
Abstract
In this paper, a superior dam** coating was prepared, which can be easily sprayed onto the samples, showing a promising application in the vibration reduction for aircraft. This paper aims to investigate the effect of filler content, size and coating thickness on the dam** properties of aluminum flake samples. It is found that the vibration of the sample is significantly suppressed with the vibration reduction rate of the coating reaching 63.23%. Moreover, the dam** ratio of the coating was calculated using the half-power bandwidth method, based on which the finite element simulation model was established. The simulation results are in perfect agreement with the test ones, and the maximum vibration amplitude error stayed within 9.06%. These results fully demonstrated the effectiveness and practicality of the dam** coating.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The vibration problems of aircraft pi** system have always been the focus of aircraft design [1]. Moreover, with the continuous development of modern aircraft pipeline systems toward large flow and high pressure, the problem of pipeline failure due to vibration is becoming increasingly prominent. According to the statistics made by the scholars from the United States, the failures of aircraft pi** systems, such as fuel, air, and hydraulic systems account for 50–60% of the aircraft component failures. The statistical data of Russian aircraft also shows that the failures of aircraft pipeline systems account for more than half of the aircraft failures [2, 3]. The main forms of failures in aircraft pi** systems include excessive vibration and vibration fatigue [4]. Excessive vibration is mainly caused by the resonance of the pipeline due to fluid or foundation excitation which directly causes large displacement of the joint surface between the pipeline fastener and the fixed part and results in surface friction or damage. The vibration fatigue of pipeline systems generally refers to the cumulative damage caused by the long-term operation of components, such as pipe bodies, pipe joints, and clamps in the working environment, and the crack growth and fracture after a certain number of cycles.
In general, there are two existing methods to control the vibration of the pipeline, that is, optimizing the shape of the pipeline and applying clamps to the pipeline [5]. The optimization of the shape of the conduit should be implemented mainly in the initial design stage, otherwise, it may consume a lot of resources to redesign and manufacture if the pipe is found to vibrate violently in actual use. The application of clamp is the most widely used method, but in the meantime, it will inevitably increase the weight of the pi** system. And more importantly, it is difficult to find a suitable position for the clamp in some narrow spaces. The recent development of dam** coating provides an option for engineering vibration reduction [6,7,8,9,10]. Koshy and Alva et al. [11, 12] explored the effect of functional fillers on dam** performance. Gao and Long [13] used a variety of inorganic materials as fillers, and found that when the material with layered structure is used, the dam** performance and sound insulation performance of water-based dam** coating can be significantly improved. Through the comparison of different fillers of the coating, including heavy calcium carbonate, mica powder, glass microbeads, silica, etc., Hu et al.[14] further found that the water-based dam** coating with mica powder as the filler has the best dam** performance. Zhang [15] used the free vibration attenuation method to evaluate the dam** performance of the material. Gao et al. [16,17,18] provided theoretical support for the design and vibration control of complex pipeline systems, and pointed out that the passive vibration reduction technology of pipelines still needs to be further researched. Shlykov et al. [19] found the most appropriate percentage of organic fiber, and that there is a correlation between moduli and bending strength and the increase of fiber fraction. Yu et al. [20] discussed the dam** efficiency of the coating system based on the Reuss model and Hashin-shtrickman equation. In addition, CHIBA et al. [21,22,23,24] proposed that sticking viscous dam** material onto the outside the pipeline can effectively suppress vibration.
In this paper, a superior dam** coating was proposed, of which the effectiveness and practicability were proved by simulation and experiment. The research results are of great application significance in reducing the vibration of aircraft pipelines. The novelty of this paper lies mainly in the fact that we obtained the optimal filler ratio and coating thickness by discussing the preparation of dam** coatings. In addition, we calculated the dam** ratio by using the half-power bandwidth method, and performed mutual verification based on the finite element simulation results, experimental results, etc., which are different from the previous efforts.
2 Experimental details
In this paper, 2A12 is selected as the substrate of coating with the dimension of 150 × 60 × 1 mm. The acrylic polyurethane emulsion, filler and functional additives, such as defoamer and leveling agent are mixed in turn by using the high-speed dispersing machine, as shown in Fig. 1. And the materials required for this experiment are listed in Table 1. At last, the dam** coating is sprayed onto the substrate with a spray gun, and cured in an oven. As an important part of dam** coating, the size and content of filler are important factors affecting the performance. In this paper, mica powder is selected as the main filler, with the sizes of 10 mesh, 40 mesh and 400 mesh, and the contents of 20%, 40%, and 60%, respectively. The coating thickness is set to less than 2 mm, because in practical engineering, the increase of coating thickness will lead to the increase of pipeline weight, resulting in reduction of economy.

