
Abstract
Epoxy resins are widely used in a variety of application fields, thanks to their good mechanical strength, chemical resistance and adhesion to several substrates. Nowadays, the quite majority of epoxy resins are based on derivatives of bisphenol A (BPA), which poses serious health concerns. This issue is pushing the research towards suitable bio-based alternatives to this product, being furan-based epoxies very promising in this respect. In a previous work, 2,5-bis[(oxiran-2-ylmethoxy)methyl]furan (BOMF) was cured with methyl nadic anhydride (MNA), and successfully used as tinplate coating. Herein, in a view of increasing the sustainability of these epoxy resins, we have replaced MNA with maleic anhydride (MA), which can be derived from vegetable feedstocks, thus obtaining a fully bio-based epoxy resin. This latter has then been used as adhesive for carbon fiber-reinforced thermosetting plastics (CFRP). The curing process of the resin was monitored by differential scanning calorimetry (DSC) and chemo-rheological analysis. The results highlighted the significantly higher reactivity of BOMF towards MA compared to the diglycidyl ether of BPA (DGEBA). The crosslinked samples were characterized in their thermal, mechanical and adhesive properties. In comparison to DGEBA/MA and BOMF/MNA, BOMF/MA showed higher ultimate strain and slightly lower glass transition temperature, tensile modulus and ultimate strength. Interestingly, BOMF/MA displayed outstanding adhesive strength on CFRP joints, outperforming the DGEBA-based counterpart by three times. Indeed, by properly selecting the anhydride curing agent, a highly ductile fully bio-based material was developed for high performance adhesive applications. The overall results demonstrate that the properties of BOMF-based epoxy resins can be tailored to meet technical and safety requirements of downstream applications, representing a sustainable alternative to traditional systems containing DGEBA.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
In recent decades, the interest towards the development of high performance polymers obtained from biomasses has significantly grown, with the aim of progressively replacing materials obtained from non-renewable resources [1] and reducing their eco-toxicity. A particular concern is devoted to Bisphenol A (BPA) that is the most used precursors for the synthesis of epoxy resins thanks to its molecular rigid structure [2]. Epoxy resins based on BPA are extremely resistant to corrosion, moisture and chemicals, have good adhesive strength toward most materials and exhibit low shrinkage upon curing, which is a strict requirement for composite industries. Moreover, they exhibit high glass transition temperatures and excellent mechanical strength [3,4,5]. For these reasons, BPA-based epoxies are used for protective coatings [6], as thermosetting matrices in composites for boating, wind turbines, and aircrafts [7], as well as structural adhesives [8]. In this latter field, epoxies represent the largest share in all those applications where high strength bonds are required [9]. However, BPA has serious toxic effects on human health, as it may cause diabetes, cardiovascular diseases, altered liver enzymes and reproductive apparatus damages [10] on humans. Therefore, the necessity to find non-toxic and sustainable building blocks to replace BPA in the production of epoxy resins results mandatory. Therefore, the pivotal challenge is to develop suitable safe bio-based compounds, which also meet the high technical and safety requirements of downstream applications. In this frame, considerable research has been carried out on synthesis of epoxy resins using compounds derived from vegetable oils [11,12,13,14], lignin [15,16,17], organic acids [18], sugars [19, 20], rosin [21,22,23], tannins [24,25,26] or cardanol [27, 28]. In the specific field of biobased epoxy resins for structural adhesives, few example have been reported in literature. For example, Li et al. synthesized an epoxy resin starting from liquefied banana stem cured with a polyamide, to get an adhesive for wood materials. The joint had a shear strength comparable to that of diglycidyl ether of BPA (DGEBA)-based epoxy resins, and excellent resistance to organic agents, as well as acid and alkaline environments [29]. Aziz et al. synthesized a bio-based epoxy reinforced with cellulose nanocrystals (CNC). The presence of native CNCs greatly improved the tensile modulus and the bonding performance of the bio-based epoxy resin in the interface area [30]. In another work, a bio-based triglycidylamine was synthesized and reacted with a hyper-branched aminated polysaccharide to create a new sustainable adhesive for plywood manufacturing [31], while the only example of the use of a sustainable epoxide adhesive for bonding carbon fiber reinforced polymer (CFRP) has been recently reported by Tomić et al. who synthesized a renewable epoxy from tannic acid. [32].
Reprocessability adds further interest to fully bio-based epoxy resins, as recently demonstrated for thermoset resins derived from epoxidized vegetable oils and itaconic acid [33]. By combining epoxidized linseed oil, lignin, and a biobased diamine derived from fatty acid dimers, biobased epoxy resins have been synsthesized for the reduction of the carbon footprint and to promote circular economy [34].
In the last years, furan-based epoxy compounds obtained from carbohydrates are regarded as alternatives to petroleum-based formulations for adhesive applications. This is the case of 2,5-bis[(oxiran-2-ylmethoxy)methyl]furan (BOMF), a compound derived from 5-hydroxymethylfurfural (HMF), which is one the most important platform molecules produced from sugars via biological or chemical conversions. As an example, BOMF-derived epoxy resins have been used for bonding polycarbonate substrates, exhibiting a tensile-shear strength higher than that of a petrochemical-based phenyl glycidyl ether [35].
In one of our previous works, BOMF has been cured with methyl nadic anhydride (MNA). Curing behaviour and physical properties were tuned by varying the reacting mixture formulations [36]. Moreover, by the inclusion of selected percentages of titanium oxide, it was possible to develop functional coatings for metallic substrates with improved corrosion resistance [37].
