
Abstract
In 2021, sales of electric bicycles in Germany increased compared to the previous year, leading to a 43% share of electric bicycles in the total German bicycle market. The German Bicycle Industry Association (ZIV) expects this growth to continue and that by 2025 every second bicycle sold in Germany will have an electric motor. Therefore, due to the increasing number of sales, both the built-in resources and the possible treatments after the use phase need to be considered regarding sustainable market development. In this context, remanufacturing is one promising end-of-life strategy that enables a new life cycle of products and components, thus reducing the consumption of natural resources and minimizing waste production. The used products are restored to their original conditions by disassembling, cleaning, sorting, reworking, and reassembling. Disassembly is a decisive process step as it creates the prerequisites for all further steps in the process chain and significantly determines the economic feasibility of a remanufacturing process. Therefore, this paper aims to evaluate the ease of disassembly of electric bicycle motors and thus determine their suitability for remanufacturing. To evaluate the disassemblability, the ease of Disassembly Metric (eDiM), a quantitative assessment method for evaluating disassembly effort, was adapted to the needs of the electric bicycle motors. The method was finally applied to five electric bicycle motors from established manufacturers and assessed their ease of disassembly. The results show that the electric bicycle motors can be disassembled without significant damage and classified as suitable for remanufacturing.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
E-Mobility, the transport of people and goods by vehicles powered by electric energy, will increase significantly in the coming years [4, 9, 35]. This includes electric cars and other forms of mobility, such as electric bicycles [31]. The popularity of electric bicycles has grown very strongly in recent years. The market growth can be seen, for example, in the number of electric bicycles sold per year in Germany, which has increased by more than 800% in the last ten years [64]. In 2021, almost two million electric bicycles were sold in Germany, leading to a share of 43% of electric bicycles in total German bicycle industry sales [65]. Until 2025, the electric bicycle market is expected to grow to over 50% of all bicycles sold [23]. Therefore, due to the increasing popularity and number of electric bicycles, the built-in resources and the possible treatments after the use phase need to be considered [34]. However, Amrhein shows that no well-elaborated circular concepts exist for electric bicycle components and raw materials [3, 34]. The electric bicycle motor and accumulator are increasingly becoming the focus of remanufacturing as high-value components [23].
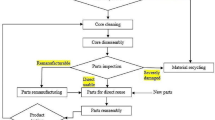
In this context, as a key element of a circular economy, remanufacturing is a promising End-of-Life (EoL) strategy that enables a new life cycle of products and components, thus reducing the consumption of natural resources and minimizing waste [23, 54]. Remanufacturing closes product cycles and enables the reuse of products at the end of their usage phase while maintaining or restoring the product’s shape and associated properties [58, 60]. This clearly distinguishes remanufacturing from material recycling [60]. In contrast to the repair of defective products, remanufacturing represents an industrial process in which the remanufactured product is brought to at least the quality level of a new product with the same warranty, and a new product life cycle is made possible [7, 52]. Studies show that remanufacturing can lead to a resource demand of only 10% compared to new production [32, 42, 61]. According to Steinhilper and Butzer, the remanufacturing process consists of disassembling, cleaning, inspection, sorting, reworking or replenishment of used parts, and product reassembly before a final product test [52, 53]. These five steps of the remanufacturing process are embedded in quality checks [52, 53]. The number and sequence of process steps can vary depending on product-specific requirements.
Disassembly is a crucial step in remanufacturing as it creates the prerequisites for all further process steps and is considered the primary source of information where valuable data is gained [46, 47]. Disassembly for remanufacturing differs from disassembly procedures for other EoL processes, as retrieved components, must be in an appropriate shape to be remanufactured. Therefore, the priority in remanufacturing is to minimize the damage to reusable parts, whereas recycling focuses on separating different materials with the least effort [49].
In general, three disassembly methods exist: non-destructive, semi-destructive, and destructive disassembly [59]. Destructive disassembly (e.g., metal cutters, crowbar), known as dismantling, allows higher flexibility but prevents the reuse of components [56, 59]. Therefore, destructive disassembly is particularly suitable for material recycling [49]. As remanufacturing favors non-destructive disassembly, disassembly in this context can be defined as a “process whereby an item is taken apart in such a way that it could subsequently be reassembled and made operational” [11, 12]. However, destructive methods in remanufacturing are acceptable, e.g., for low-value parts to reach valuable ones or to remove fasteners [46]. Therefore, semi-destructive operations are tolerable if the damage does not prevent reprocessing or reassembly [6]. Thus, process requirements are more rigorous in remanufacturing than other EoL processes [47].
The technical feasibility of remanufacturing and the economic efficiency of the implementation are strongly dependent on the disassemblability of the product and the associated effort [50]. As the disassemblability of electric bicycle motors has not been treated in literature yet, this work aims to make the first contribution to fill this research gap. The evaluation of the disassemblability of thus represents an essential element for analyzing the technical feasibility of remanufacturing electric bicycle motors and can be used, for example, for a cost-technical evaluation of the subsequent remanufacturing process. Therefore, this work aims to systematically determine insights into the complexity of the product structure of electric bicycle motors during disassembly and finally to determine the ability to remanufacture electric bicycle motors based on the ease of disassembly of the components.
State of the art
The disassemblability concept, ‘the degree of easy disassembly’, originates in life cycle engineering to reduce the environmental burden [1, 44]. Numerous researchers propose methods to evaluate disassemblability as the ability to measure the ease of disassembly is of particular interest. Metrics used in the presented methods are of absolute or relative nature. Absolute metrics, for instance, time or cost estimations, disassembly energy, or entropy, are deployed to compare design options of the same product. These methods are used to identify the amount of improvement in design. In contrast, relative metrics compare the existing design to a hypothetically ideal design, for instance, disassembly design effectiveness. [1, 38] In the context of absolute metrics, time is considered a valid and rather simple indicator, while others (e.g., energy, entropy, etc.) are more complex [36, 56].
Direct measurement and product attributes-based calculations are two approaches to acquiring knowledge about the disassembly time. In principle, it is desired to calculate disassembly time by a standardized procedure using product attributes (e.g., connector type and quantity) and process characteristics.
Boks et al. developed a method for calculating disassembly time based on a database for standard connections [5]. The method is based on measurements of specific disassembly steps. The time measurement method is also transferable to other products containing similar disassembly tasks.
