
Abstract
Nitriding is a thermochemical surface hardening process, which can be used to improve the performance properties of gears. In particular, the tooth flank and tooth root load-carrying capacity can be significantly increased by nitriding. Previous work has shown that tribological dominated failure modes and limits, such as the micro-pitting and wear load-carrying capacity of gears, can be significantly increased by a suitable compound layer structure. In this work, the relationship between compound layer design and macro-pitting load-carrying capacity of nitrided gears is explored based on experimental investigations. For this purpose, the materials EN31CrMoV9 and EN42CrMo4 were nitrided under varying nitriding conditions to produce compound layers with different structures and properties. The characteristics of the compound layer such as phase composition, compound layer thickness and pore seam were extensively characterized by means of metallographic techniques, XRD, GDOES, and EBSD. Experimental investigations of the macro-pitting load-carrying capacity were carried out on an FZG back-to-back gear test rig with center distance a = 52 mm. It was shown that the pitting load-carrying capacity depends to a large extent on the characteristics of the compound layer, in particular on the formation of the pore seam. A minimum pore seam thickness of CLTP ≥ 1.8 µm has a positive effect on the pitting load-carrying capacity. The test results for the pitting load-carrying capacity are above (σH lim ≥ 1690 N/mm2) or, in some cases, significantly above (σH lim = 1979 N/mm2) the strength values specified in ISO 6336-5:2016 for nitrided nitriding steels (σH lim = 1450 N/mm2; material quality ME) and case-hardened alloy steels (σH lim = 1650 N/mm2; material quality ME).
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The load-carrying capacity of the tooth flanks and the tooth root can be significantly increased by nitriding to improve the performance characteristics of gears (Ref 1,2,3,4). Compared to case hardening, nitriding has advantages, such as lower distortion, since nitriding is carried out at lower temperatures and no phase transformation takes place. Nitrided gears also exhibit high resistance to scuffing, wear and corrosion (Ref 5, 6) and are suitable for use at elevated temperatures due to increased heat resistance of the nitrided layer (Ref 7).
Directly at the surface, the nitrided layer initially consists of a compound layer corresponding to a thickness of a few micrometers. This is followed by an underlaying diffusion layer, which can be up to several hundred micrometers thick. The diffusion layer is formed at the beginning of the nitriding process and consists, among others, of nitride precipitates that lead to an increase in hardness. With continuous nitriding, the compound layer is formed.
Figure 1 shows the edge zone of a nitrided gear segment and two enlargements of the edge zone with focus on the compound layer. The compound layer consists of various nitride phases that differ in composition and structure. The first nitride which forms in the course of the nitriding process with α-iron is the γ′-Fe4N nitride. The γ′-nitride has a face-centered cubic crystal structure and can dissolve only a small amount of carbon. As the nitriding potential rN, which is a measure for the nitriding activity of the process atmosphere, increases, the nitrogen-rich ε-Fe3(N,C)1−x (carbo-)nitride is formed, which has a hexagonal crystal structure and is stabilized by carbon (Ref 8). The structural differences of the nitrides also lead to different mechanical properties. A higher proportion of nitrogen results in a higher hardness of the ε-nitrides compared to the γ′-nitrides. Compound layers with an increased ε-nitride content and an accompanying high compound layer thickness (CLT) have reduced toughness (Ref 9). The amounts of the γ′- and the ε-phase and their distribution within the compound layer can be influenced by the nitriding or nitrocarburizing process parameters such as nitriding potential, process duration, carbon addition, etc.

(a) Gear segment of a nitrided gear with nital etching. (b) Enlargement of the nitrided edge zone and visualization of the compound layer as a white layer by the nital etching. (c) Enlargement of the compound layer with marking of the pore seam
Furthermore, the compound layer often has a certain pore seam, which can only be avoided if the compound layer does not exceed a certain thickness.
The impact of the compound layer on the load-carrying capacity of nitrided gears has been investigated in (Ref 10,11,12,13,14,15,16,17,18).
The structure and properties of the compound layer determine the tribological properties and the corrosion properties of the loaded surface (Ref 10, 11, 13) in a decisive way, while the static and especially the dynamic strength and thus the macro-pitting and tooth root carrying capacity are determined also by the characteristics of the diffusion layer, including the residual stress condition (Ref 15,16,17).
In recent investigations (Ref 14), it was shown that the tribological load-carrying capacity can be significantly improved by an appropriate compound layer structure. For micro-pitting and wear resistance, a minimum CLT of 5 µm has proven to be favorable and a pore seam thickness (CLTP) of at least 2 µm should also be aimed for with regard to the micro-pitting load-carrying capacity. Depending on the type of damage, different nitride compositions of the compound layer had a positive effect, which is related to the structural differences of the nitrides mentioned above. In summary, an ε-nitride content of at least 50% in the compound layer was examined in (Ref 14) as the best compromise for the damage types of micro-pitting and wear. However, for the macro-pitting load-carrying capacity, a γ′/ε-nitride ratio > 8 (max. ε-nitride content approx. 11.5%) is required for nitrided layers for the highest material quality ME according to ISO 6336-5:2016 (Ref 19), which contradicts the results from (Ref 14) for the tribologically caused types of failure such as wear and micro-pitting.
In (Ref 12), the presence of the compound layer was investigated with regard to the macro-pitting load-carrying capacity without taking the influence of the phase composition, CLT or pore seam into account. It was shown that variants with a compound layer have a significant higher tooth flank load-carrying capacity than variants without a compound layer, as long as no micro-pitting occurred. However, the influence of the structure and composition of the compound layer on the macro-pitting load-carrying capacity was not investigated.
In addition to the compound layer, the diffusion layer is also important for the tooth root and tooth flank load-carrying capacity, especially for the macro-pitting load-carrying capacity. It is shown in (Ref 21) that a thicker compound layer shows a higher load capacity compared to a thin compound layer. These investigations also showed that, in addition to the thickness of the compound layer, other parameters, such as the material condition (preheat treatment condition), also have an influence on the load-carrying capacity of the gears.
Current studies (Ref 19,20,21) show an influence of the compound layer composition on the pitting/wear load-carrying capacity of gears. Here, the load-carrying capacities of monophasic and multiphasic compound layers were compared and a significant change in the mechanical properties with an increase in the proportion of ε-nitrides was found. It was found that nitrided gears with a multiphasic compound layer of γ′- and ε-nitrides showed a higher resistance to pitting wear than nitrided gears with a monophasic γ′-nitride compound layer. However, no quantitative analysis of the phase fractions and their qualitative position in the compound layer was carried out. Furthermore, the pore seam thickness of the compound layers and its influence on the load-carrying capacity of the gears was not considered.
In summary, it can be stated that no systematic studies are available on the influence of the characteristics of the compound layer on the pitting load-bearing capacity.
This work includes theoretical and experimental studies on the pitting load-carrying capacity of nitrided gears made of EN31CrMoV9 and EN42CrMo4. In contrast to previous studies, a comprehensive characterization of the compound layer composition, including the determination of the exact phase fractions, is carried out using quantitative methods. The position of the γ'- and ε-nitrides, which differ in their mechanical properties, within the compound layer is also taken into account and investigated using qualitative methods. Another characteristic of the compound layer that has received little attention so far is the pore seam, whose influence on the pitting load-carrying capacity of gears is also investigated by varying its thickness. The impact of the compound layers of the nitrided gears is examined using load-carrying capacity tests. Based on the results, recommendations for nitriding of gears for industrial applications are given. These recommendations are intended to extend already valid recommendations from gear standards (Ref 22) and therefore to achieve an optimized compound layer design for high pitting load-carrying capacity.
2 Materials and Methods
2.1 Material and Heat Treatment
The most important nitriding steel EN31CrMoV9 for gearings was selected for the investigations. The heat treatable steel EN42CrMo4, which is also commonly used for gearings, was selected as a further material variant. Tables 1 and 2 show the chemical composition of the selected materials determined by optical emission spectroscopy (OES) in accordance with the corresponding specifications in (Ref 23). The material EN31CrMoV9 was supplied with a quenched and tempered strength of 1041 N/mm2 (860 °C/water + 630 °C 2 h air + 600 °C 2 h air). The material EN42CrMo4 was supplied in the normalized condition and subsequently quenched and tempered (860 °C/oil + 620 °C 2 h air) with a target strength of 1040 N/mm2.
Starting from a reference acc. to ISO 6336-5, a variety of compound layer variants was produced for the investigations on test gears, differing in phase composition, CLT and CLTP. The selection of the compound layer variants was based on previous investigations (Ref 24,25,26). Gas nitriding was carried out in a system with nitriding potential control. For the purpose of surface activation, heating was performed under an ammonia atmosphere. Cooling was carried out with the addition of ammonia to prevent nitrogen effusion at the end of the nitriding process (phase-controlled cooling). Gas nitriding was used to influence the phase composition and the CLT via the nitriding potential, temperature and process duration. Plasma nitrocarburizing was used to reduce the CLTP. In this process, a carbon donor in the form of methane (CH4) was also added to produce a compound layer predominantly of ε-(carbo-)nitrides. The nitriding parameters are given in Table 3. To ensure sufficient support in the diffusion zone below the compound layer, nitriding treatments with a comparatively low nitriding temperature were selected. The desired surface hardness should be approx. 750 ± 50 HV.
2.2 Test Gears
For the experimental gear tests, 21–29 running test gears were used. The selection of the gear geometry was based on the geometries used in previous studies (Ref 12, 27) in order to ensure comparability. Mechanical production, i.e., pre-toothing, bore and gear grinding, was performed in the same way for all test gears. Gear grinding (profile grinding) and finish grinding were performed before nitriding. The relevant nominal main geometry data of the test gears are summarized in Table 4.
Since the test gears were not further machined after nitriding, geometric modifications were made applied to the tooth flanks to compensate edge bulges resulting from the nitriding process and to avoid meshing interference and an associated improvement in the dynamic running properties of the test gears. All test gears were uniformly manufactured with an additional end relief (amount Ce = 12.5 ± 2.5 μm; length le = 1.5–0.050 mm) and with a short involute tip relief (Ca = 22.5 ± 2.5 μm) on the pinion and wheel.
2.3 Gear Testing for Pitting Load-Carrying Capacity
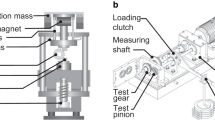
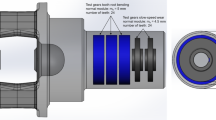
To determine the pitting load-carrying capacity, gear running tests were carried out on the FZG back-to-back test rig with a center distance of a = 52 mm. The schematic layout of the test rig is shown in Fig. 2. The following explanations are based in part on the work and formulations of (Ref 12, 18, 28).