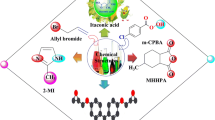
In the present paper, as a further step to address challenges of sustainability in the production of bio-sourced epoxy resins, we report the preparation of a bioepoxy system by curing BOMF with maleic anhydride (MA). The latter is also easily derived from HMF [38], via oxidative C–C bond cleavage of 5-hydroxymethylfurfural, by using homogeneous and heterogeneous catalytic systems working under green conditions [39]. The crosslinking process was monitored by differential scanning calorimetry (DSC) and chemo-rheological analysis. On crosslinked samples thermal, mechanical and adhesives properties on carbon fiber-reinforced thermoset (CFRP) joints were evaluated and compared to those of a BPA-based system cured with MA. The very remarkable adhesion strength of BOMF/MA towards CFRP highlighted the potential of furan-based epoxy resins as structural adhesives.
Experimental section
Materials
The commercially available bio-based epoxy precursor, namely 2,5-bis(hydroxymethyl)furan (BHMF, 97%) was purchased from Apollo Scientific. Maleic anhydride (MA, powder, 95%) was provided by Sigma Aldrich and used as a curing agent. Bisphenol A diglycidyl ether (DGEBA, epoxy equivalent weight EEW = 172 − 176) was purchased from Sigma-Aldrich. 2-methylimidazole (2-MI, 99%), ( ±) epichlorohydrin (ECH, ≥ 99%), tetrabutylammonium bromide (TBBr, ≥ 99%) and ethanol (96%) were purchased from Acros Organics. Anhydrous sodium hydroxide pellets (NaOH, ≥ 97%), ethyl acetate (EA, 99%), hexane (HX, 99%), tetrahydrofuran (THF, 99.9%) and magnesium sulphate (MgSO4) were purchased from Carlo Erba. All chemicals were used as received, without further purification. Glacial acetic acid was purchased from Romil.
A carbon fiber-reinforced tetraglycidyl diaminodiphenylmethane-based thermosetting polymer (CFRP) cured with 4,4-diaminodiphenylsulfone was provided by Alenia Aermacchi (Pomigliano d’Arco, Italy). The CFRP was made of two superposed prepreg layers (Prepreg Fabric 934-41-3KT400HN-P-193-C, and Prepreg Tape 934-37-6KT400HB-145, Fiberite Europe, Germany).
Synthesis of 2,5-bis[oxiran-2-ylmethoxy)methyl]furan (BOMF)
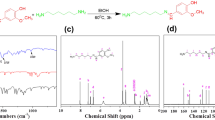
BOMF was synthesized according to a modified procedure described in a previous work [35, 36]. The total yield of the synthesis was 85%. At room temperature the obtained product was an amber-colored viscous liquid. NMR and FT-IR spectra of BOMF are reported in Fig. S1.
Formulation and preparation of BOMF/MA samples
Epoxy/anhydride reaction mixture was prepared by mixing BOMF epoxy monomer and maleic anhydride in a stoichiometric ratio R = 1, where R denotes the ratio between the number of moles of the epoxy monomer (BOMF) and the crosslinking agent (MA), with 2-MI used as initiator (0.5 wt% with respect to the total weight of the epoxy and anhydride mixture). The reaction mixture was labelled as BOMF/MA.
As a general procedure, a mixture containing the proper amounts of epoxy monomer and 2-MI was prepared at room temperature under magnetic stirring. After about 25 min, when the mixture of epoxy and 2-MI was homogeneous, the proper amount of MA was added to the system under magnetic stirring until homogeneous dispersion of MA in the viscous mixture. With the same procedure, DGEBA/MA mixtures were realized for comparison.
Starting from the above BOMF/MA mixture containing 2-MI as initiator, samples of bulk material (dimension about 70 × 60 × 1 mm) were obtained for mechanical tests and thermal analysis. A cure program consisting of heating at 120 °C for 20 min and post-cure at 150 °C for further 2 h was applied. DGEBA/MA bulk samples were realized for comparison.
Preparation of adhesive samples
The above BOMF/MA mixture containing 0.5 wt% of 2-MI was also used to prepare specimens for single lap-shear tests. For this purpose, joints of epoxy-based CFRP substrates were bonded with the BOMF/MA mixture. CFRP plates, 3 mm thick, were cut to obtain samples 100 mm long and 16 mm wide. To improve the wetting of the substrate with the resin mixture, the plates were mechanically sandblasted. Three drops of the resin mixture (about 73 mg) were applied on the end part of one plate, and distributed over an area of 16 × 16 mm2. The second plate was then applied. The adhesive thickness between the two adherends was about 0.2 mm. The joint specimens were cured in oven applying the same curing program used for bulk samples and no pressure was applied on the overlapped area of the plates to prevent leakage of the liquid non-crosslinked resin. Samples for single lap-shear tests were prepared with the same procedure using the DGEBA/MA mixture as adhesive.
Characterization methods
A TA Instrument DSC Q2000, equipped with refrigerator cooling system (RCS), was used for calorimetric analysis (DSC), under inert nitrogen flux (50 mL min−1). Curing process was evaluated through DSC. Dynamic measurements were performed from 25 to 250 °C at 10 °C/min, to evaluate the enthalpy of the curing process (ΔHtot). Then, a cooling scan at 10 °C/min to − 30 °C and a second heating scan a 10 °C/min to 250 °C were also performed to detect the Tg of the cured resins, and the potential occurrence of post-cure. The latter heating cycle was used to characterize the samples obtained by oven curing.
