
Abstract
Continuous Fiber Reinforced Thermoplastic (CFRT) hybrid parts offer interesting possibilities for lightweight application, which can exceed the capabilities of mono material metal or CFRT parts. In this case, the joining technology oftentimes is the limiting factor. This study investigates a joining operation with metal pin structures which are additively manufactured via powder bed fusion featuring different diameters and tip geometries, which are inserted into the locally infrared heated CFRT part. The resulting fiber rearrangement is assessed using transmitted light microscopy, confocal laser scanning microscopy as well as micro-computer-tomography. It could be shown that for all assessed pin variants a similar distinct fiber displacement can be seen and that the pin diameter has a significant effect on the resulting fiber orientation with smaller pin diameters being advantageous because of gentle fiber displacement and reduced undulation. The tip geometry has only minor effect on the fiber orientation. Especially in the X/Y plane no systematic influence of the tip geometry on the fiber displacement could be observed. Based on the gained insights a three-stage model of the fiber orientation processes is proposed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Continuous fiber reinforced thermoplastics (CFRT) offer a high potential for lightweight construction due to their good stiffness and strength to weight ratio compared to classic engineering materials which makes them suitable for a wide range of applications in, for example, the automotive or aerospace industry [1]. Although above a certain fiber length of approximately 1.0 mm an increase of fiber length often does not lead to an increase in stiffness in the direction of fiber orientation [2], CFRTs have significant advantages over short and long fiber reinforced thermoplastics: Among others, fiber orientations are easier to determine in the design process of the part and longer fiber lengths typically lead to superior properties in means of impact behavior [3] and strength [4] as shown on the example of glass fiber and polypropylene composite. Despite these advantages, there are applications where parts manufactured from CFRTs reach their limits, such as environments above the glass transition temperature (amorphous matrix material), respectively the melting temperature (semi crystalline matrix material) of the matrix or applications with high erosive wear [5]. An approach to address these challenges in lightweight design is the use of hybrid parts, which combine a CFRT component with a metallic lightweight component such as higher strength aluminum or steel alloys. Despite the high potential of this approach, it requires a reliable and yet cost efficient joining technology to be applicable in serial production.
For this approach, the joining operation represents the key technology, which has to address a wide range of challenges due to the dissimilar mechanical, physical, and chemical properties, such as differences in stiffness, thermal expansion and chemical incompatibilities [6]. This results in established joining technologies like welding [7] and gluing [8] reaching their limits [9] or not being suitable for the manufacturing of CFRT-metal hybrid parts. Furthermore, gluing typically leads to increased weight due to the adhesive itself and complicates recycling processes due to the bonding of different materials.
In the current state of the art fiber composite-metal hybrid part manufacturing, riveted and bolted joints are widely used. These methods typically create a force and/or form-fitting joint and are suitable to create durable composite-metal joints. However, bolted and riveted joints show some disadvantages such as the need to prepare precise bolt holes [29] as follows:
With regard to surface roughness, the shell of the pin structures was created with a different parameter set. The laser power was reduced to 140 W and the scanning speed to 300 mm/s to reduce surface roughness values. Since the shell is generated with a single track, formula (1) must be adjusted and the hatch distance needs to be replaced by the laser spot size according to Ciurana et al. [30]. This results in a volume energy density of 133 J/mm3 for the shell. After additive manufacturing, the samples, which consist of sheet metal and pin structure with a size of 20 mm by 40 mm, are separated from the sheet metal by laser cutting with a TruLaser Cell 7020 (Trumpf, Ditzingen, Germany).
2.4 3D Laser Scanning Microscopy
The surface of the manufactured pins is measured using a 3-D laser scanning confocal microscope VK-X1000 (Keyence Corporation, Osaka, Japan) to create 3D images of the pins and the corresponding analyzing software MultiFileAnalyzer (version 2.1.3.89, Keyence Corporation, Osaka, Japan) for the following post processing and measurements. For each pin, the arithmetical mean height of the surface Ra and the mean roughness depth Rz of the cylinder jacket is measured individually. Since the geometries vary significantly, the possible length of the measured sections varies between the different geometries with 400 µm being the shortest possible length for pins with 1.5 mm in diameter and a 60° tip angle. In order to ensure comparable results between the different geometries, all measurements are taken with a length of 400 µm. A high pass filter with a cut off wavelength λc of 0.8 mm is applied to remove long wavelength geometrical deviations. To minimize the impact of irregularities on the measurement results, five individual sections of measurement with an interval of 10 pixels, respectively 13.8 µm between each section are taken for every pin and the average value of these measurements is calculated to obtain the final measured Ra and Rz values for each pin. Figure 2 shows an example of a measurement of the surface roughness on the cylinder jacket (left side). All measurements are taken on the lower third of the pin as shown in Fig. 2, as this is the only cylindrical area which is comparable over all investigated pin types due to tapered tips of some pin types. This procedure deviates from DIN-EN ISO 4288 [31]. Consequently, the measured values are only partially comparable with values obtained according to the norm.

Illustration of Ra roughness sections of measuremen (red) on cylinder jacket in z/y plane (left) and image in x/y plane used to measure the actual diameter of the pin with a diameter of 1.25 mm (right)
In order to assess the dimensional accuracy of the manufactured pins, the pin height is measured with images taken in the Z/Y plane (left side in Fig. 2) and the diameter is measured with images taken in the X/Y plane (right side in Fig. 2).
