
Abstract
With the advancement in the field of nanotechnology, nanopatterning finds extensive application not only in high value-added products but also in inexpensive products. In addition, the technology required for the mass production of inexpensive products, such as the continuous roll-to-roll (R2R) process, is rapidly emerging. Extensive research has been conducted on the manufacture of submicron- and nano- molds. In this study, we have proposed a laser interference exposure for fabricating nanopatterned cylindrical molds that can be used in continuous roll-to-roll patterning. Additionally, we have demonstrated spiral exposure process to fabricate a seamless patterning on a cylinder (length of 300 mm and diameter of 100 mm) using a prism. The pattern was transferred to the flat mold using UV resin and measured using a field emission scanning electron microscope; the pattern was measured to have a uniform with nano pattern line width (75 nm) and a sub-micron period (286 nm). It was observed that the proposed method for fabrication of the roll mold using laser interference lithography is a fast and reliable seamless patterning.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In recent years, nanotechnology has developed rapidly with a focus on develo** cost-effective methods for the fabrication of nanoscale patterns for large areas [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20]. Nanoimprint lithography (NIL) is a low-cost and large-area processing method for fabricating nanopatterns. It can be classified into two types, thermal NIL and ultraviolet (UV) curable NIL and flat or cylindrical based on the type of mold. It is easier to produce a flat mold using flat-plate NIL as compared to roll-to-plate and roll-to-roll; however, continuous production is impossible using flat-plate NIL. Therefore, research on roller-type imprint processes, namely the roll-to-roll and roll-to-plate processes is actively ongoing [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18, 20, 21]. However, the seamless fabrication of micro/nanostructures using a cylindrical mold is an area of concern. Conventionally, the manufacturing of cylindrical molds includes a wrap** process that involves attaching polymers or nickel plate molds fabricated using other conventional processes. Fabricating a nanopatterned mold on a flat plate and wrap** it around a cylinder is easier than directly patterning on the cylinder. However, each of these processes has several drawbacks. The wrap** process inevitably results in a seam; consequently, it is difficult to implement a continuous roll-to-roll imprinting process. Hence, various researchers have studied the direct patterning process on cylinders without wrap** using electron beam lithography [6,7,8,9,10], photolithography [12,13,14], and ablation using a pulsed laser [15, 16]. Electron beam lithography can produce precise nanopatterns; however, this process is implemented in a high-vacuum environment, which is expensive and technically difficult to establish. Although the laser-ablation method is fast and simple, fabricating a pattern of accurate size is difficult due to the non-constant laser peak power. Moreover, producing a line width of less than 500 nm is difficult owing to heat transfer by the photothermal effect. Adequate research on conventional photolithography has been conducted [12,13,14]; however, the resolution that has been adopted is not sufficient for nanofabrication. Herein, we investigate an alternative process known as laser-interference lithography (LIL) to produce nanopatterns. This process relies on the interference phenomenon of light. Theoretically, the period of the 2-beam interference is equal to half the wavelength of the beam. However, it is practically impossible to expose two beams at 180°; hence, we aim to create a pattern whose period is slightly greater than half the wavelength. LIL can quickly fabricate both micro and nanopatterns over a relatively large area [18, 19, 22,23,24,25,26,27,31]. Second, we confirmed that various patterns could be fabricated using the LIL system with the prism [17]. Finally, the error in pattern could occur if overlapped during exposure [14], and based on this result, it was important that the distance between the prism and cylinder be kept constant. However, because the above three studies were conducted only in a small area (~ 50 mm), and we considered that a third factor can cause defects, we designed a fabrication system based on the above three results for large-area nanopatterned cylinders.
2 Laser-Interference Lithography (LIL) System for Micro/Nano Cylindrical Molds
2.1 Laser-Optical System
An optical system to fabricate nanoroll molds using laser interference exposure was developed as shown in Fig. 1a. Continuous wave (CW) laser is used to fabricate the interference pattern on a photoresist (PR). In laser-interference exposure, gas lasers such as HeNe lasers have been used due to the coherence length. However, in recent years, inexpensive and compact semiconductor lasers have been increasingly used owing to their low maintenance costs and small space requirements. In this study, we have used a 360 nm UV solid-state laser (MSL-FN-360, Changchun New Industries Optoelectronics Technology Co., Ltd., Changchun, China), and a heat sink (TC-01, Changchun New Industries Optoelectronics Technology Co., Ltd., Changchun, China) is used to obtain a stable laser output. The laser specifications are presented in Table 1.

