
Abstract
With the help of the Electric Impulse Technology, it is possible to remove concrete or mineral surfaces in existing building structures with low vibrations and emissions and to make openings by slotting and cutting. Very fast high-voltage impulses are generated and led to an electrode arrangement positioned on the material to be destroyed. A breakdown is generated in the material and thus the material is destroyed. On this basis, investigations into the removal of concrete as well as mineral structures are carried out and a machine concept for the use of the Electric Impulse Technology for operations in existing buildings is developed.
Article highlights
-
With the help of very fast high-voltage impulses concrete can be destroyed selectively.
-
The research shows advantages in slitting and cutting concrete by reducing vibrations and noise compared with conventional technologies.
-
A concept for a hand-operated tool based on the Electric Impulse Technology is developed.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Construction in existing structures has a significant share of the total construction volume at over 60% and is gaining more and more importance [1]. In new buildings, where high-strength concretes are often used, a considerable amount of work may be required on the existing structures due to fault concreting or subsequent openings. In addition, the dismantling of existing structures is just as much part of the process as the creation of openings and recesses or the removal of surfaces. The use of conventional mechanical methods, such as demolition hammers, chiselling and milling as well as high pressure water and solid-state jets, is associated with increased emissions, e.g. in the form of noise, dust and vibration [2, 3].
This is particularly critical in sensitive environments, such as residential areas. The execution of such work is very unpleasant and stressful, which results in difficulties to find suitable personnel, especially in the current times of skills shortage. The conventional mechanical demolition methods are usually only suitable for specific application scenarios, which means that is not possible to universally use them on the construction site. The regulatory framework conditions, such as the Recycling Management Act (KrWG Kreislaufwirtschaftsgesetz) in Germany, demand selective removal on demolition measures. Only through selective removal it is possible to recycle the demolition material in an equivalent manner and thus reduce land and raw material consumption as well as the energy consumption in the extraction [4, 5].
The Electric Impulse Technology (EIT) offers an alternative to conventional mechanical methods. The EIT is investigated for several years at the TU Dresden prevailing in the area of hard rock destruction while drilling and pre-damaging of ores in processing technologies [6]. With the help of an impulse voltage generator and an electrode arrangement, which is surrounded by a liquid flushing medium, fast high-voltage impulses are introduced into the material to be destroyed. The EIT has several advantages over conventional methods: The electrode arrangement, which leads the high-voltage impulses to the material to be destroyed, only requires loose contact with the material. This reduces both the use of force and wear. Furthermore, in contrast to mechanical processes, no vibrations are generated in the existing building, which prevents consequential damage to the building. In addition, reduced noise and dust emissions can be expected.
As part of a project funded by the German “Zukunft Bau” research program (SWD-10.08.18.7-18.18), investigations into the use of the EIT for removing concrete surfaces and slitting concrete are carried out and the results compared with conventional methods. This includes the analysis of the specific energy demand for destroying concrete by different kinds of electrode arrangements, electrode distances, impulse distances and impulse frequencies.
Concrete reinforcement is not part of the current research in surface destruction, although it is an important topic. Feasibility tests show that the reinforcement is uncovered by the electrical impulses and is not influencing the surface destruction of the concrete. Although it is possible that the impulses will be discharged by the reinforcement, the impulses will destroy the rock in-between the high-voltage electrode and the reinforcement.
Application scenarios are derived from that research and a concept for a technical implementation is drawn up. Some of the results are presented in this paper. After showing the basics of the Electric Impulse Technology in Chap. 2, the generation of the necessary high-voltage impulses is described in Chap. 3. In Sect. 4, we present some applications of EIT for destroying hard rocks and ores, which were already investigated in sooner projects. The next chapter deals with the adaptation of the process to the destruction of concrete. In Chap. 6 the findings are leading into the development of a concept of a hand-operated device to destroy concrete in existing buildings. At the end there is a discussion of the results and a summarizing conclusion.
2 The Electric Impulse Technology
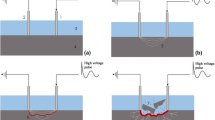
The EIT is based on the dependence of the dielectric strengths of the materials involved on the time of the impact of the electrical field strength. The dielectric strength defines the property of a material to withstand an electrical field strength. The dielectric strength of solids is greater than the dielectric strength of liquids when subjected to continuous voltage. This behaviour changes for very fast impulses with rise times of a few nanoseconds (Fig. 1). The intersection between both characteristics depends on the involved materials. Investigations showed that at a rise time of 100 ns the most solid materials show a lower dielectric strength than fluids [7]. With the help of an impulse voltage generator, high-voltage impulses with rise times of less than 100 ns and an amplitude of several 100 kV are generated. These impulses are led to an electrode arrangement consisting of a high-voltage electrode and a grounded electrode. This arrangement is surrounded by a liquid flushing medium and rests on the solid to be destroyed. If the high-voltage impulses are sufficiently steep, the electrical field strength initially exceeds the dielectric strength of the solid with high probability, which results in an electrical breakdown appearing in the solid and destroying it.

