
Abstract
3S packaging, which stands for sustainable specific suspension packaging, wraps a product on a piece of cardboard using stretch wrap film. This cardboard is then folded and slipped into a box. The product is protected on all six sides by air if impact forces occur. This research focuses on the number of wraps needed to keep the peak acceleration lower than the maximum acceleration that can be tolerated by the product. A new test method is presented, based on existing drop test methods. It is shown that the protection in one specific shock direction (perpendicular to the tray length) is much more affected by the number of wraps than the other, lengthwise, direction. This allows for a focus on that direction when optimizing the number of wraps. The variation in the measured acceleration peaks and the sudden change in acceleration indicate that the package has reached the protection limits and contact is made between the object and the envelo** cardboard box. Combined with the required degree of protection, one can evaluate whether the object is sufficiently protected.
Article highlights
-
Direction with protection most influenced by wrap** turns: parallel to tray surface and perpendicular to tray length.
-
Acceleration profile and peak variance show when 3S package failed in fully suspended protection.
-
Wrap** around the corners of the object greatly influences the 3S package performance in the tray length direction.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
3S packaging is presented by Juwet et al. [1] and stands for sustainable specific suspension packaging. This new packaging method is particularly well welcomed by the e-commerce sector since product damage can be avoided without the use of padding materials such as packing peanuts or air-sealed bags. For 3S packaging, one or more products are secured by the use of stretch wrap film on a rectangular tray, usually made of conventional corrugated cardboard. The cardboard is then folded and inserted into a box. An application example is shown in Fig. 1.

3S-packed wooden gift box
3S packaging is developed as a sustainable alternative to the use of filling materials such as chips and sealed air bags. For 3S packaging to be adopted in practice, the cost will play an essential role. It can be noted from [1] that the cost is largely determined by the investment cost that is amortized over the number of packages performed. The number of packs per hour depends significantly on the number of wrap**s per package. Thus, from a cost perspective, it is most important to minimize the number of wraps per product. It should be at least the amount needed to secure the product to the tray in such a way that the product is not damaged by shock. Avoiding overpacking is also important from a sustainability point of view.
Therefore, the purpose of this research is to gain insight into the required number of film wraps to avoid damage to the product by limiting the shock at an impact. Since a research method for this domain has not yet been described in the literature, it will also be established in this study. The emphasis is thus placed on the wrap** and the influence of the tray. The influence of the enclosing box is limited as much as possible. The stretch wrap film used for this packaging method is the classic film on the market. It is typically developed for packing palletized goods. Expertise to choose the number and location of windings, to obtain optimal results, is available worldwide for pallet wrap**. For producing 3S packaging, this expertise is not yet present.
Optimizing the packaging method’s degree of protection is a balance: one must design the suitable cushioning for a specific product, combined with extra criteria such as cost minimalization or being most ecologic. The items should not get damaged, so this can be considered the primary design goal. Therefore, in any case, a required protection target must be defined. This is derived from fragility testing, performed to determine a product’s resistance to mechanical shocks. This characterization is often presented in the form of a damage boundary curve [2], see Fig. 2. This curve implies that products will not get damaged when either the acceleration or energy transferred is low. Low accelerations mean that the energy is slowly absorbed by the object. With low velocity change the shock has too little energy to cause damage even though the accelerations can be high. One major downside is that many and often destructive tests are required to create the damage boundary curve. Therefore, generalizations can be made and goods can be categorized into classes of similar fragility ratings, grouped by the limiting maximal allowed acceleration. The velocity change parameter of the damage boundary curve is hereby assumed to be sufficiently low for normal cushioned products [2]. For instance devices such as PC boards, cameras, and monitors, can all be considered ‘rugged’ with allowable accelerations between 80 and 120 g [2,3,4,5].