Desai and Mital developed a method applicable to medium-size products, including a quantitative evaluation scheme for disassemblability [10]. The evaluation scheme comprises five parameters assigned to a quantitative score based on difficulty. The evaluation scheme is based on a basic disassembly step performed by a trained worker.
In their work, Kroll and Kroll and Carver present a method that was initially developed as a tool for design improvement from a disassembly point of view. They defined five categories that influence the difficulty and, thus, the disassembly time. The time estimation is based on standard times for the basic movements that make up a disassembly step (Maynard Operation Sequence Technique or MOST) [36, 37].
Vanegas et al. [56] designed the Ease of Disassembly Metric (eDiM) which was further developed by Peeters et al. [45]. The method presents a disassembly index to evaluate the disassembly effort in terms of time. The estimation of time is based on MOST. Instead of categorizing based on difficulty levels, as in Kroll and Carver (1999) [37], the disassembly tasks are divided into six categories based on the type of task with assigned reference values for time to disconnect using MOST, based on measurable product properties.
Methodology
Numerous researchers propose methods to measure the ease of disassembly of products. Hence, in-depth literature research was carried out to identify a method that offers enough flexibility to be applied to a new product group and an objective evaluation scheme. The parameters analyzed by different authors are summarised in an overview table, illustrated in Appendix 1. A step-by-step decision process, shown in Fig. 1, induces the eDiM metric to be applied.

Method Finding Process
First, the disassembly time is determined as a simple and frequently used calculation basis. In the next step, methods based on disassembly time are analyzed, avoiding direct time measurement due to its subjectivity (depending on operator skills). Thus, predefined motion timing systems are preferred for methods based on basic motions. In this context, methods that consider disassembly time are based on basic motions. MOST sequences are identified as particularly interesting because this technique is less complex than MTM. The next step is to examine work describing methods based on MOST. In this selection, the eDiM metric is preferred over the work of Kroll [36] since the latter introduces a subjective evaluation system that would compromise the reproducibility of the results.
Ease of disassembly metric (eDiM)
For this study, the eDiM is the preferred method for evaluating the ease of disassembly of electric bicycle motors. The eDiM is a quantitative assessment method to evaluate the effort to disassemble a product completely or partially without destruction [57]. The metric was developed by Vanegas et al. [57] and extended by Peeters et al. [45]. The method consists of a catalog of registered disassembly tasks evaluated by time and based on the Maynard Operation Sequence Technique (MOST) method [45, 57]. The MOST is characterized by a proper balance between accuracy and required effort to evaluate complex and basic tasks, irrespective of the considered product type [57]. MOST is a system based on the Methods-Time Measurement (MTM) with preset times; however, the technique is more straightforward than MTM and still provides sufficient accuracy for disassembly evaluation [36].
Vanegas et al. [57] approach the disassemblability evaluation by defining six disassembly tasks based on literature research and observation of manual disassembly procedures, visualized in Table 1.
Pre- and post-actions of the disassembly process, such as product positioning on the workbench, etc., are not included in the eDiM as these actions are not affected by product redesign, nor are inefficiencies, e.g., unsuccessful disconnection trials [57].
The six tasks explained in Table 1 are all modeled using MOST to enable the computation of the required disassembly times while respecting product and connector attributes. For five of the six disassembly tasks, Vanegas et al. identify and present standard sequences [56]. In contrast, the sequence of tasks for loosening the connection changes depending on the type of fastener.
To determine the disassembly time for a fastener type, actual motions needed for unfastening must be analyzed. A unanimous fastener taxonomy is still necessary to avoid subjectivity. Such a taxonomy should highlight fastener properties and provide a clear predefinition of the tool required to release a fastener. It should be noted that a fastener may have multiple potential tools for unfastening [57]. The MOST sequences proposed by Vanegas et al. [57] and Peeters et al. [45] can be taken as a starting point.
The six disassembly tasks can be combined with a spreadsheet, illustrated in Table 2, to calculate the total eDiM measured in seconds (s) [57]. Vanegas et al. provide in-depth guidance on the spreadsheet application [57].
Assessment setup
The assessment setup was inspired by the procedure described by de Fazio et al. [15]. A research protocol consisting of eleven steps is shown in Table 3 to ensure transparency and comparability of the disassembly procedure.
This procedure (steps 4—11) is applied until subassemblies are reached, which cannot be further disassembled non-destructively.
Adaptation eDiM
The existing database needed to be extended to use the eDiM for the disassembly evaluation of electric bicycle motors. The MOST sequences for standard tasks, shown in Table 4, and for disconnection, shown in Table 5, are based on the following assumptions, adapted from Vanegas et al. [57]:
-
The starting position is an employee standing in front of a workbench.
-
Bins, tools, shop press, and vise are positioned within reach on the workbench.
-
The disassembler is standing; no time for rising or sitting down is considered.
-
The operator is familiar with the disassembly sequence; no time to assess which part is disassembled next is taken into account.
The reference values established by Vanegas et al. [57] are suitable for this research. They describe the handling of relatively small electronic products whose weight does not exceed 4 kg, and the examined electric bicycle motors are within these limitations. The description of the sequence is shown in Appendix 2.
The MOST sequences used for disassembly in this research are presented in Table 5. The sequence is listed with the corresponding description, whether new or adopted from previous literature.
Most disconnection sequences were extracted from previous studies [45, 57], except for the screws and particular friction fits. For these connectors, classes were added within the course of the analysis. The cable plug category is adapted from Peeters et al. [45]. The sequence itself remains unchanged. However, compared to Peeters et al. [45], a plier is used rather than the human hand because grabbing the cable with the hand would be difficult.
The already existing screw sequences cannot be used as the parameters of the screws predominant in the case study products do not match those of existing defined MOST sequences. Existing sequences account for a thread length smaller than twice the diameter. However, screws observed in electric bicycle motors present a thread length of more than twice the diameter. Thus, by making use of the documentation of Zandin and Vanegas et al. [57, 63], new screw sequences were added. The relationship ‘length < 2 × diameter (D)’ presented in the development of the eDiM method has already been introduced in the development of the MOST fasten (F) and loosen (L) data card by Zandin [63]. In addition, Zandin [63] defined |L3| for loosening screws with a diameter of 6 mm or less and |L6| for loosening screws with a diameter of up to 25 mm by using a power tool. For longer threads, a frequency can be applied to F or L, which is the case in this study [32].