Schematic electrode arrangement and principle of Electric Impulse Technology [8]
Slower impulses with a rise time of more than approximately 100 ns will break through the fluid and will not destroy the solid.
The fundamental requirement for the effectiveness of the method is therefore to generate high-voltage impulses with a rise time of less than 100 ns.
3 Generation of high-voltage impulses
Multi-stage impulse voltage generators are used to achieve the impulse parameters required for the EIT (Fig. 2).

Three stage impulse voltage generator according to Marx [9]
Conventional impulse voltage generators according to Marx consist of n high-voltage surge capacitors C′S connected in parallel. These are charged in parallel to a DC voltage U0 via charging resistors R'L. By triggering or self-ignition of the spark gaps SG, the high-voltage surge capacitors are connected in series and discharge via the dam** resistors R'D to the connected load CB, so that an impulse voltage with an amplitude of û ≈ n. U0 is generated. T1 indicates the front time and T2 the back half-value time of the impulse. The front time constant τ1 of the impulses, which indicates the steepness or the front time T1 of the impulses, can be calculated as follows:
C S and RD are calculated approximately as follows:
It can be seen that the front time constant τ1 is proportional to the sum of the dam** resistances. This means that a small dam** resistance RD results in a small front time constant τ1. In order to achieve very rapidly increasing impulses, as they are required for the EIT, the dam** resistors must therefore be removed.
Furthermore, for the use within the EIT, the charging and discharging resistors R'L and R'E are replaced by charging and discharging inductances L'L and L'E in order to reduce heat losses when charging the high-voltage surge capacitors and thus a higher impulse rate of several 10 Hz to allow.
In the EIT, the load capacitance CB is formed by the solid-destroying electrode, which consists of a high-voltage and a grounded part. Their value can be determined by FEM calculation. As a result, the impulse parameters resulting from the impulse voltage generator and the solid-destroying load electrode can be calculated using a network model prior to construction, which enables the system to be designed. In order to ensure that the EIT can be used effectively, the load electrode and the impulse voltage generator must be matched to one another. The limits are defined by the impulse energy required to generate a technical performance and by the electrical properties of the solid and the surrounding fluid.
4 Application of EIT for destroying hard rocks
On the basis of the EIT, investigations and developments for use in drilling technology and ore processing have been taking place for several years at the TU Dresden [8, 10]. The main focus is on the advantages of destroying hard rock and conglomerates compared to conventional systems. Because of the fact that the breakdown is generated within the solid, acting against the tensile strength of the rock, about 80% less energy is required to crush the solid in comparison with working against the compressive strength [11].
In drilling technology, particularly in deep drilling, conventional drilling methods reach their limits in hard rock. Increased wear and a higher energy demand at great depths reduce the effectiveness and profitability of drilling [12]. The EIT has the potential to solve these problems. For this purpose, a drilling system was developed that generates the necessary electrical energy in the borehole from the kinetic energy of the circulating drilling fluid and transforms it into a high DC voltage to feed the impulse voltage generator, which is also located in the borehole (Fig. 3). Impulse voltages of up to 600 kV are generated. This drilling system is compatible with conventional drilling rigs and has already been tested in-situ [13]. As part of this development, the process of destroying various rocks, such as granite and gneiss, but also sandstone and limestone, was investigated. No restrictions on the effectiveness of the EIT with regard to the type of rock could be registered.