The test rig is driven by an electric motor which is connected to the pinion shaft (1) of the transmission gearbox (2) via an elastomer coupling. The power is transmitted to the wheel side via the helical-toothed transmission wheels with a transmission ratio i = 29/21, which are mounted in the transmission gearbox. The wheel shaft (3) of the transmission gearbox is guided via a bearing block (4) with roller bearings to produce an arrangement that is as stiff and free of play as possible and to keep bending loads on the wheel shaft to a minimum. A coupling sleeve (5) is used to connect the wheel shaft of the transmission gear unit to the wheel shaft (6) of the test gear unit (7). The test gearing can be mounted and dismounted by means of a removable front plate (8). The pinion shaft (9) of the test gear unit leads into the tension coupling (10). The test torque is set by turning the two-part coupling with the aid of a loading lever with weights and then fixing it by the screw connection. The test rig features a closed power circuit, as is usual for torque test rigs. The motor supplies the loss torque to the closed power circuit. The tensioning takes place in such a way that the pinion drives the wheel. Table 5 summarizes the test conditions for determining the pitting load-carrying capacity.
The nominal contact stress σH0 results from the applied static test moment. It is calculated in accordance with ISO 6336-2, method B (Ref 31). As defined in ISO 6336-2, it should generally be noted that the specified values for the nominal contact stress σH0 by definition do not take into account the influence of the applied tooth flank modifications, in particular also the present flank line end relief, is not taken into account.
In order to improve the flank topography and to avoid micro-pitting as far as possible, a three-stage run-in has been carried out in analogy to (Ref 12) for all variants. After running-in, the test gears were loaded with a constant torque to determine the macro-pitting load-carrying capacity and tested until tooth flank damage occurred or until the defined limit load cycle number of 50 million load cycles was reached on the pinion. Running tests in which the tested tooth flanks showed no significant damage to the active tooth flanks after 50 million load cycles were terminated and rated as passed. Analogous to the FVA guideline 563 I (Ref 32) for the standardization of load-bearing capacity tests, a macro-pitting area, which is 4% of the active tooth flank area of a tooth (here approx. 1.3 mm2) or 1% of the total active flank area of the test pinion and wheel (in this case approx. 16 mm2), or scouring as a result of micro-pitting, which resulted in a mean profile shape deviation of ffm > 20 μm, are defined as limiting failure criteria. For the investigations of the macro-pitting load-carrying capacity, the FVA reference lubricant No. 3, additivated with 4% Anglamol A99 (Ref 30), was used.
For the reference variant EN31CrMoV9, 13 repeated single-stage tests were carried out in the range of endurance limit and finite fatigue life and, based on this, the S-N-curve for the macro-pitting load-carrying capacity at 50% probability of failure was determined in accordance with the specifications of (Ref 32). For the other variants, five to six repeated single-stage tests were performed in the range of endurance limit, which allow the determination of the macro-pitting load-carrying capacity at 50% probability of failure for variants 1.2, 2.1 and 2.5, each EN31CrMoV9, and an estimation for variant 1.2* EN42CrMo4 in accordance with the FVA guideline 563 I (Ref 32).
2.4 Characterization Methods for the Investigation of Compound Layer Designs
2.4.1 Metallographic Etching Methods
The metallographic investigations were carried out on a Zeiss Axioplan 1 light microscope in combination with an autocalibrating sensor. The compound layer thickness (CLT), pore seam thickness (CLTP) and nitriding hardness depth (NHD) were determined according to (Ref 33, 34) on cross sections taken at the tooth flank. In addition to the 3% alcoholic HNO3 solution (Nital) as standard etchant, Murakami and Beckert/Klemm etching methods were used to determine the phase composition of the compound layer and provide an qualitative indication of the γ′- and ε-nitride distribution (Ref 25). Murakami etching visualizes the carbon distribution in the compound layer and thus gives an indication of ε-carbonitride phases present. The Beckert/Klemm etching, on the other hand, makes the nitrogen distribution in the compound layer visible, which gives indications of the γ′- and ε-phase content. Table 6 summarizes the etchants used for the metallographic investigations.
2.4.2 X-Ray Diffraction (XRD)
For determination of the phase contents of the compound layers, x-ray diffraction was used. Diffraction patterns were measured using a θ/2θ Diffractometer of Type MZ VI E from GE Inspection Technologies with Cr-Kα radiation (λ(Kα12) = 0.2291 nm) at 33 kV, 40 mA and a primary beam of about 1 mm in diameter. An angular 2θ range from 50° to 164° was measured with a position sensitive detector equipped with a vanadium kβ-filter using a step size of 0.05° with a total time of 37 min for each measurement. The quantitative analysis of the diffraction patterns was performed according to the Rietveld method by using the software TOPAS 4.2 from Bruker-AXS. In this method, the entire diffraction pattern of polycrystalline materials is fitted by considering the instrumental contribution and physically based data about the crystal structure of the present phases as well as microstructural parameters as crystallite size and microstrains (Ref 38). In the present analyses, following phases were considered: ε-Fe2-3N and γ′-Fe4N, CrN, Fe3C, and the α-Fe substrate.
2.4.3 Electron Backscatter Diffraction (EBSD)
Electron backscatter diffraction was used in addition to the light optical microscopic images to determine the phase composition of the compound layer. Therefore, the cross sections of the gear segments were mechanically polished. The measurements were carried out at the gear flank with a FEG-SEM (Dual Beam Helios G4 PFIB CXe, ThermoFisher) equipped with an EBSD camera (Hikari Plus A, Ametek). The samples were placed on a pre-tilted holder to reach the necessary 70° angle for the measurements with the gear flank in accordance to the transverse direction A2, i.e., A1 meets the direction of the nitriding and A2 is parallel to the flank line (Fig. 3). For every sample, an area of 35 × 35 µm was measured with a step size of 0.07 µm using a voltage of 15 kV and a beam current of 3.2 nA. EDX (energy-dispersive x-ray spectroscopy) measurements were carried out simultaneously to localize especially the nitrogen. For each EBSD measurement, the EBSPs (Electron Backscatter Patterns) were saved and used for the re-indexing procedure to improve the data quality, which was done by using the EDAX software OIM AnalysisTM. After the re-indexing all files were cropped down to an area of 35 × 30 µm in order to reduce the area beyond the edge.