A MARS III rheometer, interfaced with a iN20 Nicolet FT-IR spectrophotometer by a Rheonaut temperature controller, was used to performed combined rheological and infrared analysis. Chemo-rheological tests were performed on plate-plate geometries (20 mm diameter and 0.6 mm gap) at a fixed frequency (ω) of 10 rad/s and deformation (γ) in auto-strain mode of 15 ± 15%. Measurements were performed in isothermal analysis at 150 °C for the system BOMF/MA. Simultaneously to the rheological measurements, FT-IR analysis was carried out on the reacting mixtures. Spectroscopic analysis was performed in ATR mode. Spectra were acquired as single beam spectra in the range of 4000–400 cm−1 with a resolution of 4 cm−1 and 8 scans; before each analysis, different background spectra were collected at different temperatures in the above-mentioned temperature range. Data were first processed with Omnic software to subtract the appropriate background, then spectra were exported to the PerkinElmer TimeBase software to perform the time-dependent analysis.
Thermogravimetric analysis (TGA) was performed by using a TA Instrument TGA 500. Tests were carried out from 25 to 750 °C at a heating rate of 10 °C/min, under a 60 mL min−1 nitrogen flow. For each analysis a sample weighing 3–5 mg was tested.
Tensile tests on bulk materials were performed by using an INSTRON 5564 with 1kN dynamometer on dumb-bell specimens (4 mm2 cross-section, 1 mm thickness, 25 mm gauge length). Three specimens were tested for each sample. Tests were performed at 2 mm/min crosshead speed in environmental conditions of 23 °C and 60% relative humidity.
Single lap shear tests of adhesive were performed according to ASTM D1002 using an Instron 4505 dynamometer equipped with 100 kN loading cell. Three specimens for both systems BOMF/MA and DGEBA/MA were testes.
The single lap joints consisted of two rectangular CFRP adherends, 16 mm wide, 100 mm long and 3.0 mm thick, bonded together, with an overlap length of 16 mm. Tests were performed at 1.3 mm/min crosshead speed in environmental conditions of 25 °C and 50% humidity.
Scanning electron microscopy (SEM) was carried out by means of a FEI Quanta 200 FEG SEM in high vacuum mode on the samples after lap shear tests. To evaluate the fracture surfaces of BOMF/MA and DGEBA/MA specimens after lap shear tests, a Lynx EVO stereomicroscope (Vision Engineering Ltd, Milan, Italy) was used.
Results and discussion
Thermal and rheological analysis of the curing reaction
Crosslinking of epoxies with anhydrides typically includes an initiation step consisting in the nucleophilic attack of the secondary nitrogen of the initiator to the anhydride (Scheme 1a), which leads to the formation of an intermediate zwitterion containing a quaternary nitrogen cation and a carboxylate [40, 41]. Subsequently, in the propagation step, the carboxylate reacts with the epoxy ring to form ester groups and an alkoxide anion (Scheme 1b). The intermediate zwitterion then undergoes proton transfer, leading to the formation of an OH adduct [42]. The latter further reacts with anhydride or epoxy by polyesterification (Scheme 1c) or with an epoxy group through polyetherification (Scheme 1d), giving rise to an alternating copolymerization anionic mechanism [43,44,45].

Mechanism of epoxy—anhydride polymerization reactions initiated by tertiary amines
The curing behavior of BOMF/MA was first studied by DSC under non-isothermal conditions to select the suitable temperature to polymerize the bulk materials. DGEBA/MA was selected as reference system. Table 1 reports the temperature values of the onset (Tonset) and the maximum (Tp) of the exothermic curves and the reaction enthalpy (ΔHtot) associated to the curing process, as well as the glass transition (Tg) temperatures for both systems [46]. The first heating scan (Fig. 1a) exhibited a single peak for DGEBA/MA at 145 °C, whereas BOMF/MA displayed a bimodal exothermic curve with a maximum at 143 °C and a higher temperature shoulder at 163 °C (labeled as P1 and P2), attributed to esterification and etherification reactions, respectively [43]. The etherification peak is also evident for DGEBA/MA, but only at lower heating rates (Fig. S2) The lower Tonset value for the BOMF-based system suggests that the presence of furan ring leads to improved efficiency of the initiation process, increasing the number of growing chains in the reaction mixture. This issue has been further addressed by FTIR spectroscopy, as reported subsequently. From the second heating ramp (Fig. S3) glass transition values were calculated (Table 1), and the occurrence of a residual cure was ruled out.

a Non-isothermal DSC thermograms at a heating rate of 10 °C/min of BOMF/MA and DGEBA/MA; b Rheological tests on BOMF/MA and DGEBA/MA at 150 °C
A higher value of ΔHtot was noticed for BOMF/MA, due to the higher number of epoxy groups per mass unit in BOMF compared to DGEBA. However, in terms of epoxy equivalents, values of 42 and 46 kJ/eq were calculated for BOMF/MA and DGEBA/MA, respectively, suggesting that in BOMF/MA the occurrence of a vitrification phenomenon could limit the molecular mobility of the reacting system.
As evidenced in Table 1, the Tg value of the cured BOMF/MA resin was about 15 °C lower than that of DGEBA/MA, likely due to the higher chain stiffness of the latter [36]. It is worth noticing that the Tg value of BOMF/MA was slightly lower than that reported for BOMF cured with MNA (Tg = 46 °C) [36], because of the more hindered structure of MNA.
On the basis of the above reported results, T = 150 °C was chosen as the temperature for isothermal rheological tests, performed to get further insight on the development of the viscous epoxy networks. The evaluation of the storage modulus G′ reported in Fig. 1b demonstrated a faster evolution of the viscoelastic properties for BOMF/MA, and the attainment of a plateau value of about 106 Pa in the early five minutes. In comparison, DGEBA/MA required about 10 min for G″ to reach comparable values, confirming a slower reactivity of this system.
Rheological results were complemented by the data gained through FTIR-ATR spectroscopy performed on samples undergoing rheological measurements. The absorbance variation of characteristic peaks belonging to functional groups involved in the curing reaction were monitored as a function of time.