The removal of screws after loosening is indicated by the sequence |A1B0G1| +|A1B0P1| introduced by Peeters et al. [29]. For the different types of fasteners, the sequences are given in Table 5. In the case of a grub screw loosened with an allen key, |L16| describes eight crank movements, and for the torx screw, |L16| corresponds to sixteen screwdriver turns. This finding is based on practical tests and the data card for screwing and loosening by Zandin [63].
Next, friction fits are the dominating fastening method in electric bicycle motors. The applied force to disassemble a component has the most significant influence on disassembly time [15]. Three force intensities based on MOST have already been defined in the original method by Vanegas et al. [57]. De Fazio et al. expanded the snap-fit class and added the friction fit class [15]. The three force intensities are described as follows by De Fazio et al. [15]: Type 1 – Force < 5 N: MOST sequence |L1|, this sequence applies when only the fingers or partial parts of a hand are needed, and low intensity is sufficient. Type 2 – 5 N < Force 20 < N: MOST sequence |L3|, which describes manipulating the entire hand with medium intensity. Type 3 – 20 N < Force: MOST sequence |L6|, this sequence applies when the entire arm or both hands are needed to disconnect a component. The spudger, similar to a flat screwdriver, is chosen to represent any hand tool different from the human hand to loosen friction fits or snap fits. For these intensities, tool positioning times are differentiated, namely 1,4 s for type 1 and 2 and 2,5 s for type 3 [15]. Positioning times differentiation was introduced by Peeters et al. [45].
This paper introduces a new soft-faced-mallet (SFM) tool as a new friction fit category. Even though the tool meets the definition of de Fazio et al., it is observed in the practical attempt that mallet use requires caution while positioning to focus on the right part before tap** [15]. As a result, a tool positioning time of 2.5 s is assigned to a friction fit type 2 SFM. Type 1 is not defined as a mallet action always requires the whole hand. De Fazio et al. also state that MOST sequences for friction fits do not need a removal task, as the part is already removed within the disconnection sequence [15].
Furthermore, the tools, internal bearing pullers, and two jaw bearing puller, extend the friction fit category. The internal bearing pullers can be modeled with the MOST sequence |L10|. For the removal of the bearings with the internal bearing puller, about five turns with a wrench are needed. The internal bearing pullers resemble a T-wrench [63]. Analogously, the two jaw bearing puller can be described with the MOST sequence |L16|. In this case, five to six turns with a wrench can be assumed to remove the bearings with a two jaw bearing puller. Thereby, the movement of the wrench and the two jaw bearing puller is similar to the movement of a ratchet described in the MOST sequence [63].
Case study
The presented methodology is validated in the following section using the example of electric bicycle motors. Electric bicycle motors are usually brushless DC electric motors (BLDC), whose product characteristics result from the combination of mechanical components, sophisticated electronics, and high-energy permanent magnets [21, 30]. Furthermore, BLDC motors are characterized by few fashionable product features, in contrast to different frame structures or digital control elements, which favor remanufacturing [21].
Electric bicycle motors can be divided into hub-drives and mid-drives concerning their arrangement on the bicycle [48]. Accordingly, the electric bicycle motor can either be placed on one of the hubs or in the center of the frame. The mid-drive system is the most common concept integrated into the bottom bracket and cranks. Mid-drive motors account for about 30 to 50% of the cost of an electric bicycle [23]. The main reason for this is the price-driving individual components such as rare-earth magnets, weight-reduced motor housings, and the power electronics integrated into the compact housing [16, 21, 30].
Initial investigations of electric bicycle motors using the enhanced Remanufacturing Process Step Model for e-mobility components by Schlesinger et al. and the analysis of sustainable business models by Koop et al. show the potential of remanufacturing electric bicycle motors in general [34, 48]. However, a detailed analysis regarding the disassembly capability of different engines is missing so far. This provides the basis for a remanufacturing process to estimate the necessary effort of disassembly on the one hand and to identify the components that can be disassembled without destruction. Therefore, five mid-drive motors, namely AEG Comfort Drive, Bafang BBS01B, Bosch Performance Line CX, Brose Drive C E22243, and Shimano STEPS E6110, are examined in more detail below; these are listed in alphabetical order in Fig. 2. The selected electric bicycle motors are from established manufacturers with a market share of over 80% in the German electric bicycle market. For each manufacturer, one electric bicycle motor was disassembled and reassembled 30 times to record the disassembly activities.

Manufacturer and model name of the analyzed mid-engines in alphabetical order
Results
In the context of the result analysis, it is necessary to interpret and evaluate the disassembly results of the five electric bicycle motors. General and specific findings of a single electric bicycle motor are discussed. Subsequently, the results from the eDiM of each electric bicycle motor are presented and compared. The simplicity of disassembly was evaluated concerning the five disassembly tasks ‘tool changes’, ‘identification’, ‘manipulation’, ‘positioning’, ‘disconnection’, and ‘removal’.
General and specific findings during the disassembly
In general, the electric bicycle motors were disassembled non-destructively. Hence, the disassembly of the electric bicycle motors was discontinued in case further disassembly was only achievable by destroying or damaging components. Hence, it must be noted that none of the electric bicycle motors were completely disassembled to the part level. Consequently, the total component count deviates from the number of assemblies and components which could be disassembled destructively.
Furthermore, the same set of tools could be used to disassemble the five electric bicycle motors. Thereby, the following tools were used for disassembly: power drill (incl. bits), monkey wrench, combination pliers, soft-faced mallet, snap ring pliers, side cutter, allen key, spudger, internal bearing pullers, and two jaw bearing puller.
The structure and design of electric bicycle motors are highly dependent on the manufacturer. However, considering all parts, similar component groups or subassemblies are identified for the five electric bicycle motors: housing, rotor, stator, printed circuit board (PCB), and gearbox.
The AEG Comfort Drive electric bicycle motor was disassembled into 31 components, excluding smaller components, e.g., screws and seals. Like the Bafang BBS01B, the controller is embedded in silicone in this model, so it can only be separated from the housing with great effort.