Damage boundary curve, simplified region marked in green
The same issues as with the fragility characterization of products arise during validation of the designed cushion performance of the package. It is nearly impossible to be assured of the performance without real-world testing. The destruction, uniqueness, and coupled costs of the goods to be shipped can really limit the possibilities of package validation. Also, it is a time-consuming process.
For many cushioning materials, such as closed cell foams or stacked corrugated cardboard, it is shown that (dynamic) stress–strain compression tests can provide sufficient information to extrapolate and obtain an estimated cushion curve [, 6, 7]. However, for other packaging methods such as with 3S packaging, this is not (yet) the case. Visual inspection after drop tests shows that the corrugated board is often torn, which is obviously an extremely nonlinear effect, meaning that extrapolation is highly unlikely.
There are many unexamined parameters such as the cardboard in use (thickness, material grade, composition of the corrugation), the type of stretch film (recycled, cast, or blown film), the shape of the object to be protected, the friction coefficient between the object and the cardboard tray and the stretch film and the number of wrap** turns. Changing a parameter, for instance the type of corrugated cardboard in use, places a different limit on the maximum achievable number of wrap** turns. In this study we have isolated one parameter, the number of wrap** turns, and show the influence on the cushioning performance. Research on orbital stretch wrap** for packages (like 3S packaging) is new and very limited, but the findings for some parameters examined for pallet stretch wrap** are usable in this domain as we are using the same films. For instance, the conclusion from Jay Singh et al. states that the highest possible film prestretch level can be used without sacrificing containment force and load containment [8].
Similar to what is stated by Chen Zhong in ‘The Hybrid Drop Test’ [9], we’ve also had difficulties producing accurate repeatable results.during free-fall drop tests. Therefore, they changed their experiments to a controlled shock test, in which the test object is placed on a vertically guided test table. The table usually strikes an impact rubber, the so-called shock programmer. One disadvantage of the controlled shock test is that the input shock has to be configured by modifying the programmer. As explained by D. Goodwin and D. Young in Protective packaging for distribution [10]: The programming of a mechanical shock pulse is the technique of controlling shock characteristics. Shocks are typically specified in terms of their general pulse shape, acceleration vs. time, peak acceleration level (peak g’s), and duration. Shock programmers allow control and variation of each of these parameters. This is good to probe for both parameters of the damage boundary curve, but unnecessary for testing the cushioning performance of the package. In the latter, the ‘real’ input shock is experienced when the package impacts the ground after free fall and is easier to apply by free-falling the package than by replicating with a shock programmer.
Because free-fall drop tests are not suitable because of the lack of repeatability, and the belief that the controlled shock test can be greatly simplified for this research when the shock programming is avoided, we decided to create a mix of both methods. In the next section, we describe the modified guided drop test setup and procedure. Section 3 presents the results and observations, while Sect. 4 frames the results with other research. Finally, in Sect. 5 we present our conclusions, and an outlook on future research.
2 Materials and methods
2.1 Drop test
To evaluate the shock cushioning of a 3S package, a classic free fall drop test cannot be used because it does not simulate the worst-case scenario for the film consequently. In a classic drop test of a 3S package of any product on a tray in a box, the box does not often impact with the ground with one of the surfaces of the box. Due to the eccentricity of the center of gravity of the product, the box lands more often on a rib or point. The shock is then absorbed by the box and is only transferred to a limited extent to the product. However unlikely, cases in which the box impacts the ground on a flat face stress the retention film the most. More specifically the ones wherein the 3S package are impacted with the tray oriented in a vertical plane. The instant the box hits the ground, the product will slide over the tray. This particular movement is then slowed down solely by the film. As the goods must be protected in all directions, we’ve decided to evaluate the worst-case situation. Therefore, this study uses a modified drop test where the tray remains guided in a vertical plane. In this way, we can repeatedly test for the impact in the worst-case direction. The conventional height, for products less than 10 kg, of 76 cm (30″) is used [10].
The setup for the drop test is shown in Fig. 3. The product is wrapped on a tray made of medium-density fiberboard (MDF) with a thickness of 4 mm. Both sides of the tray slide in guideways of 11 mm wide of an aluminum profile. In the horizontal direction, the tray has a total clearance of 6 mm. In every case, the tray is forced to remain vertical during the free fall, independent of the position of the center of gravity of the product.