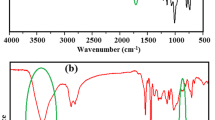
In Fig. 2a, b the presence of anhydride in the reacting systems is identified by the peaks at 1849 and 1777 cm−1 (see black arrows). These peaks were used to follow the curing process, as they gradually disappeared over time due to the reaction between epoxy and anhydride, which led to the formation of ester groups associated to the increasing peak at 1731 cm−1 (indicated by the red arrow). From Fig. 2a is noted that the peak area increase was accompanied by a shift to lower wavenumbers, indicating the progressive increase of polar interactions between ester carbonyl groups and hydroxyl groups formed upon epoxide ring opening [47]. Moreover, in the spectral region between 950 and 650 cm−1, two peaks at 838 and 862 cm−1 (see green arrows) were followed to monitor the consumption of the epoxy groups in BOMF and DGEBA, respectively.

Time evolution of FTIR-ATR spectra of BOMF/MA (a) and DGEBA/MA (b) systems in the wavenumber regions between 3700–3200, 1900–1650 and 900–650 cm−1; areas of hydroxyl groups peak (c), anhydride carbonyl group (d), and epoxy groups (e), as evaluated from ATR FT-IR spectra collected during the rheological measurements at 150 °C
The change of anhydride and epoxy group peak areas over time are reported in Fig. 2c, d. Notably the disappearance rate of the two groups was similar, further corroborating the validity of the hypothesized alternating copolymerization mechanism [48]. The conversion rate of anhydride and epoxy groups in DGEBA/MA was significantly slower than that of BOMF/MA. In the latter case, both groups completely converted in less than two minutes, while DGEBA/MA required about ten minutes to achieve reacting groups conversion. This result confirmed the faster reaction rate of the BOMF/MA mixture already observed by DSC and rotational rheometry. The formation kinetics of the ester carbonyl group peaked at 1731 cm−1 is shown in Fig. S4. As expected, the two systems show different reaction rates, as the carbonyl formation of BOMF/MA was faster than that of DGEBA/MA. This suggests that a larger number of growing chains was present in the BOMF/MA mixture, likely due to a more efficient initiation process.
An even more different trend was observed as concerns the evolution of hydroxyl groups (Fig. 2a, e). In particular, in the early two minutes the BOMF/MA system exhibited an increasing absorption in the 3700–3300 cm−1 wavelength range as a function of time, characteristic of the formation of hydrogen bonded hydroxyl groups. Interestingly, the spectrum of the DGEBA/MA system did not show any peak in this range. This result is likely to be due to the presence of oxygen atoms on the furan ring, which act as efficient proton acceptors, thereby favoring –OH hydrogen bonding. As a consequence, hydroxyl groups become less prone to take part into etherification and esterification reactions responsible for chain branching and crosslinking. A similar finding has been reported by Shen et al., who observed that when BOMF was cured with diamines, a greater amount of hydroxyl groups formed in comparison with those formed upon curing of phenyl-based epoxy counterparts [45].
The difference in reactivity between the two systems was further confirmed by non-isothermal rheological tests from 35 to 200 °C, at 3 °C/min and 1 Hz frequency. The storage moduli G' evaluated on bulk samples at the temperature of 150 °C were 10,010 Pa for BOMF/MA and 13,220 Pa for DGEBA/MA. This means that BOMF/MA resin has a lower degree of crosslinking, so once the hydroxyl groups are formed, their further reaction is hindered.
Thermal and mechanical properties of BOMF/MA thermosetting resin
Based on the information gained from DSC, the following curing conditions were selected for the preparation of the bulk resin samples: a 20 min pre-polymerization step at 120 °C, which was very close to the DSC onset temperature, was performed to increase the viscosity of the resin and preventing MA evaporation and associated bubbles formation within the bulk. Afterwards, the temperature was maintained for two hours at 150 °C to complete curing. The so cured samples were then characterized in their thermal and mechanical properties. Table 2 summarizes the results gathered through DSC, TGA and tensile tests.
The thermogravimetric curves obtained in nitrogen are reported in Fig. 3a, b, For BOMF/MA, the derivative curve of weight (%) showed two steps of degradation peaked (Tp in Table 2) at 295 and 350 °C, with weight losses of 50 and 20%, respectively (Fig. 3a). DGEBA/MA degraded in a single step, with a Tp of 415 °C, corresponding to a weight loss of about 50% (Fig. 3b). A comparison of the onset temperatures and the temperature at 5% weight loss (T5%) values confirmed the lower thermal stability of BOMF/MA [49], which however, did not preclude its application at temperatures about 200 °C. Interestingly, BOMF/MA exhibited a higher char yield at 700 °C (Char700), suggesting that it could perform better as far as flame retardant properties are concerned. Overall, the thermal behavior of BOMF/MA was comparable to that of BOMF/MNA [36], highlighting the key role of BOMF in thermal stabilization and flame retardancy [50].

Thermal and mechanical characterization of the cured samples. TGA thermograms of: a BOMF/MA, b DGEBA/MA, c stress–strain curves of bulk materials, and d heating DSC scans performed on the bulk BOMF/MA and DGEBA/MA samples
The glass transition temperatures were determined from the heating DSC scan performed on the oven-cured samples, and DSC analysis did not show residual reaction (Fig. 3d). As expected, the graph shows the absence of residual exotherms, while the upward shift of the BOMF/MA curve above 200 °C confirmed the onset of the thermal degradation. The calculated Tg values (Table 2) were comparable the those obtained from non-isothermal DSC curing.