Cylinder-shaped large-area laser nanopatterning system: a System overview, b 3D ray tracing of the prism
To achieve a compact system, the laser beam was aligned in a perpendicular direction. Typically, laser-beam transmission involves the use of mirrors or optical fibers. With mirrors, the laser power loss is insignificant. However, to transmit the beam accurately, it is essential to control many mirrors. Mirrors are also affected by airborne particles, such as dust and fine particles that can damage the optical components. Hence, the optical system must be placed in an environment that prevents the inflow of particles. In contrast, using fiber enables the laser beam to be transmitted in free space; thus, a more flexible system can be configured and unlike mirror transmission, the influence of particles in air is insignificant. However, a single-mode fiber is required to obtain a clear interference pattern and it results in inevitable and significant power loss due to coupling efficiency. In our previous research, we had proposed a method to manufacture a pattern by connecting optical fibers to an interference-exposure box that included a prism [17]. However, the total processing time increased due to reduced power. Herein, we investigated a mirror beam-transmission system to implement an efficient and fast process by reducing the total exposure time. The mirror-aligned beam is passed through a spatial-filter system (Fig. 1a) to produce a coherent beam for the laser-interference exposure. A prism is used to divide the beam into two parts, and an interference phenomenon is generated at the intersection of the beams. The period of the two-beam interference pattern is expressed as follows:
where \(\Lambda\) is the period of the two-beam interference pattern, \(\lambda\) is the wavelength of the light source, n is the refractive index of the medium, and \({\theta }_{1}\) and \({\theta }_{2}\) are the angles of the two beams with the surface. The two beams split through the prism are at the same angle. The beam shape was gaussian, but it become rectangular with a width of 2 mm and height of 4 mm after passing through the prism (Fig. S1). Figures 1b show the optical path of the beam passing through the prism. When the beam is passing through the prism, \({\theta }_{1}\) and \({\theta }_{2}\) is approximately 39°, and the distance between the prism and substrate is 6 mm. If the distance between the prism and the cylinder surface is lower or higher than the focal point (distance between the prism and substrate is 6 mm), the split beams do not meet each other completely, so there is a part where interference does not occur, and as a result, a seam is created.
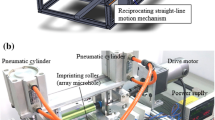
The proposed system includes four axis stages that can move the cylinder and optics, making it possible to fabricate reliable patterns. The cylinder is used in motion by a linear Z-axis stage (LS-270, Physik Instrumente, Karlsruhe, Germany) and rotation stage (L-611.94AD, Physik Instrumente, Karlsruhe, Germany) whereas the optical components which include the laser-displacement sensor, prism and spatial filter system are used in motion by the X-axis stage (N-565.260, Physik Instrumente, Karlsruhe, Germany) and Y-axis stage (M-VP-5ZA, Newport, California, USA). A laser displacement sensor (CD22-15-485, Optex FA Co., Ltd., Kyoto, Japan) is used to measure the distance between the cylinder and prism. The wavelength of the laser-displacement sensor is 650 nm, and it was experimentally confirmed that the light source of the sensor did not react to a PR. Similar to a computer numerical control lathe, the X-axis and Y-axis stages are moved to align the center and compensate distance between the prism and cylinder using the measured distance during cylinder rotating (Fig. 2).

Image of the various stages for a laser-interference exposure system
2.2 Experimental Conditions
The cylinder is made of an aluminum alloy 7075 (length = 350 mm; diameter = 100 mm) and plated with H–Cr (thickness, 100 µm). In general, positive PRs yield better resolution than negative PRs; therefore, positive PRs are more suitable for producing submicron or nanopatterns. In this study, we have used the ma-P 1205 PR (Microresist Technology GmbH, Berlin, Germany). The aluminum roll was coated with PR using the droplet method, and instead of the soft bake process, the cylinder was rotated for 2 days at room temperature to evaporate the solvent in the PR. A spiral exposure process was performed to facilitate seamless fabrication (Fig. 3a). The rotation value is set to 9°/s and the Z-axis stage is set to move at 0.05 mm/s. The total exposure time is 1.7 h. A pattern is generated by dip** the exposed cylinder in ma-D 377 (Microresist Technology GmbH, Berlin, Germany) for 10 s. The roll mold is then baked at 100 °C for 1 h to stabilize the patterns. To observe the pattern formed on the cylindrical mold, the one-dimensional interference pattern formed on the cylinder was duplicated using a UV-curable resin (MINS 511RM, Minuta Technology Co. Ltd., Cheongju, Korea) on polyester (PET) film. The pattern replicated on the PET film was measured using the field emission scanning electron microscope (FE-SEM).