Modified drop test with vertical guideways for the tray
The bottom of the tray impacts a strip of corrugated cardboard placed on the steel base plate (30 mm thick) of the stand. The strip of corrugated cardboard substitutes and simulates the outer box of the 3S packaging. An accelerometer is used to measure the accelerations of the product, registering both the free fall and the impact on the bottom surface. An aluminum Endaq shock recorder type S4-R500D40, with a sampling rate of 20 kHz, is used for these measurements.
Apart from the vertical guiding, this test setup complies with all the basic requirements for the Standard Test Method for Drop Test of Loaded Containers by Free Fall, ASTM D5276 [11]:
-
Allow the container to be fixed to the apparatus in such a way that the position results in a correct orientation within 2 degrees after impact.
-
Precise control of the fall from the specified height.
-
Use lifting devices that do not damage the test sample.
-
Release mechanism that does not exert any vertical, rotational or lateral force on the test vessel.
-
Impact surface horizontal and flat.
-
Impact surface must be made of concrete, stone, or steel, weighing > 50 × the heaviest container to be tested.
The number of times a product experiences a shock between packaging and unpacking, varies greatly from case to case. E.g. ISTA 1A [12] and FedEx (ISTA 6A) [1], test procedures require 10 drops from 760 mm, Amazon SIOC (ISTA 6A) [13, 14]: 8 × 460 mm + 1 × 910 mm, and after vibration loads another 8 drops. Although the differences in these tests, all are used for e-commerce package testing. One major difference between our setup and these test procedures is that they all vary the drop directions. As we want to examine the wrap** influence in specific directions, we’ve dropped the test package in the same direction throughout the test. This is tougher than the normed test procedures and most likely worse than what a package will experience during distribution. But for comparing parameters within one method, this is not a problem.
In this study, we chose to measure accelerations during 9 consecutive identical drop tests from 760 mm. Nine drops should be more than enough to evaluate the influence of the wrap** turns over many drops and is similar to the amounts prescribed in the referred procedures. The height is in common with ISTA 1A and ISTA 6A(FedEx), but the orientation differs for the purpose of worst-case testing and parameter isolation. Nothing dictates that the package has to survive the nine drops. The data from all drops remain available and it is up to the user of the data to choose the range of interest.
2.2 Test products
To gain the intended insight, three objects with the same bottom area (200 × 100 mm) but different thicknesses (t) and different masses (m) are used. The mass shown in Table 1 is that of the product with the shock recorder included. The mass of the tray itself is not included because the tray is not part of the product to be shipped.
All three test objects were made from a variable number of identical MDF rectangles, stacked to different heights (t) for P1, P2, and P3. The stacks were screwed together with four screws at the corner points to form one solid unit.
A layer of corrugated cardboard (type BC) was added between the test object and the MDF tray to replicate the coefficient of friction of the normally used cardboard tray. This configuration is shown in Fig. 4.

Wrap** segments
The product is wrapped on the tray with commercially available stretch wrap film with a width of 125 mm and a nominal thickness of 20 µm. The film is pre-stretched by 270% during winding. The windings themselves are divided into three groups (wrap** segments), illustrated in Fig. 5. A distinction is made between m cylindrical wraps at the start of the product, p cylindrical wraps at the rear end of the product, and n spiral wraps in between. The number of windings is systematically expressed in this study as it is also entered on the winding machine: #m-#n-#p. A symmetrical test product is used, so logically m = p is chosen. At the cylindrical wraps, 30% of the film width is located over the product's edge and 70% across the product.