Schematic representation of the alignment of the sample surface at the tooth flank for the EBSD measurement. The samples were placed at a 70° angle. A1 meets the direction of the nitriding and A2 is parallel to the flank line
Along with the ferrite-phase α, the three iron-nitrogen-phases were measured: Fe4N (γ′), Fe3N (ε), and the carbonitride FeCN. The respective structure data are presented in Table 7.
From each dataset, maps of the phases and maps of the respective Inverse pole figures (IPF) were plotted combined with the Image Quality (IQ) using the EDAX OIM AnalysisTM software. Since the distinction of the ε-Fe3N- and the carbonitride FeCN was not always sufficient, the inverse pole figure data of both phases are presented in one IPF map, respectively.
3 Results
3.1 Characterization of the Compound Layer Designs
The compound layers were characterized in the un-run condition on gear segments. The segments were separated from the test gears before nitriding and nitrided together with the test gears intended for the following macro-pitting load-carrying capacity tests.
3.1.1 Light Microscopic Investigations and XRD
Cross sections of the compound layer variants taken from the test gears for the pitting load-carrying capacity investigations are shown in Fig. 4, 5, 6, 7, and 8. The cross sections were taken at the tooth flank from gear segments at the pitch diameter of the test gears and etched with the etchants presented in Table 6. The significant characteristic values of the compound layers such as CLT, CLTp and NHD can be taken from Table 9. The diffraction patterns resulting from XRD analysis are shown in Fig. 9. The corresponding fractions of all determined phases are listed in Table 8. The proportion of ε-phases given in Table 9 was calculated from the percentage phase fractions in Table 8.

Cross sections of the reference variant (EN31CrMoV9) with (a) Nital etching, (b) Murakami etching and (c) Beckert/Klemm etching

Cross sections of the variant 1.2 (EN31CrMoV9) with (a) Nital etching, (b) Murakami etching and (c) Beckert/Klemm etching

Cross sections of the variant 2.1 (EN31CrMoV9) with (a) Nital etching, (b) Murakami etching and (c) Beckert/Klemm etching

Cross sections of the variant 2.5 (EN31CrMoV9) with (a) Nital etching, (b) Murakami etching and (c) Beckert/Klemm etching

Cross sections of the variant 1.2* (EN42CrMo4) with (a) Nital etching, (b) Murakami etching and (c) Beckert/Klemm etching

Diffraction patterns of the compound layer variants summarized in Table 8: ■ γ′-Fe4N, ● α-Fe, ▲ Fe3C, ♥ ε-Fe2-3(C,N)
The compound layer of the reference variant (Fig. 4) corresponds to the recommendations of ISO 6336-5 (CLT ≤ 25 µm; γ′/ε > 8) (Ref 22). The cross sections from Fig. 4 show that the compound layer has only a small pore seam thickness (CLTP = 1.8 µm). The special etchants (Fig. 4b and c) indicate that the compound layer is predominantly monophasic, which was confirmed by the XRD measurement. Here, a proportion of 14% ε-phases was detected, which deviates slightly from the value < 11.5% required from (Ref 22). For variant 1.2 (Fig. 5), the CLT was increased by longer nitriding duration. The increased nitriding duration also led to the formation of a multiphase compound layer due to the diffusion of the carbon from the base material. This is shown in the cross section with Murakami etching (Fig. 5b) by the dark colored parts in the phase transition between the compound layer and the diffusion layer. The cross section etched according to Beckert/Klemm (Fig. 5c) also shows different phases yielding different brown shades in the compound layer. XRD measurement revealed a multiphase compound layer predominantly consisting of ε-phases (74%, Table 9). Variant 2.1 (Fig. 6) was also nitrided according to the recommendations of ISO 6336-5 (Ref 22), but the CLT and thus the CLTP was increased in this variant. The used special etchants in Fig. 6(b) and (c) indicate a single-phase compound layer predominantly of γ′-nitrides. The CLTP is comparable to that of variant 1.2, although variant 1.2 has a significantly higher CLT (variant 2.1 CLT = 7.8 µm versus variant 1.2 CLT = 21.2 µm). The compound layer variant 2.5 (Fig. 7) was plasma nitrided to avoid the pore seam. By adding methane as a carbon donor, a high ε-phase content also was to be achieved. It is shown by the Murakami etching (Fig. 7b) by the dark colored components, that a high ε-phase content is located in the phase transition between diffusion layer and compound layer. The etching according to Beckert/Klemm (Fig. 7c) also indicates different phases. Here, it can be seen that only one phase is present in the upper region of the compound layer and that this phase is not expected to be ε-nitrides. Based on the results from the etchings, the ε-phase content of 35% determined by XRD seems reasonable. The nitriding treatment of variant 1.2 was selected to be additionally investigated for the material EN42CrMo4 (variant 1.2*, Fig. 8). A comparison of the two compound layers formed with the same nitriding parameters on the materials EN31CrMoV9 (Fig. 5) and EN42CrMo4 (Fig. 8) reveals differences. Due to the lower content of nitride-forming alloying elements, the compound layer formed on the EN42CrMo4 material should have had a higher CLT, and the ε-phase content of 37% also appears too low. This result can be explained by a reconfiguration of the nitrogen mass flow controller on the nitriding plant prior to the nitriding process for the material EN42CrMo4.
Figure 10 shows the hardness profiles of all nitriding variants measured at the gear flanks at the pitch diameter in the center of the tooth. It can be seen that the maximum hardnesses of variants 1.2, 2.1, and the reference are in the range of 750-800 HV 0.5. The plasma-nitrided variant 2.5 has a deviating maximum hardness of approx. 650 HV 0.5, which is in line with the recommendations for surface hardness (minimum 650 to 900 HV) for nitrided nitriding steels of the gear standard ISO 6336-5 (Ref 22). The small size of the gears in relation to the applied glow seam in the plasma nitriding process probably resulted in a higher temperature on the gears, which in turn led to a decrease in hardness of the nitrided layer. For the material EN42CrMo4 (variant 1.2*), the lower surface hardness below 650 HV is related to the different alloy composition and the strength that can be achieved in this context. This achieved surface hardness is also in line with the recommendations of ISO 6336-5, which recommends a surface hardness of at least 450 HV for nitrided through hardening steels (Ref 22).