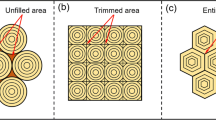
Concepts of a spiral and b patch-to-patch processes. The black arrow in the left image indicates the beam path
3 Results and Discussion
We fabricated a continuous pattern with a length of 300 mm on the cylinder. Figure 4a shows a photograph of the seamless roll mold that highlights the pattern on the cylindrical surface. The conventional patch-to-patch method consists of a rotation step and a Z-axis moving step. In this process, after a 360° rotation, the laser Z-axis is moved along the beam width, and the steps are repeated. However, the conventional patch-to-patch method is not suitable for seamless nanofabrication because the positioning resolution of the Z-axis stage can cause unintended gaps or overlap between beams. In microfabrication, position precision is not a critical issue; however, in nanofabrication, it can cause defects as shown in Fig. 3b. Therefore, we applied a continuous spiral exposure process instead of a step-by-step process. To produce a seamless pattern, the c-axis and z-axis stages are moved simultaneously, and when the c-axis rotates once, it must move as much as the beam width size along the z-axis. Since the rotation speed is designed at 9°/s, and the z-axis is moved at 0.05 mm/s, the cylinder moves 2 mm while rotating once for 40 s. The rotation speed per second is closely related to the exposure intensity, and the total exposure amount was not allowed to exceed 30 mJ/cm2.

Photograph and FE-SEM images of the patterns on a roll mold. a Photograph of the seamless roll mold, b–g FE-SEM images measured at six points on the PET-film-coated UV curable resin peeled off the roll mold (× 10,000 magnification; scale bar, 100 nm)
At all six points (Fig. 4b–g), the period is approximately 286 nm, and the line width is approximately 75 nm (concave part in the image). It was confirmed that the pattern period obtained as a result of the experiment is the same as that theoretically calculated by Eq. (1). The images reveal that the patterns of periods are mostly uniform because the interference angle is uniformly irradiated on the surface owing to the use of the prism. However, it is evident that the difference in depth between the patterns is not constant in the six images. This is because of three reasons: the first is the nonuniformity of the exposure intensity. Given the Gaussian intensity distribution of the laser, a pattern with a certain depth cannot be created over the entire area. Second, the pattern cannot be replicated under constant pressure using a UV-curable resin. The third reason is related to the distance between the cylinder and optical component. We used a laser displacement sensor to measure the distance between the prism and cylinder surface; however, the displacement was variable due to the surface flatness of the cylinder, PR coating thickness, and alignment of the stage and optical system. In addition, the laser power also had errors in which very small fluctuations occurred. Despite the possibility of various errors, the shape of the pattern at six points was produced almost uniformly, and we plan a continuous manufacturing process using our seamless cylinder-shaped mold in the future.
4 Conclusion
In this study, we have designed an innovative laser interference exposure system and proposed a spiral process using laser interference to fabricate large-area seamless cylinder molds through continuous exposure. A PR-coated cylinder was exposed to a two-beam laser interference using a prism. Patterned-roll samples were transferred to the replicated PET films at six locations. The pattern line width was approximately 75 nm, and the period was approximately 286 nm. The final product, that is, the nanopatterned cylindrical mold was suitable for the continuous production of roller-type nanoimprints. It can be applied to the affordable mass production of nanotechnology products that could be used in electronics, displays, biosensors, and energy harvesting.
In the future, we aim to focus on the following aspects:
-
(1)
Using a laser-beam homogenizer, that is, a flat-top beam, we intend to maintain both the period and depth of the pattern as constant.
-
(2)
Pattern errors can be reduced by equip** an autofocusing system that measures and compensates for the distance between the cylinders and optical components.
-
(3)
Using optical components that can divide the beam, such as a beam splitter and phase mask, we intend to construct a system that can change the period of the patterns in real time.
Availability of Data and Material
Not applicable.
Code Availability
COMSOL, Version 5.5, Ray optics module was used for ray tracing simulation.
References
Ahn, S. H., & Guo, L. J. (2008). High-speed roll-to-roll nanoimprint lithography on flexible plastic substrates. Advanced Materials, 20(11), 2044–2049.