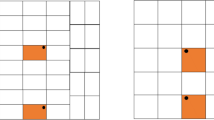
Test package orientations
2.3Test orientations.
The tests were performed with package orientations A and B:
In the case of direction B, after being wrapped, the tray cannot slide freely in the grooves of the setup. The wrapped film would get into the guideways. Therefore, four plastic guide fins are attached to the tray. These slide into the aluminum guideways and keep the edge of the package away from the vertical guides.
In other directions, where the tray is in the horizontal plane and the gravity is perpendicular to the tray, the tray has a significant influence. This influence places those directions outside the scope of this study, as we’re only interested in the effect of changing wrap** parameters. Previous research has already shown that 3S packaging can also provide good shock absorption in the directions that are not considered here [15].
2.3 Acceptance criteria
Several tables circulate in the field of packaging with values of maximum accelerations that different categories of products can experience to avoid damage. The Pelican criteria [3] are being promoted by Pelican, a company that manufactures high-performance protective cases for long-term usage. The values correspond to a large extent to these of [4], a military packaging standard. The PKG table [5] is somewhat less demanding and is frequently used in the design of disposable packaging. In this study, no upper limit was applied to the acceleration that the goods were allowed to undergo. The drop test was repeated several times. The packaging is visually inspected but not adjusted between repetitions. The evolution of the highest acceleration measured is presented graphically. Such graphs can then be used to judge whether a certain number of wrap**s is sufficient to avoid exceeding the highest permissible acceleration for the packaged product.
2.4 Measurement processing
The raw measurements were processed with a 4th-order lowpass Butterworth filter with a cut-off frequency (fc) of 1 kHz. The filter is applied forward and backward (filtfilt) to the signal, resulting in a zero-phase-shift filter. This ensures that the profile of the measured acceleration is preserved as best as possible, but the higher frequency noise is omitted.
As stated for shock recordings by the Handbook for Dynamic Data Acquisition and Analysis [16], the low pass cutoff should always be at least 1.5 times the highest frequency for later data analysis. The measured shocks last at least 10 ms (f = 100 Hz), and details like short transitions in the peaks have a period of an order of magnitude of 2 ms (f = 500 Hz). Thus, the highest frequency at which analyses are performed is 500 Hz, which limits the allowable lowpass fc to a minimum of 750 Hz. The filter used with fc of 1 kHz will therefore have little impact on the conclusions to be drawn.
To increase the displayability, the markers on the acceleration plots were reduced in quantity. Only one in ten acceleration samples is represented on the graphs with a marker.
3 Observations and results.
3.1 Direction A
Figure 6 represents the measured accelerations as a function of time in nine consecutive drop tests in the A direction of product P1 with winding 3–3-3. Due to the deceleration of the product and sensor during ground impact, the measured accelerations are negative.

Accelerations measured during nine consecutive drops with P1 (400 g / 200 × 100 × 31 mm / 3–3-3 wrap** pattern)
The visual inspection of the package between repeated impacts shows that the product has shifted slightly to one side during the first five hits. The measured curves are consistent with this: during the collision, the film is stretched more and more at the upper edge and the product slides over the tray with some stick–slip. When repeating the tests, the film is already more strained at the moment the tray hits the ground, causing the product itself to slow down more. As a result, the maximum acceleration is slightly higher. This is also apparent in Fig. 7. Herein, the magnitudes of the maximum accelerations per drop test are plotted. These decelerations are represented as positive numbers.

Peak accelerations for each drop of P1 (400 g / 200 × 100 × 31 mm / 3–3-3 wrap** pattern)
Figure 8 shows the same readings from three different test series, where product P1 is packaged three times. The tray and product are reused three times. Basically, the packaging is three times identical. The observations described occur three times in a row.

Peak accelerations for three different drop sequences with P1 (400 g / 200 × 100 × 31 mm / 3–3-3 wrap** pattern)
Identical series of drop tests were performed with product P2. The peak values of the measured accelerations are shown in Fig. 9.