EIT drilling system [8]
In addition to drilling applications, research is also being carried out into the use in the processing of raw materials and the recovery of valuable metals from slag [10]. Conventionally, mechanical crushers have to be used to exert great forces in order to crush the bulk material to the point that material separation, for example of ores, takes place. The Electrodynamic Fragmentation (EDF) as a form of the EIT can have a supportive effect by causing pre-damage to the supplied material. As a result, less energy is required to subsequently shred the material using conventional mechanical processes (Fig. 4).

Schematic diagram showing the energy demand for conventional comminution and with Electrodynamic Fragmentation (EDF) [T. Krampitz/Technische Universität Bergakademie Freiberg (Institute of Mineral Processing Machines IAM)]
Based on previous investigations and developments of the EIT, a use for removing concrete in existing buildings is conceivable. In contrast to the developed applications in drilling and processing technology, however, in structural engineering, emphasis must be placed on other boundary conditions, which will be discussed in the following chapter. Due to the changed boundary conditions, an adaptation of the existing systems is necessary.
5 Concrete surface removal by EIT
The investigations carried out so far dealt with the destruction of very hard rocks and ores with compressive strengths of over 100 N/mm². In contrast to this, concrete structures mostly have compressive strengths below 100 N/mm² [14]. The tensile strength of concrete is only about 10% of the compressive strength and can therefore be overcome with a very low specific energy [15]. In addition, they generally have a greater porosity than solid rock. This changes the necessary impulse parameters. It is known from preliminary investigations that a lower voltage amplitude and a lower impulse steepness are sufficient for the destruction of concrete compared to natural stone.
Therefore, on the basis of the carried out investigations on EIT for use in hard rock drilling and the preliminary investigations on concrete demolition, a test stand is set up to investigate the EIT for concrete removal (Fig. 5).

Five stage impulse voltage generator and test stand for the investigation of the EIT for concrete removal ((1) impulse voltage generator, (2) electrode arrangement, (3) water basin, (4) test specimen, (5) earthing unit)
A five-stage impulse voltage generator with a maximum impulse energy of approximately 80 J is placed in a pressure vessel under increased gas pressure of circa 5 bar (1). The increased gas pressure causes a higher dielectric strength inside the generator housing. As a result, the spark gaps ignite at a voltage of around 40 kV, which leads to an output voltage of around 200 kV. The output impulse is led to an electrode arrangement (2), which is placed on the test specimen (4) in a water basin (3). By earthing (5) the system, it could be ensured that all live parts are discharged between the tests.
For the comparison of different electrode arrangements and impulse parameters, sand-lime bricks are used, which have a similar structure like concrete and are more homogenous. For the tests three electrode arrangements and different electrode distances are used to evaluate the suitability for destroying the chosen materials (Fig. 6).

Electrode arrangements EG A, EG B and EG C
With the help of the impulse voltage generator, impulses with an amplitude of 200 kV and an energy of approximately 80 J are led to the electrodes. Tap water is used as the dielectric fluid. The impulses create craters within the sand-lime bricks. These craters are filled with a silicone of constant density. As a result, the blasted material volumes are calculated by weighing the silicone marks (Fig. 7).

Documentation of tests using sand-lime bricks (left: untreated brick, middle: treated brick, right: silicone mark of the hole)
In comparison to a demolition hammer, the following effective outputs (blasted volume per unit time) can be reached, depending on different electrode arrangements (EG A, EG B, EG C) and electrode distances d (Fig. 8).