The Bafang BBS01B electric bicycle motor was disassembled into 33 components, excluding, e.g., screws and seals. The electric bicycle motor shaft nuts must be loosened on both sides for disassembly, whereby a special tool is helpful. The plug-in connections were also glued with silicone regarding this electric bicycle motor, which increases the disassembly time. The controller is embedded in silicone in this model, so it can only be separated from the casing with great effort.
Regarding the Bosch PerformanceLine CX, the electric bicycle motor could be disassembled into 34 components, excluding smaller components, e.g., screws and seals. A particular aspect of the disassembly was separating the adhesive connection between the housing and the PCB.
The Brose Drive C E22243 electric bicycle motor was disassembled into 24 components, excluding smaller components, e.g., screws and seals.
The Shimano STEPS E6110 electric bicycle motor was disassembled into 32 components, excluding smaller components, e.g., screws and seals. The electric bicycle motor was difficult to open due to the glued seals between the housing/housing cover and housing/stator housing. In addition, the power cables had to be disconnected to separate the circuit board from the stator and connector.
eDiM Analysis and Comparison
In the following section, the five electric bicycle motors are analyzed with the help of the eDiM. Figure 3 presents a graphical overview of the results from the eDiM. The figure shows the percentage share of the six disassembly tasks of the respective electric bicycle motor.

Overview of the results of the eDiM of the five electric bicycle motors
For the AEG Comfort Drive electric bicycle motor, 237 s (40%) for the ‘disconnection’ task, 221 s (38%) for the ‘positioning’ task, 56 s (10%) for the ‘manipulation’ task, 36 s (6%) for the ‘tool changes’ task, 23 s (4%) for the ‘removal’ task, and 14 s (2%) for the ‘identification’ task are needed. In total, 587 s and 36 disassembly steps are required to disassemble the electric bicycle motor.
For the Bafang BBS01B electric bicycle motor, the 38 disassembly step takes 676 s. Thereby, the disassembly tasks’positioning’ with 299 s and ‘disconnection’ with 250 s are responsible for around 81% of the required time. This is followed by the ‘removal’ task with 65 s (10%). The ‘tool changes’ and ‘manipulation’ tasks take another 35 s (5%) and 27 s (4%), respectively. No time is required for the task’ identification’ since the connector types and appropriate unfastening tools are clearly identifiable.
It took 32 steps to disassemble the Bosch PerformanceLine CX electric bicycle motor. According to the eDiM, the disassembly process takes 581 s. The disassembly tasks’ disconnection’ with 294 s (51%) and ‘positioning’ with 185 s (32%) require the most time. The disassembly tasks’ manipulation’ with 41 s (7%), ‘tool changes’ with 29 s (5%), and ‘removal’ with 32 s (5%) have a minor influence on the disassembly time. Since the connector types and appropriate unfastening tools are clearly identifiable, the disassembly task ‘identification’ does not occur for this electric bicycle motor.
The disassembly time with a total of 30 disassembly steps for a Brose Drive C E22243 electric bicycle motor is 427 s. The disassembly tasks’manipulation’ with 40 s (9%), ‘tool changes’ with 22 s (5%), and ‘removal’ with 20 s (5%) are of lower importance. As with the other electric bicycle motors investigated, the disassembly tasks’disconnection’ with 189 s (44%) and ‘positioning’ with 156 s (37%) require the most time. Since the connector types and appropriate unfastening tools are clearly identifiable, the disassembly task ‘identification’ does not occur for this electric bicycle motor.
27 disassembly steps are required for the electric bicycle motor from Shimano STEPS E6110. In total, the disassembly of the electric bicycle motor takes 573 s, according to eDiM. Similar to Bosch PerformanceLine CX, the disassembly tasks are ‘disconnection’ with 288 s (50%) and ‘positioning’ with 190 s (33%), the largest share. This is followed by the tasks’manipulation’ with 43 s (8%), ‘tool changes’ with 29 s (5%), and ‘removal’ with 23 s (4%). Since the connector types and appropriate unfastening tools are clearly identifiable, the disassembly task ‘identification’ does not appear in this summary.
The results for the disassembly time from the eDiM of the five electric bicycle motors are summarized in Table 6.
Discussion
This section summarizes and interprets the data obtained from eDiM concerning the five disassembly tasks ‘tool changes’, ‘identification’, ‘manipulation’, ‘positioning’, ‘disconnection’, and ‘removal’. Furthermore, dependencies between the disassembly tasks are identified, and their relevance in the disassembly is explained.
The disassembly task ‘tool changes’ takes between four and seven percent of the total disassembly time of the electric bicycle motors. The time required for this task is dependent on the number of tools needed and the number of connector types (e.g., different kinds of screws). The number of tool changes for the five electric bicycle motors is relatively similar and varies between 15 and 23.
The required time for the disassembly task ‘manipulation’ is between four and ten percent of the total disassembly time. Thereby, the electric bicycle motors have to be manipulated between eleven and 21 times during the disassembly process.
Concerning this work, the manufacturers provided no information regarding the eDiM. Hence, the information on the optimal disassembly sequence, which is generally derived from the assembly sequence, and the necessary tools were not known in advance. The missing information was determined through tutorials/documentation analysis and during the disassembly of the electric bicycle motors. The missing information could have increased the disassembly time of the tasks ‘tool changes’ and ‘manipulation’. However, during method development, Vanegas et al. [57] pointed out that manufacturer information unavailability is a common issue.
Regarding the task ‘removal’, the acquired time during the disassembly is relatively low, which is ascribable to the frequently encountered friction fits, for which no removal action is considered. The ‘removal’ task accounts for four to ten percent of the total disassembly time. In addition, the disassembly task ‘identification’ plays a minor role in the disassembly of electric bicycle motors. The connections are typically easily visible.
In general, the case study shows that the five electric bicycle motors can be disassembled with the same kind of tools. However, the number of tools needed depends on fastener types (e.g., different types of screws). In general, fastener types have the most significant influence on the total eDiM and disassemblability. The type of fastener influences the disassemble tasks ‘tool changes’, ‘tool positioning’, and ‘disconnection’. Thereby, the disassemble tasks ‘positioning’ and ‘disconnection’ have the strongest influence on the overall disassembly time. The number of screw connections, adhesive connections, and bearing disassembly are the largest contributors to the amount of time required in these disassembly task categories.