Peak accelerations for three different drop sequences with P2 (495 g / 200 × 100 × 43 mm / 3–3-3 wrap** pattern)
The variation in the results and the mean values are significantly higher here. Visual inspection showed that the film was slightly damaged locally at the corners of the package already after the first drop. Due to the succession of impacts during the following drop tests, the tear was enlarged. As a result, several phenomena occur that were not studied further because the described packaging became inadequate.
The tests were then performed with a 4–4-4 wrap** pattern and the results are shown in Fig. 10.

Peak accelerations for three different drop sequences with P2 (495 g / 200 × 100 × 43 mm / 4–4-4 wrap** pattern)
These results are essentially similar to those of P1's 3–3-3 package.
The first drop is always well and consistently handled. This can be seen by the small variation in the measurements of drop #1 and by the trend of the acceleration during this one drop (Fig. 8, Fig. 9, and Fig. 10). In this case, the initial shock is consistently limited to approximately 75 g. During the first fall, the object displaces, resulting in a reduced braking distance for the subsequent drops. Thereafter, this is no longer sufficient to fully decelerate the package during subsequent impacts, leading to direct contact between the product and substrate. As a result, shock absorption is less predictable resulting in slightly more dispersion. For P3, even with a 7–7-7 wrap** pattern, a very large variance of values is observed due to the sliding of the product and collision on the ground combined with the tearing of the film. Only with a 9–9-9 wrap** is this largely avoided.
The trend of the measured acceleration profile enables a judgment on whether or not the object hit the bottom. A selection of two acceleration profiles (drop #1 and #9) from drop sets using package P3 with a 7–7-7 wrap pattern is shown in Fig. 11.

Peak accelerations for three different drop sequences with P3 (865 g / 200 × 100 × 190 mm / 7–7-7 wrap** pattern)
Both measurements proceed similarly at first up to t = 6 ms. At that moment in time, during drop #9, the package starts to make contact with the bottom surface. Since cushioning is minimal at this point, a sharp transient towards a peak value is measured. During the first drop, the test object had a slightly longer range of motion available, allowing the film to decelerate the package a little longer. Still, at drop #1 in this case, the test object also makes contact with the ground, visible at t = 8 ms. Since the package contained less velocity at this time, the maximum peak value is lower.
3.2 Verification
Integrating the measured acceleration to velocity and position allows us to perform some checks. For this, we rely on the kinematic functions.
\(v\left(t\right)= \int a\left(t\right)dt+{v}_{0}\) where a(t) is the instantaneous acceleration. \({v}_{0}\) is the initial velocity.
\(x\left(t\right)=\int v\left(t\right)dt+{x}_{0}\) where v(t) is the instantaneous velocity (derived via the previous function). \({x}_{0}\) is the initial position.
To make use of the kinematic functions, the proper acceleration is converted to a coordinate acceleration, by subtracting the static 1 g present in the Endaq measurements [17].
In the acceleration measurement of a drop test (Fig. 12), six distinct regions can be identified.
-
1.
Package is at rest, drop test has not started yet.
-
2.
Package is released and is in free fall. Given the acceleration of 1 g, the duration t of free fall can be calculated:\(\Delta h=\mathrm{0,76} m ={v}_{0}.t+\frac{1}{2}a.{t}^{2}=0*t+0.5*9.81*{t}^{2}\) resulting in t = 394 ms. This leads to a maximum velocity of vmax = 9.81 m/s2 * 0.394 s = 3.87 m/s at the moment of impact.
-
3.
During impact, the velocity of 3.87 m/s is reduced to 0 m/s.
-
4.
The package springs up again briefly after the impact. The jitteriness of this can be attributed to vibrations that the package picks up at the moment of collision. The relevance of this noise is small because of the enclosed area on the graph and thus the energy change is small.
-
5.
Possibly one or several additional smaller collisions when the package hits the ground again after the bounce.
-
6.
Back at rest, stable 1 g read on the Endaq sensor.