Hardness profiles of the different compound layer designs (for details of variants see Table 9 and Fig. 4, 5, 6, 7, and 8) measured on the tooth flanks at the pitch diameter of the test gears. The hardness curve for the untreated material is valid for both materials EN31CrMoV9 and EN42CrMo4 for a strength of 1040 N/mm2.
3.1.2 Phase Composition Based on EBSD Investigations
The results from the EBSD investigations are shown in Fig. 11, 12, 13, 14, and 15 and the corresponding color coding of the investigated phases can be seen in Fig. 16. For each compound layer variant, a complete phase map** with the phase fractions of the nitrides and the base material is shown (Fig. 11, 12, 13, 14, and 15a). In addition, the crystal orientation of the face-centered cubic γ′-nitrides (Fig. 11, 12, 13, 14, and 15b) and of the hexagonal ε-phases (Fig. 11, 12, 13, 14, and 15c), subdivided into ε-nitrides and ε-carbonitrides, are shown. Table 10 summarizes the partition fractions of all phases determined from EBSD measurements and the total fraction of ε-phases without the influence of α-iron.

EBSD phase maps of the reference variant (EN31CrMoV9) with (a) partition fractions of α-Fe (red), γ′-Fe4N (yellow), ε-Fe2-3N (blue), ε-Fe2-3(C,N) (light blue) (b) crystal orientation of γ′-Nitrides (c) crystal orientation of ε-Nitrides (Color figure online)

EBSD phase maps of the variant 1.2 (EN31CrMoV9) with (a) partition fractions of α-Fe (red), γ′-Fe4N (yellow), ε-Fe2-3N (blue), ε-Fe2-3(C,N) (light blue) (b) crystal orientation of γ′-Nitrides (c) crystal orientation of ε-Nitrides (Color figure online)

EBSD phase maps of the variant 2.1 (EN31CrMoV9) with (a) partition fractions of α-Fe (red), γ′-Fe4N (yellow), ε-Fe2-3N (blue), ε-Fe2-3(C,N) (light blue) (b) crystal orientation of γ′-Nitrides (c) crystal orientation of ε-Nitrides (Color figure online)

EBSD phase maps of the variant 2.5 (EN31CrMoV9) with (a) partition fractions of α-Fe (red), γ′-Fe4N (yellow), ε-Fe2-3N (blue), ε-Fe2-3(C,N) (light blue) (b) crystal orientation of γ′-Nitrides (c) crystal orientation of ε-Nitrides (Color figure online)

EBSD phase maps of the variant 1.2* (EN42CrMo4) with (a) partition fractions of α-Fe (red), γ′-Fe4N (yellow), ε-Fe2-3N (blue), ε-Fe2-3(C,N) (light blue) (b) crystal orientation of γ′-Nitrides (c) crystal orientation of ε-Nitrides (Color figure online)

Color coding of the three iron-nitrogen-phases (a) Fe4N (γ′), (b) Fe3N (ε) and (c) the carbonitrite FeCN (Color figure online)
The phase map** of the reference variant in Fig. 11 shows a high content of γ′-nitrides (yellow color) in the compound layer, as expected from the light microscopic investigations and the XRD analysis. Especially Fig. 11(b) shows that more than half of the compound layer consists of γ′-nitrides and only a small fraction of ε-nitrides (Fig. 11c) is located in the area of the pore seam. Nevertheless, Table 10 indicates a very high ε-nitride content of 73%, which deviates strongly from the value of 14% obtained by XRD measurement (Table 9). The reason for this are the precipitates of hexagonal nitrides at the grain boundaries in the diffusion layer, which accounts for a large proportion of the section of the surface layer investigated by means of EBSD. Thus, the grain boundary nitrides of the diffusion layer are also included in the quantitative determination of the phase fractions and thus do not represent the phase fraction determined within the compound layer.
Figure 12 shows the phase maps of the variant 1.2, which has a high CLT of > 20 µm. In difference to the already mentioned variants, the ε-phases of this variant are not only located in the surface area of the compound layer, but are distributed over the entire thickness of the compound layer. The ε-carbonitrides, which are formed in combination with the carbon of the base material, are mostly found below the ε-nitrides at the surface of the compound layer. Due to the lower area fraction of the base material in this EBSD measurement, the ε-phase fraction of 62% is close to the 74% ε-phase fraction in the compound layer from the XRD measurement.
Comparing the phase composition of the reference variant with variant 2.1 in Fig. 13, the similar structure of the compound layer of both variants already observed in the metallographic investigations can be confirmed. Due to the higher CLT of variant 2.1, the surface nitrogen content is higher than in the reference variant, which in turn leads to the formation of more pores and a higher CLTP.
The few but relatively large pores of the plasma-nitrided variant 2.5 (Fig. 14) can be seen in the EBSD images to be already partially open at the surface. In this area, mainly γ′-nitrides are present and the ε-phases are located in the phase transition between the compound layer and the diffusion layer, which was already evident from the light microscopic investigations and could be confirmed by the EBSD analyses. This is remarkable, because through plasma nitrocarburizing with a carbon donor, it would have been expected that the ε-phases would be distributed throughout the compound layer. However, the structure of the compound layer differs from that of variant 1.2 (Fig. 12) and variant 2.1 (Fig, 13), since the γ′-nitrides with a lower hardness are located at the surface and the ε-phases with a higher hardness in the lower part of the compound layer.
Figure 15 shows the results for the compound layer formed by applying the nitriding treatment of variant 1.2 to the material EN42CrMo4 (variant 1.2*). If the phase composition determined from the EBSD investigation is compared with the results for the material EN31CrMoV9 in Fig, 12, a structural difference in the composition of the compound layer can be seen. As already mentioned in the results of the light microscopic investigations, the lower content of nitride-forming alloying elements in EN42CrMo4 should lead to a higher CLT than in EN31CrMoV9 at identical nitriding parameters. A lower nitrogen supply, which has already been mentioned as a reason for the lower nitrogen uptake of the surface layer, also leads to a different phase composition of the compound layer. Due to the lower nitrogen availability, the compound layer of EN42CrMo4 consists mainly of γ′-nitrides.
3.2 Macro-pitting Load-Carrying Capacity Investigations
The macro-pitting load-carrying capacity was determined on the FZG back-to-back gear test rig with a center distance of 52 mm. The running tests were carried out in accordance with FVA Guideline 563 I (Ref 32) for the standardization of load-carrying capacity tests. The results were used to establish a validated basis for the design of nitrided gears as well as basic correlations between the properties of the compound layer and the macro-pitting load-carrying capacity. In general, once again it should be noted that the values given here for the nominal contact stress σH0 do not, by definition acc. to ISO 6336 (Ref 31), take into account the present necessary gear flank modifications to avoid possible edge bulging due to nitriding.
Figure 17 shows the S-N curve for 50% failure probability of reference variant EN31CrMoV9 from Table 9. The objective of the reference variant EN31CrMoV9 was to verify the recommendations of ISO 6336-5:2016 (Ref 22) for the heat treatment of nitrided nitriding steels of material quality ME for the gear size module mn = 2 mm. In total, 13 tests were carried out for the reference variant EN31CrMoV9. These test results include one passed specimen each at σH0 = 1200 MPa and 1300 MPa and σH0 = 1400 MPa, one failure each at σH0 = 1300 MPa and 1400 MPa, two failures at σH0 = 1500 MPa, three failures each at σH0 = 1600 MPa and 1800 MPa. For the reference variant, a durable nominal contact stress of σH0,∞,50% = 1345 MPa for 50% failure probability was determined, which corresponds to a typical characteristic value for nitrided gears and fulfills the requirements of ISO 6336-5:2016 (Ref 22). As can be seen from the exemplary flank photograph in Fig. 19(a), the tooth flank after the test run at σH0 = 1600 MPa after 22 million load cycles shows significant micro-pitting and macro-pitting. Even at the load level of σH0 = 1400 MPa, the tooth flanks show partial micro-pitting. In contrast, the tooth flanks showed almost no micro-pitting or macro-pitting at σH0 = 1300 and 1200 MPa.

