
Abstract
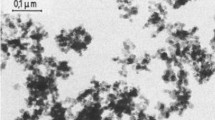
Some conventional fluids such as lubricants, air, water, and others used for cooling of various applications like automobiles, locomotives, machinery, air conditioning and refrigeration, and other industrial applications. However, experimental observations reveled using of conventional fluids is no more advantageous because of advanced additive technologies development in heat transfer areas. Recent technology projected on nano fluids shows, nano materials occupies an important place in changing the properties of various elements in basic structure. Extensive research elaborated that the heat transfer capacity is fully dependent upon thermal conductivity (k) of nano particles, size, diameter and the percentage of volume concentration. Advanced technologies facilitates using nano fluids for improving thermal conductivity in several applications like automobiles, industries, marine and other heat exchangers etc. This Experimental studies focuses on the various properties of lubricants mainly focus on thermal conductivity (k) of Nano fluids for Al2O3, SiO2 and coal ash. A new biological material used by our ancients as lubricant additive brought up into experimental investigation and results compared with conventional fluids. The particle size is 60 nm measured by electron microscope scanning setup, images taken for the size and characteristics. The experiments carried on by using a pipe in pipe heat exchanger at laminar flow condition by a forced convection mode. These nano fluids prepared at different volume concentrations 0.2%, 0.4%, 0.6% and 1.2% on SAE0W-20 engine oil as base fluid.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The major role of the lubricants is to reduce the friction by absorbing the heat and transferring that heat as soon as possible to the surroundings, such that the components protected from overheating, so that efficiency increases as well the life of the components increases. Several investigations did by researchers to minimize or reduce the size and as well cost. Heat exchanger used to transfer of heat energy or internal thermal energy; it is most important device in cooling and heating process such as power plants, petroleum refineries, transportation industries, air-conditioning, refrigeration, heat recovery elements, cryogenic applications and others. In addition, the concept of heat transfer has important role in metal cutting, lubrication and other manufacturing and production industries. The mean temperature difference logarithmic (LMTD) and heat transfer coefficient overall (OHTC) (U) is used in the analysis and design of heat exchangers as basic parameters. The heat transfer capacity depends on temperature difference in given location for both hot and cold fluids.
Vasishth et al. [1] conducted experiments on Industrial Lubricants and discussed about important rheological parameters which influences on lubricants is viscosity, friction etc., This paper studies on relation between temperature and viscosity for multiple grade and single grade oil lubricants like 1: MC20W-50 (mineral engine oil), 2: MG20W-50 (engine oil), 3: SAE20W-50 (engine oil), 4: DXTIII (steering fluid) and 5: EP90 (gear oil). Frass et al. [2] gave calculation principles to design a heat exchanger with the details of individual problems with special cases. Johnson et al. [3] used lubricant additives as Phosphate, thio phosphate as well as metal thio phosphates. These thio phosphate and phosphate esters used are anti-wear and extreme pressure additives. Hu et al. [4] worked on dialkyl-dithio phosphyl phosphate as lubricant additive with different alkyl groups is tested by a 4-ball tester to analyze the tribological effects on mineral base oil at different loads and results are compared with commercial additives shows excellent anti wear as well load-carrying capacities for better than commercial additives. Choi [5] started experiments on nano fluids by suspending metallic nano particles mixed in water. From observation he found the thermal conductivity nano fluid is more than conventional fluid (base fluid), he analysed the major drawback of suspended particles is that sedimentation of particles leading to increase in pressure drop and friction in the flow channels. Krim et al. [6] worked on Nano fluids thus solid–liquid composites, a mixture of nanoparticles of metallic with different sizes typically of 1–100 nm usually suspended in base fluid.
Vajjha et al. [7,8,9] did experimentation to determine thermal and physical properties for nano fluids of SiO2, Al2O3, ZnO and CuO. Zhmud et al. [10] carried out experiments to study the effects on adding nano additives in lubricants and presented view on various nano additives when mixed lubricating oils. They considered the following types of nano materials nano diamonds, PTFE and ultra-dispersed acid. They discussed advances in nano materials in engine oils, greases and industrial lubricants, concluded addition of nano material greatly influences on lubricating properties. Sundar et al. [11] discussed various enhancements for thermal properties for nano- diamond in nano fluid. Investigators determined various properties at different temperature ranges and volume fractions. Vajjha et al. [12] evaluated heat transfer coefficients for Reynolds number in turbulent range with CuO, Al2O3 and SiO2 at the temperatures range 20–90 °C with nano particle diameter ranges from 20 to 100 nm and volume concentration 0–10%. Usri et al. [13] studied on 13 nm sized Al2O3 particles dispersed into water with three different volume ratios, the data measured gave maximum enhancement on thermal conductivity at concentration 2.0%, temperature of 70 °C. Kavitha et al. [14] concluded on some research work done on synthesis of nano fluids with dilute liquid suspended nano particles and the TiO2 powder of ~ 6 nm Nano particles are tested by Sol–gel technique. Powders prepared and characterized by using SEM and XRD technique for volume concentrations 1–2%. Ali et al. [15,16,17] presented enhancement of thermo physical properties such as thermal conductivity and viscosity for engine oil by addition of nano-lubricant in automotive engines. Al2O3/TiO2 hybrid nano particles suspended in engine oil (5W-30) with 0.25 wt% concentration and size of 8–12 nm. The results showed that nano-lubricants provide low kinematic viscosity and an increase in the viscosity index by 2%. And thermal conductivity was enhanced by a margin of 12–16% for a temperature range of 10–130 °C. The tests also showed a minimization of the friction coefficient and wear rate of the ring by 40–50% and 20–30%, respectively. According to the results, nano-lubricants can contribute to improving the efficiency of engines and fuel economy in automotive engines viz., brake power, torque, and mechanical efficiency, while the brake specific fuel consumption reduced owing to the mechanical efficiency of the engine improved by 1.7–2.5%, as compared to the engine oil without nanoparticles. In other hand, the graphene nano lubricant improved anti-friction and anti-wear properties by 29–35% and 22–29%, and the exhaust emissions like CO, CO2, HC and NOx were reduced by 2.79–5.42%, as compared to the reference oil. Zawawi et al. [18] did experimentations on thermal conductivity and viscosity of different combination composite nano lubricants at 0.02% and temperatures from 30 to 80 °C. The highest enhancement ratio is 1.010 or 1.035% for Al2O3–SiO2/PAG composite nano lubricant and the lowest is 1.007 or 0.68% and the maximum dynamic viscosity is 1.098 or 9.79% whereas lowest is 1.012 or 1.19%.
2 Experimental set up and parameters
The major components of experimental set-up is test section which contains horizontal pipe in pipe (copper pipes), cold-water tank, hot lubricating oil tank Rota meters, pumps, sensors. These instruments selected according to the requirement based on measuring range, accuracy and availability in the market. The test section fabricated from copper tubes, which possesses higher thermal conductivity. To achieve any particular engineering problem, we need to follow set of principles for proper product development economically. This economic is important for the design and selection of good heat transfer equipment. The various heat exchangers fabricated in different types, but the simplest form consists of concentric pipes contains different diameters known as pipe in pipe heat exchanger. In addition, one fluid flows in inner pipe and another fluid flows through annulus space between both the pipes. Out of these fluids, one called hot fluid other called cold fluid. If flow is in same direction called parallel flow and opposite direction called counter flow. The counter flow heat exchanger is much effective than parallel flow for the given surface area, hence considered for present study. For the design purpose, several parametric values assumed to calculate the length and diameter for both pipes. Moreover, various iterations made to optimize these values. The Fig. 1 shows the double pipe heat exchanger experimental set up, on which the experiments were carried out and data collected.

