
Abstract
Reducing customer response time, lowering overall logistic costs, and raising customer service standards are all partly attributable to innovative methods for increasing order-picking efficiency. This paper focuses on the storage allocation issue to determine the optimal stock-kee**-unit (SKU) inventory level and the storage assignment problem to place SKUs in the most efficient locations. In this research, we describe a hierarchical top-down technique for merging separate decision-making processes related to allocation and assignment. In this example, we use the suggested method, and show how the Analytic Hierarchical Process (AHP) yields useful insights for solving the case study at hand. The Radio Shuttle, a rack system with the best evaluation and the shortest product retrieval time, was put forth as an alternative. The proposed solution was estimated to save 50 h of travel time and 48 h of lost work time.
Article highlights
-
We focus on the order picking process optimization.
-
An analytic hierarchical process model is formulated.
-
Some managerial implications for warehouses managers are proposed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Nowadays, a competitive environment and the need for supply chain integration have put huge pressure on warehouses to increase the rate of throughput and decrease operating costs to maximize profits. Many factors need to be considered to achieve this objective. The direct labor costs stemming from the movement of products in different stages of production are considered a prime example of an area that can be optimized to achieve a large cost reduction and efficiency improvement. Warehouse operations such as order picking, loading, unloading, and stocking account for 40% of the total direct labor activities [1], whereas the other 60% is consumed in transporting the products. Order picking is one of the main operations in the warehouse and it contributes to a large portion of the warehouse's total operational cost. It is the most labor-intensive operation in internal logistics.
During the last few decades, many researchers have developed mathematical and simulation planning models to help increase the efficiency of order picking systems in different areas such as storage assignments policies, picking routing, storage retrieval systems, and inventory management, and they have suggested various strategies to increase efficiency and reduce costs. In this paper, the retail warehouse of a sugar company is considered. It is the leading company in sugar manufacturing in the Middle East and North Africa (MENA) region and one of the main vendors of sugar for many countries in Asia and Africa. One of the main problems facing the retail warehouse is the high loading time. This retail warehouse has many customers inside and outside the MENA region and many orders that must be fulfilled on time; thus, it requires a high-efficiency warehouse system. This paper analyzes the loading time in the retail warehouse of the sugar company, identifies the main causes of excessive loading time, and provides some solutions. The main focus is on reducing the travel time by reducing the forklift travel distance [2], which will result in reducing the total loading time.
The specific solutions suggested by this paper are to change the storage policy, using ABC analysis, to one that is based on product picking frequency and to modify the current storage system. Therefore, formulas for different storage policies and systems are compared. It is suggested that class-based storage policies be applied rather than the random policies currently in place. In addition, an Analytic Hierarchy Process (AHP) analysis is constructed to compare different rack systems based on several criteria. The rack system with the lowest product retrieval time is proposed, which is the radio shuttle. The approximated savings in total travel time is around 50 h and 48 h per month for the proposed solutions, respectively.
The proposed work combines different techniques in order picking and time response reduction to reduce the response time in order picking processes.
1.1 Problem statement
This section will highlight the different aspects of the problem in the retail warehouse of the sugar company considered in this paper. The problem will be explained and analyzed from different angles, including layout, stock-kee** units (SKUs), and order processing. Solutions and recommendations will be proposed later in the paper that apply specifically to this company. However, a warehouse could have other problems that require different strategies to improve efficiency and maximize profits.
Figure 1 shows the layout of the warehouse under study. The diagram also shows the entrances and exits, as well as any hallways or corridors that can be used to move goods. It can be seen that the warehouse has a capacity to store 10,800 pallets. Through Gate 10, the pallets are received from the packaging department to be stored in the warehouse. In addition, there are four gates (namely, Gates 1, 2, 3, and 4) for ship** or receiving the SKUs made by the external factory, but only Gate 1 is currently used because it is the nearest gate to the preparation area. The forklift trucks transit outside the warehouse near the ship** door. The warehouse has three main zones (A, B, and C); each zone is divided into two areas (A1, A2, B1, B2, C1, and C2). All products in these areas are stored in block stacking systems, except two lines of selective storage racks, which exist in Zone A1. The block-stacking system allows a maximum of 3 pallets to be stacked, while up to 4 levels can be stored in the selective racks. Currently, the SKUs are stored in the warehouse based on a random storage policy. Based on the design of the warehouse, the routing policy used is the return strategy, which means that the forklift operator goes to the pallet location, picks up the pallet, and comes back using the same path.

Current layout of the retail warehouse
The retail warehouse of a sugar company produces many types of sugar, which can be variously categorized. For example, the SKUs for sugar can be divided into five groups, based on the type of sugar: fine white sugar, coarse white sugar, brown sugar, icing sugar, and diet sugar. They can also be divided into four groups on the basis of their packaging material: polyethylene bags, polypropylene bags, paper sachets, and cartons. Other methods for categorizing SKUs include weight, pallet type, and brand name. However, the retail warehouse of the sugar company under study contains 40 different SKUs, which are stored randomly in the warehouse. Each SKU has an ID number, an estimated demand, and a pallet position number.
The SKUs are received, stored, and shipped on pallets as a unit load. There are four different types of pallets: normal, CHEP, plastic, and heated pallets, but the most commonly used pallets are normal and CHEP pallets. The pallet dimensions (LengthxWidthxHeight) without load are 120 × 100x20 centimeters and with load, 120 × 100x143 centimeters.
A sugar company's loading operations consist of two main processes: picking and ship**. The process that consumes most of the loading time is the picking process. This process includes receiving the order, determining the SKUs and the picking lines, forklift traveling to the lines, picking the SKU, transferring it to the preparation area where the ship** process will start, and updating the inventory system. The ship** process includes loading the SKUs onto the trucks; checking that the order is fulfilled accurately; confirming the pick in the Oracle system; documenting the delivery to the truck driver; and allowing the truck to move to the weighbridge, which is the last ship** station. Table 1 shows the information summary of the loading process.
The rest of the paper is organized as follows: Sect. 2 provides a literature review on warehouse operations. Section 3 presents the methodology of this study, and Sect. 4 presents the data collection. Results and analysis are given in Sect. 5. Finally, a discussion and conclusions appear in Sects. 6 and 7, respectively.