Accelerations measured in one single drop
The universal relationships between acceleration, velocity, and distance traveled are also valid during the impact with the ground. At the beginning of the impact with the ground, t = 0 s is set and the calculated velocity v0 = 3.87 m/s. The velocity at any time during the impact can be calculated with the kinematic functions (Fig. 13) and decreases to 0 m/s. At the first drop, this decrease in velocity often proceeds without a pronounced peak value. In the following drops, the film may not be able to slow down the package in time, so a steep increase is visible in the acceleration profile (e.g. for measurement #9 around t = 4.5 ms in Fig. 13). Here the residual velocity (often around 1 m/s) is further rapidly reduced to 0 m/s, due to the collision between the object and the bottom surface.

Measured acceleration and derived velocity and position for P2 and 4–4-4 wrap** pattern
After the velocity passes through zero, the whole package springs back up. This springback is also partially visible after a drop test: the object is not situated at the edge of the tray, but ≈ 15 mm from the edge, even though it made contact with the bottom during the drop. Successive drops will again touch the bottom after a translation of this 15 mm. Leading to another slide back towards the center of the tray, so that subsequent drops will exhibit a similar stop** distance and thus a similar profile.
After reaching an extremum in the calculated position, the progress of the absolute position of the test object on the tray is difficult to determine. With only the accelerometer data, it is no longer possible to distinguish between two displacements. On the one hand, there is probably a relative displacement between the test object and the tray. On the other hand, the tray and object may also bounce back up as a whole. After reaching the furthest cushioned position, it is less interesting to still track the package. That is where the interesting data stops. The acceleration at this point also decreases to approx. 1 g and with the measurement errors present at this value, it is not possible to integrate to speed and position with sufficient certainty. The measurement deviations here cause too large of an error on the calculated speed and thus position due to drift.
3.3 Direction B
If the package falls in the longitudinal direction (direction B in Fig. 5), then the shock will be mostly absorbed by the start or end windings. The most important aspect to protect the package in the B-direction is to ensure that the product ends are completely enveloped by the wrap**. (left, Fig. 14). In this way, the center of the film should be placed at the edge of the object for the start and end windings. If there is too little overlap over the edge, the following situation occurs (right, Fig. 14) where the package can slide under the foil, leading to poor shock absorption.

proper (left) and improper (right) wrap** of the package edges
Measurements on packings with as many cylindrical start and end windings as middle windings indicate that the A direction is the most critical in those cases. As an example, a drop test of product P1 with a winding pattern of 3–3-3 in test direction B is shown in Fig. 15. There is almost no noticeable difference between the first and the tenth drop of the same package. The maximum g-forces are typically lower in direction B than in direction A. There is minimal dispersion between different drop tests. These observations are repeated with P2 and P3. Because of these findings, we mainly focus on direction A.

Measured acceleration and derived velocity and position for P1 dropped in B direction (400 g / 200 × 100 x 31 mm / 3–3-3 wrap** pattern)
4 Discussion
4.1 Discussion
The number of wrap** turns is a key parameter for wrapped retention and suspension packaging. By using the presented method, it is possible to check whether a package is well-protected in the tested directions. By comparing multiple configurations with varying wrap** turns, the minimum required can be decided. This can lead to significant reductions in wrap** material usage and machine time, improving sustainability and reducing costs.
Prior research for goods protected by retention or suspension packaging, e.g. 3S packaging, is very limited. Our results can only be compared directly to the research performed by Roman et al. [15]. In that study, multiple alternatives for the tray shape of 3S packaging were tested and compared. The trays were placed in a box and classic free fall drop tests were performed from two heights with two weight variants (all four combinations were tested). From the variants that were examined, three should deliver similar results to the tests performed in this study. These variants are shown in Fig. 16. All three designs have a suspended but ‘horizontal’ (as drawn) planar in-box fixed tray design. Variant 1 is the tray shape used in 3S packaging.

