
Abstract
Coatings from polyetheretherketone (PEEK), polyamide 12 (PA12), molybdenumdisulfide (MoS2), zinc (Zn), and graphite (C) powder mixtures were deposited on PA6, PA12, and PEEK substrates by an atmospheric pressure plasma (APP) spray jet system. Several tenth of µm thick coatings on PA6 and PA12 substrates result in an almost halved surface roughness Ra ~8 µm, Rq ~10 µm and Rz ~60 µm, whereas a significant increase of all surface roughness parameters is observed for PEEK substrates (Ra < 1 µm → 4 µm, Rq < 1 µm → 5 µm, Rz < 5 µm → 20 µm). The surface roughness, powder composition, and selected APP process parameter strongly influence the coefficient of friction (COF) and specific wear rate ki of the APP coatings in rotational ball-on-disc tribological testing. The COF of PA12/MoS2/C coatings on PA6 substrates manufactured by selective laser sintering (SLS) is ~0.2 after 628 m sliding distance, resulting in a very low calculated ki of 6.3 × 10−7 mm3/Nm. A similarly low COF and ki was observed for PEEK coatings deposited at a current of 75 A and 60 mm jet–substrate distance on SLS PA12 substrate. Although the COF of Zn/C/MoS2 coatings on PEEK drops down below 0.1 after 1884 m sliding distance under nitrogen atmosphere the corresponding ki of 5.6 × 10−5 mm3/Nm is higher. Still all calculated specific wear rates are significantly lower than the reported values of polyamide-polytetrafluorethylene (PTFE)-polyethylene composites (1.9–8.0 × 10−2 mm3/Nm) and partly even outperform PEEK-PTFE composites (1.0 × 10−7–2.5 × 10−6), currently applied in demanding wear regimes.
Zusammenfassung
Beschichtungen aus Polyetheretherketon (PEEK), Polyamid 12 (PA12), Molybdändisulfid (MoS2), Zink (Zn) und Graphit (C) Pulvermischungen wurden auf PA6-, PA12- und PEEK-Substraten mit einem Atmosphärendruckplasma (APP)-Sprühstrahlsystem aufgebracht. Mehrere Zehntel µm dicke Beschichtungen auf PA6- und PA12-Substraten führten zu einer fast halbierten Oberflächenrauheit Ra ~8 µm, Rq ~10 µm und Rz ~60 µm, während bei PEEK-Substraten ein signifikanter Anstieg aller Oberflächenrauheitsparameter zu beobachten ist (Ra < 1 µm → 4 µm, Rq < 1 µm → 5 µm, Rz < 5 µm → 20 µm). Die Oberflächenrauheit, die Pulverzusammensetzung und die gewählten APP-Prozessparameter beeinflussen signifikant den Reibungskoeffizienten (COF) und die spezifische Verschleißrate ki der APP-Beschichtungen bei tribologischen Kugel-Scheibe Tests in Rotation. Der COF von PA12/MoS2/C-Beschichtungen auf PA6-Substraten, die durch selektives Lasersintern (SLS) hergestellt wurden, beträgt ~0,2 nach 628 m Gleitweg, was zu einem sehr niedrigen berechneten ki von 6,3 × 10−7 mm3/Nm führt. Ähnlich niedrige COF und ki wurden für PEEK-Beschichtungen beobachtet, die bei einem Strom von 75 A und 60 mm Abstand zwischen Düse und Substrat auf einem SLS-PA12-Substrat abgeschieden wurden. Obwohl der COF von Zn/C/MoS2-Beschichtungen auf PEEK nach 1884 m Gleitweg unter Stickstoffatmosphäre unter 0,1 fällt, ist der entsprechende ki mit 5,6 × 10−5 mm3/Nm höher. Dennoch liegen alle berechneten spezifischen Verschleißraten deutlich unter den Literatur-Werten von Polyamid-Polytetrafluorethylen (PTFE)-Polyethylen-Verbundwerkstoffen (1,9–8,0 × 10−2 mm3/Nm) und übertreffen teilweise sogar die Werte von PEEK-PTFE-Verbundwerkstoffen (1,0 × 10−7–2,5 × 10−6 mm3/Nm), die aktuell in herausfordernden Verschleißumgebungen angewendet werden.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Plastic pollution is a global crisis at every stage right from the production of plastics to their disposal and incineration [1]. Bioplastics are being designed to generally feature a minimal carbon footprint and a high recycling value [2, 3]. Demands on polymers are highly diverse with high impact on life-cycle analysis (LCA) as the basis for material selection [4]: Especially long-term used “technical plastics” in engineering (e.g. in powertrains for gear wheels, axles, bearings) require a high durability (high fatigue limit) combined with an optimized tribological resistance to achieve a high service life and energy efficiency. Key features for their sustainable use with a high service life are low friction and low wear to minimize energy dissipation and material deterioration. Consequently, commonly used liquid lubricants (grease and oils) minimize friction and wear, but they are increasingly seen critically. The reasons are their environmental impact due to crude oil basis, toxic additives, and their loss to soil and air during operation, contaminated lubricant waste, contaminating recycling with demand of extensive washing steps and impaired biodegradation and release during waste-to-energy [5,6,7,8,9].