Besides, the eDiM has not yet been fully developed, so a well-structured taxonomy of fasteners that satisfies the analysis product group’s need was unavailable [57]. Thus, new MOST sequences identified within the scope of this work should be observed with caution, as only five products have been disassembled as a base for MOST sequence creation.
Furthermore, despite the awareness that used product condition is one of the significant uncertainties in remanufacturing, this parameter is not considered in the analysis. The eDiM indicates generic procedures that do not consider this factor. However, the considered electric bicycle motors were used, though no significant signs of wear were identified. Nevertheless, the elaborated results must be considered with care, as in case of corrosion or extreme wear, other tools may have to be used, the force required to disassemble the components may increase, or the components may even be damaged. Disconnection time or even the sequence order can vary, impacting the disassembly time and the system’s economic efficiency.
In order to be able to remove critical components such as bearings, it requires a high disassembly depth in the electric bicycle motors examined. Therefore, taking into account the subsequent remanufacturing at the product’s end-of-life already in the design and development phase of the electric bicycle motors holds great potential. To increase the ease of disassembly, the design of the electric bicycle motors could be made less sequential and more modular, for example. This means most electric bicycle motors do not have to be completely disassembled to access critical components.
Conclusion
Using the eDiM, this work evaluated the disassembly capability of electric bicycle motors in terms of their suitability for remanufacturing. An actual disassembly was carried out to access missing data and gain first-hand disassembly insights to perform product analysis. This work concluded that the electric bicycle motors examined can be disassembled without significant damage if all the necessary tools are available. Only minor or low-value parts, which are anyway replaced in remanufacturing, are damaged during the procedure. Therefore, the electric bicycle motors studied are classified as suitable for remanufacturing based on their disassembling ability.
However, this work cannot be generalized, considering the variety of electric bicycle motor models and their variants. The assessment of the suitability of electric bicycle motors for remanufacturing is a case-by-case decision. In order to make a statement about the feasibility of remanufacturing electric bicycle motors, further research should investigate the disassemblability of a broader range of electric bicycle motors.
In addition to the technical feasibility of the non- resp. semi-destructive disassembly of electric bicycle motors, it is necessary to examine the economic feasibility of a possible remanufacturing of electric bicycle motors. Thereby, the economic feasibility depends, among others, on the value, availability, and degree of wear of the individual components as well as the disassembly time. If these data are added to the eDiM, a cost calculation for remanufacturing electric bicycle motors can be carried out.
Since disassembly is only part of the remanufacturing process, a holistic assessment of the suitability of electric bicycle motors requires further consideration. In addition to assessing technical feasibility and time required for the remaining process steps, such as entrance diagnosis, cleaning, and reassembly, a comprehensive examination of product analysis, market analysis, and appropriate business models is essential to create a sustainable and market-oriented business model for remanufactured electric bicycle motors.
Data availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
Change history
21 April 2023
The original version of this paper was updated: The table in Appendix 1 should be split into five parts
References
Afrinaldi F, Zameri M, Saman M, Shaharoun, (2008) The evaluation methods of disassemblability for automotive components – a review and agenda for future research. Jurnal Mekanikal 26:49–62
Amelia L, Wahab DA, Ismail AR, Che Haron CH (2009) Disassembly time evaluation for enhancing the reusability of automotive components. IEEM 2009 - IEEE International Conference on Industrial Engineering and Engineering Management:115–119
Amrhein S (2017) Wertstoffkreisläufe im Kontext neuer Mobilitätskonzepte. Dissertation, Augsburg. Available via DIALOG. https://opus.bibliothek.uniaugsburg.de/opus4/frontdoor/deliver/index/docId/4072/file/Dissertation_Amrhein_Sebastian.pdf. Accessed 15 Nov 2021
Bernhart W, Riederle S, Hotz T, Olschewski I, Busse A (2021) E-mobility index, 2021st edn. Munich, pp 1–20
Boks CB, Kroll E, Brouwers W, Stevels A (1996) Disassembly modeling: two applications to a Philips 21" television set. Proceedings of the 1996 IEEE International Symposium on Electronics and the Environment:224–229
Bracquené E, Dams Y, Brusselaers j, Peeters JR (2018) Repairability criteria for energy related products Study in the BeNeLux context to evaluate the options to extend the product life time final report. Available from: http://www.benelux.int/files/7915/2896/0920/FINAL_Report_Benelux.pdf
BSI - British Standards Institution (2009) BS 8887–2:2009 Design for manufacture, assembly, disassembly and end- of-life processing (MADE). Terms and definitions. Available via DIALOG. https://shop.bsigroup.com/ProductDetail/?pid=000000000030182997
Das SK, Yedlarajiah P, Narendra R (2000) An approach for estimating the end-of-life product disassembly effort and cost. Int J Prod Res 38:657–673
Deloitte (2020) Elektromobilität in Deutschland: Marktentwicklung bis 2030 und Handlungsempfehlungen