In addition to the pin structures, several 3D images of CFRT samples with different joining pressures are created as a means to assess the resulting topography of the CFRT sample (compare Sect. 2.5).
2.5 Joining Process
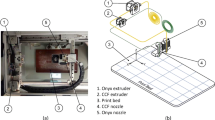
For the joining process, a custom-built apparatus is used. This joining apparatus is using infrared radiation to heat the CFRT samples and features a pneumatic cylinder to apply the force required to press the metal pin into the locally molten CFRT sample.
The utilized Infrared spot type 600.5100.1 (Optron Infrared Systems GmbH, Garbsen, Germany) has a power output of 150 W. It has a focus distance of 50 mm with a focal spot diameter at the nominal focus distance of 10 mm. The spot radiates in the short wavelength infrared spectrum with a maximum radiation intensity at a wavelength of 1,200 nm. So to achieve a reduction of the irradiated area of the CFRT sample, a mask with a circular opening measuring 8 mm in diameter is mounted between the Infrared spot and the sample, Fig. 3.

Joining device with short wave length infrared spot and pneumatic piston (not drawn to scale)
The pneumatic Cylinder ADN-80–25-A-P-A (Festo SE & Co. KG, Esslingen, Germany) features a piston with a diameter of 80 mm, which results in a theoretical maximum force of about 3.000 N at an operating pressure of 0.6 MPa. At 0.5 MPa, the time required to move through the working stroke is measured to a range between 0.0125 s and 0.0167 s resulting in an average moving between 1.50 m/s and 2 m/s.
The process of direct-pin pressing is as follows: First, the CFRT sample is placed in the positioning device, which features a pocket in the size of the CFRT sample to allow for a precise and repeatable positioning under the IR-spot. The positioning device itself is manufactured of Polytetrafluoroethylene (PTFE) in order to reduce conductive heat loss at the lower sample surface (side B). It is reproducibly placed under the IR spot with metallic end stops.
Second, the top side of the CFRT sample (side A) is heated via infrared radiation until the matrix component is locally molten. Thereby, particular attention is paid to a complete melting of the sample across its thickness: for a successful joining operation, it is inevitable that not only the side A is heated above the melt peak temperature but that also side B, which is facing the positioning device is molten. The latter is required to allow fibers and matrix to be displaced in consequence of the pin insertion. Therefore, for every different setting, it is necessary to conduct preliminary tests to determine the ideal heating time and power as it is described in Sect. 2.6.
Third, the positioning device holding the sample is manually placed under the pneumatic piston. Again, positioning is defined with the help of metallic end stops. Following, the cold sheet featuring the pin structure is placed in a second pocket in the positioning device in such a way that the pin is located in the middle of the heated area on the CFRT sample.
Fourth, the pin is pressed into the CFRT sample via the pneumatic piston. The piston head has a diameter of 14 mm and applies the force along the pin and normally to the molten area of the CFRT sample. The pneumatic pressure is controlled to two different settings: 0.1 MPa and 0.5 MPa, resulting in a force of 500 N respectively 2.500 N. Figure 4 shows an exemplary disassembled CFRT sample and corresponding metal sample with pin structure as well as a joined hybrid part (left side) and a detailed image of a cylindrical pin with a diameter of 1.50 mm (right side). The locally heated zone of the CFRT sample can be clearly seen as circular dark zone on the CFRT component of the joined hybrid part.

CFRT sample and metal sample with pin structure (top left) and joined CFRT-metal hybrid part (bottom left) and a detail image of a cylindrical pin with a diameter of 1.50 mm (right)
In pre-trials, the time difference between completion of the heating and completion of the joining operation has been measured to a range of 5 and up to 7 s. Consequently, it is required that the matrix material remains in a molten state within this time span which is verified in the Sections 2.6 and 3.2.
Finally, the force is kept constant at 500 N respectively 2.500 N for 30 s in order to allow the CFRT-sample to sufficiently cool down. After this holding time of 30 s, the force is removed and the CFRT-metal hybrid sample is removed from the positioning device.
2.6 Process Temperature Control
To determine the heating parameters, which are defined by the power setting of the infrared spot and the time of IR exposure, a series of heating pre-trials is conducted. Since only one side of the sample is heated via IR-radiation, a temperature gradient between the heated side A and the down facing side B can be expected. Therefore, it is required to reach a sufficient temperature on side B to melt the matrix whilst not overheating and therefore thermally damaging side A. Furthermore, it is necessary, that no premature crystallization takes place, before the pin is pressed into the sample. Therefore, it needs to be ensured that after the changeover time of 5–7 s the temperature on both sides does not drop under a certain minimum joining temperature. The minimum melting and minimum joining temperature are defined to 175°C respectively 135°C based on a DSC measurement of the CFRT samples, which is shown in Fig. 5.

DSC measurement of CFRT samples with a heating and cooling rate of 20 K/min
In order to measure the temperature of the sample on side A and B, two Ni-CrNi type k thermocouples according to DIN EN 60,584–1 are used [32]. The thermocouples are contacting the CFRT sample’s surface is the in the middle of the circularly heated area. The acquired data is recorded using a custom DASYLab script (version 5.1, National Instruments, Austin (Texas), United States of America).