Tested corrugated cardboard trays for suspension packaging [15]
The two test products in that study measured 200 × 120x90 mm (l x w x h) and weighed 450 g and 2000 g. Both were dropped from ‘low drop height LDH’, 600 mm, and ‘high drop height HDH’, 1200 mm, on all sides (two were excluded because of symmetry). The packages were wrapped with twelve turns and dropped four times sequentially. P2 (495 g, 43 mm high) with a 4–4-4 wrap pattern comes closest to the referred tests. The table below lists both the results from that study and this one.
To compare both results, we’ve taken the relevant shock tests from our study and calculated the average peak shock from the first four drops of three identical tests, similar to what was done in [15].
As can be seen in Fig. 17, the measured shocks in our tests are higher even compared to the higher 1200 mm drop height tests. A first reason could be the fact that a free-fall box won’t impact the ground perfectly flat. The shock would then be partially absorbed by the envelo** box. Secondly, the tray material used in [15] was one singular C-flute cardboard. This is significantly less rigid than the MDF tray used in our experiments. Thirdly, and possibly the most important reason is that the braking distances differ. We’ve used 35 mm clearance on all sides for these measurements, while the previous tests were performed with 50 mm clearance. Larger braking distances can lower the experienced shocks, especially when averaging over multiple sequential shocks.