Ahn, S. H., & Guo, L. J. (2009). Large-area roll-to-roll and roll-to-plate nanoimprint lithography: A step toward high-throughput application of continuous nanoimprinting. ACS Nano, 3(8), 2304–2310.
Ahn, S., Cha, J., Myung, H., Kim, S., & Kang, S. (2006). Continuous ultraviolet roll nanoimprinting process for replicating large-scale nano-and micropatterns. Applied Physics Letters, 89(21), 213101.
Bagheri, S., Strohfeldt, N., Sterl, F., Berrier, A., Tittl, A., & Giessen, H. (2016). Large-area low-cost plasmonic perfect absorber chemical sensor fabricated by laser interference lithography. ACS Sensors, 1(9), 1148–1154.
Cates, N., Einck, V. J., Micklow, L., Morère, J., Okoroanyanwu, U., Watkins, J. J., & Furst, S. (2021). Roll-to-roll nanoimprint lithography using a seamless cylindrical mold nanopatterned with a high-speed mastering process. Nanotechnology, 32(15), 155301.
de Boor, J., Kim, D. S., & Schmidt, V. (2010). Sub-50 nm patterning by immersion interference lithography using a Littrow prism as a Lloyd’s interferometer. Optics Letters, 35(20), 3450–3452.
Dumond, J. J., Mahabadi, K. A., Yee, Y. S., Tan, C., Fuh, J. Y. H., Lee, H. P., & Low, H. Y. (2012). High resolution UV roll-to-roll nanoimprinting of resin moulds and subsequent replication via thermal nanoimprint lithography. Nanotechnology, 23(48), 485310.
Ishizawa, N., Idei, K., Kimura, T., Noda, D., & Hattori, T. (2008). Resin micromachining by roller hot embossing. Microsystem Technologies, 14(9), 1381–1388.
Kim, M., Park, C., Je, S., Jang, H., Joo, C., & Kang, S. (2018). Real-time compensation of simultaneous errors induced by optical phase difference and substrate motion in scanning beam laser interference lithography system. IEEE/ASME Transactions on Mechatronics, 23(4), 1491–1500.
Kim, P. K., Chung, S., Ha, T., & Jeong, M. Y. (2020). The fabrication of a cylindrical nano mold based on UV photolithography. Science of Advanced Materials, 12(3), 407–411.
Komatsu, K., Abe, M., Ito, N., & Matsui, S. (2019). R2R nano-patterning technology using 250 mm-wide seamless roller mold. In: Paper presented at the 2019 International Conference on Electronics Packaging (ICEP), pp 163–166.
Lee, Y., Chen, P., & Lin, H. (2009). Fabrication of seamless roller mold with excimer laser direct writing technology. In: Paper Presented at the 2009 4th IEEE International Conference on Nano/Micro Engineered and Molecular Systems, pp. 767–770.
Lim, H., Jung, S., Ahn, J., Choi, K., Kim, G., Kwon, S., & Lee, J. (2020). System for fabrication of large-area roll molds by step-and-repeat liquid transfer imprint lithography. Materials, 13(8), 1938.
Ma, Y., Park, J. H., Yun, D. H., Gwak, C., & Shin, B. S. (2019). Double exposure laser interference lithography for pattern diversity using ultraviolet continuous-wave laser. Journal of the Microelectronics and Packaging Society, 26(2), 9–14.
Nguyen, H., & Lee, Y. (2019). Step and scanning lithography for patterning seamless microstructures on the inner surface of a hollow roller. Journal of Micromechanics and Microengineering, 29(10), 105012.
Ojima, K., Saito, M., Unno, N., & Taniguchi, J. (2016). Fabrication characteristics of a line-and-space pattern and a dot pattern on a roll mold by using electron-beam lithography. Journal of Advanced Mechanical Design, Systems, and Manufacturing, 10(5), JAMDSM0074.
Park, J. H., Yun, D. H., Ma, Y. W., Gwak, C. Y., & Shin, B. S. (2020). Prism-based laser interference lithography system for simple multibeam interference lithography. Science of Advanced Materials, 12(3), 398–402.
Rank, A., Lang, V., & Lasagni, A. F. (2017). High-speed roll-to-roll hot embossing of micrometer and sub micrometer structures using seamless direct laser interference patterning treated sleeves. Advanced Engineering Materials, 19(11), 1700201.
Sidharthan, R., & Murukeshan, V. M. (2011). Pattern definition employing prism-based deep ultraviolet lithography. Micro & Nano Letters, 6(3), 109–112.