Experimentally determined S-N-curve for 50% failure probability for the macro-pitting load-carrying capacity tests on the FZG back-to-back gear test rig with a center distance of 52 mm of reference variant EN31CrMoV9 from Table 9. (b*: As defined in ISO 6336-2, the specified values for the nominal contact stress σH0 do not take into account the influence of the applied tooth flank modifications.)
For the further variants, a limited number of tests focusing on the range of endurance limit were carried out in each case, with the aim of a comparative evaluation of the endurance limit. For variant 1.2 EN31CrMoV9, a total of six tests were carried out at different load levels, including two passed specimens at σH0 = 1600 MPa, two passed specimens/one failure at σH0 = 1700 MPa and one failure at σH0 = 1800 MPa. For variant 2.5 EN31CrMoV9, a total of six tests were considered at different load levels, including one passed specimen at σH0 = 1300 MPa, three passed specimens/one failure at σH0 = 1400 MPa and one failure at σH0 = 1500 MPa. On the basis of the tests, the durable nominal contact stress for 50% failure probability for the variants 1.2 and 2.5, each EN31CrMoV9, could be determined with statistical certainty according to the usual procedure (Ref 32). For variant 2.1 EN31CrMoV9, a total of five tests were carried out at different load levels, including one passed specimen at σH0 = 1400 MPa, one pass/one fail at σH0 = 1600 MPa and two failures at σH0 = 1700 MPa. For the variant 1.2* EN42CrMo4, a total of five tests were carried out at different load levels, including two passed specimens each at σH0 = 1500 MPa and three passed specimens each at σH0 = 1600 MPa. Failures did not occur for this variant at these load levels. Based on this, the durable nominal contact stress for 50% failure probability was estimated comparatively due to the limited number of tests for the variants 2.1 EN31CrMoV9 and 1.2* EN42CrMo4.
A comparison of the durable nominal contact stress for 50% failure probability determined at 50% failure probability and the test scatter according to the modified probit method (Ref 39) for all variants is shown in Fig. 18.

Compared to the reference variant, variant 2.1, which has a similar CLT and phase composition but a thicker pore seam, does not show any damage under comparable load at σH0 = 1600 MPa (Fig. 19c). When the load is increased, macro-pitting occurs, but no micro-pitting. For this variant, only random tests were carried out; thus, it is not formally possible to calculate a durable nominal contact stress for 50% failure probability on the basis of the documented tests and the reduced test allocation. Nevertheless, a durable nominal contact stress in the range of 1500 MPa < σH0,∞,50% < 1600 MPa for 50% failure probability can be estimated for variant 2.1.

Exemplary flank photographs of test pinion after the test runs for (a) the reference variant on EN31CrMoV9, (b) variant 1.2 on EN31CrMoV9, (c) variant 2.1 on EN31CrMoV9, (d) variant 2.5 on EN31CrMoV9 and (e) variant 1.2* on EN42CrMo4
For variant 1.2, a durable nominal contact stress of σH0,∞,50% = 1702 MPa for 50% failure probability was determined. As a result, variant 1.2, which has a significantly thicker compound layer and is composed predominantly of ε-nitrides, also shows a significantly higher load-carrying capacity compared to the reference variant EN31CrMoV9. At comparable nominal contact stresses (σH0 = 1600 and 1700 MPa), the tooth flanks show almost no micro-pitting or macro-pitting (Fig. 19b).
In contrast, variant 2.5 shows that, with comparable CLT and phase composition, a reduction of the pore seam together with the direct surface contact to the γ′-phase instead of the ε-phase leads to a significant reduction of the load-carrying capacity. Here, too, the tooth flanks show significant micro-pitting, but no macro-pitting at σH0 = 1300 (Fig. 19d). When the load is increased to σH0 = 1400 MPa and σH0 = 1500 MPa, the tooth flanks show micro-pitting as well as local, minor macro-pitting. For the variant 2.5, a durable nominal contact stress of σH0,∞,50% = 1406 MPa for 50% failure probability was determined. Since variant 2.5 shows significant micro-pitting and fails mainly from micro-pitting, the mechanism of damage development seems to start at the surface. The lower hardness and thus reduced support below the compound layer compared to the reference variant seems to be of minor importance (maximum Hertzian stress below the compound layer).
The results of EN42CrMo4, where the same nitriding as for variant 1.2 was applied, also prove that a thicker pore seam has a positive effect on the macro-pitting load-carrying capacity and that a significantly higher macro-pitting load-carrying capacity can be achieved than for the reference variant. At the load levels σH0 = 1500 and 1600 MPa (Fig. 19e), the tooth flanks show no micro-pitting or macro-pitting after reaching the limiting load cycle number of 50 million load cycles. On the basis of the tests documented (no failures due to macro-pitting), an evaluation according to the modified probit method according to (Ref 39) as well as the calculation of a durable nominal contact stress for 50% failure probability is not formally possible. Nevertheless, for the variant 1.2* on EN42CrMo4 a minimum load-carrying capacity σH0,∞,50% ≥ 1600 MPa can be estimated. It should be noted that, due to the chemical composition of the material, the EN42CrMo4 has a lower hardness of the nitrided layer compared with the reference variant, but a significantly higher macro-pitting load-carrying capacity. Based on the tests carried out here, it can therefore be assumed that the reduced hardness of the nitriding layer does not appear to have a negative influence on the macro-pitting load-carrying capacity.
With regard to the test statistics, it should generally be noted that due to the individual test allocation of the variants the test-specific scatter s (standard deviation) shown in Fig. 18, determined according to the modified probit method (Ref 39), is only of limited statistical significance and is only used for comparative evaluation. The reference variant EN31CrMoV9 shows the highest scatter with a test-specific scatter of s = 5.7% compared to the variants 1.2 (s = 2.7%), 2.1 (s = 2.9%) and 2.5 (s = 3.2%) each EN31CrMoV9. This can be explained by the fact that a total of four load levels (σH0 = 1200, 1300, 1400 and 1500 MPa) were taken into account for the reference variant when calculating the test's own scatter using the modified probit method (Ref 39), while for variants 1.2 (three load levels: σH0 = 1600, 1700 and 1800 MPa), 2.1 (three load levels: σH0 = 1400, 1600 and 1700 MPa) and 2.5 (three load levels: σH0 = 1300, 1400 and 1500 MPa) in each case three load levels were taken into account. For the variant 1.2* on EN42CrMo4, it is not formally possible to calculate the test-specific scatter using the modified probit method (Ref 39). Only passed specimens are available for this variant. (Three passed specimens at σH0 = 1600 and two passed specimens at σH0 = 1500 MPa, no failures at these load levels).
3.2.1 Comparison of the Test Results with Valid Standardization
In order to classify the results of the running tests, the load-carrying capacity numbers for 50% failure probability were converted into allowable stress numbers (contact) for 1% failure probability according to ISO 6336-5:2016 (Ref 22). In contrast to the calculation of the nominal contact stress, the existing tooth flank modifications are taken into account via the load-dependent face load factor for contact stress KHβ acc. to ISO 6336-2:2019 (Ref 40). Since the variants investigated here are strictly flank-corrected gears, the load-dependent face load factor for contact stress KHβ must be taken into account for the general comparative evaluation and for the calculation of the allowable stress number σH lim (contact) for 1% failure probability according to ISO 6336-5:2016 (Ref 22). The load-dependent face load factor for contact stress KHβ was therefore calculated for the variants by extension to ISO 6336-2:2019 (Ref 40) using a modified 3D method according to (Ref 41) and taken into account in the evaluation of the pitting fatigue strength. The load-dependent face load factor for contact stress KHβ was determined from the load distribution along the face width, which showed good agreement with the determined contact patterns. The full tooth width of b = 8 mm was taken into account when calculating KHβ.
Figure 20 shows the classification of the experimentally determined allowable stress numbers σH lim in the strength field for nitrided nitriding steels (Fig. 20a) and case-hardened alloy steels (Fig. 20b) according to ISO 6336-5:2016 (Ref 22).