2 Literature review
This section covers essential terminology pertaining to the warehouse, picking time, and the techniques used to study and analyze the warehouse layout. Also included in this section are the results of similar studies that have been conducted on optimizing warehouse operations.
2.1 Warehouse operations
A warehouse is defined as "a planned space for the efficient storage and handling of goods and materials" [3]. In other words, it is a place for storing goods in an efficient, systematic way. The warehouse operations' main goal is to satisfy customers' needs by delivering products in good condition at the right time [4]. Achieving this goal required continuous planning and ongoing modifications involving inspection and repair. Many different classifications for warehouse operations have been formulated. However, the basic warehouse operations consist of receiving, storing, order picking, and ship**, and each operation involves different sub-operations and tasks [4]. Some researchers, such as the authors in [5], consider a wide range of warehouse functions and classify them as optional or elective, depending on the situation. Altogether, 10 functions are often identified. The first function, receiving, mainly focuses on the receipt of materials coming into the warehouse. In repackaging, another function, goods may be processed at once or separately. Put-away refers to the transfer of goods in storage. The function of storing goods refers to physically placing the goods and waiting for demands. Order picking occurs when goods are processed to fulfill customer orders. Packaging and pricing are elective functions within the picking process. Sorting batches is a function aimed at accommodating customer orders containing multiple items. Cross-docking is for receiving, ship**, and packing. Finally, replenishment of goods is an elective function, carried out if needed [6]. In a traditional warehouse that holds inventory, the goods are received and put away in storage; later, they are picked and shipped through ship** docks.
As warehouse operations are becoming more complex to manage, issues regarding various functions have arisen over time. These issues have implications for warehouse locations and layout, and they pertain to the whole supply chain process, which researchers have studied in an attempt to increase overall productivity [7]. The availability of information is critical when making decisions regarding operations such as incoming shipments, customer demands, warehouse dock layout, and the available material handling resources [8]. These inputs help to determine the assignment of inbound and outbound carriers to docks, which is critical in defining the aggregate internal material flows. They also determine the schedule of the carriers at each dock, and they determine the allocation and dispatching of material handling resources, such as labor and material handling equipment.
2.2 The picking process
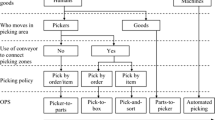
Although the picking process is defined differently, all definitions focus on satisfying customer orders. The authors in [9] have defined the picking process as recalling the items from the storage zone to fill customer requirements. Likewise, the researchers in [10] have defined it as a process within the warehouse to achieve customer orders at the right time and quantity. Order picking is known as the most time-consuming among the functions, representing about 70% of the operating time and about 55% of warehouse operating costs [11]. Thus, this function is essential to study due to its impact on warehouse operations and customer service. The authors in [4] have intensively discussed the three picking policies introduced by [12]: zone, wave, and batch picking. They divide zone picking into sequential zoning and parallel zoning, the former taking place when one or more orders move sequentially across the zones, and the latter occurring when the orders move simultaneously. Wave picking occurs when waves of orders are picked up and shipped together. Finally, batch picking takes place when a group of orders is picked up in one trip. Aside from these three picking policies, the picking process itself might be one-dimensional, two-dimensional, or three-dimensional [13]. These complex systems reflect the value and importance of the picking process on warehouse operations, and they explain why researchers are especially interested in the picking process.
2.3 Optimizing the picking time and travel time
Optimizing the picking time activities may involve redesigning the warehouse layout to help the company optimize the warehousing process. Focusing on two stages in the automotive industry, the researchers in [14] used a mathematical model and stochastic evolutionary optimization approach to optimize the system of order picking and storage location. In the first stage, integer programming was performed to reduce warehouse transmissions and solve the storage location assignment problem. In the second stage, the problems of batching and routing were considered to minimize the cost of travel. The integer-programming model was implemented to analyze the warehouse. To speed up the process of obtaining a solution, the researchers developed a genetic algorithm to solve the warehouse layout problem and improve the real-time application response to production orders, optimizing batches and routes for the order picking. In another study [15], the authors proposed an integrated framework supported by a simulation tool to find the best design for an order picking system that optimized the picking process and its efficiency for two companies. The framework was found to be effective, improving the performance of both companies. These studies show that redesigning the warehousing process can improve the picking time and reduce time and waste, which reflects directly in customer services.
As mentioned earlier, the picking process is well known to cause difficulties and problems and remains one of the main factors that impacts efficiency in warehouses. The SKU's movement constitutes more than half of the total order preparation time [16]. Since movement reduction should be the main goal that companies strive toward in order to stay competitive [17], reducing the picking time is a priority task for every warehouse management. The total picking duration depends on many factors, such as the applied storage system, the level of automation, and the strategy of order completion [11]. It is important for the order to be completed in quantity and assortment and shipped on time (the deadline should not be exceeded). The order picking process consumes the highest share of warehouse resources and costs, accounting for approximately 55% of total warehousing costs [18]. Considering the related operations such as packing and loading, this figure could even reach 61% [19].
2.4 Storage location assignment problem (SLAP)
The Storage Location Assignment Problem deals with how the SKUs are put away in the warehouse so as to optimize the performance measures [20]. Generally, order-picking time represents a warehouse's most important performance measure [20]. Picking performance is directly affected by the process of storage applied in the warehouse. Therefore, warehouse designers try to consider it in the design phase [21]. Roodbergen and de Koster have discussed four approaches to reducing the order picking travel distance or time: 1) dividing the warehouse into zones; 2) picking up orders in groups; 3) picking good routes for picking up orders; and 4) choosing the best way to assign storage locations [22]. The fourth approach to order picking effectiveness focuses on optimizing the SKU's storage assignment, which decreases the order picking travel distance or time [23]. If the wrong storage location assignment strategy is used, the cost of moving things around will also be high and space will be wasted [24].
2.4.1 Storage policies
Products can be assigned to storage locations in different ways, which can be summarized as follows: The first method is called the "Haphazard Policy," which arbitrarily assigns the SKUs to different locations. The second method is called "Dedicated Storage," which assigns the products based on defined criteria [25]. The class-based storage policy falls between these two strategies.