The preparation process of dam** coating
In the vibration experiment, the clam** length of sample is controlled at 44 mm. Besides, the sine excitation method is used to sweep the frequency, and the sweep frequency ranges from 0 to 80 Hz with the frequency interval of 1 Hz. Then, the basic excitation is applied by using the digital vibration control system, and the vibration acceleration of the sample is monitored by the acceleration sensor, so as to actively control the vibration. The above experimental principle is shown in Fig. 2.

The experimental principle
Furthermore, in the simulation analysis, the finite element simulation model is established with the material parameters shown in Table 2. In addition, the material properties and acceleration sensor are both set in Hypermesh. After the model is completed, they are imported into Ansys.
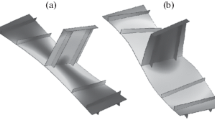
The structure is unlikely to undergo plastic deformation under normal load, and it is even farther away from the plastic region in the test. Therefore, the linear elastic material constitutive model is used. During modeling, the substrate, dam** coating, and sensor are considered as a whole, ignoring the connecting surfaces between them. In the meantime, SOLID185 unit is used to divide the above whole, and the established finite element simulation model is shown in Fig. 3. In addition, the viscoelastic properties of materials are represented by dam** factor, which is related to the content and size of filler. The dam** factor introduced in the model is calculated from the experimental data in Sect. 3.2 by the half-power bandwidth method.

The finite element simulation model
3 Results and discussion
3.1 Vibration experiment analysis
Based on the above vibration signal analysis system, firstly, the vibration acceleration of the uncoated sample at the resonance is obtained as 38.22436 g. Secondly, the coated samples prepared using mica powder as filler, with the size of 10 mesh, 40 mesh and 400 mesh, and the content of 20%, 40% and 60%, respectively, are subjected to vibration test. Figure 4a–i illustrates the frequency spectrum of the vibration acceleration which, at the resonance of the sample with dam** coating, is greatly reduced compared with that of the uncoated sample. The reason is that the addition of fillers increases the friction between polymer segments and fillers and that between fillers in the emulsion environment, thereby improving the dam** performance of the sample, and achieving great reduction of the vibration acceleration.

Spectrum comparison of vibration acceleration
In addition, it can be found that the vibration acceleration response of the coating with 20% filler is better than that of the coating with 60% filler when using different sizes mica powder as filler. This may be because when the filler content is low, the mica powder can be well dispersed in the emulsion environment, increasing the energy consumption between the polymer and the filler. When the filler content is high, on the one hand, mica powder is difficult to disperse uniformly in the emulsion environment, on the other hand, the energy consumption between polymer and polymer is reduced because of the decrease of polymer proportion, therefore, the dam** properties of the coating decrease [15].
For the samples prepared with mica powder in the filler sizes of 10 mesh, 40 mesh and 400 mesh, respectively, the coating thickness and vibration acceleration are fitted, as shown in Fig. 5a–c. Seen from Fig. 5, when the size and content of mica powder are fixed, with the increase of coating thickness, the dam** performance of the sample first increases and then decreases.

The influence of the coating thickness on the vibration acceleration
Furthermore, in Fig. 5a, when the coating thickness is low, the 60% content curve is between the 20 and 40% content curves, which differ from Fig. 5b, c. On the one hand, this is the result of the experiment, on the other hand, this result proves that the factors affecting the dam** performance of the coating include the content of polymer and filler, and the coating thickness, rather than a single factor.
In addition, Fig. 4 and Fig. 5 show that with the size of mica powder of 10 mesh, the content of 20%, and the coating thickness of 0.24 mm, the vibration reduction effect of the coating is the best, up to 63.23%. The reason is that the mica powder has a large particle size and a moderate content, which can better disperse in the emulsion, making the sliding of the lamella easier, converting more vibration energy into heat energy, and eventually achieving the superior vibration reduction effect [25].
3.2 Comparative analysis of experiment and simulation
The half-power bandwidth method is employed to analyze the spectrum obtained experimentally, and the dam** ratio is calculated. Besides, the principle is as follows, the severe vibration of the system occurs not only at the resonance frequency, but also within a frequency band around it. In general, the amplitude amplification factor \(\beta_{v}\) is decreased to \(1/\sqrt{2}\) of the peak value, and the interval corresponding to this frequency band is defined as the resonance region. To describe the intensity of resonance and the width of resonance region, the concept of system quality factor is introduced, as shown in Eq. (1):
where \(Q^{def}\) represents the system quality factor, and \(\zeta\) stands for the dam** ratio.