Classification of the test results for the macro-pitting load-carrying capacity in the strength diagram for (a) nitrided nitriding steels and (b) case-hardened alloy steels according to ISO 6336-5:2016 (Ref 19). (c) legend
The reference variant and variant 2.5, which both showed significant micro-pitting, are classified above material quality ME, thus confirming ISO 6336-5:2016 (Ref 22), but the variants that did not show micro-pitting are classified clearly above material quality ME for nitrided nitriding steels. It is notable that EN42CrMo4 nitrided with variant 1.2* exhibits a high macro-pitting fatigue strength despite the material-related lower surface hardness. Also in the strength diagram for case-hardened alloy steels according to ISO 6336-5:2016 (Ref 22), these variants rank in part significantly above the material quality ME.
Based on the results, it can be stated that nitrided gears show the potential of increased macro-pitting fatigue strength, if micro-pitting is reliably avoided.
Table 11 shows a comparison of the measured compound layer characteristics and the γ'/ε-nitride ratio calculated from them with the compound layer requirements for macro-pitting load capacity for nitrided nitriding steels according to ISO 6336-5:2016 (Ref 22). For the evaluation of the results, the partly different test allocation of the individual variants has to be taken into account. The investigated reference variant EN31CrMoV9 was nitrided according to the recommendations of ISO 6336-5:2016 (Ref 22) (material quality ME) and a CLT ≤ 25 µm and a γ′/ε-nitride ratio > 8 in the compound layer were aimed for. The CLT of the reference variant EN31CrMoV9 is approx. CLT = 4.8 µm and in this respect complies with the specifications of ISO 6336-5:2016 (Ref 22). Even though the γ′/ε-nitride ratio with approx. 6.1 does not formally correspond to the required γ′/ε-nitride ratio > 8, the compound layer of the reference variant EN31CrMoV9 with approx. 86% γ′-nitrides is composed predominantly of γ′-nitrides, which almost corresponds to the requirements for the compound layer for nitrided nitriding steels for a material quality ME according to ISO 6336-5:2016 (Ref 22). The pore content in the initial condition is comparatively low at CLTP ≈ 1.8 µm. As already mentioned, the macro-pitting fatigue strength of the reference variant is on a comparable level with the material quality ME for nitrided nitriding steels and confirms the data for the standard nitriding steel EN31CrMoV9 according to ISO 6336-5:2016 (Ref 22).
In particular, the results of the experimental investigations prove that a comparable high or, in some cases, a significantly increased macro-pitting load-carrying capacity can be achieved for nitrided gears with compound layers that deviate significantly from the requirements regarding phase compositions (γ'/ε-nitride ratio > 8) according to ISO 6336-5:2016 (Ref 22). Furthermore, the investigations on the macro-pitting load-carrying capacity prove a significant influence of the pore seam on the micro-pitting load-carrying capacity, confirming the results from (Ref 14). It can be assumed that, if micro-pitting is present, the macro-pitting load-carrying capacity of nitrided gears is negatively influenced, respectively, can even be significantly reduced.
4 Discussion
By carrying out different heat treatments using different nitriding processes (Table 3), various compound layer designs could be realized on the test gears (Table 9). On the basis of the reference, which was produced according to the recommendations of the standard (Ref 22) for nitrided nitriding steels (material quality ME), the compound layer characteristics, compound layer thickness, phase composition and pore seam thickness were varied. In this section, the influence of the compound layer characteristics on the macro-pitting load-carrying capacity of the compound layer will be discussed.
The influence of the compound layer thickness on the macro-pitting load-carrying capacity of the nitrided gears can be derived on the basis of variant 1.2, which has the highest compound layer thickness. Table 11 shows that this variant achieved the highest allowable stress number σH lim, so that an increased compound layer thickness has a positive influence on the macro-pitting load-carrying capacity of the investigated nitrided gears. However, it must be noted that the proportion of ε-phases in the compound layer also increases with increasing compound layer thickness and the influence of these two characteristics interfere with each other. The compound layer thickness of variant 1.2 is within the limits (CLT ≤ 25 µm) recommended by ISO 6336-5:2016 (Ref 22) with regard to the compound layer for the macro-pitting load-carrying capacity for nitrided nitriding steels. No conclusion can be drawn as to whether exceeding the recommended compound layer thickness according to the standard (Ref 22) leads to lower carrying capacities.
The influence of the phase composition of the compound layer on the pitting wear resistance of gears could already be demonstrated several times (Ref 19, 20). In this work, compound layer variants with predominantly ε-phases (variants 1.2, 1.2*, 2.1 and reference) and γ′-phases (variant 2.5) located at the very surface were investigated. Variant 2.5 has a comparable ε-phase content (35%, see Table 9) to variant 1.2* (37%, see Table 9), with the difference that in variant 2.5 γ′-nitrides are predominantly on the direct surface of the compound layer, which was proven by the EBSD investigation (Fig. 14 and 15). It has been shown that the localization of the less hard γ'-nitrides at the surface of variant 2.5, which is in direct contact to the surface of the gears, leads to a lower allowable contact stress number than in comparable compound layers, where predominantly ε-nitrides are present at the surface. This observation seems understandable since the softer γ'-nitrides are in direct contact with the abrasive opponent at the surface. A phase composition comparable to variant 2.5 has not been investigated in previous studies.
Previous studies have already shown the positive influence of a sufficiently pronounced pore seam on micro-pitting of nitrided gears (Ref 14). In variant 2.1, the pore seam thickness was increased in relation to the compound layer thickness compared to the reference variant. This resulted in a compound layer for variant 2.1, half of which consists of the pore seam. Since the phase ratio of variant 2.1 is still within the limits of the ISO 6336-5:2016 (Ref 22), this variant represents an optimized reference variant, because of the increased pore seam thickness. The existence of a thicker pore seam in the compound layer on variant 2.1 in comparison to the reference variant had a positive influence on the macro-pitting load-carrying capacity and led to higher allowable stress number σH lim (Table 11). Variant 2.5 deviates from the other variants by a strongly reduced pore seam. In addition to the deviating phase composition compared to the other variants discussed in the section above, the reduced pore seam, which negatively affects the micro-pitting (confirms the results from (Ref 14)), consequently also has a negative impact on the macro-pitting load-carrying capacity, resulting in a decreased allowable stress number σH lim for variant 2.5.