Haphazard storage considers all SKUs in a single class, whereas dedicated storage has one class for each SKU. A dedicated policy stores the higher demand SKUs near the input/output (I/O) point, which is considered more efficient in material handling than a haphazard policy. On the other hand, a dedicated policy lowers space utilization by requiring more space to accommodate the maximum levels of inventory of each SKU in their predetermined locations. Thus, the class-based storage policy merges the advantages of both policies [26]. Figure 2 shows class-based and haphazard storage policies, both known as "Shared Storage" [27].

Classification of storage policies
Haphazard storage is a simple procedure. To store an SKU, the warehouse manager only needs to know if the storage location is empty or not. The most common types of this storage method are the following: closest open location, random assignment, longest open location, and farthest open location [26]. Haphazard storage is a common practical policy due to its many advantages, including simple implementation, space utilization, immunity to assortment and demand fluctuations, and low congestion due to the uniform use of aisles. On the other hand, there are some pitfalls to this policy, such as the fact that it causes difficulties and confusion in positioning the tracking system since products do not have predetermined locations [28]. In addition, the lack of a systemic view of strategic storage location results in declining warehouse performance as product information is not utilized or considered as consecutive processes [29].
In dedicated storage policies, the storage locations are reversed and allocated for SKUs over the planning horizon based on an appropriate criterion. In 1976, Kallina and Lynn defined four main criteria for dedicated storage procedures: complementarity, space, compatibility, and popularity. Complementarity refers to the practice of kee** SKUs that are likely to be ordered close together. Space refers to the practice of assigning locations near the (I/O) doors to the less bulky products. Compatibility mandates that products be stored close together only if they do not contain risks of infection, contamination, corrosion, or other damage; incompatible products should not be stored close together. Finally, popularity means storing popular products with high demand near (I/O) doors to reduce the total travel distance, as these products are the largest contributor to the distance [30]. Altogether, part number, turnover, cube per order, correlation, and length of stay are the most common criteria for dedicated storage.
The researchers in [31] have proposed that class-based storage products be classified on the basis of a suitable criterion such as usage rate or volume. Then, each class can be assigned to a storage area in the warehouse. Products can be positioned in a class based on a simple haphazard rule, such as the nearest open location. If the number of classes equals three, the method of storage is often called ABC storage. Considered in terms of class, products stored under the haphazard method belong to one class, whereas under the dedicated policy the number of classes are equal to the number of SKUs.
The class-based policy is more commonly used than these two alternatives, however, due to its several advantages, such as manageable maintenance, simple implementation, and the ability to cope with demand variations and product mix [32]. This policy is much easier for administration as it does not require a full-sorted list of SKUs for implementation as compared to dedicated storage. A class-based storage policy is also better in terms of travel distance and travel time than a random storage policy. Furthermore, Muppani and Adil show that when a system faces high demand fluctuations, a class-based policy performs better than a dedicated policy [33]. Most previous studies have chosen turnover rate as the criterion for classifying products [23]. However, all other criteria displayed in dedicated storage can also be applied to class-based learning. In this paper, the Cube-per-Order Index (COI) class-based storage policy is applied.
2.5 SKUs classification using ABC analysis
ABC analysis is a well-known single-criterion analysis tool that classifies products and is widely used in warehouses due to its ease of implementation, maintenance, and handling of changes in picking frequency and assortments [32]. In addition, a class-based storage strategy is preferable to a full-turnover dedicated storage policy [34]. The practice of ABC analysis divides the products into three classes with 80%, 15%, and 5% participation for classes A, B, and C, respectively [35]. However, these percentages can be modified to permit more than three classes. In addition, the analysis can be executed using various criteria [36]. Some examples of ABC classification criteria are the number of times an SKU is picked, its volume, its sales value, and its COI [37].
2.5.1 Rack systems
Storage improvement should be ongoing as the number of customers increases. Since warehouses have limited space, this space must be utilized to the full. There are various types of racking systems for storing products, and each type has a different storage function. The type of system chosen will depend on the needs of the warehouse. Increasing the number of pallet positions and organizing the high, medium, and low demand products to make higher demand products more accessible will improve warehouse optimization and decrease travel time for workers. The latter is essential, since movement is the most important factor to consider in determining which storing method to use [38]. Once the proper type is chosen, a sequence of actions will be needed to take advantage of the new system, such as designing the forklifts and other machinery [39]. The radio shuttle, which can be applied to all warehouses, is designed to cut distance and improve the utilization of the warehouse.
While rack systems make efficient use of space and reduce distance, they are also costly to implement. When a rack system is implemented, warehouse systems such as electricity, sprinklers, and gates must be redesigned [40]. In [41], the researcher studied the suitable selection of storage rack systems in an e-commerce clothing industry using AHP by comparing storage rack systems on criteria such as cost, volume utilization, height utilization, ease of order picking, and stock cycle speed. A consulting group first compared different storage systems based on cost, volume utilization, height utilization, ease of order picking, and stock cycle speed. Then, considering the usage areas, features, and advantages and disadvantages of different systems, they decided to include Back-to-Back, Narrow Aisle, and Automatic Storage systems, based on the AHP analysis. Back-to-Back racking was the most appropriate storage system with a 36.2 percent ratio. Automated storage systems came next due to their cost disadvantage, and the Narrow Aisle Rack System fell behind other systems. However, because of the speed of the inventory cycle, the Narrow Aisle Rack System was less expensive than Automatic Storage.
2.5.2 Use of AHP in layout design
The plant layout is critical in terms of warehouse profitability and effectiveness. Because of the importance of the layout in industrial companies, it has been a focus of research for many decades. Several formulations have been developed to solve the plant layout problem. When a production plant site is divided into discrete rectangular grids and each facility adopts one or more of these grids, the layout is often referred to as a Quadratic Assignment Problem (QAP). Recent research has introduced the easiest solution to the plant layout problem by using FLD analysis to locate grid cells in facilities while aiming to minimize the total cost of material handling.
Even though many algorithmic and exact approaches have been suggested to estimate the solution to plant layout problems, they are NP-hard; there is no exact solution, especially when the essential and crucial requirements affect FLD and lead in constrained time environments to complexity regarding significant issues. In recent work, a MIP statistical equation was developed for incorporated production system planning. The economic decision model takes product portfolio, capacity planning, process planning, and facility layout into account, and this study used a similar model in which equipment dimensions and places were different factors and numeric factors were introduced to enforce the non-overlap constraint. All facilities in the formulation of layout plans may be located anywhere on the linear site [14], but they should not coincide [13].