The procedure is structured in two stages. In the first step, different power settings are experimentally examined to determine a setting, which leads to a temperature above the minimum melting temperature on side B while avoiding any signs of thermal degradation, such as smoke development or severe discoloring and blackening of the sample, on side A. In the second step, the cool down behavior of the sample is examined to define the available time window where a joining operation is possible. Therefore, the time span until on either side A or side B the measured temperature is below the minimum joining temperature is determined.
In the first step, power settings of 28%, 30%, 32%, and 35%, corresponding to 42 W, 45 W, 48 W, and 52.5 W are evaluated with three repetitions per setting. The sample is heated until a surface temperature of 300°C is reached on side A, at which the IR radiation is turned off to avoid thermal degradation of the samples. The obtained data is then used to determine the power settings of the IR-spot as well as the heating time for step two.
In the second step, four measurements are conducted with the previously determined parameter set, consisting of the final power setting and heating time including the cool down phase. In order to consider forced convection during the transition between the heating and joining position, which generally leads to a faster cooling rate, the sample is also moved from the heating position to the joining position as in the actual joining process.
2.7 Stereo Microscopic Sample Preparation
Geared toward the investigation of the fiber orientation in the X/Y plane, the CFRT samples are examined using transmitted light microscopy. The analyses are conducted with a stereo microscope of the type Discovery V12 and a microscopy camera of the type Axio Cam MRc5 (both Carl Zeiss Microscopy GmbH, Jena, Germany).
Before microscopic examination, the metallic component including the pin structures are removed from the samples. Since the chosen pin geometries create no undercut, this is relatively easy to achieve by pulling the pin out in the opposite direction of the press-in-operation with the use of a minor force. This leaves a clearly visible pin hole in the sample.
Since the CFRT-samples are naturally colored, the samples are translucent and following, the glass fibers can be identified with transmitted light microscopy without the need to create micro sections prior the examination and fiber rich areas can be identified as dark zones while matrix rich areas appear as bright zones in the image.
In order to quantify the influence of the different pin geometries on the fiber rearrangement a custom MATLAB (MathWorks Inc., Nattick MA., USA) script is used, which determines the average angle of transition between fiber rich zones and the wedge-shaped matrix rich zones based on the stereo microscopic images. Therefore, the stereo microscopic images are first divided into 4 quarter sections which are assessed individually (see also Fig. 7). Each section is transformed into greyscale matrices, which are assessed row for row. For each row, the grey scale values are filtered with a moving average filter to remove discordant values, the derivative of the brightness value is calculated, and the maximum and minimum values of the derivative are determined. Since in the assessed images fiber rich zones appear dark and matrix rich zones appear bright, the maximum and minimum of the derivative of the brightness value mark the position of the transition between matrix rich and fiber rich zones for every row. The obtained row-wise coordinates of the transition between both zones are then linearly fitted to obtain the transition vector and the corresponding angle in relation to the y-axis of the resulting linear function is determined as the transition angle.
In order to investigate both the influence of tip geometry as well as pin diameter all pin types described in Sect. 2.2 are examined. This procedure is conducted for three pins per pin type on both matrix rich zones, each with two transition vectors, so that for the calculation of the average transition angle twelve sections per pin type can be evaluated with the automated Matlab script. Since in the initial state the fiber have an angle of approximately 0° in relation to the y-axis a steeper angle is a sign for a more pronounced fiber distortion.
2.8 Micro-computer-tomography
For the micro-computer-tomography (μCT) analysis, the samples are fixed in a rotating mount to allow different viewing angles during the scans, which allow a volume reconstruction basing on the created scans. The µCT analyses are conducted with a micro-computer-tomograph of the type sub µ-CT (Fraunhofer Institute for Integrated Circuits (IIS) e.V., Erlangen, Germany). All sample scans are sighted in detail, following the path of individual fibers and analyzing them for the fiber rearrangement resulting from the joining process as well as potential breakage, indicated by sudden shifts in direction, internal open ends or sudden voids.
3 Results
3.1 Dimensional Accuracy And Surface Roughness Of Metal Pins
The laser scanning measurements reveal a relatively accurate reproduction of the planned pin geometries in the PBF-LB process. The accuracy of powder-based additive manufacturing processes depends on various process influencing variables. For example, both the surface morphology [33] and the thermal distortion [34] have an influence on the dimensional accuracy of the components. When investigating the influence of the process parameters on the quality and mechanical properties of additive-manufactured 316L, Delgado et al. [35] found that the building direction of the components has an influence on the accuracy. Here the achieved accuracy was between 1.5—3.0%. In Table 1 the average height and average diameter and corresponding standard deviations per pin type are shown. Generally, the geometrical accuracy with a maximum average deviation of + 0.05 mm in height for pins with 1.50 mm in diameter and 120° tip angle is small. The average percentage deviations of the height from the target geometry are therefore in the range of -1.67%—2.78%.
The maximum average deviation in diameter is + 0.03 mm for pins with 1.50 mm in diameter and 60° tip angle as well as pins with 1.25 mm in diameter and 60° tip angle. This results in an average deviation of the diameter from the nominal geometry of 1%—2.4%, which is consistent with the manufacturing precision in [35].
On the cylinder jacket, the average Ra values range between 4.9 µm and 9.0 µm and the average Rz values range between 26.7 µm and 48.9 µm (compare Table 2).