Desai A, Mital A (2003) Evaluation of disassemblability to enable design for disassembly in mass production. Int J Ind Ergon 32:265–281
DIN Deutsches Institut für Normung e.V. (2002) DIN EN 45554. Allgemeine Verfahren zur Bewertung der Reparier-, Wiederverwend- und Upgradebarkeit energieverbrauchsrelevanter Produkte, Berlin
Fang HC, Ong SK, Nee A (2015) Product Remanufacturability Assessment and Implementation Based on Design Features. Procedia CIRP 26:571–576
Fang HC, Ong SK, Nee A (2016) An Integrated Approach for Product Remanufacturing Assessment and Planning. Procedia CIRP 40:262–267
Favi C, Marconi M, Germani M, Mandolini M (2019) A design for disassembly tool oriented to mechatronic product de-manufacturing and recycling. Adv Eng Inform 39:62–79
de Fazio F, Bakker C, Flipsen B, Balkenende R (2021) The Disassembly Map: A new method to enhance design for product repairability. J Clean Prod 320:128552
Fischer R (2006) Elektrische Maschinen. Hanser, München, Wien
Fujimoto H, Ahmed A, Sugi K (2001) Product's disassemblability evaluation using information entropy In: Proceedings - 2nd International Symposium on Environmentally Conscious Design and Inverse Manufacturing: 353–359
Gadh R, Srinivasan H, Nuggehalli S, Figueroa R (1998) Virtual disassembly-a software tool for develo** product dismantling and maintenance systems. Proceedings of the Annual Reliability and Maintainability Symposium: 120–125
Germani M, Mandolini M, Marconi M, Rossi M (2014) An Approach to Analytically Evaluate the Product Disassemblability during the Design Process. Procedia CIRP 21:336–341
Giudice F, Kassem M (2009) End-of-life impact reduction through analysis and redistribution of disassembly depth: A case study in electronic device redesign. Comput Ind Eng 57:677–690
Gressmann M, Müller E (2016) Fachwissen E-Bike. Technik der Leicht-Elektrofahrzeuge. Verlag Europa-Lehrmittel Nourney Vollmer GmbH & Co. KG, Haan-Gruiten
Gungor A, Gupta SM (1997) An evaluation methodology for disassembly processes. Comput Ind Eng 33:329–332
Häfner C, Koller J, Koop C, Klein V (2021) Zukunftstrend nachhaltige Elektrofahrräder?: Erhebung zur Kreislaufwirtschaft in der Elektrofahrradbranche, Bayreuth
Hesselbach J, Kuehn M (1998) Disassembly evaluation of electronic & electrical products In: Proceedings of the 1998 IEEE International Symposium on Electronics & the Environment: 79–81
Ijomah WL, McMahon CA, Hammond GP, Newman ST (2007) Development of robust design-for-remanufacturing guidelines to further the aims of sustainable development. Int J Prod Res 45:4513–4536
James AT, Gandhi OP, Deshmukh SG (2017) Development of methodology for the disassemblability index of automobile systems using a structural approach. Proc Inst Mech Eng D J Automob Eng 231:516–535
Jiang JB, Zeng SJ, Xu MS (2012) Research on the Multi-Index Comprehensive Evaluation Method of Electromechanical Products’ Disassembly. AMR 479–481:2188–2193
Johnson MR, Wang MH (1998) Economical evaluation of disassembly operations for recycling, remanufacturing and reuse. Int J Prod Res 36:3227–3252
Justel D, Vidal R, Chiner M (2006) TRIZ applied to innovate in design for disassembly. Proceedings of the 13th CIRP International Conference on Life Cycle Engineering: 377–382
Kampker A, Vallée D, Schnettler A (2018) Elektromobilität. Grundlagen einer Zukunftstechnologie. Springer Vieweg, Berlin
Karle A (2017) Elektromobilität. Grundlagen und Praxis. Fachbuchverlag Leipzig im Carl Hanser Verlag, München
Köhler DCF (2011) Regenerative Supply Chains. Regenerative Wertschöpfungsketten. Zugl.: Bayreuth, Univ., Diss., 2011. Shaker-Verl., Aachen
Kondo Y, Deguchi K, Hayashi Y, Obata F (2003) Reversibility and disassembly time of part connection. Resour Conserv Recycl 38:175–184
Koop C, Grosse Erdmann J, Koller J, Döpper F (2021) Circular business models for remanufacturing in the electric bicycle industry. Frontiers in Sustainability 2:1–16
KPMG (2020) KPMG’s global automotive executive survey 2020:1–64
Kroll E (1996) Application of Work-Measurement Analysis to Product Disassembly for Recycling. Concurr Eng 4:149–158
Kroll E, Carver BS (1999) Disassembly analysis through time estimation and other metrics. Rob Comput-Integr Manuf 15:191–200
Kroll E, Hanft TA (1998) Quantitative evaluation of product disassembly for recycling. Res Eng Design 10:1–14
Lee SG, Lye SW, Khoo MK (2001) A Multi-Objective Methodology for Evaluating Product End-of-Life Options and Disassembly. Int J Adv Manuf Technol 18:148–156
Mandolini M, Favi C, Germani M, Marconi M (2018) Time-based disassembly method: how to assess the best disassembly sequence and time of target components in complex products. Int J Adv Manuf Technol 95:409–430
Mani V, Das S, Caudill R (2001) Disassembly complexity and recyclability analysis of new designs from CAD file data. Proceedings of the 2001 IEEE International Symposium on Electronics and the Environment: 10–15
Matsumoto M, Yang S, Martinsen K, Kainuma Y (2016) Trends and research challenges in remanufacturing. Int J Precis Eng Manuf-Green Tech 3:129–142
McGlothlin S, Kroll E (1995) Systematic estimation of disassembly difficulties: Application to computer monitors. Proceedings of the 1995 IEEE International Symposium on Electronics and the Environment ISEE: 83–88
Mok HS, Kim HJ, Moon KS (1997) Disassemblability of mechanical parts in automobile for recycling. Comput Ind Eng 33:621–624
Peeters JR, Tecchio P, Ardente F, Vanegas P, Coughlan D, Duflou JR (2018) eDIM: further development of the method to assess the ease of disassembly and reassembly of products - Application to notebook computers. Publications Office of the European Union, Luxembourg
Priyono A, Ijomah W, Bititci U (2016) Disassembly for remanufacturing: A systematic literature review, new model development and future research needs. JIEM 9:899
Priyono A, Ijomah WL, Bititci US (2015) Strategic operations framework for disassembly in remanufacturing. Jnl Remanufactur 5:11