Order processing, the most time-consuming task in warehouses, is crucial in the fast expansion of the online retail business since customer orders must be fulfilled within constrained time frames. Assigning the right goods to the right storage locations is one of the fundamental strategies to improving order-picking operations. The storing zone problem is typically NP-hard and is primarily solved by heuristics, which either have poor solution quality or require extensive effort, especially for complex problems.
3 Methodology
All the methods and calculations used in the research will be explained step-by-step, ending with the expected results if those methods have been used. Figure 3 shows a summary of all the methodology steps.

Methodology steps summary
3.1 Models and formulas assumptions
-
1.
The warehouse handles 40 different SKUs, but only 32 of them are considered in these calculations.
-
2.
The number of pallet positions required by SKU is known.
-
3.
The pallet positions are pre-established, so the number of storage lines and columns do not vary.
-
4.
The storage line cannot be assigned to more than one SKU.
-
5.
There is only one I/O available for ship**, and the distance from each line to the I/O point is known and rectilinear.
-
6.
The forklift movement starts from a specific point and ends by coming back to the same point.
-
7.
The forklift speed is known and fixed.
-
8.
There is no shortage in order fulfillment.
-
9.
Time and distance measurements focus on retrieving pallets from the storage locations using forklifts and delivering the picked pallets to the ship** area. Some other activities, such as managerial activities, are excluded.
3.2 Cube per order index (COI) index
The COI is applied by introducing the COI index of an item. The COI index for an item is the ratio of the required number of pallet positions (i.e., storage space) to the number of movements per period. Then, the COI could be calculated using Eq. (1) with the previous notations.
where: Si = number of storage locations required for product i, Pi = number of trips in/out of storage for product i (e.g., throughput of product i).
3.3 ABC analysis
ABC analysis is a very simple technique to classify SKUs used to optimize the warehouse or inventory according to their degree of importance [42]. It aims to organize the stocked SKUs to reduce the time needed to manage them (e.g., time to put away, search, pick or move items in the warehouse).
3.3.1 ABC analysis concept
SKUs are classified into three classes based on specific criteria in ABC analysis. Those criteria could be picking frequency, COI, turnover, annual profit, or any other criteria, and the SKUs will be assigned based on their contribution to those criteria. Table 2 summarizes the product classification.
3.3.2 ABC analysis procedures
ABC analysis procedural steps are as follows [43]:
-
1.
Determine the value of the chosen criteria for each item (e.g., demand or picking frequency).
-
2.
Calculate the summation of the values of the individual items.
-
3.
Calculate the percentage value of each item concerning the total volume of the selected criteria.
-
4.
Sort the items based on their percentage values from the best to worst (usually in descending order).
-
5.
Calculate the cumulative percentage values.
-
6.
Examine the cumulative percentage values and group the items into three classes based on the classification rule.
3.4 Travel distance and travel time calculations
Considering the current layout of the retail warehouse shown in Fig. 1, the distances of the forklift routes are determined based on the assumption of rectilinear distance. Therefore, the total distance that the forklift travel can be divided into two components: (1) horizontal travel distance (i.e., on the x-axis) and (2) vertical travel distance (i.e., on the y-axis). The travel distance of the forklift's forks to the item height will be neglected because it does not differ for all products and storage policies. However, the distance calculations will be calculated from the center of each aisle. The pallets' location areas are determined based on the pallet's dimension. Based on the distance calculation, the total order retrieval time can be expressed using the forklift speed and distance traveled per time unit relationship as follows:
3.5 Models formulation
3.5.1 Random storage policy
A random storage policy is a currently applied policy in the retail warehouse, random means that there is an equal probability for each storage location to be accessed at any point in time. Therefore, the expected picking travel distance for the random storage policy is the simple average of the sum of all distances [44] and can be calculated as follows:
where: dij = distance, time or cost between products i and j, Si = number of storage locations required for product i, Pi = number of trips in/out of storage for product i (e.g., throughput of product i).
3.5.2 Class-based policy
The storage area is divided into several classes in a class-based storage policy. While the classes are arranged based on some criteria, the products within a class are put away randomly. Assume the case where the warehouse is divided into three classes; the partitions between classes are noted as R, which is the last storage location index in the class. All products that belong to class 1 (i.e., class A) are arranged randomly in the storage locations that are at location index j with \(j \le R_{1}\). The products assigned to class 2 (i.e., class B) are arranged at storage location index j with \(R_{1} < j \le R_{2}\). In the same way, in class 3 (i.e., class C), the products are arranged at the storage location index with \(R_{2} < j \le S\). Let \(P_{{c_{1} }} ,P_{{c_{2} }} ,{ }and{ }P_{{c_{3} }}\) referred to total pallet movements for SKUs assigned to classes 1, 2 and 3, respectively. Therefore, the expected one-way picking travel distance can be expressed as [45]:
Since the current storage lines ID does not represent the actual order of the distance, the lines should be reported in ascending order of distance, and this rank represents the classes' partitions.
3.6 Analytic hierarchy process (AHP)
The AHP, introduced by Thomas Saaty [46], is a procedure designed to quantify managerial judgments of the relative importance of several conflicting criteria used in the decision-making process. The AHP method describes the problem in three parts. The first part is related to the issue that needs to resolve. The second part describes the alternative solutions available in order to solve the problem. The third part and, most importantly, the AHP method criteria are considered and used to evaluate the alternative solutions.
AHP can be defined as a dynamic and useful tool due to the final scores obtained from the pair-wise comparison evaluations between criteria and alternative solutions. The experience of the decision-maker guides the calculations made in the AHP, and the AHP can be recognized as a tool that can turn the assessments made by the decision-maker into a ranking of multi-criteria. Additionally, the AHP is clear because there is no need to create a complicated system structure with decision-makers included in it. On the other hand, the AHP may need many evaluations by users, mainly if the problems include many criteria and alternatives. Evaluating every single option is simple because it requires the decision-maker to express two criteria or alternatives by comparing others. In order to conduct the AHP, there are sets of steps that need to follow:
-
Step 1: List the overall goal, criteria, and decision alternatives.