Experimental set up
Let
Di = pipe inner diameter in m; mhot = hot fluid flow rate in LPM; mcold = cold fluid flow rate in LPM; L = length of the inner pipe in m; Vfluid = volume of fluid in ml; U = overall heat transfer coefficient in kW/m2C; Cpc = specific heat of cold fluid in KJ/kg K; Cph = specific heat of hot fluid in KJ/kg K; Th,in = hot fluid inlet temperature in °C; Tc,in = cold fluid inlet temperature in °C; mc = cold fluid in kg/s; mh = hot fluid in kg/s; As = Surface Area in m2; Cc = Heat capacity of cold fluid in kW; Ch = Heat capacity of hot fluid in kW; Cmin = Minimum heat capacity in kW; Cmax = Maximum heat capacity in kW; C = Capacity Ratio = Cmin/Cmax; Qmax = maximum heat transfer in kW; Qactual = actual heat transfer in kW; NTU = number of transfer units; ɛ = Effectiveness; Th,out = hot fluid outlet temperature in °C; Tc,out = cold fluid outlet temperature in °C; Thi − Tho = hot fluid temperature difference in °C; Tco − Tci = cold fluid temperature difference in °C; LMTD = log mean temperature difference; ρ = density of oil, kg/m3; Ѵ = kinematic viscosity, m2/s; Q = discharge, m3/s; Ac = cross sectional area, m2; V = velocity, m/s; Re = reynolds number; f = friction factor; hf = pressure drop due to friction, bar.
Table 1 represents the selection of various parameters like Specific heat, flow rates, heat capacities etc., and its values.
From the Fig. 2, the smaller diameter of pipe tends to higher LMTD hence greater heat transfer capacity. Whereas larger the diameter of pipe will tends to lower the Reynolds number indicates the flow in the pipe may cause flow obstruction. Hence, from above diagram concluded the preferable diameter is 8 mm or 12 mm and the length 2 m.