To evaluate the mechanical properties of the cured resins, tensile test experiments were carried out. Typical stress–strain curves of the thermosets are reported in Fig. 3c. From the experimental stress–strain curves, Young’s modulus, stress and strain at peak were determined (Table 2). Compared to the DGEBA-based sample, BOMF/MA appeared rubbery, with a lower Young’s modulus and ultimate strength but a quite higher ultimate strain value. Although furan-based and DGEBA-based epoxy systems show comparable stiffnesses due to high π-π stacking and strong intermolecular hydrogen bonds [51], the mechanical properties evaluated on our systems indicate a higher flexibility for the BOMF/MA system, as the test temperature employed was close to its Tg value. Moreover, the presence of intermolecular hydrogen bonding due to the higher number of hydroxyl groups also contributed to the observed ductility.
Interestingly, the difference in curing agent dramatically affected the mechanical performance of BOMF-based resins, as BOMF/MNA had showed significantly higher Young’s modulus and ultimate strength (about 1470 and 33 MPa, respectively), while the elongation at break was 4 times lower [36]. The tensile test results indicate that BOMF/MA system is not suitable to replace the traditional DGEBA/MA system in those applications (such as composites) where high stiffness and strength are required, but can be used as an adhesive for applications requiring flexible substrates [52].
Adhesive characterization by lap shear test
BOMF/MA and DGEBA/MA resins were applied on CFRP substrates at room temperature to prepare adhesive joints. The latter were cured in the oven for twenty minutes at 120 °C followed by two hours at 150 °C, using the same curing conditions used to prepare bulk samples. The adhesive properties were evaluated by lap shear test. Figure 4a shows a schematic representation of the single lap joints (SLJ) prepared. As shown in Fig. 4b, the lap shear tests carried out on the BOMF/MA adhesive joint showed a maximum load of about 3100 N. At this value, corresponding to a deformation of about 0.6 mm, the failure of the adhesive occurred. The maximum load showed by the BOMF/MA adhesive was dramatically higher than the value recorded for the DGEBA/MA, whose failure occurred at about 0.2 mm deformation, with a maximum load of about 750 N. The adhesion performances of BOMF/MA, listed in Table 3, are comparable to those reported in the literature for CFRP joints bonded with conventional epoxy adhesives [53, 54].

a Geometry (mm) of single-lap joints tested, b representative Load-Strain curves obtained after lap-shear tests of BOMF/MA and DGEBA/MA
To explain the different behavior showed by BOMF/MA and DGEBA/MA systems, the morphology of the failure surfaces of the SLJ plates after lap shear tests were investigated by optical microscopy and SEM (Fig. 5). Figure 5a, b show the optical images of the two plates of a SLJ realized by the DGEBA/MA adhesive and the BOMF/MA adhesive, respectively.

Optical microscopy images (in red rectangles) of plates after lap shear tests on CFRP joints realized with DGEBA/MA (a) and BOMF/MA (b) adhesives. SEM images of the untreated CFRP surface (c); the plates surface after lap shear tests on CFRP joints realized with DGEBA/MA (d–f); the plates surface of the plates after lap shear tests on CFRP joints realized with BOMF/MA (g–j)
As shown, for the joint realized with DGEBA/MA (Fig. 5a) brown/yellow adhesive residues are mainly found on the adherend plate reported in the bottom image (a1), whereas the presence of adhesive residues is less evident on the other plate (a2). This is typical of an adhesive failure mechanism, for which the failure mainly occurs at one interface between the adhesive and the substrate. SEM analysis confirmed the prevalent adhesive failure mechanism for the SLJ realized with the DGEBA/MA adhesive. Indeed, Fig. 5d well shows the original composite texture on one of the plates after the DGEBA/MA adhesive detachment (see the original composite structure in Fig. 5c for comparison). On the other plate (Fig. 5e), the adhesive surface is evidenced, still adhered to the plate, showing the imprint of the composite texture after the failure. For this specimen, evidences of a cohesive failure mechanism of the DGEBA/MA adhesive are only noted in small regions, as SEM shows a brittle fracture occurring within the adhesive layer, evidenced with an arrow in Fig. 5f.
As for the SLJ realized with the BOMF/MA adhesive, the optical image (Fig. 5b) shows adhesive residues almost equally distributed on both adherends (b1 and b2) of the SLJ after the test, suggesting a predominant cohesive failure mechanism, typical of an adhesive well adhered on the substrates, whose failure occurs within the adhesive layer. SEM images confirmed this predominant mechanism, as both SLJ plates evidenced brittle fractures occurred within the adhesive layers (Fig. 5g, h). In addition, SEM images also showed some areas where the inner part of the CFRP substrate was visible, with carbon fibers protruding from the surface after the test (Fig. 5i) or pulled out from the substrate (Fig. 5j), indicating the occurrence of adherend failure of the substrate in these regions [55]. Summarizing, a cohesive failure mechanism of the adhesive was predominant in BOMF/MA SLJ, with evidences of a cohesive failure of the substrate in some regions. This mechanism must be compared to the DGEBA/MA adhesive, whose failure mainly occurred through an adhesive failure mechanism. The behavior evidenced by microscopy clearly indicates a highly enhanced adhesion of the BOMF-based adhesive to the CFRP substrate that well explains the results of the lap shear test. The better adhesion of the BOMF/MA resin to the CFRP substrate is attributed to the larger number of hydroxyl groups formed upon curing of the BOMF/MA system, as evidenced by combined rheological and FT-IR tests (see Fig. 2). The increased interaction by the resin hydroxyl groups and the CFRP adherend substrate resulted in a remarkably higher failure strength, further confirming the key role of hydrogen bonding as a main adhesion mechanism to enhance the adhesion performance of epoxy based adhesives [32, 56].
In the specific case of the CFRP used in the present paper, hydrogen bonding with the epoxy adhesive was likely promoted by the presence of amino groups used as hardeners in the CFRP formulation [57].