-
Step 2: Develop a pair-wise comparison matrix.
-
Step 3: Develop a normalized matrix.
-
Step 4: Develop the priority vector.
-
Step 5: Calculate a consistency ratio.
-
Step 6: Develop a priority matrix.
-
Step 7: Develop criteria pair-wise development matrix.
-
Step 8: Develop an overall priority vector.
The first step is to make a hierarchy shape for the overall goal, criteria, and decision alternatives. Then, the second step is to rate the relative importance of each pair of decision alternatives.
The matrix lists the alternatives horizontally and vertically and has the numerical ratings comparing the horizontal (first) alternative with the vertical (second) alternative comparison matrix are shown in Table 3. Furthermore, Intermediate numeric ratings of 8, 6, 4, and 2 can be assigned. The value of 1 is always assigned when comparing an alternative with itself. In the third step, each number in a pair-wise comparison matrix column will be divided by its column sum. In the fourth step, the average of each row of the normalized matrix is calculated. These row averages form the priority vector of alternative preferences with respect to the criterion—the values in this vector sum to 1. In the fifth step, calculation of the consistency ratio of the subjective input in the pair-wise comparison matrix is performed. A consistency ratio of less than 0.1 is good. For ratios greater than 0.1, the subjective input should be re-evaluated. In order to calculate the consistency ratio, several points need to follow:
-
For each row of the pair-wise comparison matrix, determine a weighted sum by summing the multiples of the entries by the priority of its corresponding (column) alternative.
-
For each row, divide its weighted sum by the priority of its corresponding (row) alternative.
-
Determine the average, λ max that results from step 2.
-
Compute the consistency index (CI), of the n alternatives by:
$$CI{\text{ }} = \frac{{\left( {\lambda \max - {\text{ }}n} \right)}}{{\left( {n{\text{ }} - 1} \right)}}$$(5) -
Determine the random index (RI), as shown in Table 4.
-
Compute the consistency ratio (CR):
$${\text{CR }} = { }\frac{{{\text{CI}}}}{{{\text{RI}}}}$$(6)
In the sixth step, after steps 2 through 5 have been performed for all criteria, the results of step 4 are summarized in a priority matrix by listing the decision alternatives horizontally and the criteria vertically. The column entries are the priority vectors for each criterion. The seventh step is done in the same manner as that used to construct alternative pair-wise comparison matrices using subjective ratings (step 2). Similarly, normalize the matrix (step 3) and develop a criteria priority vector (step 4). The criteria priority vector (from step 7) will multiply by the priority matrix (from step 6) in the last step.
4 Data collection
The gathering of data is an essential part of every research project. In order to reach your goals, you must take action. Data must be gathered with care, and it should be neither too huge nor too tiny to be of use. Having an idea of what sort of data you need and how long you need it for Rather of focusing on sheer quantity, we should instead concentrate on high-quality output. Using several tools, we want to shorten the loading time as much as feasible.
4.1 Data collection for ABC analysis
There are 40 different items to choose from. Rack systems with eight SKUs are available. Each SKU's month-to-month fluctuation is shown in the next column. The proportion of each SKU's displacement from the others is shown in the following column. This might reveal which SKUs are most popular. Each SKU's lines are listed in the next column. Lines form the structure of the warehouse. 24 rows and three layers make up each line. In the next column, the total number of pallet locations is obtained by multiplying the number of lines by 24 and then by 3. The number of SKUs with a pallet location is shown in the last column. Finally, the COI index for every SKU is calculated. Divide the pallet position over the movement to do this.
4.2 Data collection for AHP analysis
During the AHP study, a warehouse manager was consulted for his thoughts on the criteria for assessment. The other warehouse employees gave the following criteria: cost, utilization, loading accessibility, and stock cycle speed. Table 5 displays the results of the examination of a consulting firm for the various possibilities. The data received from the warehouse manager for further evaluation purpose.
5 Results and analysis
In this section, all the methods that have been discussed in the methodology section will be applied.
5.1 COI index and ABC analysis
In this analysis, only 32 of the 40 SKUs, which represent 97 percent of the overall storage need, are considered. The COI for the 32 SKUs is sorted in ascending order (i.e., from lowest to highest). Many SKUs use the same storage locations, despite minor variations in demand, because of a requirement in the retail warehouse demanding that each storage line be allocated to just one item (i.e., picking frequency). COI-based allocation may not be suited for ABC analysis; thus, it may be changed based on pure demand or choosing frequency. The number of pallets sent per unit of time is known as the picking frequency.
It is best to use the ABC categorization rule because of the frequency of selection. Table 6 shows the results of the ABC analysis. The SKUs will be assigned to storage locations in subsequent sections based on this categorization.
5.2 Travel distance calculations
Based on the warehouse drawings provided by the retail warehouse management, the distances of the aisles where the forklifts are moved are calculated. The results are shown in Fig. 4. Distance is separated on the basis of the aisles’ interaction. The travel distance calculations determine the distance between each storage line and the preparation area, and the storage lines are rated in the following order, from left to right: A1, B1, C1, A2, B2, and C2. To classify these storage lines, the distances must first be sorted ascendingly.

The retail layout with aisles distances
This section shows the outcomes of using the formulae explained and referenced in Sect. 4. Current storage policies were compared to those under consideration. Each policy's total distance was first computed, and then the total picking time was established based on the safe forklift speed of 10 km/h (or 10,000 m/h). Finally, time and percentage savings were calculated. Table 7 provides an overview of the findings. As this table shows, switching from the existing random storage strategy to a class-based strategy would reduce journey distance by 499,172 m and transit time by 50 h, saving a total of 2,249,907 m.
When the class-based policy is implemented, the SKU's storage location assignment will be altered, since the SKU's allocation to the storage lines will then be dependent on its class classification. As a consequence, the configuration of the warehouse will alter, as seen in Fig. 5. The suggested arrangement does not fit the zone dividers since the partitions are intended to meet fire safety standards. However, colored signals and line numbers may be used to prevent allocation problems.