Table 2 summarizes the results of the surface measurements. In the literature, values for the roughness of additive-manufactured 316L are in the range of 14.89 µm [35], approx. 9 µm [26] and approx. 8.5 µm [25], to name only a selection, whereby these values depend in part strongly on the selected parameters and the angle of inclination of the investigated surfaces. As already explained in the introduction, Cherry et al. [25] examined the effect of different volume energy densities on the roughness of components made of 316L and demonstrated a minimum roughness of about 8.5 µm at a volume energy density of 125.4 J/mm3. The parameters used to expose the envelope of the pin structures yield a volume energy density of 133 J/mm3. The volume energy densities are thus in a comparable range and the Ra values measured on the pin jacket are also comparable. However, the values of 4.9 µm measured for the pin-structure with a 1 mm diameter and a tip angle of 90° are also below the values in the literature. Nevertheless, when considering the short length of measurement of 400 µm used in the present study, which often leads to a lower measured surface roughness than measurements, made according to DIN-EN ISO 4288, the measured roughness would likely be higher.
Why the roughness values of the flat pin structures are up to 4.14 µm higher than those of the other pin structures cannot be easily explained from a process-technical point of view, since all pin structures were manufactured with the same process parameters. However, the values of the flat pin structures show a significantly higher standard deviation than the other pin structures. One reason for this could be a higher number of adhering powder particles on the surface, as can be seen in Fig. 2. These partly fused powder particles can also explain the high Rz values, which range from 26.7 µm to 48.9 µm. When compared to other manufacturing processes such as turning (Ra typically around 2 µm) and cold drawing (Ra typically around 1.6 µm) [23] the surface roughness is still relatively high. Also in comparison to Cold Metal transfer (CMT) pins, the roughness is significantly higher. As an indication, Ryan et al. report surface roughness values between 0.7 to 1.0 µm for different wires used for the CMT-process [24].
3.2 Process Temperatures
The most suitable parameter set was determined at a power setting of 30% and a heating time of 400 s. Other settings either did not lead to a sufficient temperature on side B or showed surface temperatures over 300°C on side A before side B could be heated over the minimum melting temperature defined in Sect. 2.6. Figure 6 illustrates the heating as well as cooling behavior with the final parameter set.

Illustration of temperature profile during heating cycle at a power setting of 30% or 45 W. Solid lines representing the average temperature over four samples while dashed lines representing the standard deviation
As the average final temperature on side A is measured to 285°C, it is possible that thermal degradation takes place to a certain degree even when considering the relatively short time span at which the sample is heated to such a high temperature.
No optical signs of thermal decomposition, such as brown or dark spots or significant smoke emissions could be observed. In order to verify this, TGA tests under nitrogen atmosphere with a heating rate of 10 K/min have been conducted with a virgin sample as well as a sample that was extracted from center of the heated zone. The used heating rate is comparable to the actual heating process after the initial rapid heating in the first 100 s: Both samples showed almost identical results with a first mass loss at a temperature of around 340 °C which is well above the measured 285 °C on Side A during IR heating. It is possible that some oxidation takes place directly on the surface of the sample. However, this is not expected to significantly influence the fiber displacement.
After the changeover time, which lasts between 5 and 7 s (compare 2.5), the average temperature on side A ranges between 192°C with a standard deviation of 19.3°C (after 5 s) and 190°C with a standard deviation of 5.2°C (after 7 s). On side B, the average temperature ranges between 177°C with a standard deviation of 7.0°C (after 5 s) and 174°C with a standard deviation of 5.1°C (after 7 s). These temperatures are well above the minimum joining temperature, even when considering the measured standard deviation. Therefore, a sufficient fiber flexibility can be expected during the joining operation after the change over time, which typically lasts up to 7 s.
3.3 Fiber Orientation
As described in Sect. 2.5, two different operating pressures (0.1 MPa and 0.5 MPa) are used. Since only the higher pressure of 0.5 MPa leads to satisfying joining results, the following results are based on this operating pressure. The effects of a low joining and reconsolidation force are discussed in Sect. 3.4.
Independent of the pin diameter and tip geometry, similar fiber rearrangement phenomena can be observed, although the degree of fiber displacement, especially in the X/Y plane, differs between pin types. When investigating stereo microscopic images in the X/Y plane, Pin insertion leads to the following effects: Next to the pinhole, a matrix-rich wedge-shaped zone can be observed as a bright area with no visible fibers. In contrast to that, dark zones can be seen along the X-axis in direct proximity to the formed pinhole (compare. Figure 7). It is suggested that these dark zone indicate locally increased fiber concentrations.

Stereo microscopic transmitted light image of a CFRT sample after joining with 5 bar / 2500 N and removal of the pin with 1.25 mm pin diameter and a tip angle of 180° (left) and 120° (right)
During the investigation of the average transition angles it shows, that not every investigated quarter section can be recognized with the automated Matlab script due to partially damaged surfaces of the CFRT samples and/or insufficient contrast of the investigated images. The faulty quarter sections are excluded from the evaluation so that in total a range between six and twelve quarter section per pin type are included in the evaluation. The standard deviation per pin type is calculated from the average value of each individual pin.