Conclusions
In the present work, a new fully bio-based epoxy resin was synthesized curing BOMF with maleic anhydride (MA). The curing behavior of the resin was investigated by thermal and chemo-rheological analysis, and the curing process of the system was optimized to obtain sheets. In comparison to traditional DGEBA-based epoxy monomer cured with the same anhydride, the BOMF/MA samples have a lower glass transition temperature, Young’s modulus and ultimate tensile strength, but a higher ultimate strain. Thus, the BOMF/MA system is not suitable to replace the corresponding DGEBA/MA system in those applications (such as composites) where high stiffness and strength are required, but can be used for applications requiring more flexible materials.
Very interesting results were obtained when the BOMF/MA system was tested as an adhesive for fiber reinforced polymer composites. In this application, the BOMF/MA system shows highly enhanced properties in comparison to the traditional epoxy system based on DGEBA, with stress and strain-to-failure values more than 3 times higher. These remarkable adhesive properties are well explained by the observation of the failure mechanism. Indeed, while the DGEBA/MA adhesive shows a predominant adhesive failure mechanism, with the failure mainly occurs at the interface between the adhesive and the substrate, the failure of the BOMF/MA adhesive mainly occurs through a cohesive failure mechanism, typical of an adhesive well adhered on the substrates. This highly improved adhesion of the BOMF/MA adhesive towards the epoxy based CFRP is explained by the presence of hydroxyl groups, formed during the curing of the BOMF/MA system and stabilized by the presence of the furan ring, able to strongly interact with the CFRP epoxy substrate. These results highlight that BOMF-based epoxy resins can represent a sustainable alternative to systems containing DGEBA, as their properties can be properly modulated by selecting suitable anhydride curing agent.
Data availability
The raw data required to reproduce these findings are available from authors on request.
References
Meier MAR, Metzger JO, Schubert US (2007) Plant oil renewable resources as green alternatives in polymer science. Chem Soc Rev 36:1788–1802. https://doi.org/10.1039/b703294c
Flint S, Markle T, Thompson S, Wallace E (2012) Bisphenol A exposure, effects, and policy: a wildlife perspective. J Environ Manage 104:19–34. https://doi.org/10.1016/j.jenvman.2012.03.021
Ma H, Zhang X, Ju F, Tsai SB (2018) A study on curing kinetics of nano-phase modified epoxy resin. Sci Rep 8:1–15. https://doi.org/10.1038/s41598-018-21208-0
Laouchedi D, Bezzazi B, Aribi C (2017) Elaboration and characterization of composite material based on epoxy resin and clay fillers. J Appl Res Technol 15:190–204. https://doi.org/10.1016/j.jart.2017.01.005
Kumar S, Krishnan S, Mohanty S, Nayak SK (2018) Synthesis and characterization of petroleum and biobased epoxy resins: a review. Polym Int 67:815–839. https://doi.org/10.1002/pi.5575
Sørensen PA, Kiil S, Dam-Johansen K, Weinell CE (2009) Anticorrosive coatings: a review. J Coatings Technol Res 6:135–176. https://doi.org/10.1007/s11998-008-9144-2
Jacob GC, Hoevel B, Pham HQ, Dettloff ML, Verghese NE, Turakhia RH, Hunter G, Mandell JF, Samborsky DD (2009) Technical advances in epoxy technology for wind turbine blade composite fabrication. In: Int. SAMPE Tech. Conf.
Wright CD, Muggee JM (1986) Epoxy structural adhesives. Struct Adhes. https://doi.org/10.1007/978-1-4684-7781-8_4
** FL, Li X, Park SJ (2015) Synthesis and application of epoxy resins: A review. J Ind Eng Chem 29: 1-11. https://doi.org/10.1016/j.jiec.2015.03.026
Chen D, Kannan K, Tan H, Zheng Z, Feng YL, Wu Y, Widelka M (2016) Bisphenol analogues other than BPA: environmental occurrence, human exposure, and toxicity—a review. Environ Sci Technol 50:5438–5453. https://doi.org/10.1021/acs.est.5b05387
Di Mauro C, Malburet S, Genua A, Graillot A, Mija A (2020) Sustainable series of new epoxidized vegetable oil-based thermosets with chemical recycling properties. Biomacromol 21:3923–3935. https://doi.org/10.1021/acs.biomac.0c01059
Alam M, Akram D, Sharmin E, Zafar F, Ahmad S (2014) Vegetable oil based eco-friendly coating materials: a review article. Arab J Chem 7:469–479. https://doi.org/10.1016/j.arabjc.2013.12.023
Galià M, de Espinosa LM, Ronda JC, Lligadas G, Cádiz V (2010) Vegetable oil-based thermosetting polymers. Eur J Lipid Sci Technol 112:87–96. https://doi.org/10.1002/ejlt.200900096
Bu M, Zhang X, Zhou T, Lei C (2022) Fully bio-based epoxy resins derived from magnolol and varying furan amines: cure kinetics, superior mechanical and thermal properties. Eur Polymer J 180:111595
Ralph J, Lapierre C, Boerjan W (2019) Lignin structure and its engineering. Curr Opin Biotechnol 56:240–249. https://doi.org/10.1016/j.copbio.2019.02.019