Retail layout based on class-based policy
5.3 AHP analysis and results
The rack system was selected as the best alternative option using the AHP method. As shown in Fig. 6, a warehouse retailing rack system selection model has been developed. Goals, criteria, and options are the three aspects of the model. Choosing the optimum rack system in this scenario involves four criteria: cost, utilization, load access, and stock cycle speed. Drive-in, push-back, double-reach, radio shuttle, and ground storage are all included in these selected rack systems.

AHP hierarchy model for warehouse retailing
Among the four criteria mentioned above, cost is calculated per pallet position. Utilization refers to how many pallet positions of the warehouse have been covered or used. Load accessibility refers to the ability to transfer the product easily from receiving to ship**, and stock speed cycle is the time needed to move the products outside the warehouse.
Tables 4 and 5 illustrate the results of the warehouse manager's evaluations based on the comparison matrix. For each criterion, the weights are shown in Table A-1 (Appendix A). It is apparent that among the other criteria, utilization has a considerable weight. Equation (6) yields a consistency ratio of 0.08, indicating a satisfactory level of consistency has been achieved.
5.3.1 Cost criterion
Table A-2 (Appendix-A) compares various rack system alternatives based on the cost criterion using the comparison matrix. Table A-3 (Appendix A) shows the normalized matrix of the averaged values of each alternative in terms of cost criterion and the weights calculated by averaging each row. The results show that ground storage with a weight of 24.82% is more beneficial in terms of cost than other rack systems. The more expensive rack system is push-back, with a weight of 1.93%. The consistency ratio equals 0.05, which is within an acceptable range of consistency.
5.3.2 Utilization criterion
Table A-4 compares the different alternatives among rack systems according to the utilization criterion. This criterion, as calculated earlier, has a higher weight among the other criteria. Table A-5 (Appendix A) shows the normalized matrix of each alternative's averaged values and storage rack system weight according to the utilization criterion. Radio shuttle has a higher utilization rate than the others, with a ratio of 51.21%. Although ground storage is beneficial in terms of cost, it is calculated to have 10.35% utilization. The consistency ratio equals 0.06, which is within an acceptable range of consistency.
5.3.3 Load accessibility criterion
Table A-6 (Appendix A) compares various rack system alternatives based on the load accessibility criterion. This criterion affects the workers directly in terms of safety. Because accessibility was difficult for the workers, high injuries could result. Table A-7 (Appendix A) shows the normalized matrix of the averaged values of each alternative and the weight of storage rack systems according to the load accessibility criterion. It was calculated that the load accessibility in the radio shuttle system is easier than in the other storage rack systems, with a weight of 38.91%. The load accessibility in the current storage (ground storage) seems difficult with a weight of 8.60%. The consistency ratio equals 0.05.
5.3.4 Stock cycle speed criterion
Table A-8 (Appendix A) compares various rack system alternatives based on the stock cycle speed criterion. This criterion represents the loading time. Table A-9 (Appendix A) shows the average weight of storage rack systems according to the stock cycle speed. The higher contribution weight is for radio shuttle, which is considered the fastest rack system among the other systems, with a weight of 50.23%. The push-back system is considered the slowest system, with a weight of 2.45%. The consistency ratio equals 0.07.
5.3.5 AHP final score
Table A-10 (Appendix A) shows the final scores for the rack systems calculated. The scores are obtained by multiplying the weights of the criteria by the weights of each alternative, then taking the summation of each row. Radio shuttle has a higher score than the other rack systems, with a ratio of 47.11%, which makes it the best choice for the retail warehouse.
6 Discussion
The results of the AHP show the most appropriate storage rack type that can be implemented in this case study. Radio shuttle has the highest score of all types. Choosing the right rack system has some limitations. The space utilization of the warehouse should increase or remain the same to accept the rack system. If the top-rated rack system decreases space utilization, it should not be considered. The second limitation is the cycle speed, or how fast the stock can go out of the warehouse. Time is limited in this case, so with space utilization, the stock cycle speed should increase.
In this study, radio shuttle improved the warehouse operation by storing different types of SKUs in one line, whereas the current storing method did not allow for more than one type in a line. This can happen when each level of the rack is treated as an independent line, reducing the space of the aisles. Radio shuttle can do the job of transferring the pallets to the empty location from the first position of the line.
Forklifts cause many accidents while transferring the pallets from one point to another. The damage is huge and occurs when a full stack collapses because of a small accident. This rack system minimizes human involvement by taking the pallets from one point and storing them. When the pallets are ready for ship**, it also moves them to the ship** forklift, so there is no need for forklifts to move between the pallets.
The speed of filling a truck or removing stock is critical to the warehouse. Governmental regulation allows the trucks to move in the streets only for a specific time, so trucks need to be filled in a short time and as fast as possible. In this study, the radio shuttle cut the distance for the forklift to move inside the warehouse.
In order to assess the advantage of the proposed solution, we measured the distance and speed in the current situation and compared these figures to those obtained in the proposed situation. This comparison was conducted to help the company decide whether the improvements provided by the new system are worth the changes required. The distance was calculated for all storage lines. Each line has a number of pallet positions. In the proposed situation, the distance traveled by forklift through the lines was done by the radio shuttle to save forklift time. The distance from each pallet position to the aisle was calculated. The overall saved distance was about 242 km. The average maximum speed of the forklift inside the warehouse is 10 km/h, while the forklift speed inside the line is 5 km/h. The radio shuttle cut the time required for the forklift to move inside the line, saving about 48 working hours. This impacted the total load, which was minimized as the forklift travel distance was reduced. In addition, this choice increased space utilization as it both reduced the space requirements and increased the freedom of using the pallets' position levels (height), which are currently forced to store only one SKU in a storage line.
7 Conclusions
Warehouses have complex integrated systems that must be kept in mind when attempting to make changes. Reducing the loading time, which includes the put-away process and the ship** process, requires rearranging the warehouse. The warehouse arrangement indicates the position of each SKU. With the random storage policy, low demand items may be stored in a place where there are high demand items, which will lead to unnecessary time in order picking. Moreover, when space is limited, increasing utilization becomes very important to save costs. In this study, the sugar company was struggling and needed some solutions.