Figure 8 summarizes the results based on the pin diameter and the tip geometry. The results show a clear dependency of the pin diameter on the transition angle which is especially pronounced between pins with a diameter of 1.25 mm and 1.50 mm. Between pins with 1.00 mm and 1.25 mm in diameter, only a slight tendency towards larger transition angle with increasing pin diameter can be seen. The results are summarized in Fig. 8.

Comparison of average transition angle based on Pin Diameter with different pin diameters and tip angles
In the following, the transition angles are presented in this order: mean value of the compared pin type in degree, ± standard deviation in degree / standard deviation in % of the mean value. For pins with a diameter of 1.00 mm, the average transition angle ranges from 12.2° ± 2.1° / 17.2% (180° tip angle) over 14.2° ± 5.0° / 35.2% (120° tip angle) and 13.17° ± 1.6° / 12.1% (90° tip angle) to 17.35° ± 3.8° / 21.9% (60° tip angle). For pins with a diameter of 1.25 mm the average transition angles are as follows: 15.2° ± 1.4° / 9.2% (180° tip angle), 15.4° ± 2.0° / 13% (120° tip angle), 14.9° ± 1.4° / 9.4% (90° tip angle) and 15.7° ± 4.8° / 30.6% (60° tip angle). Pins with a diameter of 1.5 mm show significantly larger average transition angles of 31.6° ± 10.9° / 35.5% (180° tip angle), 30.9° ± 2.8° / 9.1% (120° tip angle), 30.6° ± 2° / 6.5% (90° tip angle) and 29.5° ± 3° / 10.2%.
Generally, it can be concluded that no systematic dependency between different tip angles and the measured transition angles can be seen: While pins with a diameter of 1.5 mm show a slightly lower transition angle with a steep 60° tip angle, pins with a diameter of 1.0 mm and 1.25 mm show the highest transition with a 60° tip angle. Generally the differences between different tip angles lie within the range of the standard deviations.
Since a larger transition angle can be interpreted as a sign for increased fiber displacement in X-direction (compare Fig. 7) and consequently larger fiber undulation, it can be expected that a smaller pin diameter is beneficial to the joint quality in means of fiber distortion, potential fiber breakage and ultimately also joint strength.
The question why certain pin geometries show noticeably higher standard deviations than others cannot be completely explained at this point. One reason for this could be that the evaluation script does not recognize every transition angle accurately. A second explanation for this is the limited repeatability of the manual execution of the joining process: a difference of two seconds in joining time between two joining operations could lead to increased matrix viscosity in one sample and therefore a difference in fiber displacement. To address this issue, for future studies it is planned to improve the evaluation method in means of recognition quality as well as the joining process in means of an automated joining process with improved repeatability.
Similar to the stereo microscopic transmitted light images, the µm computer tomographic images show fiber rearrangements, which are mostly independent from the pin geometry. Measurements in the X/Y plane show the same phenomena as the transmitted light stereo microscopic images.
In the Y/Z plane, the most notable phenomenon is a significant fiber displacement in the direction of the press-in-operation (Z-direction) accompanied by fiber compression between the tip of the inserted pin and the surface of the CFRT sample as it was already discovered in [20]. This fiber displacement can be observed for all investigated pin-geometries with no fundamental differences between different diameters and tip angles. However, the fiber displacement follows the shape of the tip geometry and therefore, the distance of fiber displacement in Z-direction differs depending on the tip geometry and the observed sectional plane. Pins with a flat tip lead to the highest fiber compaction while pins with a steeper tip angle only lead to a high compaction directly under the middle axis of the pin and decreasing fiber compaction with the observed plane moving further away from the middle axis. Kraus et al. suggested that the fiber displacement is primarily a result of the used pin with a flat head [20]. This assumption could not be confirmed since the fiber displacement in Z-direction could also be observed with a relatively steep tip angle of 60°. A possible explanation for this observation might be, that the insertion depth of 1.8 mm is not sufficient for a positive effect of a tapered pin tip. In Y-direction, next to the pin hole, the fiber-free and matrix rich zone, which can also be observed in the stereomicroscopic images, can be seen.
In the Z/X plane it can be seen, that the fibers closely follow the shape of the inserted pin with an increased fiber density close to the pin (brighter areas). No systematic differences between different pin tip geometries can be seen besides the fact that a stronger tapering of the pin generally leads to less fiber displacement, which can be explained with the smaller volume of a tapered pin in comparison to a cylindrical pin that consequently leads to less displacement.
Figure 9 shows exemplary µm-CT images in the Z/Y as well as Z/X plane of CFRT samples with tip angles ranging from 180° to 60° and a pin diameter of 1.25 mm. A significant fiber displacement in Z-direction can be observed for all investigated tip angles.

Exemplary µm CT image of CFRT samples after joining with 5 bar / 2500 N and removal of the pin with 1.25 mm pin diameter and tip angles ranging from 60° to 180°
In comparison to Hufenbach et al., the fiber displacement in the X/Y plane can also be observed for fibers, which have a distance of more than 2 mm from the inserted pin while with the thermoactivated pinning technology a fiber displacement can only be seen on a very small scale. This can be explained with the comparably small molten zone during thermoactivated pinning, which only measures few tenths of a millimeter and therefore significantly limits flexibility of more remote fibers. Furthermore, the woven fabric used by Hufenbach et al. might limit the fiber flexibility compared to the unidirectional CFRT tapes used in this paper and consequently impedes the fiber displacement [17].