Asada C, Basnet S, Otsuka M, Sasaki C, Nakamura Y (2015) Epoxy resin synthesis using low molecular weight lignin separated from various lignocellulosic materials. Int J Biol Macromol 74:413–419. https://doi.org/10.1016/j.ijbiomac.2014.12.039
Ferdosian F, Yuan Z, Anderson M, Xu C (2014) Synthesis of lignin-based epoxy resins: optimization of reaction parameters using response surface methodology. RSC Adv 4:31745–31753. https://doi.org/10.1039/c4ra03978e
Gómez-Laserna O, Irizar P, Lando G, Kortazar L, Irto A, Ruiz-Rubio L et al (2021) Design of epoxy-silica hybrids based on cycloaliphatic diol of natural origin for conservation of lithic materials. Prog Org Coat 151:106028. https://doi.org/10.1016/j.porgcoat.2020.106028
Ma S, Liu X, Jiang Y, Tang Z, Zhang C, Zhu J (2013) Bio-based epoxy resin from itaconic acid and its thermosets cured with anhydride and comonomers. Green Chem 15:245–254. https://doi.org/10.1039/c2gc36715g
Niedermann P, Szebényi G, Toldy A (2015) Characterization of high glass transition temperature sugar-based epoxy resin composites with jute and carbon fibre reinforcement. Compos Sci Technol 117:62–68. https://doi.org/10.1016/j.compscitech.2015.06.001
Huang K, Zhang J, Li M, **a J, Zhou Y (2013) Exploration of the complementary properties of biobased epoxies derived from rosin diacid and dimer fatty acid for balanced performance. Ind Crops Prod 49:497–506. https://doi.org/10.1016/j.indcrop.2013.05.024
Liu XQ, Huang W, Jiang YH, Zhu J, Zhang CZ (2012) Preparation of a bio-based epoxy with comparable properties to those of petroleum-based counterparts. Express Polym Lett 6:293–298. https://doi.org/10.3144/expresspolymlett.2012.32
Thakur T, Jaswal S, Gaur B, Singha AS (2021) Thermo-mechanical properties of rosin-modified o-cresol novolac epoxy thermosets comprising rosin-based imidoamine curing agents. Polym Eng Sci 61:115–135. https://doi.org/10.1002/pen.25562
Borah N, Karak N (2022) Tannic acid based bio-based epoxy thermosets: evaluation of thermal, mechanical, and biodegradable behaviors. J Appl Polym Sci. https://doi.org/10.1002/app.51792
Liu R, Zhu J, Luo J, Liu X (2014) Synthesis and application of novel UV-curable hyperbranched methacrylates from renewable natural tannic acid. Prog Org Coat 77:30–37. https://doi.org/10.1016/j.porgcoat.2013.07.015
Wang X, Nabipour H, Kan YC, Song L, Hu Y (2022) A fully bio-based, anti-flammable and non-toxic epoxy thermosetting network for flame-retardant coating applications. Prog Org Coat 172:107095
Bellido-Aguilar DA, Zheng S, Huang Y, Sun Y, Zeng X, Zhang Q, Chen Z (2020) Hydrophobization of fully bio-based epoxy polymers using water as solvent: effect of additives. Eur Polym J 140:110043. https://doi.org/10.1016/j.eurpolymj.2020.110043
Chandrasatheesh C, Jayapriya J, Prabunathan P (2021) Fabrication of Ag-TiO2/cardanol epoxy-based composite coatings against microbiologically influenced corrosion of mild steel. J Polym Environ. https://doi.org/10.1007/s10924-021-02295-z
Li R, Li W, Zheng F, Zhang Y, Hu J (2019) Versatile bio-based epoxy resin: from banana waste to applied materials. J Appl Polym Sci 136:1–8. https://doi.org/10.1002/app.47135
Aziz T, Fan H, Zhang X, Khan FU, Fahad S, Ullah A (2020) Adhesive properties of bio-based epoxy resin reinforced by cellulose nanocrystal additives. J Polym Eng. https://doi.org/10.1515/polyeng-2019-0255
Zhang Y, Chen M, Zhang J, Li J, Shi SQ, Gao Q (2020) A high-performance bio-adhesive using hyperbranched aminated soybean polysaccharide and bio-based epoxide. Adv Mater Interfaces 7:1–12. https://doi.org/10.1002/admi.202000148
Tomić NZ, Saleh MN, de Freitas ST, Živković A, Vuksanović M, Poulis JA, Marinković A (2020) Enhanced interface adhesion by novel eco-epoxy adhesives based on the modified tannic acid on al and CFRP adherends. Polymers (Basel). https://doi.org/10.3390/polym12071541
Di Mauro C, Aratz G, Mija A (2022) Fully bio-based reprocessable thermosetting resins based on epoxidized vegetable oils cured with itaconic acid. Ind Crops Prod 185:115116
Ortiz P, Vendamme R, Eevers W (2020) Fully biobased epoxy resins from fatty acids and lignin. Molecules 25(5):1158
Cho JK, Lee JS, Jeong J, Kim B, Kim B, Kim S, Shin S, Kim HJ, Lee SH (2013) Synthesis of carbohydrate biomass-based furanic compounds bearing epoxide end group(s) and evaluation of their feasibility as adhesives. J Adhes Sci Technol 27:2127–2138. https://doi.org/10.1080/01694243.2012.697700
Marotta A, Faggio N, Ambrogi V, Cerruti P, Gentile G, Mija A (2019) Curing behavior and properties of sustainable furan-based epoxy/anhydride resins. Biomacromol. https://doi.org/10.1021/acs.biomac.9b00919
Marotta A, Faggio N, Ambrogi V, Mija A, Gentile G, Cerruti P (2021) Biobased furan-based epoxy/TiO2 nanocomposites for the preparation of coatings with improved chemical resistance. Chem Eng J 406:127107. https://doi.org/10.1016/J.CEJ.2020.127107
Wojcieszak R, Santarelli F, Paul S, Dumeignil F, Cavani F, Gonçalves RV (2015) Recent developments in maleic acid synthesis from bio-based chemicals. Sustain Chem Process 3:1–11. https://doi.org/10.1186/s40508-015-0034-5