Comparison of both study results
Even though results differ, they are both still at the low end of the measured spectrum. Poor package performance is typically situated above 200 g.
4.2 Limitations
The testing method does not attempt to represent a case of a package going through distribution. It is only meant to be used to compare multiple wrap** configurations and to check whether a package is well-protected in the tested directions. It is still up to the user of the data to decide what threshold should be used for the pass/rejection criteria, which will differ from case to case.
The usage of an MDF tray can only simulate packages that are made with a tough high-quality cardboard tray. When using thin or lower-quality corrugated cardboard for the trays, the results will be significantly different. The tearing or buckling damage of the corrugated cardboard is outside of the scope of this study.
5 Conclusion
In this study, a test method was developed to determine the minimum number of windings for a 3S package. For this, the maximum allowable acceleration which a product can withstand must be known. The method uses drop tests in which the orientation of a product with the eccentric center of mass, does not change during the drop. As a result, the most unfavorable orientation of the product upon impact on the ground is reproduced with certainty.
The new methodology demonstrates that it is possible to secure a product to a tray by wrap** the product and tray with stretch wrap film. A minimum number of wraps is required to prevent the tearing of the film. This minimum number of wraps depends on the mass of the product. When applying the minimum number of windings, the maximum acceleration imposed on the product increases with the number of times the product falls in the same orientation. This is explained by a small shift of the product across the tray with each impact, which changes the force distribution in the film.
The proposed method allows us to determine whether the suspension packaging is capable of a fully damped deceleration of the object. This is done by looking at:
-
The presence of a steep peak in the acceleration-time profile. (Presence of a large jerk.)
-
The variation in the maximum shock values of different identical drops.
-
Using integration, the displacement of the package during impact can be determined from the measured acceleration. This corresponds to the measured displacement.
Because of the great interest in 3S packaging by many industries and the favorable results of this initial study, substantially more research is recommended.
5.1 Further research
Numerous parameters of 3S packaging still have to be examined. The measurements discussed in this paper could form a basis to optimize the required number of wrap** turns. Before focusing on the optimization of this single parameter, we believe that it is better to study the influence of other related parameters. To name a few: the type and thickness of the corrugated cardboard of the tray, the design of the tray, nominal thickness and stretch of the wrap** film, and other wrap** patterns. There are certainly more parameters that influence the performance. After further investigation, perhaps some of these can be considered irrelevant as changing them has little influence on the cushioning performance of 3S Packaging. Then a set of core parameters can be adjusted to achieve the optimal configuration.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
Juwet M, Nica W (2022) 3S-packaging. In: AMI Stretch and shrink film EU 2022 proceedings. AMI International
Yam, K. L. (2010) The Wiley encyclopedia of packaging technology: Third edition (K. L. Yam, Ed.; 3rd edition). Wiley.
G Fragility rating guide, https://media.pelican.com/docs/products/rackmount/pelican-G-Fragility-Rating.pdf (accessed 19 August 2022)
Military Specification (MIL) HDBK-304C, Package cushioning design, U.S. Department of Defense: Washington, DC, USA, 1997
Drops and Shock Forces in packaging, http://pkgsolutions.co.uk/kb/Drops_and_Shock_Forces_in_Packaging.php (accessed 15 August 2022)
Navarro-Javierre P, Garcia-Romeu-Martinez M-A, Cloquell-Ballester V-A, de-la-Cruz-Navarro, E. (2012) Evaluation of Two Simplified Methods for Determining Cushion Curves of Closed Cell Foams. Packag Technol Sci 25:217–231. https://doi.org/10.1002/pts.969
Sek MA, Kirkpatrick J (1997) Prediction of the cushioning properties of corrugated fibreboard from static and quasi-dynamic compression data. Packag Technol Sci 10:87–94. https://doi.org/10.1002/(SICI)1099-1522(199703/04)10:2%3c87::AID-PTS389%3e3.0.CO;2-L
Singh J, Cernokus E, Saha K, Roy S (2014) The Effect of Stretch Wrap Prestretch on Unitized Load Containment. Packag Technol Sci 27(12):944–961. https://doi.org/10.1002/pts.2083
Zhong C, Saito K, Kawaguchi K, Setoue H (2014) The Hybrid Drop Test. Packag Technol Sci 27(7):509–520. https://doi.org/10.1002/pts.2050
Goodwin D, Young D (2011) Protective Packaging for Distribution. DEStech Publications Inc., Lancaster, Pennsylvania, USA
ASTM D5276 2009 Standard test method for drop test of loaded containers by free fall (American Society of Testing and Materials)
ISTA 1A 2001. (2012). ISTA 1 series: Non-simulation integrity performance test procedure. Sunol, CA: International Safe Transit Association (ISTA).
ISTA 6 Lab Testing FAQ, [Online]. Available: https://greatnorthernpackaging.com/wp-content/uploads/2020/04/ISTA-6-Lab-Testing-Procedures_FAQ_FINAL.pdf. [Accessed 13 01 2023].
Ships in Own Container (SIOC) for Amazon.com Distribution System Shipment, 2016. [Online]. Available: https://ista.org/docs/6AmazoncomSIOCOverview.pdf. [Accessed 8 12 2022].
J. Roman et al. (2019) Towards Automated Packaging For E-Commerce Logistics. Malaysian E Commerce Journal, 3(3) : 27–30. https://doi.org/10.26480/mecj.03.2019.27.30
Himelblau, Harry, Piersol, Allan G., Wise, James H., Grundvig, Max R., "Handbook for Dynamic Data Acquisition and Analysis", IEST Recommended Practice 012.1, www.IEST.org
” Why does the enDAQ measure +1g at rest, shouldn't it be -1g?”, Troubleshooting & FAQs,[online] https://support.endaq.com/article/125-troubleshooting (accessed 9 September 2022)
Funding
The authors declare that no funds, grants, or other support were received during the preparation of this manuscript.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors have no competing interests to declare that are relevant to the content of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Nica, W., Verschueren, G., Roman, J. et al. Evaluating the influence of wrap** turns for a new packaging method called sustainable specific suspension (3S) packaging. SN Appl. Sci. 5, 127 (2023). https://doi.org/10.1007/s42452-023-05343-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-023-05343-6