In addition to the compound layer characteristics already discussed, the influence of the base material must also be taken into account. In variant 1.2*, the heat treatment parameters of variant 1.2 were transferred to the material EN42CrMo4. When applying the same nitriding parameters, the structure of the resulting compound layer for EN42CrMo4 (variant 1.2*) differs as expected from the nitriding result for EN31CrMoV9 (variant 1.2). However, the extent of the deviations does not meet expectations. Due to the lower amount of nitrogen-bonding alloying elements in EN42CrMo4, a compound layer richer in ε-phases with a higher compound layer thickness was expected than in EN31CrMoV9. The reason for this deviation could be due to the nitriding process. Indications show that a mass flow controller used in the nitriding process did not function properly and the nitrogen supply in the nitriding process of EN42CrMo4 (variant 1.2*) was reduced. Although variant 2.5 consists of a higher quality nitriding steel (EN31CrMoV9) as base material, a lower allowable contact stress number σH lim was achieved compared to variant 1.2*, which consists of a quenched and tempered steel (EN42CrMo4) as base material. However, it should also be noticed that this observation is in combination with a lower hardness in the underlaying diffusion zone and an almost non-existent pore seam of variant 2.5.
In general, the partially different surface hardness of the variants must be taken into account when evaluating the results. In particular, the EN42CrMo4 (variant 1.2*), which has a lower surface hardness and thus a lower supporting strength below the compound layer compared to the reference variant EN31CrMoV9, shows a comparatively high macro-pitting load-carrying capacity. The lower surface hardness and the corresponding lower support strength in the diffusion layer therefore seems to be of secondary importance (maximum Hertzian stress below the compound layer).
In order to classify the results on the running tests, the durable nominal contact stresses for 50% failure probability were converted into allowable stress numbers (contact) for 1% failure probability according to ISO 6336-5:2016 (Ref 22) (Fig. 20). The allowable stress numbers were classified in the strength diagram for nitrided nitriding steels and case-hardened alloy steels according to ISO 6336-5:2016 (Ref 22). It was shown that a higher allowable stress number σH lim (contact) can be achieved by nitriding gears in a way that deviates from the recommendations of the standard (Ref 22) by specifically adjusting the compound layer characteristics of phase composition, compound layer thickness and pore seam thickness. Also in the strength diagram for case-hardened alloy steels according to ISO 6336-5:2016 (Ref 22), these variants rank in part significantly above the material quality ME.
5 Conclusions
Different nitriding treatments were applied on gears of EN31CrMoV9 and EN42CrMo4 to investigate the influence of the compound layer characteristics in terms of phase composition, compound layer thickness and pore seam thickness on the performance of the compound layer and the resulting macro-pitting load-carrying capacity of the gears. In order to characterize the different compound layer designs, systematic investigations were carried out on the nitrided gears using metallographic etching methods, x-ray diffraction and electron backscatter diffraction. To investigate the influence of the compound layer design, macro-pitting load-carrying capacity tests were carried out on the FZG back-to-back gear test rig with a center distance of 52 mm on gear size module mn = 2 mm.
-
1.
The characteristics of the compound layer have a significant influence on the macro-pitting load-carrying capacity of nitrided gears. The characteristics of phase composition and distribution, compound layer thickness and pore seam thickness must be considered as an overall structure and not individually as in previous studies, since micro-pitting has a negative influence on the macro-pitting load-carrying capacity;
-
2.
An optimized compound layer design for highly loaded nitrided gears (contact) consists primarily of a sufficiently pronounced and stable pore seam with no failures under loading. To avoid micro-pitting and increase the macro-pitting load-carrying capacity, a pore seam of CLTP ≥ 1.8 µm should be aimed for;
-
3.
In the phase composition, the absolute fraction of ε-phases in the compound layer did not affect the macro-pitting load-carrying capacity, but the predominant fraction of ε-phases present should be located at the surface of the compound layer. In addition to reliable prevention of micro-pitting and the presence of a closed compound layer with a certain thickness at the surface, the macro-pitting load-carrying capacity can be positively influenced by the local distribution of the nitride phases in the compound layer, by the localization of the harder ε-phases at the surface of the compound layer;
-
4.
Based on the present research results, compound layer thicknesses in the range of 5 µm ≤ CLT ≤ 21 µm can be recommended;
-
5.
The lower alloyed steel EN42CrMo4 also exhibited a high macro-pitting load-carrying capacity in the tested nitrided condition, so that it can be concluded that an appropriate load-carrying compound layer design also leads to an increase in this.
A further characteristic of the compound layer, that was not addressed in this work, is the structure of the pore seam. In addition to the pore seam thickness, the structure of the pore seam also plays a role with regard to the distribution and size of the pores within the compound layer. This aspect should be considered in future studies.
References
M. Boniardi, F. D’Errico and, C. Tagliabue, Influence of Carburizing and Nitriding on Failure of Gears—A Case Study, Eng. Fail. Anal., 2006, 13(3), p 312–339.
B.-R. Höhn, Load carrying capacity of nitrided gears - mechanical properties, main influencing factors and critical evaluation of the application in gear transmissions. in European Conference on Heat Treatment 2010 Nitriding and Nitrocarburizing (Aachen, 2010)
B. Podgornik and J. Vižintin, Sliding and Pitting Wear Resistance of Plasma and Pulse Plasma Nitrided Steel, Surf. Eng., 2001, 17(4), p 300–304.
V. Strobl et al., New Findings and Applications of Pulsplasmanitriding for Gear and Drive Technology, Proc. Nitriding Nitrocarburizing, 2010, 6, p 29–30.
P. Williamson, Wear of Low Temperature Nitrided Steels under Different Wear Processes, Tribol. Int., 1980, 13(2), p 51–59.