Effective output as a function of electrode distance and electrode arrangements
During the tests, it becomes clear, that the different electrode geometries lead to different penetration depths, overcuts and specific energy consumptions and can therefore be used for different areas of application.
While removing the limestone as well as concrete completely, the results also show that the EIT has a significantly lower useful output compared to traditional methods like for example demolition hammers. This is due to the degree of crushing of the concrete, since much smaller fragments are produced with the EIT than with a demolition hammer. So, using the EIT for the complete removal of concrete structures is not expedient based on these results.
However, the advantages of EIT predominate in the selective dismantling or in fine work like cutting and slitting. This includes among others the reduction of vibration and force input and noise, compared to conventional methods. In addition, the cutting electrodes, which are made of steel S235, show no wear and tear in the tests.
On the basis of these investigations, a test stand is developed to remove concrete continuously linear from a vertical wall using the EIT (Fig. 9).

Scheme and prototype of EIT application for treating vertical and electrode arrangement of the tool
The high-voltage impulses are transmitted via a cable from a stationary impulse voltage generator (see Fig. 5) to the hand-guided or automatically moved tool. This consists of a grounded and a high-voltage electrode, which are located in a plastic tube. The liquid flushing medium is fed to the electrode arrangement via this tube. A seal (made provisionally in the test facility) ensures that the flushing medium completely fills the process space between the two electrodes with only limited leakage. The electrode arrangement is placed on a vertical wall and moved at a speed of 1.6 m/min. Impulses with a frequency of up to 25 Hz are generated. The cut traces for different impulse frequencies are shown in Fig. 10.

Traces of concrete removal for a speed of 1.6 m/min and an impulse frequency of (1) 5 Hz, (2) 10 Hz and (3) 15 Hz
With a constant feed rate, the local impulse distance d can be determined from the impulse frequency. The specific energies for cutting the concrete result from the tests carried out (Fig. 11).

Specific energy Espec as a function of the horizontal distance d between the impulses
If the horizontal distances d between the impulses are small, the craters overlap, which reduces the total dissolved volume and thus the specific energy input Espec is high. The degree of overlap and the specific energy demand Espec drops with greater distances d. If the distances d between the impulses are too great, there is no overlap and thus no continuous processing track. It can be seen that an optimization between the impulse frequency and the feed rate is necessary in order to achieve a good cutting result.
On the basis of these results, the application of the EIT for slitting and cutting in sensitive areas appears to be very promising. Furthermore, the process can be an effective alternative for removing the surface of plaster or weathered concrete, as the breakdowns generated propagate along grain and material boundaries. In addition, the intrusion into deeper concrete layers is reduced compared to conventional mechanical methods, which reduces damages of the existing structure.
The tests are accompanied by electromagnetic compatibility (EMC) measurements. No general impairment for humans can be recorded in the close range. However, just the impulse load in the ns-range can impair the function of medical implants. These fields can be attenuated by the use of shielding materials in the process area. For this purpose, further investigations have to be carried out during future development.
6 Technical concept of a hand-operated device
6.1 General concept and components
Based on the aforementioned results, a concept for a hand-held device for the ablation of concrete layers is developed (Fig. 12). While part A of the unit can be moved around the job site on either tires or crawlers, the operator is able to move part B of the unit, consisting of a flexible cable and the enclosed electrodes, across the concrete surface to be processed.

Concept of a hand-operated tool for concrete removal and view of the working electrodes set on the concrete surface
The system consists of a mobile work trolley, in which the impulse voltage generator as well as the mud pump and the mud preparation are located. The trolley has the following characteristics:
-
Connection power: 2.5 kW.
-
Dimensions (h/b/d): 1600 mm/600 mm/575 mm.
-
Weight: 60 kg.
The hand-held tool is connected to the work trolley via the supply lines. The high-voltage impulses are led to the electrode arrangement via a coaxial high-voltage cable. The electrode can be moved freely on the surface to be destroyed. The inner part of the cable works as a conductor and the shielding as grounding. The area of the electrodes is sealed off from the environment, so that the flushing medium supplied via a hose remains in the area of the electrodes and the leakage is limited. With the help of the flushing medium, the removed material is fed via a second hose to the sedimentation basin, in which the coarse components are filtered out and the flushing medium is fed back into the process area. The hand-held tool can be adapted and exchanged for various work tasks such as ablation, slotting, drilling or exposing reinforcement.
In addition to the process-related considerations, occupational safety must be complied with. It is particularly important to ensure that contact with high-voltage parts is prevented during the process. This can be achieved by adequate insulation of the live parts and an automatic switch-off, which can be realized e.g. by adding a dead man’s switch on the hand-held removal tool.
Besides the hand-held variant, the use as an attachment or as an independently operating manipulator is also conceivable and should be developed in future projects.
The machine concept follows a modular structure. It is divided into power supply, impulse generation, flushing/filter system and working equipment with the working electrodes (Fig. 13).

