, Pramita ID. The effect of PET plastic addition (polyethylene terephthalate) and carbide waste filler for asphalt concrete-binder course (AC-BC) on Marshall characteristics. IOP Conf Ser Earth Environ Sci. 2019;366(1): 012024. https://doi.org/10.1088/1755-1315/366/1/012024.
Auni AK, Zulkifli Z, Mawarani LJ, Machsus M, Basuki R. Analysis of effect of plastic waste content and dry process temperature on mechanical properties of asphalt using numerical method. In: AIP conference proceedings, vol 2384, No. 1. AIP Publishing LLC; 2021, p. 060004.
Hınıslıoğlu S, Ağar E. Use of waste high density polyethylene as bitumen modifier in asphalt concrete mix. Mater Lett. 2004;58(3–4):267–71.
Hake SL, Damgir RM, Awsarmal PR. Utilization of plastic waste in bitumen mixes for flexible pavement. Transp Res Procedia. 2020;48:3779–85. https://doi.org/10.1016/j.trpro.2020.08.041.
Taylor MA, Khosla NP. Strip** of asphalt pavements: State of the art (discussion, closure) (no. 911); 1983.
Ghabchi R, Singh D, Zaman M, Tian Q. Application of asphalt-aggregates interfacial energies to evaluate moisture-induced damage of warm mix asphalt. Procedia Soc Behav Sci. 2013;104:29–38. https://doi.org/10.1016/j.sbspro.2013.11.095.
van der Aa JPCM, Boer G. Automatic moisture content measuring and monitoring system based on time domain reflectometry used in road structures. NDT E Int. 1997;30(4):239–42. https://doi.org/10.1016/S0963-8695(96)00062-X.
Yilmaz A, Sargin Ş. Water effect on deteriorations of asphalt pavements. TOJSAT. 2012;2(1):1–6.
Xu S, **ao F, Amirkhanian S, Singh D. Moisture characteristics of mixtures with warm mix asphalt technologies—a review. Constr Build Mater. 2017;142:148–61. https://doi.org/10.1016/j.conbuildmat.2017.03.069.
Jafar JJ. Utilisation of waste plastic in bituminous mix for improved performance of roads. KSCE J Civ Eng. 2016;20(1):243–9. https://doi.org/10.1007/s12205-015-0511-0.
Airey GD, Choi Y-K. State of the art report on moisture sensitivity test methods for bituminous pavement materials. Road Mater Pavement Des. 2002;3(4):355–72.
Sarang G, Lekha B, Krishna G, Ravi Shankar A. Comparison of Stone matrix asphalt mixtures with polymer-modified bitumen and shredded waste plastics. Road Mater Pavement Des. 2016;17(4):933–45.
Choudhary R, Kumar A, Murkute K. Properties of waste polyethylene terephthalate (PET) modified asphalt mixes: dependence on PET size, PET content, and mixing process. Periodica Polytech Civ Eng. 2018;62(3):685–93.
Karmakar S, Kumar Roy T. Influence of plastic waste on chemical and mechanical properties of modified bitumen used in the bituminous mix for flexible pavement. J Mater Civ Eng. 2021;33(2):04020440.
Vasudevan R, Sekar ARC, Sundarakannan B, Velkennedy R. A technique to dispose waste plastics in an ecofriendly way—application in construction of flexible pavements. Constr Build Mater. 2012;28(1):311–20.
Vasudevan R, Rajasekaran S. Study on the construction of flexible road using plastic coated aggregate. In Global Plastics Environmental Conference (GPEC), Atlanta, USA; 2006.
Sasidharan M, Torbaghan ME, Burrow M. Using waste plastics in road construction; 2019. https://opendocs.ids.ac.uk/opendocs/handle/20.500.12413/14596
Funding
This research was supported by Basic Science Research Program through the National Research Foundation of Korea (NRF) funded by the Ministry of Education (2016R1A6A1A03012812).
Author information
Authors and Affiliations
Contributions
MMS: Methodology and conceptualization, M.M.S and J.Y.; investigation and analysis, M.M.S and U.K; resources of material, M.M.S and J.Y.; validation, M.M.S and H.L; preparation of the original draft, M.M.S and S.A.Z.N; editing and reviewing, J.Y. and M.M.S; ideation and visualization, M.M.S and H.L; acquisition of funding and supervision, J.-J.Y. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Shah, M.M., Yousaf, J., Khalid, U. et al. Plastic roads: asphalt mix design and performance. Discov Appl Sci 6, 195 (2024). https://doi.org/10.1007/s42452-024-05772-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-024-05772-x