Variation of LMTD, Re along the length and diameter
From the Fig. 3, at constant diameter of pipe 8 mm as the length increases the pressure drop, heat transfer, NTU, effectiveness increases. The gain in temperature of cold fluid increases, whereas the heat loss of hot fluid decreases.

Variation of hf, Tcout, Thout, NTU and effectiveness along the length
Conclusion: from above diagrams and discussion even though there is more pressure drop, more temperature difference exists between fluids, it is very important to have flow as high as possible to sustain flow in the pipe. Hence, by compromising other parameters the dimensions of inner pipe is diameter 8 mm and length 2 m.
3 Data collection and calculation of parameters
The various properties of the lubricants measured are as follows:
-
1.
Viscosity (µ)
-
2.
Flash and fire points
-
3.
Specific gravity (SG)
-
4.
Coefficient of friction (Cf)
-
5.
Specific heat (Cp)
-
6.
Heat transfer coefficient (h)
-
7.
Thermal conductivity (k)
Sample calculation for various parameters viz., Viscosity (µ), Flash and fire points, Specific gravity (SG), Coefficient of friction (Cf), Specific heat (Cp), Heat transfer coefficient (h), Thermal conductivity (k) are presented for Al2O3 at 0.2% from Tables 2, 3, 4, 5, 6, 7 and 8.
Table 2 represents the estimation of viscosity and density for Al2O3 at 0.2% of nano material addition as a sample calculation. The experimental data collected by using redwood viscometer 1. Figure 4 represents comparison of Viscosity and density for Al2O3 at different concentrations.

Density and viscosity for Al2O3 at different concentrations
Table 3 and Fig. 5 represent the data collection for flash and fire point for Al2O3 at different concentrations and graph shows the comparison of values. The data collected by using Cleveland’s flash and fire point apparatus.

Flash and Fire points for Al2O3 at different concentrations
Table 4 and Fig. 6 represent the calculation of specific gravity for Al2O3 at 0.2% of nano material addition as a sample calculation and comparison of specific gravity for Al2O3 at different concentrations.

Specific gravity for Al2O3 at different concentrations
Tables 5 and 6 represents the estimation of Friction and Specific heat for Al2O3 at 0.2% of nano material addition as a sample calculation. Figure 7 represents comparison for Friction and Specific heat for Al2O3 at different concentrations.

Friction and Specific heat for Al2O3 at different concentrations
Tables 7 and 8 represents the calculation of HTC and thermal conductivity for Al2O3 at 0.2% of nano material addition as a sample calculation. Figure 8 represents comparison of HTC and thermal conductivity for Al2O3 at different concentrations.