Thiyagarajan S, Franciolus D, Bisselink RJM, Ewing TA, Boeriu CG, Van Haveren J (2020) Selective production of maleic acid from furfural via a cascade approach combining photochemistry and electro- or biochemistry. ACS Sustain Chem Eng 8:10626–10632. https://doi.org/10.1021/acssuschemeng.0c02833
Kumar S, Samal SK, Mohanty S, Nayak SK (2017) Epoxidized soybean oil-based epoxy blend cured with anhydride-based cross-linker: thermal and mechanical characterization. Ind Eng Chem Res 56:687–698. https://doi.org/10.1021/ACS.IECR.6B03879/SUPPL_FILE/IE6B03879_SI_001.PDF
Kumar S, Samal SK, Mohanty S, Nayak SK (2017) Study of curing kinetics of anhydride cured petroleum-based (DGEBA) epoxy resin and renewable resource based epoxidized soybean oil (ESO) systems catalyzed by 2-methylimidazole. Thermochim Acta 654:112–120. https://doi.org/10.1016/J.TCA.2017.05.016
Heise MS, Martin GC (1989) Curing mechanism and thermal properties of epoxy-imidazole systems. Macromolecules 22(1):99–104
Park WH, Lee JK, Kwon KJ (1996) Cure behavior of an epoxy-anhydride-imidazole system. Polym J 28:407–411. https://doi.org/10.1295/polymj.28.407
Marotta A, Faggio N, Brondi C (2022) Curing kinetics of bioderived furan-based epoxy resins: study on the effect of the epoxy monomer/hardener ratio. Polymers 14(23):5322. https://doi.org/10.3390/polym14235322
Paramarta A, Webster DC (2016) Bio-based high performance epoxy-anhydride thermosets for structural composites: the effect of composition variables. React Funct Polym 105:140–149. https://doi.org/10.1016/j.reactfunctpolym.2016.06.008
Park WH, Lee JK (1998) A study on isothermal cure behavior of an epoxy-rich/anhydride system by differential scanning calorimetry. J Appl Polym Sci 67:1101–1108. https://doi.org/10.1002/(SICI)1097-4628(19980207)67:6%3c1101::AID-APP18%3e3.0.CO;2-2
Antoon MK, Koenig JL (1981) Crosslinking mechanism of an anhydride-cured epoxy resin as studied by fourier transform infrared spectroscopy. J Polym Sci A1 19:549–570. https://doi.org/10.1002/pol.1981.170190228
Matejka L, Lovy J, Pokorny S, Bouchal K, Dusek K (1983) Curing epoxy resins with anhydrides. Model reactions and reaction mechanism. J Polym Sci A 21:2873–2885. https://doi.org/10.1002/pol.1983.170211003
Sammani A (2010) Thermal properties of epoxy (DGEBA)/phenolic resin (NOVOLAC) blends Liquid Crystalline Polymers View project Mohamed Gamar Hussein View project. https://www.researchgate.net/publication/267564344. Accessed 24 Mar 2022
Bifulco A, Marotta A, Passaro J, Costantini A, Cerruti P, Gentile G et al (2020) Thermal and fire behavior of a bio-based epoxy/silica hybrid cured with methyl nadic anhydride. Polymers 12(8):1661
Meng J, Zeng Y, Chen P, Zhang J, Yao C, Fang Z, Ouyang P, Guo K (2020) Flame retardancy and mechanical properties of bio-based furan epoxy resins with high crosslink density. Macromol Mater Eng 305(1):1900587
Meredith HJ, Wilker JJ (2015) The interplay of modulus, strength, and ductility in adhesive design using biomimetic polymer chemistry. Adv Funct Mater 25:5057–5065. https://doi.org/10.1002/adfm.201501880
Kadioglu F, Puskul H (2016) Effects of different fiber orientations on the shear strength performance of composite adhesive joints. Int J Mater Metall Eng 10:65–68. https://doi.org/10.5281/zenodo.1338740
Liu S, Cheng X, Zhang Q, Zhang J, Bao J, Guo X (2016) An investigation of hygrothermal effects on adhesive materials and double lap shear joints of CFRP composite laminates. Compos B Eng 91:431–440. https://doi.org/10.1016/j.compositesb.2016.01.051
Nagoshi T, Harada Y, Nakasumi S, Yamazaki N, Hasegawa K, Takagi K, Peng W, Fujii G, Ohkubo M (2022) Inherent cohesive failure of epoxy adhesive in carbon-fiber-reinforced plastic composites revealed by micro-tensile testing and finite element analysis. Compos Part B: Eng 242:110059. https://doi.org/10.1016/j.compositesb.2022.110059
Nakamura S, Tsuji Y, Yoshizawa K (2020) Role of hydrogen-bonding and OH-πinteractions in the adhesion of epoxy resin on hydrophilic surfaces. ACS Omega 5:26211–26219. https://doi.org/10.1021/acsomega.0c03798
Swan SR, Creighton C, Griffin JM, Gashi BV, Varley RJ (2022) Aromatic tetra-glycidyl ether versus tetra-glycidyl amine epoxy networks: influence of monomer structure and epoxide conversion. Polymer 239:124401
Funding
Open access funding provided by CNR under the CRUI-CARE Agreement. Thanks are due to the Extended Partnership PE00000004 “Made in Italy Circolare e Sostenibile” (MICS) project, funded by the European Union-Next Generation EU, for financial support.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Ethical approval
Not applicable.
Additional information
Handling Editor: Maude Jimenez.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Faggio, N., Marotta, A., Ambrogi, V. et al. Fully bio-based furan/maleic anhydride epoxy resin with enhanced adhesive properties. J Mater Sci 58, 7195–7208 (2023). https://doi.org/10.1007/s10853-023-08458-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-023-08458-8