Our analysis indicated that three fundamental problems affected the loading time: layout, SKU arrangement, and process time. All these problems affected the loading time in a way that can be modified. The layout had some issues with the input and output gates as well as the height of the block: only three pallets were stacked, though there was room to increase it to four pallets. The second problem was the haphazard arrangement of SKUs inside the warehouse, which we arranged according to demand. The last problem was with the process that the product follows from receiving to ship**, which needed to be simplified to reduce the time in the process.
Different tools were used in this research to investigate and simplify the process. The use of Microsoft Excel was implemented to track the process through the control charts. Microsoft Excel was also used to determine the COI index and build the ABC analysis. The last tool used was the AHP, which was built and designed using the same Microsoft software.
One of the proposed solutions in this paper was to rearrange the SKUs and change the current storage policy in the warehouse to reduce the travel distance in order picking. The literature on SLAP and different storage policies was reviewed, which included comparisons between different storage policies. On the basis of this review, a class-based storage policy was proposed in the warehouse as an improvement over its current random storage policy. ABC analysis was used to classify the SKUs based on picking frequency. In addition, different analytical formulas were established (based on the literature review) to compute the total travel distance and travel time under both policies. The results showed that a saving of approximately 50 h per month could be gained, accounting for 22.18% of the total travel time under the random policy.
The next solution in this paper was to choose the best rack system among different types in order to redesign the warehouse. The type chosen was selected on the basis of the criteria important to the company. The AHP technique was also used to find the highest score among the racking scores, taking into consideration these criteria. Compared to the current system, the proposed radio shuttle saved 242 km of unnecessary distance, which translates into about 48 working hours per month.
The work was carried out with known input data in order picking and ship** process in the sugar industry, and the proposed method applied to a fixed layout with basic parameters was only considered for evaluation. The work can be extended with fuzzy AHP to make better decisions in the order picking process.
Data availability
The data supporting this study's findings are available from the corresponding author upon reasonable request.
References
De Koster R, Le-Duc T, Roodbergen KJ (2007) Design and control of warehouse order picking: a literature review. Eur J Oper Res 182(2):481–501. https://doi.org/10.1016/j.ejor.2006.07.009
Burinskiene A (2015) Optimising forklift activities in wide-aisle reference warehouse. Int J Simul Modell 14(4):621–632. https://doi.org/10.2507/IJSIMM14(4)5.312
O'Byrne R (2017) A definition and basic explanation of warehousing in supply chain. Retrieved April 30, 2020, from https://www.logisticsbureau.com/about-warehousing/
Shah B, Khanzode V (2017) A comprehensive review of warehouse operational issues. Int J Log Syst Manag 26(3):346–378. https://doi.org/10.1504/IJLSM.2017.081962
Erdil A, Erdil M (2017) Evaluation and improvement of warehousing systems: a case study of X firm In Turkey. PressAcademia Procedia, 3(1), 1–8. https://doi.org/10.17261/Pressacademia.2017.386
Prasad PSS, Shankhar C (2011) Cost optimisation of supply chain networks using Ant Colony Optimisation. Int J Logist Syst Manag 9(2):218–228. https://doi.org/10.1504/IJLSM.2011.041507
Dai H, Tseng MM (2011) Determination of production lot size and DC location in manufacturer? DC? retailer supply chains. Int J Logist Syst Manag 8(3):284–297. https://doi.org/10.1504/IJLSM.2011.038988
Nidhi MB, Anil B (2011) A cost optimisation strategy for a single warehouse multi-distributor vehicle routing system in stochastic scenario. Int J Logist Syst Manag 10(1):110–121. https://doi.org/10.1504/IJLSM.2011.042056
Le-Duc T, De Koster RMB (2005) Travel distance estimation and storage zone optimization in a 2-block class-based storage strategy warehouse. Int J Prod Res 43(17):3561–3581. https://doi.org/10.1080/00207540500142894
Pan JCH, Shih PH (2008) Evaluation of the throughput of a multiple-picker order picking system with congestion consideration. Comput Ind Eng 55(2):379–389. https://doi.org/10.1016/j.cie.2008.01.002
Kłodawski M, Jacyna M, Lewczuk K, Wasiak M (2017) The issues of selection warehouse process strategies. Procedia Eng 187:451–457. https://doi.org/10.1016/j.proeng.2017.04.399
Gu J, Goetschalckx M, McGinnis LF (2010) Research on warehouse design and performance evaluation: a comprehensive review. Eur J Oper Res 203(3):539–549. https://doi.org/10.1016/j.ejor.2009.07.031
Habazin J, Glasnović A, Bajor I (2017) Order picking process in warehouse: case study of dairy industry in Croatia. Promet-Traffic Transp 29(1):57–65. https://doi.org/10.7307/ptt.v29i1.2106
Ene S, Öztürk N (2012) Storage location assignment and order picking optimization in the automotive industry. Int J Adv Manuf Technol 60(5–8):787–797. https://doi.org/10.1007/s00170-011-3593-y
Bottani E, Volpi A, Montanari R (2019) Design and optimization of order picking systems: an integrated procedure and two case studies. Comput Ind Eng 137:106035. https://doi.org/10.1016/j.cie.2019.106035
Hafner N, Lottersberger F (2016) Intralogistics systems-optimization of energy efficiency. FME Trans 44(3):256–266. https://doi.org/10.5937/fmet1603256H
Rajković M, Zrnić N, Kosanić N, Borovinšek M, Lerher T (2017) A multi-objective optimization model for minimizing cost, travel time and CO2 emission in an AS/RS. FME Trans 45(4):620–629. https://doi.org/10.5937/fmet1704620R
Lerher T (2016) Multi-tier shuttle-based storage and retrieval systems. FME Trans 44(3):285–290. https://doi.org/10.5937/fmet1603285L
Accorsi R, Manzini R, Maranesi F (2014) A decision-support system for the design and management of warehousing systems. Comput Ind 65(1):175–186. https://doi.org/10.1016/j.compind.2013.08.007