HTC and thermal conductivity for Al2O3 at different concentrations
Figure 9 shows the photo graph taken while measuring the size of nano particles by using SEM technology

SEM photo graph to measure size
4 Results and discussion
From the above data, the following results obtained and compared for nano fluids at 0.2%, 0.4%, 0.6% and 1.2% for Al2O3, SiO2, Coal Ash and Biological material:
-
1.
Comparison of viscosity
From the Fig. 10, it is clear that the decreasing order of viscosity is coal ash, SiO2, Al2O3 and Biological material at any given temperature ranges from 40 to 140 °C. As the concentrations 0.2%, 0.4%, 0.6% and 1.2% are increasing the viscosity also increases. Hence, from the viscosity point of view the addition of Biological material is preferable than others. Because, the increase in viscosity decreases Reynolds number (by kee** the other parameters constant) causes the difficulty in flow of the fluid, it also increases the friction.

Comparison of viscosity at 0.2%, 0.4%, 0.6% and 1.2% concentrations
-
2.
Comparison of flash and fire points
From the Fig. 11, it is understand that the reduction of flash and fire points is Al2O3, SiO2, coal ash and Biological material at any given temperature ranges from 40 to 140 °C. As the concentrations 0.2%, 0.4%, 0.6% and 1.2% increases the flash and fire points are increasing. Hence, from the flash and fire points of view the addition of Al2O3 is preferable than others. Because, the increase in flash and fire points is reliable for the lubricants and increases the operating temperatures of fluids.

Comparison of flash and fire points at 0.2%, 0.4%, 0.6% and 1.2% concentrations
-
3.
Comparison of friction
From the Fig. 12, it is clear that the decreasing order of Friction is coal ash, SiO2, Al2O3 and Biological material at any given temperature ranges from 40 to 140 °C. As the concentrations 0.2%, 0.4%, 0.6% and 1.2% are increasing the Friction also increases. Hence, from the Friction point addition of Biological material is preferable than others. The increase in Friction effects on pipe material like etching, scratching.

Comparison of friction at 0.2%, 0.4%, 0.6% and 1.2% concentrations
-
4.
Comparison of heat transfer coefficients
From the Fig. 13, the average values at any temperature ranges from 40 to 140 °C at the concentrations 0.2%, 0.4%, 0.6% and 1.2% is given in Table 9.

Comparison of heat transfer coefficient at 0.2%, 0.4%, 0.6% and 1.2% concentrations
It is clear that the decreasing order of HTC Al2O3, Biological material, SiO2 and coal ash at any given temperature ranges from 40 °C to 140 °C. As the concentrations 0.2%, 0.4%, 0.6% and 1.2% are increasing the HTC for Biological material is greatly increases compared to others. Hence, from the HTC point of view the addition of Biological material is preferable than others. The increase in HTC increases heat transfer capacity and thermal conductivity.
-
5.
Comparison of thermal conductivity
From the Fig. 14, the average values at any temperature ranges from 40 to 140 °C at the concentrations 0.2%, 0.4%, 0.6% and 1.2% is given in Table 10.