So, J., & Bae, W. (2018). Fabrication of superhydrophobic metallic surface by wire electrical discharge machining for seamless roll-to-roll printing. Metals, 8(4), 228.
Striegel, A., Schneider, M., Schneider, N., Benkel, C., & Worgull, M. (2018). Seamless tool fabrication for Roll-to-Roll microreplication. Microelectronic Engineering, 194, 8–14.
Takano, Y., & Taniguchi, J. (2018). Fabrication of the grid pattern on a roll mold by electron beam direct writing. Microelectronic Engineering, 193, 41–46.
Tan, L. K., & Ho, A. Y. Y. (2016). Sub-100 nm features seamless roller mold using anodization and atomic layer deposition, for roll-to-roll nanoimprint lithography. Journal of Vacuum Science & Technology B, Nanotechnology and Microelectronics: Materials, Processing, Measurement, and Phenomena, 34(5), 051601.
Tseng, S. C., Peng, W. Y., Hsieh, Y. F., Lee, P. J., & Lai, W. L. (2010). Electron beam lithography on cylindrical roller. Microelectronic Engineering, 87(5–8), 943–946.
Unno, N., Taniguchi, J., & Ishikawa, K. (2011). Fabrication of a seamless roll mold using inorganic electron beam resist with postexposure bake. Journal of Vacuum Science & Technology B, Nanotechnology and Microelectronics: Materials, Processing, Measurement, and Phenomena, 29(6), 06FC06.
Vala, M., & Homola, J. (2016). Multiple beam interference lithography: A tool for rapid fabrication of plasmonic arrays of arbitrary shaped nanomotifs. Optics Express, 24(14), 15656–15665.
Wolf, A. J., Hauser, H., Kübler, V., Walk, C., Höhn, O., & Bläsi, B. (2012). Origination of nano-and microstructures on large areas by interference lithography. Microelectronic Engineering, 98, 293–296.
**e, Q., Hong, M. H., Tan, H. L., Chen, G. X., Shi, L. P., & Chong, T. C. (2008). Fabrication of nanostructures with laser interference lithography. Journal of Alloys and Compounds, 449(1–2), 261–264.
Xu, J., Wang, Z., Zhang, Z., Wang, D., & Weng, Z. (2014). Fabrication of moth-eye structures on silicon by direct six-beam laser interference lithography. Journal of Applied Physics, 115(20), 203101.
Zhang, C., Chen, R., Yang, L., Wu, H., Ji, S., Zhang, J., Zhou, L., Ye, H., Wu, S., & Zhang, J. (2020). Structural color surface on transparent PDMS fabricated by carbon-assisted laser interference lithography for real-time quantification of soft actuators motion. ACS Applied Materials & Interfaces, 12(40), 45641–45647.
Park, J. H., Yun, D. H., Ma, Y. W., Gwak, C. Y., Je, G., & Shin, B. S. (2018). Laser interference lithography on non-planar surface for roll-to-roll process. In: Paper presented at the Laser-Based Micro-and Nanoprocessing XII, 10520 105201D.
Acknowledgements
This work was supported by the Technology Innovation Program [N0002310] funded by the Ministry of Trade, Industry, and Energy (MOTIE, Korea) and this work was also supported by the Basic Science Research Program, through a National Research Foundation of Korea (NRF) grant funded by the Ministry of Education (2018R1D1A3B0704566214).
Funding
This work was supported by the Technology Innovation Program [N0002310] funded by the Ministry of Trade, Industry, and Energy (MOTIE, Korea) and this work was also supported by the Basic Science Research Program, through a National Research Foundation of Korea (NRF) Grant funded by the Ministry of Education (2018R1D1A3B07045662).
Author information
Authors and Affiliations
Contributions
Y-WM: Primary author, conceptualization, writing–original draft, review & editing, and investigation (overall system design/experimental design); JHP: Writing–review & editing, and investigation (optical system design/experiments); SJL: Investigation (experimental design and experiments); JL: Investigation (experiments); SC: Investigation (experiments); BSS: Supervison.
Corresponding author
Ethics declarations
Conflict of interest
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ma, YW., Park, J.H., Lee, S.J. et al. Fabrication System for Large-Area Seamless Nanopatterned Cylinder Mold Using the Spiral Laser Interference Exposure Method. Int. J. of Precis. Eng. and Manuf.-Green Tech. 10, 1–7 (2023). https://doi.org/10.1007/s40684-022-00423-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-022-00423-1