Basic structure of the EIT system
6.2 Power supply and insulation
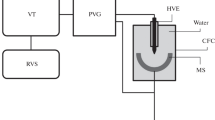
The power supply delivers energy for the individual units of the charging voltage generation, the flushing pump and optionally for a compressor. In addition, the entire system is grounded via the power supply. In the targeted power range of 2,500 W, the power can be supplied via single-phase alternating current as well as three-phase current. It is intended that the system automatically adjusts the power to the available voltage. The functionalities are summarized in the following block diagram (Fig. 14).

Voltage levels and supply of the system
The core is the impulse voltage generator, which enables the generation of impulses of 200 kV and an adjustable impulse repetition rate of up to 50 Hz. The frequency is achieved via a specially designed trigger or optionally via a charging current control. As part of the design phase, special attention is paid to the solid contacting of the high-voltage capacitors with large-area connection plates. This results in a better cooling through convection in the generator.
The charging current is lower than 100 mA, depending on the requirements. This allows the circuit capacitors to be charged sufficiently fast. The charging voltage is up to 40 kV. Corresponding cables are commercially available for both the desired voltage and current ranges.
Ceramic plate capacitors are used to store the impulse energy. These are available for charging voltages up to 50 kV. For steady operation, especially at higher impulse repetition rates, they must not be operated at their maximum voltage. The difference of 10 kV is sufficient to reduce the stress significantly. A series connection of two capacitors would also be conceivable as an alternative for a further improvement of the lifetime. However, in that case the increased service life is achieved with significantly higher material costs.
The number of capacitors required depends on the desired impulse energy. Adding capacitors per stage increases the stage capacitance and thus directly the impulse energy:
U L loading voltage [V]. C S capacity per stage [F]. n number of stages.
An important aspect when designing the system is to keep the installation space as compact as possible. With the impulse voltage generator, this is achieved by installing the circuit in a pressure vessel. The circuit can thus be operated in gas with an overpressure. The typical gas pressure for the tests carried out as part of the project is 6 bar. At this pressure, it is possible to increase the breakdown voltage for a spark gap from 6 kV at normal pressure to 40 kV. For insulating this voltage inside the vessel up to six times smaller distances can be achieved in comparison to the operation without gas pressure. Thus, the required installation space can be minimized.
The reason for this is Paschen’s law, which establishes a relation between the gas pressure, the gap distance and the dielectric strength of the gas (Fig. 15).