When compared to [18] and [27] which both investigate the hole molding in twill weave glass fiber reinforced polypropylene, the resulting fiber displacement with distinct matrix rich and fiber rich areas is basically similar. However, there are also significant differences visible. First, in [18] a pattern of four matrix rich zones with an angle of 90° between each matrix rich zone can be seen whereas in the direct pin pressing process only two matrix rich zones can be seen. This difference can be explained with the different reinforcements of the investigated samples, where in [18] a bi-axial twill reinforcement is used with fibers oriented in 0° (Y-axis) and 90° (X-axis) while in the present study a unidirectional-reinforced sample is used with fibers only being present in 0°. Second, the matrix rich zone in [18] and [27] spans from the molded hole to the border of the molten zone. In the present study, the matrix rich zone does not span as far. Instead, the wedge-shaped zone closes at roughly one third of the distance between pin hole and the border of the molten zone.
Compared to Hufenbach et al., the fiber displacement in Z-direction is more pronounced which can be led back to the different sizes of the molten zones where a lager molten zone leads to a higher fiber flexibility and therefore more distinct fiber displacements. Another potential reason for the pronounced displacement in Z-direction can be found in the comparably high roughness of the additively manufactured pins. Although not exactly specified in the publication of Hufenbach et al., it is likely that the utilized 100Cr6 steel pins are manufactured using either a cold forming or a cutting operation, such as turning. These manufacturing technologies typically lead to lower surface roughness values than measured in Sect. 3.1 [23]. These potentially higher roughness values of the pins might lead to the increased fiber drag in Z-direction when compared to Hufenbach et al. [17].
3.4 Fiber Orientation Mechanism
For the purpose of understanding the underlying fiber orientation mechanism, a closer examination of laser scanning topography images from samples with different pneumatic joining pressures of 0.1 MPa and 0.5 MPa and samples from the process temperature control pre trials (see Sect. 2.6), which are heated to joining temperature but are not joined, is conducted. These three samples show phenomena, which can be seen independently from the pin diameter and tip geometry and show characteristic stages of the joining operation.
On the bottom, Fig. 10 shows exemplary laser scanning topography images of the three different stages:
-
1.
In the heated but not joined samples the heated zone can be seen as slightly elevated circular area. Furthermore, irregularities, such individual fibers and sunk spots can be seen.
-
2.
At the sample with a joining force of 500 N, a distinct groove can be seen, spanning on both sides from the pin hole in y-direction to the edge of the heated zone. Generally, the rise of the heated zone is more pronounced than at the previous stage.
-
3.
Samples joined with a force of 2.500 N appear almost completely flat. The only significant surface defect can be seen in the cavity of the pin hole.

Three phases of pin direct pin pressing. 1.: heated CFRT sample and locally molten matrix. 2.: inserted pin and resulting displaced fibers in z-direction with void formation. Applied force 500 N 3.: pressure applied on matrix and closed voids with resulting fiber displacement. Piston force 2,500 N
In order to explain the observed phenomena of the surface investigation in this section and the fiber rearrangements discovered in Sect. 3.3, the following three-phase model is proposed:
-
1.
In the first phase, the CFRT sample is locally heated and the matrix is in a molten state. As a result, a certain fiber mobility is given and therefore deconsolidation processes take place, locally resulting in an aperiodic surface and a slight rise of the sample thickness.
-
2.
In the second phase, the pin is pressed into the CFRT sample in z-direction until a complete insertion into the sample is reached. However, in this phase there is only little pressure applied to the molten zone surrounding the actual pin contact area. Following the insertion-motion, fibers are primarily displaced in Z-direction. Due to the high affinity of the molten matrix with the fibers, the matrix is displaced similar to the fibers. The displaced fibers and matrix form two wedge-shaped void zones or grooves in the Y/Z-plane spanning from the edges of the molten area to the inserted pin. Since the volume of the sample is expected to stay almost constant, the displaced volume is accommodated by an increase in thickness of the sample in the molten zone left and right to the edge shaped voids.
-
3.
In the third phase, a homogeneous reconsolidation pressure is applied onto the molten zone. This pressure forces the molten matrix to fill the created void zones and create the matrix-rich zone as pictured in Fig. 7, also affecting the fibers in the molten zone, which follow the matrix flow to a certain degree due to the already mentioned affinity between matrix and fibers. This results in the concave fiber orientation as it can be seen in Fig. 7 and is shown exemplary in Fig. 10.
4 Conclusion and Outlook
This study shows a feasible process route of the direct pin pressing process to create continuous fiber reinforced thermoplastics-steel hybrid parts with additively manufactured metallic pins and infrared heating of the CFRT component and a pneumatic piston to create the required joining movement and force. The powder bed fusion process proved as a suitable manufacturing method to create pin shaped structures with good accuracy even for the small investigated dimensions between 1.00 mm and 1.50 mm in diameter and 1.80 mm in height. However, the measured average Ra values between 4.9 µm and 9.0 µm and the average Rz values between 26.7 µm and 48.9 µm are relatively high, what can be led back to the manufacturing process based on a powder as base material.