Schlesinger L, Koller J, Oechsle O, Molenda P (2021) Remanufacturing of e-mobility components - five-step implementation strategy to increase sustainability within circular economy. International Electric Drives Production Conference (EDPC) 11:1–8
Shu LH, Flowers WC (1999) Application of a design-for-remanufacture framework to the selection of product life-cycle fastening and joining methods. Rob Comput-Integr Manuf 15:179–190
Soh SL, Ong SK, Nee A (2014) Design for Disassembly for Remanufacturing: Methodology and Technology. Procedia CIRP 15:407–412
Soh SL, Ong SK, Nee AYC (2016) Design for assembly and disassembly for remanufacturing. Assem Autom 36:12–24
Steinhilper R (1998) Remanufacturing. The ultimate form of recycling. Fraunhofer-IRB-Verl, Stuttgart
Steinhilper R, Butzer S (2019) Remanufacturing, Closed‐Loop Systems and Reverse Logistics. In: Nasr N (ed) Remanufacturing in the Circular Economy, 1st edn. Wiley-Scrivener; Safari, Erscheinungsort nicht ermittelbar, Boston, MA, pp 85–109
Sundin E, Tomohiko S, Lindahl M, Kao C-C, Joungerious B (2016) Map of remanufacturing business model landscape. European Remanufacturing Network
Tian G, Zhou M, Chu J, Liu Y (2012) Probability Evaluation Models of Product Disassembly Cost Subject to Random Removal Time and Different Removal Labor Cost. IEEE Trans Automat Sci Eng 9:288–295
Vanegas P, Peeters JR, Cattrysse D et al (2018) Ease of disassembly of products to support circular economy strategies. Resour Conserv Recycl 135:323–334
Vanegas P, Peeters JR, Cattrysse DG et al (2016) Study for a method to assess the ease of disassembly of electrical and electronic equipment. Method development and application in a flat panel display case study. European Union, Luxembourg
Verein Deutscher Ingenieure e.V. (2002) VDI-Richtlinie 2243: Recyclingorientierte Produktentwicklung, Berlin
Verein Deutscher Ingenieure e.V. (2009) VDI 2343–3 - Recycling of electrical and electronic equipment Disassembly, Berlin
Westkämper E, Warnecke H-J (2010) Einführung in die Fertigungstechnik. Vieweg+Teubner, Wiesbaden
Yanıkoğlu İ, Denizel M (2021) The value of quality grading in remanufacturing under quality level uncertainty. Int J Prod Res 59:839–859
Yi H-C, Park Y-C, Lee K-S (2003) A study on the method of disassembly time evaluation of a product using work factor method. Man Cybern 2:1753–1759
Zandin KB (1990) MOST work measurement systems. Dekker, New York
Zweirad-Industrie-Verband e.V (2020) Statista: Absatz von E-Bikes in Deutschland von 2009 bis 2019
Zweirad-Industrie-Verband e.V (2022) Marktdaten Fahrräder und E-Bikes 2021, Berlin
Funding
Open Access funding enabled and organized by Projekt DEAL. This paper evolved from the research project AddRE-Mo and was funded by the Federal Ministry of Education and Research with a Grant No 033R234A.
Author information
Authors and Affiliations
Contributions
JG and JK wrote the introduction, case study, results, and discussion. JB wrote the state of the art and methodology. JG prepared all the figures. All authors reviewed the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Conflict of interest
The authors declare no potential conflict of interest with this submission.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendices
Appendix 1. Evaluation Method Review Table
Parameters | Quantitative Factors/ Evaluation | Special | Pre Disassembly | Preactions (collecting, cleaning, transport etc.) | Preparation of tools | Past working conditions/ Use environment | Post Disassembly | Ease of cleaning, retrieving, dissolving, sorting | Reusability/ Recoverability/ EOL strategy | Movement of parts | Accessibility | Access to/ Location of components and fasteners | Dimensions, tolerances | Ease of finding a joining point/ Visibility/ Identification of links | Degree of freedom/ Clearance |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Authors | |||||||||||||||
[56] | x | x | x | ||||||||||||
[12] | x | x | x | x | |||||||||||
[2] | x | x | x | ||||||||||||
[8] | x | x | x | x | x | ||||||||||
[10] | x | x | x | x | x | x | |||||||||
[13] | x | x | x | ||||||||||||
[14] | x | ||||||||||||||
[17] | x | x | x | x | |||||||||||
[18] | x | x | x | ||||||||||||
[19] | x | ||||||||||||||
[20] | x | x | x | ||||||||||||
[22] | |||||||||||||||
[24] | x | x | |||||||||||||
[25] | x | ||||||||||||||
[26] | x | x | x | ||||||||||||
[27] | x | x | x | ||||||||||||
[28] | x | x | |||||||||||||
[29] | x | x | x | ||||||||||||
[33] | x | x | |||||||||||||
[36] | x | x | x | ||||||||||||
[37] | x | x | x | ||||||||||||
[39] | x | ||||||||||||||
[41] | x | x | |||||||||||||
[40] | |||||||||||||||
[43] | x | x | |||||||||||||
[44] | x | x | x | x | x | x | |||||||||
[51] | x | x | x | x | |||||||||||
[55] | x | ||||||||||||||
[62] | x | x | x | x |
Parameters | Postural Requirements | Positioning (level of accuracy)/ Fixture/ Support | Ergonomic factors/ Posture | Disassembly Process | Direction of disassembly (and assembly) | Disassembly sequences and schedueling | Level/ Depth/ Degree of disassembly | Disassembly precedents (to calculate sequences) | Number of components disassembled (to reach target part) | Feasibilty of disassembly operations | Obstructions | Difficulty/ease of disassembly operations/ Of removing fasteners | Disassembly set up | Constraints on disassembly | Total number of disassembly tasks |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Authors | |||||||||||||||
[56] | x | x | |||||||||||||
[12] | x | x | x | x | x | ||||||||||
[2] | x | ||||||||||||||
[8] | x | x | x | ||||||||||||
[10] | x | x | x | ||||||||||||
[13] | x | x | x | x | |||||||||||
[14] | x | x | x | ||||||||||||
[17] | x | x | x | x | |||||||||||
[18] | x | x | x | x | x | x | x | ||||||||
[19] | x | x | x | x | |||||||||||
[20] | x | x | x | x | |||||||||||
[22] | x | x | x | x | |||||||||||