Paschen’s curve for air [16]
It is therefore suggested for the system to use the pressure level PN10 as the working pressure. For this pressure range, inexpensive and lightweight components and assemblies are available and there are already many suitable standard parts on the market that reduce time-consuming pressure tests. The pressure setting on the construction site can be achieved on site using a built-in compressor. Ready-made and inexpensive solutions already exist on the market. One advantage is that the ignition voltage and thus the output voltage and the impulse energy can be influenced by the gas pressure. Another advantage of using overpressure is that no dust particles can penetrate the circuit. So it is better protected.
In addition to maintaining pressure, the housing of the impulse voltage circuit also functions as a protection against contact and the grounding of the circuit. For the protection of the operator in particular, it is important to reliably earth the parts leading the impulse voltage and the charging voltages.
For this purpose, all live connections are encapsulated so that accidental contact is impossible. In addition, an external ground connection is provided, which connects the charging voltage with the ground when the system is switched off. This is to avoid that residual charges remain stored on the capacitors and could endanger the operator.
A critical component when setting up the system is the high-voltage feed through, which leads the impulses out of the grounded housing. In addition to the insulation of the high-voltage against the housing, it must also reliably withstand the internal pressure of the housing. In order to keep the load below the dielectric strength of voltage endurance, the feed through is designed for voltages of 400 kV. It thus exceeds the nominal operating voltage by a factor of two. The material for the bushing can be a commercially available plastic such as POM or PA6. It is not necessary to use special materials, which are significantly more expensive, such as PEEK.
A basic design for the implementation is shown in Fig. 16. In addition to the dielectric strength of the insulating body, sufficiently long creepage distances must be provided so that no flashover can occur along the surface of the insulator. The implementation is also carried out in such a way that there is a solid and well-contacted connection to the work equipment. The main components of the equipment are the high-voltage cable and the associated cutting electrodes.

Insulation setup
The cable serves as a conductor for the voltage impulses and at the same time, thanks to its shielding, as a return conductor, so that the circuit to the impulse voltage generator is closed. Ready-made solutions are already commercially available for working voltages in the range of 200 kV, so that no special design is required. Only the cable ends have to be prepared for the connection of the generator and the electrodes. The flushing medium and the control line are routed parallel to the high-voltage cable. Each of these lines is shielded by an electrically conductive fabric and additionally sheathed by another fabric. The resulting double grounding gives the operator the best possible protection from the high-voltage. This also minimizes the emission of EMC interference. The cross-section of the work equipment is shown in Fig. 17. The use of thin-walled, lightweight materials minimizes weight and increases flexibility, which supports the handling of the tool.

Cross-section of the work equipment
Currently, the lifetime of the system is limited by the lifetime of the surge capacitors. This is about 350 working hours at nominal load. Defects and resulting repairs must be expected. The period of use can be increased by optimizing the contacting and a better cooling of the capacitors.
6.3 Electrodes and hand-held unit
The electrodes are exchangeably mounted at the end of the working equipment. The geometry depends on the corresponding task and the material. Flat electrode pairs are conceivable for the removal of a surface, as well as very slim designs for creating slots. Possible solution concepts are already implemented and tested in the completed “Zukunft Bau” research project. A concept for slot electrodes is shown below (Fig. 18). The electrodes themselves are made of simple construction steel. The tests have shown that they are not subject to any electrical wear. Since they are only in loose contact with the material to be removed, mechanical abrasion is also minimal. The loose contact and the almost vibration-free removal results in a significantly increased ease of use for the operator compared to hand-held devices based on mechanical deconstruction. In addition, the weight of the electrodes and the work equipment is significantly lower. At present, a mass below 2 kg can be assumed.

Electrode samples and arrangements for slot electrodes and formed craters
6.4 Dielectric fluid circuit
A particular challenge is maintaining the dielectric fluid in the area of the electrodes. The seal required for this must, on the one hand, be flexible enough to adapt to the structure of the subsurface and, on the other hand, minimize leakage so that the water ingress into the work area is not too large. In the test arrangement, this is achieved with a felt seal, which ensures a sufficient water level for the EIT process and also clearly limits the leakage. For the practical implementation, however, the fluid volume has to be significantly reduced and a return line has to be provided with which the flushing water loaded with removed material is returned. In this way, the water loss is further reduced and the cut material is unloaded in a defined manner.
In terms of acceptance, special attention has to be paid to minimizing the requirements on the water quality. The tests have shown that a large amount of dissolved material can be present in the flushing without harming the cutting process (Fig. 19). Thus, it is not necessary to circulate a large amount of water to minimize the particle loading.

Specific energy demand depending on the solid particles in water
The process can be used without restrictions even with a load of more than 60 kg/m³ of fines. Nevertheless, the filter system has to be designed to remove coarse dirt from the flushing water. Depending on the application, sieves of different fineness and settling chambers can be used (Fig. 20). Furthermore, the electrical conductance should be monitored during the process. The pum** rate needs to be adjustable to meet the different working tasks. The losses due to leakage have to be replenished at any time with fresh water.