The microscopic examination of the penetrated CFRT samples shows distinct fiber displacement phenomena, which do not fundamentally vary between different pin geometries. A major fiber displacement in Z-direction can be observed with all investigated tip geometries and dimensions. One reason for this pronounced displacement in Z-direction could be seen in the rough surface of the pins, which might lead to increased fiber drag in Z-direction and may avoid fibers slip** off from the tip of the angled pins. The verification of this assumption will be a topic for future studies. In addition to the displacement in Z, a concave displacement in the X/Y plane could also be observed. A proposed three-stage model of the fiber displacement mechanism explains the displacement in the X/Y plane as a result of a viscoelastic matrix flow which drags fibers into void zones created by the initial fiber displacement in Z-direction.
The in-detail assessment of stereo microscopic transmitted light images of the fiber displacement shows, that the tip geometry of the pin does not have significant influence on the average transition angle and consequently the fiber displacement in the X/Y plane whereas the pin diameter has a significant influence. With increasing pin diameter average the transition angle of cylindrical pins grows from 12.2° for pins with a diameter of 1.00 mm over 15.2° for pins with a diameter of 1.25 mm to 31.6° for a diameter of 1.50 mm. Since a small transition angle is a sign for a gentle fiber displacement, it is expected that a smaller pin diameter around 1.00 mm or 1.25 mm leads to favorable mechanical properties of the joint and therefore should be preferred for future studies while the tip geometry seems to be of inferior influence. However, the mechanical part behavior is not the focus of this study and will be evaluated in future studies.
In addition, no geometries with undercuts have been investigated yet. The use of pin geometries with undercuts is expected to increase the stability of the multi material joint, as it adds a macro form fit to the joint. When creating joints with undercuts, particular attention has to be paid to the filling of the created undercuts. It would be desirable that the undercuts are filled not only with matrix material, but also with reinforcement fibers to create a strong interlocking joint. Based on the three-stage model of the fiber displacement developed in this study, filling undercuts with matrix material as well as fibers that are displaced in the X/Y plane through reconsolidation pressure seems to be possible when sufficient pressure is applied.
For future studies, it is planned to improve the evaluation method of the transition angle in means of recognition quality as well as the joining operation in means of higher automation to achieve higher repeatability.
Data Availability
The raw data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
Code Availability
The code required to reproduce these findings cannot be shared at this time as the code also forms part of an ongoing study.
References
Siebenpfeiffer, W.: “Leichtbau-Technologien im Automobilbau,” ATZ/MTZ-Fachbuch, 1, SpringerVieweg., (2014)
Thomason, J.L., Vlug, M.A.: Influence of fibre length and concentration on the properties of glass fibre-reinforced polypropylene: 1. Tensile and flexural modulus, Composites Part A: Applied Science and Manufacturing 27(6), 477–484 (1996)
Thomason, J.L., Vlug, M.A.: Influence of fibre length and concentration on the properties of glass fibre-reinforced polypropylene: 4. Impact properties, Composites Part A: Applied Science and Manufacturing 28(3), 277–288 (1997)
Thomason, J.L., Vlug, M.A.: Schipper G, Krikor HGLT: Influence of fibre length and concentration on the properties of glass fibre-reinforced polypropylene: Part 3. Strength and strain at failure, Composites Part A: Applied Science and Manufacturing 27(11), 1075–1084 (1996)
Barkoula, N.-M., Karger-Kocsis, J.: Effects of fibre content and relative fibre-orientation on the solid particle erosion of GF/PP composites. Wear 252, 80–87 (2002)
Martinsen, K., Hu, S.J., Carlson, B.E.: Joining of dissimilar materials. CIRP annals –Manufacturing Technology 64, 696–699 (2015)
Mitschang, P., Velthuis, R., Rudolf, R.: Fügeverfahren für FKV. in Neitzel M., Mitschang P. Handbuch Verbundwerkstoffe. 2. Auflage, Carl Hanser, München-Wien 469–482, (2014)
Schürmann, H.: Klebeverbindungen. In: Konstruieren mit Faser-Kunststoff-Verbunden, Springer Verlang, Berlin-Heidelberg 569–604 (2005)
Brockmann, W.: Adhesive Bonding of Polypropylene. In Karger-Kocsis J. Polypropylene: An A-Z Reference, Kluwer, London 1–6 (1999)
Dawai, Z., Qi, Z., **aoguang, F., Shengdung, Z.: Review on Joining Process of Carbon Fiber Reinforced Polymer and Metal: Methods and Joining Process. Rare Metal Materials and Engineering 47(12), 3686–3696 (2018)
Parkers, P.N., Butler, R., Meyer, J., de Oliveria, A.: Static strength of metal-composite joints with penetrative reinforcement. Compos. Struct. 118, 250–256 (2014)
Ucsnik, S., Scheerer, M., Zaremba, S., Pahr, D.H.: Experimental investigation of a novel hybrid metal-composite joining technology. Compos. A 41, 369–374 (2010)
Kolesnikov, B., Herbeck, L., Fink, A.: Fortschrittliche Verbindungstechniken von Faserverbundstrukturen, Institut für Strukturmechanik des Deutschen Zentrums für Luft- und Raumfahrt e.V., (2004)