[24] | x | x | x | x | x | ||||||||||
[25] | x | ||||||||||||||
[26] | x | x | |||||||||||||
[27] | x | x | x | x | x | ||||||||||
[28] | x | x | x | x | x | ||||||||||
[29] | |||||||||||||||
[33] | x | x | |||||||||||||
[36] | x | x | x | ||||||||||||
[37] | x | x | x | x | x | x | |||||||||
[39] | x | x | x | x | x | ||||||||||
[41] | x | x | x | x | |||||||||||
[40] | x | x | x | x | |||||||||||
[43] | x | x | x | ||||||||||||
[44] | x | x | x | x | x | ||||||||||
[51] | x | x | x | x | x | x | |||||||||
[55] | x | x | x | x | |||||||||||
[62] | x | x | x | x |
Parameters | Requirements of Tools/ Tasks | Removal condition | Quality of removal operators/ Skills required | Removal time | Amount and kind of tools/ No tool | Tool and hand alternation | Weight, size of the tool | Exertion of force | Exertion of torque | Disassembly Energy | Tension | Deformation energy of joint | Task typ | Task repetitions/ Frequency | Requirement of manpower |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Authors | |||||||||||||||
[56] | x | x | |||||||||||||
[12] | x | ||||||||||||||
[2] | x | ||||||||||||||
[8] | x | x | x | x | x | ||||||||||
[10] | x | x | x | x | x | x | x | ||||||||
[13] | |||||||||||||||
[14] | x | ||||||||||||||
[17] | |||||||||||||||
[18] | |||||||||||||||
[19] | x | x | |||||||||||||
[20] | |||||||||||||||
[22] | |||||||||||||||
[24] | x | x | |||||||||||||
[25] | |||||||||||||||
[26] | x | x | x | x | |||||||||||
[27] | x | x | x | x | x | x | |||||||||
[28] | x | ||||||||||||||
[29] | x | ||||||||||||||
[33] | x | x | |||||||||||||
[36] | x | x | x | x | |||||||||||
[37] | x | x | x | x | |||||||||||
[39] | x | ||||||||||||||
[41] | x | x | |||||||||||||
[40] | x | ||||||||||||||
[43] | x | x | x | x | |||||||||||
[44] | x | ||||||||||||||
[51] | x | ||||||||||||||
[55] | x | ||||||||||||||
[62] | x | x |
Parameters | Design Factors | Weight, shape, size, volume of component | Weight, shape, size of joints/liaisons | Surface (incl. Friction) | Components symmertry | Number of (non)-fasteners/ Joints of each typ | Serial number for (identical) parts and subassemblies/ Or joining method | Number/ Type of joints/ Fasteners | Total number of components or subassemblies | Total number of com. reclaimed or disposed of (with or w/o disassembly) | Minimum no. of parts/ Parts not required | Number of total/ Inspected features per component | Product structure, interaction, core set up, intersurface | Complexity | Quality/ Condition of the returned core/ Age |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Authors | |||||||||||||||
[56] | x | x | x | ||||||||||||
[12] | x | x | x | x | x | x | |||||||||
[2] | x | x | |||||||||||||
[8] | |||||||||||||||
[10] | x | x | x | ||||||||||||
[13] | x | x | x | x | |||||||||||
[14] | x | x | x | x | |||||||||||
[17] | |||||||||||||||
[18] | x | x | |||||||||||||
[19] | x | x | x | x | |||||||||||
[20] | x | x | x | x | x | ||||||||||
[22] | x | x | x | x | |||||||||||
[24] | x | x | x | ||||||||||||
[25] | x | x | x | x | |||||||||||
[26] | x | x | x | x | |||||||||||
[27] | x | x | x | x | x | ||||||||||
[28] | x | x | x | x | x | x | |||||||||
[29] | x | x | x | ||||||||||||
[33] | x | x | x | x | |||||||||||
[36] | x | x | x | x | |||||||||||
[37] | x | x | x | x | |||||||||||
[39] | x | x | x | x | |||||||||||
[41] | x | x | x | x | |||||||||||
[40] | x | x | x | x | x | x | x | ||||||||
[43] | x | x | |||||||||||||
[44] | x | x | x | x | x | x | |||||||||
[51] | x | x | x | x | x | ||||||||||
[55] | x | ||||||||||||||
[62] | x | x | x | x |
Parameters | Material | (Amount of) material types and attributes | Material handling | Material market value | Durability/ Wear resistence | Hazardous parts | Evaluation | Design diagnostic/ Redesign ideas/ Weakness identification | Time for supporting activities | Environmental impact | Disassembly time1 (net, planned, standard, total, etc.) | Disassembly costs (also labour rate, disposal etc.) | Economic aspects/ Profit/ Revenue | Grou** of components and parts | Disassembly effort |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Authors | |||||||||||||||
[56] | x | x | x | ||||||||||||
[12] | x | x | x | ||||||||||||
[2] | x | x | x | x | |||||||||||
[8] | x | x | x | x | x | x | x | ||||||||
[10] | x | x | x | x | |||||||||||
[13] | x | x | x | x | |||||||||||
[14] | x | x | x | x | |||||||||||
[17] | x | x | |||||||||||||
[18] | x | x | x | ||||||||||||
[19] | x | x | x | x | |||||||||||
[20] | x | x | |||||||||||||
[22] | x | x | |||||||||||||
[24] | x | x | x | x | x | x | x | ||||||||
[25] | x | x | |||||||||||||
[26] | x | x | |||||||||||||
[27] | x | x | x | x | x | ||||||||||
[28] | x | x | x | x | |||||||||||
[29] | |||||||||||||||
[33] | x | x | |||||||||||||
[36] | x | x | x | ||||||||||||
[37] | x | x | x | ||||||||||||
[39] | x | x | x | x | x | x | x | ||||||||
[41] | x | x | x | x | x | x | x | ||||||||
[40] | x | x | |||||||||||||
[43] | x | x | |||||||||||||
[44] | x | x | x | x | |||||||||||
[51] | x | x | |||||||||||||
[55] | x | x | |||||||||||||
[62] | x | x | x | x |
Appendix 2. Basic MOST Sequence Models [63]
BASIC MOST WORK MEASUREMENT | ||
|---|---|---|
Activity | Sequence model | Sub-activities |
GENERAL MOVE | ABGABPA | A—Action distance |
B—Body motion | ||
G—Gain control | ||
P—Placement | ||
CONTROLLED MOVE | ABGMXIA | M—Move controlled |
X—Process time | ||
I—Alignment | ||
TOOL USE | ABGABPABPA | F—Fasten |
L—Loosen | ||
C—Cut | ||
S—Surface treat | ||
M—Measure | ||
R—Record | ||
T—Think | ||
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Erdmann, J.G., Koller, J., Brimaire, J. et al. Assessment of the disassemblability of electric bicycle motors for remanufacturing. Jnl Remanufactur 13, 137–159 (2023). https://doi.org/10.1007/s13243-023-00124-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13243-023-00124-1