Schematic of filtering system
7 Discussion
The Electric Impulse Technology is a process which is known for several decades [17, 18]. The most common applications deal with drilling in hard rock [8, 19, 20] and the comminution and recycling of concrete and other materials in a closed vessel [15].
In this paper, investigations regarding the use of the EIT to destroy concrete in walls and floors of buildings by high-voltage impulses has been shown and a concept of a hand-operated device has been developed. With the help of this tool openings and slits in existing structures can be created in-situ while reducing noise, vibrations and forces. This is a new application in the use of the Electric Impulse Technology.
8 Conclusion
The Electric Impulse Technology has been investigated in hard rock destruction, especially for drilling and ore processing in several projects. Recent investigations into the use of mineral removal in civil engineering open up a new area of application.
In existing buildings, structural adaptations and repairs often have to be carried out. Common mechanical demolition techniques like demolition hammers and milling machines are to be assessed critically, as they make noise and dust emissions, destructive vibrations and consequential damages to the existing building structures due to the mechanical impact. In addition, these techniques are associated with high physical loads for the employees performing the work and the people using the preserved structures beside workplaces. The Electric Impulse Technology offers an ergonomic and low-emission alternative to conventional processes.
As part of a project funded by German “Zukunft Bau” research program (SWD-10.08.18.7-18.18), investigations into concrete removal based on the EIT are carried out. Electrode arrangements are tested regarding the geometry and the impulse distances and frequencies. Hence, the specific energy demand is determined and compared with a conventional demolition hammer. In addition to these various parameter variations, the suitability with regard to different application scenarios in construction technology are examined. It could be shown that the EIT has advantages over conventional technologies for surface removal or for slitting and cutting work. The EIT could be used more selective and less invasive than conventional mechanical technologies. Furthermore, dust, vibration and noise are reduced. For a complete removal of concrete elements, however, the EIT is less suitable due to the high degree of comminution of the removed material and the lower performance value. Based on these results, concepts of a hand-held device and an attachment device are created. It is now important to work with users and equipment manufacturers to convert the concepts and insights into practical products for selective construction measures as part of further applications.
Data availability
Not applicable.
References
Bundesverband Baustoffe–Steine und Erden e.V.; Nachfrage der Bauwirtschaft, Bauen im Bestand, https://www.baustoffindustrie.de/fileadmin/u-ser_upload/bbs/Dateien/2016-07-13_BBS_Zahlenspiegel_ES_Bestands-bau.pdf, 23.12.2020
Müller A (2018) Baustoffrecycling: Entstehung – Aufbereitung – Verwertung. Springer Fachmedien, Wiesbaden, p 54
Meetz M, Mettke A, Liesemeier B, Schmidt S, Verheyen F (2015) Brandenburger Leitfaden für den Rückbau von Gebäuden–Steigerung der Ressourceneffizienz des Recyclings von mineralischen Bau-und Abbruchabfällen, Ministerium für Ländliche Entwicklung, Umwelt und Landwirtschaft des Landes Brandenburg, p 8 f
Basten M (2018) Kreislaufwirtschaft Bau, Mineralische Bauabfälle Monitoring 2016, Bericht zum Aufkommen und zum Verbleib mineralischer Bauabfälle im Jahr 2016, Bundesverband Baustoffe–Steine und Erden e. V., https://www.recycling-bau.de/wp-content/uploads/2019/01/PM-2019-01-21-3-Text-Monitoring-Bericht-2016.pdf, last visited: 03.03.2021