Comparison of thermal Conductivity at 0.2%, 0.4%, 0.6% and 1.2% concentrations
It is clear that the decreasing order of Thermal Conductivity Al2O3, Biological material, SiO2 and coal ash at any given temperature ranges from 40 to 140 °C. As the concentrations 0.2%, 0.4%, 0.6% and 1.2% are increasing the Thermal Conductivity for Biological material is greatly increases compared to others. Hence, from the Thermal Conductivity point of view the addition of Biological material is preferable than others. The increase in Thermal Conductivity increases heat transfer capacity as well as performance of lubrication for the fluids.
5 Conclusion
The contribution of this analysis is to review research on current state in lubricating properties for lubricants in various applications with special reference to addition of nano particles focused on use of Al2O3, SiO2, coal ash and making comparison of results obtained with Biological material for various properties for improvement of life of the machines. Results show that biological material having a very good characteristics and excellent potential with an excellent thermal conductivity with low friction compared to others. Hence, the addition of nano materials for lubricants increases thermal conductivity as well as heat transfer rate about 6–11% by Al2O3,-1–10% by SiO2, -2–9% by Coal ash and 5–18% by Biological Material. The scope of future work expected is unlimited in this area. More research works can be carried out towards further implementation.
Abbreviations
- nm:
-
Nanometers
- µm:
-
Micrometre
- P:
-
Poise
- cP:
-
centiPoise
- ASTM:
-
American Society for Testing and Materials
- CFD:
-
Computational fluid dynamics
- CNT:
-
Carbon-nano tube
- EHL:
-
Elasto hydrodynamic lubrication
- EP:
-
Extreme pressure
- MWCNT:
-
Multi walled carbon nano tube
- SAE:
-
Society of Automotive Engineers
- SEM:
-
Scanning electron microscopy
- TEM:
-
Electron microscopy transmission
References
Vasishth, A. Study of rheological properties of industrial lubricants. In: Conference papers in science, vol 2014, Article ID 324615, 14 May 2014. Hindawi Publishing Corporation
Frass AP, NecaticOzisik M (1965) Heat exchanger design. Wiley, Hoboken
Johnson DW (2013) Phosphate esters, thiophosphate esters and metal thiophosphates as lubricant additives. Lubricants 18(1):132–148. https://doi.org/10.3390/lubricants1040132
Hu J (2012) Evaluation on antiwear and load-carrying properties of organic copper compounds containing sulfur and phosphorus in lubricants. Petrol Coal 54(3):301–306
Lee S, Choi SUS, Li S, Eastman JA (1999) Measuring thermal conductivity of fluids containing oxide nanoparticles. J Heat Transf ASME 121:280–289
Krim J (2002) Surface science and the atomic-scale origins of friction: what once was old is new again. Surf Sci 500:741–758
Vajjha R, Das D, Mahagaonkar B (2009) Density measurement of different nanofluids and their comparison with theory. Pet Sci Technol 27(6):612–624
Vajjha RS, Das DK (2009) Experimental determination of thermal conductivity of three nanofluids and development of new correlations. Int J Heat Mass Transf 52(21):4675–4682
Vajjha RS, Das DK (2009) Specific heat measurement of three nanofluids and development of new correlations. J Heat Transf 131(7):071601
Zhmud B (2013) Nanomaterials in lubricants: an industrial perspective on current research. Lubricants 20(1):95–101. https://doi.org/10.3390/lubricants1040095
Sundar LS, Singh MK, Ramana EV, Singh B, Grácio J, Sousa ACM (2014) Enhanced thermal conductivity and viscosity of nanodiamond–nickel nanocomposite nanofluids. Sci Rep 4:4039. https://doi.org/10.1038/srep04039
Vajjha RS, Das DK, Kulkarni DP (2010) Development of new correlations for convective heat transfer and friction factor in turbulent regime for nanofluids. Int J Heat Mass Transf 53(21–22):4607–4618
Usri NA, Azmi WH, Mamat R, Abdul Hamid K, Najafi G (2015) Thermal conductivity enhancement of Al2O3 nanofluid in ethylene glycol and water mixture. Energy Proc 79:397–402
Kavitha T (2012) Synthesis, characterization of TiO2 nano powder and water based nanofluids using two step method. Eur J Appl Eng Sci Res 1(4):235–240
Ali MKA, **anjun H, Turkson RF, Pengd Zhan, Chend **andong (2016) Enhancing the thermophysical properties and tribological behaviour of engine oils using nano-lubricant additives. RSC Adv 6:77913–77924
Ali MKA, **anjun H, Abdelkareem MAA, Gulzar M, Elsheikh AH (2018) Novel approach of the graphene nanolubricant for energy saving via anti-friction/wear in automobile engines. Tribol Int 124:209–229
Ali MKA, Fuming P, Younus HA, Abdelkareem MAA, Essa FA, Elagouz A, **anjun H (2018) Fuel economy in gasoline engines using Al2O3/TiO2 nanomaterials as nanolubricant additives. Appl Energy 211:461–478
Zawawi NNM, Azmi WH, Redhwan AAM, Sharif MZ (2018) Thermo-physical properties of metal oxides composite nano lubricants. J Mech Eng SI5(1):28–38
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no competing interests.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time due to legal or ethical reasons.
Rights and permissions
About this article

Cite this article
Koppula, S.B., Sudheer, N.V.V.S. Experimental analysis and investigations on properties of a biological material as lubricant additive. SN Appl. Sci. 1, 5 (2019). https://doi.org/10.1007/s42452-018-0005-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-018-0005-z