Assuming that there are two endpoints, that is, A and B with the amplitude amplification factors of \(Q/\sqrt 2\) in the resonance region, their corresponding system power is exactly half of the corresponding power at the resonance frequency. Therefore, Point A and Point B are called half-power points. In addition, the square of the amplitude amplification factor at the half-power point can be expressed by using Eq. (2):
where \(\beta_{v}\) refers to the amplitude amplification factor.
Integrating both sides of Eq. (2) to obtain Eq. (3) and Eq. (4):
The bandwidth of the resonance region, also known as the half-power bandwidth, can be obtained by Eq. (5):
It can be seen from the above results that in the case that the dam** ratio is small, the quality factor is high, the resonance region is narrow, and the resonance peak is steep, vice versa. Then, we can get Eq. (6) from Eq. (5):
Draw a line in parallel with the frequency axis at 0.707 times of the formant. The straight line intersects the resonance curve at two points, and the abscissa values corresponding to these two points are recorded as \(f_{1}\) and \(f_{2}\), respectively.
Therefore, the dam** ratio calculated according to the half-power bandwidth method is shown in Eqs (6, 7):
where \(f\) represents the actual resonance frequency, that is, the natural frequency.
Based on the half-power bandwidth method, at the particle size of mica powder of 400 mesh, the content is 20%, the coating thickness reaches 0.25 mm, 0.8 mm, 1 mm, 1.2 mm and 1.4 mm, and the corresponding dam** ratios are 0.03933, 0.03313, 0.03089, 0.02286 and 0.01989, respectively. We substitute the obtained dam** ratios into the finite element simulation model, and compare the results with the experimental data, as shown in Fig. 6.

Comparison between experimental data and simulation results
As can be seen from Fig. 6, when the size and content of mica powder are fixed, the spectrum obtained by the simulation calculation is in perfect agreement with the experimental data, and the vibration amplitude errors are only 0.63%, 0.18%, 2.24%, 9.06%, and 3.99%, respectively. In a word, the above results prove the correctness of the experiment and the applicability of the half-power bandwidth method. In addition, these similar contents of the finite element methods and structural vibration are also mentioned in some recent additional pioneer works [26, 27].
4 Conclusions
In this paper, a superior dam** coating was prepared, and its dam** properties were discussed. During the research, firstly, the dam** coating was prepared with acrylic polyurethane emulsion, filler and functional additives. Secondly, the effects of filler content, size and coating thickness on dam** performance were analyzed, and the optimal formulation was obtained. Moreover, the dam** ratio was calculated by using the half-power bandwidth method, and substituted into the finite element simulation model. In addition, the simulation results were compared with the experimental data. The specific conclusions of the entire paper were detailed as follows:
-
(1)
The sample with dam** coating has an obvious vibration dam** effect compared with the uncoated sample. And when the size and content of mica powder are fixed, with the increase of the thickness of the dam** coating, the dam** performance of the sample will gradually reach the optimum.
-
(2)
At the size of mica powder of 10 mesh, the content of 20%, and the coating thickness of 0.24 mm, the vibration reduction effect of the coating is the best, i.e., up to 63.23%.
-
(3)
The error between the experimental data and the simulated data does not exceed 9.06%, proving the correctness of the experiment and the applicability of the half-power bandwidth method.
-
(4)
The superior dam** coating can effectively reduce the vibration of the pipeline system, which has significant theoretical significance and engineering practical value for effectively controlling the failure of the aircraft pipeline system and improving its safety and reliability.