Grimm R (2020) Straßenbau: Wiederverwendung von Asphalt, RM Handelsmedien GmbH & Co. KG, https://www.baustoffwissen.de/baustoffe/baustoffknowhow/garten-landschaftsbau-tiefbau/strassenbau-wiederverwendung-von-asphalt/, last visited: 16.02.2021
Kunze G, Anders E, Beyer T (2007) Untersuchung zur Verfahrens- und Geräteentwicklung für eine ökologische Natursteinbearbeitung mit der Elektroimpulstechnik, Institut für Fördertechnik und Baumaschinen der Technischen Universität Dresden, https://www.dbu.de/ab/DBU-Abschlussbericht-AZ-21705.pdf
Semkin BV, Usov AF, Kurets VI (1995) Principles of electric pulse destruction of materials. Kola Science Centre of the Russian Academy of Sciences, Nauka, Sankt Petersburg, Russia
Voigt M, Anders E, Lehmann F (2016) Electric impulse technology: less energy, less drilling time, less round trips, SPE-182197-MS, SPE Asia Pacific Oil & Gas Conference and Exhibition Perth, Australia
Marx E (1925) Versuche über die Prüfung von Isolatoren mit Spannungsstößen. Elektrotechnische Z ETZ 45:652–654
Mezzetti M, Popov O, Lieberwirth H, Anders E, Voigt M, Hoske P (2018) Microstructural investigation of complex ores processed with electric impulses, XXIX. IMPC Moscow, Russia
Kunze G, Anders E (2009) Studie für ein Vortriebssystem zur Herstellung von tiefen Geothermiebohrungen im Festgestein mittels Elektroimpulsverfahren, Federal Ministry for the Environment, Nature Conservation and Nuclear Safety (BMU), project code: 0327664, Technische Universität Dresden, Dresden. doi: https://doi.org/10.2314/GBV:609719211
Thorhallsson S, Sveinbjornsson BM (2012) Geothermal drilling cost and drilling effectiveness, short course on geothermal development and geothermal wells, UNU-GTP and LaGeo. Santana Tecla, El Salvador
Entwicklung und in-situ Erprobung eines EIV-Bohrsystems (ISEB), BMWi, FKZ: 0325788, 2015–2018, doi: https://doi.org/10.2314/KXP:1667637088
del Viso JR, Carmona JR, Ruiz G (2008) Shape and size effects on the compressive strength of high-strength concrete. Cem Concr Res 38(3):386–395. https://doi.org/10.1016/j.cemconres.2007.09.020
Bluhm H, Frey W, Giese H, Hoppe P, Schultheiß C, Straßner R (2000) Application of pulsed HV discharges to material fragmentation and recycling. IEEE Trans Dielectr Electr Insul 77(5):625–636
Paschen F (1889) Ueber die zum Funkenübergang in Luft, Wasserstoff und Kohlensäure bei verschiedenen Drucken erforderliche Potentialdifferenz. Annal Phys 273(5):69–96. https://doi.org/10.1002/andp.18892730505
Bialecki R, Choi P, Andres U, Shaw CT (1991) Disintegration of rock by high voltage pulse discharge. In: Eighth IEEE international conference on pulsed power, pp 838–841. doi: https://doi.org/10.1109/PPC.1991.733413
Sarapuu E (1969) Rock breaking Method and Apparatus, US Patent 3460766,
Inoue H, Lisitsyn IV, Akiyama H, Nishizawa I (2000) Drilling of hard rocks by pulsed power. IEEE Electr Insul Mag 16(3):19–25. https://doi.org/10.1109/57.845023
Daniel Vogler D, Walsh SDC, Saar MO (2020) A numerical investigation into key factors controlling hard rock excavation via electropulse stimulation. J Rock Mech Geotech Eng 12(4):793–801. https://doi.org/10.1016/j.jrmge.2020.02.002
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
MV, EA and LH planned and designed the test facility and conducted the cutting tests. FW and JO provided advice for the design. All authors discussed the results and contributed to the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Consent for publication
The manuscript has been approved by all authors for publication.
Consent to participate
All authors have approved to participate.
Ethical approval
Not applicable.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Voigt, M., Anders, E., Hammel, L. et al. Application of an Electric Impulse Technology tool for removing concrete or mineral surfaces and cutting concrete within existing structures. SN Appl. Sci. 5, 17 (2023). https://doi.org/10.1007/s42452-022-05232-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-022-05232-4