Kovács A (2011) Optimizing the storage assignment in a warehouse served by milkrun logistics. Int J Prod Econ 133(1):312–318. https://doi.org/10.1016/j.ijpe.2009.10.028
Davarzani H, Norrman A (2015) Toward a relevant agenda for warehousing research: literature review and practitioners’ input. Logist Res 8(1):1. https://doi.org/10.1007/s12159-014-0120-1
Roodbergen KJ, De Koster R (2001) Routing order pickers in a warehouse with a middle aisle. Eur J Oper Res 133(1):32–43. https://doi.org/10.1016/S0377-2217(00)00177-6
Ming-Huang Chiang D, Lin CP, Chen MC (2014) Data mining based storage assignment heuristics for travel distance reduction. Expert Syst 31(1):81–90. https://doi.org/10.1111/exsy.12006
Choy KL, Ho GT, Lee CKH (2017) A RFID-based storage assignment system for enhancing the efficiency of order picking. J Intell Manuf 28(1):111–129. https://doi.org/10.1007/s10845-014-0965-9
Malmborg CJ (1998) Analysis of storage assignment policies in less than unit load warehousing systems. Int J Prod Res 36(12):3459–3475. https://doi.org/10.1080/002075498192157
Gu J, Goetschalckx M, McGinnis LF (2007) Research on warehouse operation: a comprehensive review. Eur J Oper Res 177(1):1–21. https://doi.org/10.1016/j.ejor.2006.02.025
Kulturel S, Ozdemirel NE, Sepil C, Bozkurt Z (1999) Experimental investigation of shared storage assignment policies in automated storage/retrieval systems. IIE Trans 31(8):739–749. https://doi.org/10.1080/07408179908969873
Chiang DMH, Lin CP, Chen MC (2011) The adaptive approach for storage assignment by mining data of warehouse management system for distribution centres. Enterprise Inf Syst 5(2):219–234. https://doi.org/10.1080/17517575.2010.537784
Quintanilla S, Pérez Á, Ballestín F, Lino P (2015) Heuristic algorithms for a storage location assignment problem in a chaotic warehouse. Eng Optim 47(10):1405–1422. https://doi.org/10.1080/0305215X.2014.969727
Kallina C, Lynn J (1976) Application of the cube-per-order index rule for stock location in a distribution warehouse. Interfaces 7(1):37–46. https://doi.org/10.1287/inte.7.1.37
Bahrami B, Piri H, Aghezzaf EH (2019) Class-based storage location assignment: an overview of the literature. In: Proceedings of the 16th international conference on informatics in control, automation and robotics, volume 1: ICINCO (vol 2, pp 390–397). https://doi.org/10.5220/0007952403900397
Makki AA, Alshehri KA, Albukhari AA, Alatiq AI, Aldalbahi MG (2022) Optimizing the compliance of critical COVID-19 preventive measures in airport facilities layout: a hybrid approach using VIKOR, SLP, and CRAFT. In: Proceedings of the international conference on industrial engineering and operations management Istanbul, Turkey, March 7–10, 2022
Muppani VR, Adil GK (2008) Efficient formation of storage classes for warehouse storage location assignment: a simulated annealing approach. Omega 36(4):609–618. https://doi.org/10.1016/j.omega.2007.01.006
Yu Y, De Koster RB (2013) On the suboptimality of full turnover-based storage. Int J Prod Res 51(6):1635–1647. https://doi.org/10.1080/00207543.2011.654012
Yu MC (2011) Multi-criteria ABC analysis using artificial-intelligence-based classification techniques. Expert Syst Appl 38(4):3416–3421. https://doi.org/10.1016/j.eswa.2010.08.127
Chan FT, Chan HK (2011) Improving the productivity of order picking of a manual-pick and multi-level rack distribution warehouse through the implementation of class-based storage. Expert Syst Appl 38(3):2686–2700. https://doi.org/10.1016/j.eswa.2010.08.058
Partovi FY, Anandarajan M (2002) Classifying inventory using an artificial neural network approach. Comput Ind Eng 41(4):389–404. https://doi.org/10.1016/S0360-8352(01)00064-X
Burggräf P, Adlon T, Hahn V, Schulz-Isenbeck T (2021) Fields of action towards automated facility layout design and optimization in factory planning–A systematic literature review. CIRP J Manuf Sci Technol 35:864–871. https://doi.org/10.1016/j.cirpj.2021.09.013
Szeto WY, Shui CS (2018) Exact loading and unloading strategies for the static multi-vehicle bike repositioning problem. Transp Res Part B Methodol 109:176–211. https://doi.org/10.1016/j.trb.2018.01.007
Uma SR, Beattie G (2011) Observed performance of industrial pallet rack storage systems in the Canterbury earthquakes. Bull N Z Soc Earthq Eng 44(4):388–393. https://doi.org/10.5459/bnzsee.44.4.388-393
Indap S (2018) Application of the analytic hierarchy process in the selection of storage rack systems for e-commerce clothing industry. J Manag Mark Logist 5(4):255–266
Ng WL (2007) A simple classifier for multiple criteria ABC analysis. Eur J Oper Res 177(1):344–353. https://doi.org/10.1016/j.ejor.2005.11.018
Kaabi H, Jabeur K, Ladhari T (2018) A genetic algorithm-based classification approach for multicriteria ABC analysis. Int J Inf Technol Decis Mak 17(06):1805–1837. https://doi.org/10.1142/S0219622018500475
Venkitasubramony R, Adil GK (2016) Analytical models for pick distances in fishbone warehouse based on exact distance contour. Int J Prod Res 54:4305–4326. https://doi.org/10.1080/00207543.2016.1148277
Boysen N, de Koster R, Füßler D (2021) The forgotten sons: Warehousing systems for brick-and-mortar retail chains. Eur J Oper Res 288(2):361–381. https://doi.org/10.1016/j.ejor.2020.04.058
Saaty TL (2008) Decision making with the analytic hierarchy process. Int J Serv Sci 1(1):83–98. https://doi.org/10.1504/IJSSCI.2008.017590
Muppani VR, Adil GK (2008) A branch and bound algorithm for class based storage location assignment. Eur J Oper Res 189(2): 492–507
Funding
The author received no financial support for this article's research, authorship, and/or publication.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The author declares that he has no conflict of interest.
Ethical approval
This article does not contain any studies with human participants or animals performed by the author.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix
Appendix
See Tables 8,
9,
10,
11,
12,
13,
14,
15,
16,
17.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Alqahtani, A.Y. Improving order-picking response time at retail warehouse: a case of sugar company. SN Appl. Sci. 5, 8 (2023). https://doi.org/10.1007/s42452-022-05230-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-022-05230-6