J. Zyśk, J. Tacikowski, and E. Kasprzycka, Die Nitrierbarkeit ausgewählter legierter Stähle, HTM J. Heat Treat. Mater., 1979, 34(6), p 263–271.
H. Mallener and M. Schulz, Nitrieren von Zahnrädern als Alternative für das Einsatzhärten?, HTM J. Heat Treat. Mater., 1993, 48(3), p 166–171.
E.J. Mittemeijer and M.A. Somers, Thermochemical Surface Engineering of Steels, Woodhead Publishing Cambridge, 2014
M. Sommer et al., Surface Preparation for Characterization of Nitride Compound Layers using Hardness Indentation and the Palmqvist Method, J. Market. Res., 2023, 24, p 7974–7988.
K.S. Al-Rubaie, F. Steinmeier, and M. Pohl, Two-Body Abrasion of Nitrocarburised Steels for Hydraulic Cylinders, Wear, 2000, 243(1–2), p 112–121.
H. Aydin, A. Bayram, and Ş Topçu, Friction Characteristics of Nitrided Layers on AISI 430 Ferritic Stainless Steel Obtained by Various Nitriding Processes, Mater. Sci., 2013, 19(1), p 19–24.
N. Bretl, et al., Nitriding II-Supplementary Project on the Product Safety of Nitrided Gears (German: Nitrieren II-Ergänzungsvorhaben Produktsicherheit nitrierter Zahnräder), in Final Report FVA 386/II (Frankfurt am Main, 2012)
S. Bull et al., The Effect of the White Layer on Micro-Pitting and Surface Contact Fatigue Failure of Nitrided Gears, Proc. Inst. Mech. Eng. Part J. Eng. Tribol., 1999, 213(4), p 305–313.
S. Hoja et al., Influence of the Nitrided Layer Structure on the Micro-Pitting and Wear Behavior of Slow-Running Nitrided External Gears, Lubricants, 2022, 10(5), p 88.
N. Limodin and Y. Verreman, Fatigue Strength Improvement of a 4140 Steel by Gas Nitriding: Influence of Notch Severity, Mater. Sci. Eng. A, 2006, 435, p 460–467.
S.Y. Sirin, K. Sirin, and E. Kaluc, Effect of the Ion Nitriding Surface Hardening Process on Fatigue Behavior of AISI 4340 Steel, Mater Charact, 2008, 59(4), p 351–358.
H.-J. Spies, M. Scharf, and N. Tan, Einfluß des Nitrierens auf die Zeitfestigkeit von Stählen, HTM J. Heat Treat. Mater., 1991, 46(5), p 288–293.
T. Tobie, Influence of Case Hardening Depth on the Pitting and Tooth Root Load Carrying Capacity of Large Gears (German: Einfluss der Einsatzhärtungstiefe auf die Grübchen- und Zahnfußtragfähigkeit großer Zahnräder), in Final Report FVA 271 (Frankfurt am Main, 2001)
R.L. Dalcin et al., Correlation Between Roughness, Film Thickness, and Friction Coefficient with Pitting Wear Resistance of Spur Gears, Int. J. Adv. Manuf. Technol., 2023, 5, p 1–20.
R.L. Dalcin et al., Improvement on Pitting Wear Resistance of Gears by Controlled Forging and Plasma Nitriding, J. Market. Res., 2022, 18, p 4698–4713.
R.L. Dalcin et al., Microstructure and Wear Properties of a Low Carbon Bainitic Steel on Plasma Nitriding at Different N2-H2 Gas Mixtures, Mater. Res., 2021, 25, p e20210447.
ISO 6336-5 2016(E), Calculation of Load Capacity of Spur and Helical Gears - Part 5: Strength and Quality of Materials. (2016). p. 39
DIN EN 10085:2001, Nitriding Steels-Technical Delivery Conditions (2001)
M. Sommer et al., Variation of the Compound Layer Structure by Controlled Gas Nitriding and Nitrocarburizing, HTM J. Heat Treat. Mater., 2022, 77(3), p 214–227.
M. Sommer et al., Investigation of Compound Layer Structures after Nitriding and Nitrocarburizing of Quenched and Tempered Steels, HTM J. Heat Treat. Mater., 2021, 76(3), p 219–236.
M. Sommer et al., Microscopic Characterization of Compound Layers, Pract. Metallogr., 2023, 60(4), p 212–241.
N. Bretl, et al., Investigations on tooth root bending strength of case hardened gears in the range of high cycle fatigue. in Proceedings of the American Gear Manufacturers Association Fall Technical Meeting, Indianapolis, IN, USA (2013)
S. Hoja, et al., Deep Nitriding—Deep Nitriding of Gears (German: Tiefnitrieren - Tiefnitrieren von Zahnrädern), in Final Report FVA 615/II (Frankfurt am Main, 2015)
DIN ISO 14635-1, Gears-FZG Test Procedures—Part 1: FZG Test Method A/8,3/90 for Relative Scuffing Load-Carrying Capacity of Oils (German: Zahnräder—FZG-Prüfverfahren—Teil 1: FZG-Prüfverfahren A/8,3/90 zur Bestimmung der Relativen Fresstragfähigkeit von Schmierölen) (Beuth Verlag: Berlin, 2006)
E. Laukotka, Reference Oil Catalogue (German: Referenzölkatalog), in Final Report FVA 660 (Frankfurt am Main, 2007)
ISO 6336 Part 1–3, Calculation of Load Capacity of Spur and Helical Gears (2019)
T. Tobie and P. Matt, Recommendations for the Standardization of Load Bearing Capacity Tests on Quenched and Tempered Cylindrical Gears, in FVA-Guideline 563 I (2012)
DIN 30902:2016-12, Heat Treatment of Ferrous Materials—Light-Microscopical Determination of the Depth and Porosity of the Compound Layer of Nitrided and Nitro-Carburized Ferrous Parts (2016)
ISO 18203:2016 Steel, Determination of the Thickness of Surface-Hardened Layers (German Version EN ISO 18203:2022) (2016)
R. Chatterjee-Fischer, Wärmebehandlung von Eisenwerkstoffen: Nitrieren und Nitrocarburieren; mit 10 Tabellen, Expert-Verlag, 1995
S. Mridha and D. Jack, Etching Techniques for Nitrided Irons and Steels, Metallography, 1982, 15(2), p 163–175.
M. Beckert and H. Klemm, Handbuch der metallographischen Ätzverfahren, VEB Deutscher Verlag für Grundstoffindustrie, 1966
R.A. Young, The Rietveld Method, Vol 5 International Union of Crystallography, 1993
T. Hösel and F. Joachim, Zahnflankenwälzfestigkeit unter Berücksichtigung der Ausfallwahrscheinlichkeit, Antriebstechnik, 1978, 17(12), p 533–537.
ISO 6336-2:2019 (E), Calculation of Load Capacity of Spur and Helical Gears—Part 2: Calculation of Surface Durability (Pitting) (2019)
F. Thoma, Lastübertragung im verformten System Lager-Welle-Zahnrad, Technische Universität München, 2011
Acknowledgments
The authors would like to thank the FVA (Forschungsvereinigung Antriebs-technik e. V.) and the members of the project advisory committee for their encouragement and support.
Funding
Open Access funding enabled and organized by Projekt DEAL. This research was funded by the AiF (Arbeitsgemeinschaft industrieller Forschungsvereinigungen “Otto von Guericke” e.V.) through financial resources from the BMWK (Bundesministerium für Wirtschaft und Klimaschutz) with the grant number IGF 20067.
Author information
Authors and Affiliations
Contributions
M.S. and A.S. contributed to project administration, investigation, methodology, and writing—original draft preparation. K.H. contributed to methodology, investigation, and writing—review and editing. T.T., K.S. and R.F.-H contributed to resources and writing—review and editing. S.H. contributed to conceptualization, funding acquisition, supervision, and writing—review and editing. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
André Sitzmann: Former member of Gear Research Center (FZG), Technical University of Munich, Garching, Germany.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sommer, M., Sitzmann, A., Hantzsche, K. et al. Optimized Compound Layer Design for Highly Loaded Nitrided Gears. J. of Materi Eng and Perform (2024). https://doi.org/10.1007/s11665-024-09659-1
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11665-024-09659-1