Data availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
Yu WG, Chen G, Liu BB et al (2018) Design of a particle dam** absorber and experimental study on vibration dam** of the pipe. Acta Aeronautica et Astronautica Sinica 39(12):401–413
Li ZZ, Gao PX, Zhao DZ et al (2017) Fault diagnosis and location of the aero-engine hydraulic pipeline based on Kalman filter. Adv Mech Eng 9(12):1–9
Zhang YL, Gao PX, Liu XF et al (2021) Fluid-induced vibration of a hydraulic pipeline with piezoelectric active constrained layer-dam** materials. Coatings 11(7):757–768
Sang Y, Liu PK, Wang XD et al (2021) Fluid-structure interaction analysis of the return pipeline in the high-pressure and large-flow-rate hydraulic power system. Prog Comput Fluid Dyn 21(1):38–51
Li X, Wang SP (2013) Vibration control analysis for hydraulic pipelines in an aircraft based on optimized clamp layout. J Vib Shock 32(01):14–20
Li YC, Cheng B, Qiu M et al (2020) Tribological properties and corrosion resistance of MoS2-based composite coatings with different graphene additions. China Mech Eng 31(20):2437–2444
Fan RP, Meng G, He CC et al (2008) Experimental study on viscoelastic dam** materials for noise control in railway vehicles. J Vib Shock 27(06):123–127+192
Yang B, Yao Y, Huang HS et al (2015) Application of waterborne dam** coatings in automobile industry. Paint Coat Ind 09:69–73
Inozume S, Aihara T (2021) Dam** ratio maximization in thickness direction using viscoelastic and structural materials based on constrained layer dam**. Eng Optim 54(3):539–551
Yating Z, Yong G (2021) Preparation and properties of EAA/C9 resin/natural rubber dam** materials. China Plast Ind 49(5):116–119
Koshy AT, Kuriakose B, Thomas S et al (1994) Viscoelastic properties of silica-filled natural rubber and ethylene-vinyl acetate copolymer blend. Polym Plast Technol Eng 33(2):149–159
Alva A, Raja S (2011) Dynamic characteristics of epoxy hybrid nanocomposites. J Reinf Plast Compos 30(22):1857–1867
Gao YQ, Long XL (1973) Summary of trial production test of dam** slurry. Railw Veh 12:9–34
Hu Z, Lei CL, Yang T (2012) Influence of fillers on aqueous dam** coating. Paint Coat Ind 42(6):52–54
Zhang DJ (2015) Study on the effect of fillers on the dam** properties of polymer materials. Harbin Engineering University, Harbin
Gao PX (2017) Vibration analyses of aero hydraulic pipeline system under multi-excitations and its constrained layer dam** technology. Dalian University of Technology, Dalian
Wang B, Gao PX, Ma H et al (2021) A review on dynamic characteristics of aero-engine pipeline system. Acta Aeronautica et Astronautica Sinica 2021:1–25
Gao PX, Yu T, Zhang YL et al (2021) Vibration analysis and control technologies of hydraulic pipeline system in aircraft: a review. Chin J Aeronaut 34(4):83–114
Shlykov S, Rogulin R, Kondrashev S (2022) Determination of the dynamic performance of natural viscoelastic composites with different proportions of reinforcing fibers. Curved Layer Struct 9:116–123
Yu LM, Ma Y, Zhou CG et al (2005) Dam** efficiency of the coating structure. Int J Solid Struct 42:3045–3058
Chiba T, Kobayashi H (1990) Response characteristics of pi** system supported by viscoelastic and clasto-plastic dampers. J Press Vessel Technol 112(1):34–38
Fang J, Lyons GJ (1996) Structural dam** of tensioned pipes with reference to cables. J Sound Vib 193(4):891–907
Johnson CD, Kicnholz DA (1982) Finite element prediction of dam** in structures with constrained viscoelastic layers. AIAA J 20(9):1284–1290
Lepoittevin G, Kress G (2010) Optimization of segmented constrained layer dam** with mathematical programming using strain energy analysis and modal data. Mater Des 31(1):14–24
Tan LH, Zhou ZC, He CC (2006) Study on dynamic mechanical properties of water-based dam** coatings. Paint Coat Ind 36(11):5–7
Lenggana BW, Prabowo AR, Ubaidillah U et al (2021) Effects of mechanical vibration on designed steel-based plate geometries: behavioral estimation subjected to applied material classes using finite-element method. Curved Layer Struct 8:225–240
Tuswan T, Zubaydi A, Piscesa B et al (2022) A numerical evaluation on nonlinear dynamic response of sandwich plates with partially rectangular skin/core debonding. Curved Layer Struct 9:25–39
Acknowledgements
This work is supported by the National Natural Science Foundation of China (Grant No. 51675263), which is highly appreciated by the authors.
Funding
This study was supported by National Natural Science Foundation of China, No. 51675263.
Author information
Authors and Affiliations
Contributions
Gen ** and Zihao Zhao designed the research and wrote the original manuscript. Zhengda Zhao and Lei Liu analyzed data. ** Qian reviewed and edited the manuscript. Guo Chen supervised the study. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
**, G., Chen, G., Zhao, Z. et al. Preparation of a superior dam** coating and study on vibration dam** properties. SN Appl. Sci. 5, 220 (2023). https://doi.org/10.1007/s42452-023-05451-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-023-05451-3