Sarantinos, N., Tsantzalis, S., Ucsnik, S., Kostopoulos, V.: Review of through the thickness reinforced composites in joints, Composite Structures 229 (2019)
Sarantinos, N., Kostopoulus, V., Di Vito, G., Campoli, G.: Shape optimization of single-pin reinforcement in metal-composite joints. International Journal of Structural Integrity 11, 381–394 (2019)
Eberl, L., Avila Gray, L., Zaremba, S., Drechsler, K.: The effect of fiber undulation on the strain field for pinned composite/titanium joints under tension, Composites: Part A, 103 148–160 (2017)
Hufenbach, A.W., Kupfer, R., Hornig, A.: Thermoactivated Pinning – a novel joining technique for thermoplastic composites. Solid State Phenom. 188, 176–181 (2012)
Hufenbach, A.W., Gottwald, R., Kupfer, R.:Bolted Joints with Molded Holes for Textile Reinforced Thermoplastic Composites, 18TH International Conference on Composite Materials (2018)
Plettke, R., Schaub, A., Gröschel, C., Scheitler, C., Vetter, M., Hentschel, O., Ranft, F., Merklein, M., Schmidt, M., Drummer, D.: A new process chain for joining sheet metal to fiber composite sheets. Key Eng. Mater. 611–612, 1468–1475 (2014)
Kraus, M., Frey, P., Kleffel, T., Drummer, D., Merklein, M.: Mechanical joining without auxiliary element by cold formed pins for multi-material-systems, AIP Conference Proceedings 2113 (2019)
Meyer, J., Johns, M.: Profile of interfacing projections, US-Patent, US 8,387,229 B2 (2013)
German Institute for Standardization: ISO / ASTM DIS 52900:2018: Additive manufacturing – Gernerel principles – Terminology (2018)
Degarmo, E. Paul; Black, J T.M. Kohser, Ronald A.: Materials and Processes in Manufacturing (9th ed.), Wiley (2003)
Ryan, E.M., Sabin, T.J., Watts, J.F., Whiting, M.J.: The influence of build parameters and wire batch on porosity of wire arc additive manufactured aluminum alloy 2319. J. Mater. Process. Technol. 262, 577–584 (2018)
Cherry, J.A., Davies, H.M., Mehmood, S., Lavery, N.P., Brown, S.G.R., Sienz, J.: Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. The International Journal of Additive Manufacturing Technology 76, 869–879 (2015)
Strano, G., Hao, L., Everson, R.M., Evans, K.E.: Surface roughness analysis, modelling and prediction in selective laser melting. J. Mater. Process. Technol. 213, 589–597 (2013)
Hufenbach, A.W., Adam, F., Helms, O., Kupfer, R.: Gestaltung von textilverbundgerechten Fügezonen mit warmgeformten Bolzenlöcher. Zeitschrift Kunststofftechnik 6, 256–269 (2010)
Saudi Basic Industries: Corporation:GPP 45–70 Tape, https://www.frt.sabic.com/frt-sabic-content/uploads/2016/03/SABIC-0218-A4-Datasheet-GPP-45-70-TAPE-FINAL-2-MARCH-2018.pdf, last access: 02/06/2020
Verein Deutscher Ingenieure: "VDI 3405 - Additive Fertigungsverfahren - Grundlagen, Begriffe, Verfahrensbeschreibungen." (2007)
Ciurana, J., Hernandez, L., Delgado, J.: Energy density analysis on single tracks formed by selective laser melting with CoCrMo powder material. The International Journal of Additive Manufacturing Technology 68, 1103–1110 (2013)
German Institute for Standardization: DIN EN ISO 4288:1998–04–00, Geometrical Product Specifications (GPS) - Surface texture: Profile method - Rules and procedures for the assessment of surface texture (ISO 4288:1996); German version EN ISO 4288 (1997)
German Institute for Standardization: DIN EN 60584–1:2014–07–00; Thermocouples - Part 1: EMF specifications and tolerances (IEC 60584–1:2013); German version EN 60584–1 (2013)
Kniepkamp, M., Fischer, J., & Abele, E.: Dimensional accuracy of small parts manufactured by micro selective laser melting, Proceedings of the 27th Annual International Solid Freeform Fabrication Symposium 2016, Austin(TX) 1530–1537 (2016)
Buchbinder, D., Meiners, W., Pirch, N., Wissenbach, K., Schrage, J.: Investigation on reducing distortion by preheating during manufacture of aluminum components using selective laser melting. Journal of laser applications 26 (2014)
Delgado, J., Ciurana, J., Rodríguez, C.A.: Influence of process parameters on part quality and mechanical properties for DMLS and SLM with iron-based materials: The International Journal of Additive Manufacturing Technology 60, 601–610 (2012)
Funding
Open Access funding enabled and organized by Projekt DEAL. Funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – TRR 285 – Project-ID 418701707.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Julian Popp built the processing equipment including the joining apparatus. Thomas Papke contributed in processing pin structures on sheet metal by PBF-LB. Material preparation of CFRT components and data collection were performed by Julian Popp. Analysis of the acquired data were performed by Julian Popp and David Römisch. The original draft was written by Julian Popp and David Römisch. Tobias Kleffel contributed in review and editing of the original draft. Dietmar Drummer and Marion Merklein contributed in supervision. All authors read and approved the final manuscript.
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Popp, J., Kleffel, T., Römisch, D. et al. Fiber Orientation Mechanism of Continuous Fiber Reinforced Thermoplastics Hybrid Parts Joined with Metallic Pins. Appl Compos Mater 28, 951–972 (2021). https://doi.org/10.1007/s10443-021-09892-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10443-021-09892-0