Alternatively, friction & wear protection following the “Green-Sustainable Tribology” paradigm utilizes solid lubricants with the potential to self-adaption and self-healing [10]. However, such pure low-friction polymers (e.g. PTFE) are susceptible to rapid abrasion, while low-friction fillers (graphite, silica, alumina, MoS2, WS2, PTFE, BN, etc.) within technical polymers strongly increase their brittleness and lower the fatigue strength with delamination at high cyclic loads. Further, the main drawback is their environmental toxicity (e.g. WS2, MoS2,or PTFE nanoparticles on soil and water and (micro)organisms) [11,12,13,14,15,16,31, 35,36,37]. Generally, the onion-type carbon is structurally defined as a spherical or polyhedral carbon, consisting of a number of fullerene-like multiple carbon shells [38,39,40,41,42,43].
Atmospheric pressure plasma deposition (APPD) has been used for many years and can be included quite easily in existing continuous manufacturing processes. For nanocarbon synthesis, light species (C, H, and CH) in the plasma discharge zone react in the afterglow to heavier species (C2, C2H, C3H), which later participate in nanoparticle formation and film growth on the substrate surface [44]. The fullerene bucky-ball formation is more complex in atmospheric plasma and demands high yields, crystalline carbon particle feedstock, hydrogen-free He atmosphere of high thermal conductivity as well as vaporized Si for trap** O, which otherwise impedes C60 growth [45,46,47]. Carbon nano-onions are considerably more easily formed in atmospheric DC plasma jet in Ar–ethylene mixtures (e.g. [48]) as alternative, faster technology to annealing of nanodiamonds in inert gas or vacuum at 1200 °C [11, 12, 39, 48, 49]. The formed carbon soot solution contains a‑C:H, a low amount of small graphene flakes (graphene quantum dots) and high fraction onion-type carbon [48].
The purpose of the present study was to evaluate the tribological performance of APPD nanocarbon and PEEK coatings with and without Mo and Zn, on the technical important polymers PA6, PA12, and PEEK in order to evaluate their potential for low friction and wear applications.
2 Experimental
2.1 Manufacturing of Specimen
Selective Laser Sintering (SLS) was used as the layer-by-layer additive manufacturing process (“3D-printing”) for the preparation of plates with a thickness of 4 mm. The process operates in a preheated powder bed, in which the particles are locally melted and fused by a CO2 laser beam based on a computer-aided design and manufacturing (CAD/CAM) template. By a continuous repetition of thin powder layers (~100 µm) deposition and laser scanning, the object is built up in layers. Non-sintered and loose, partly sintered powder is removed by a ceramic ball blasting from the surface, while trowalizing smoothens the surface. Semi-crystalline polymers such as polyamide (e.g. PA6 and PA12 as used in this work) can be sintered to almost fully dense parts with mechanical properties comparable to injection-molded parts.
For this work, the samples were manufactured by the company Rapid Product Development GmbH (RPD, Kapfenberg, Austria) by an industrial-scale LSS “Raptor” sintering machine (LSS, Holzwickenede, Germany). The roughness of the applied PA12 with > 97% density was after ball blasting (“rough” sample condition) on average ~12 µm (Ra) and ~26 µm (Rz), after trowalizing and final smoothing with grinding paper (“smooth” sample condition) ~2 µm (Ra) and ~4 µm (Rz). However, waviness along the z‑axis reached a deviation of up to 100 µm from the linear shape. Mechanical properties of the used materials were found to be ~1500–1600 MPa for elastic modulus, 40–45 MPa for the tensile strength, and 5–20% for the elongation at break (with lower values in z built direction).
Unfilled polyetheretherketone (PEEK) discs with a thickness of 0.5 cm were cut from an extruded PEEK rod with a diameter of 3.85 cm. In a first step, the discs were wet grinded with a SiC paper 500# and finally with a 1000# SiC to ensure a smooth surface roughness of approximately 0.3 µm in terms of Ra.
2.2 Atmospheric Pressure Plasma Deposition
The plasma spray technique utilizes a plasma jet for spraying a feedstock material by using an ionized gas or gas mixture. Electrical fields are used to ionize the gases and produce thermal plasma or plasma arcs that will be used for propelling the feedstock material towards the substrate surface. In the plasma spray gun, the plasma torch is generated by an anode (copper or graphite) and a cathode (thoriated tungsten). The electric arc discharge generated between the anode and the cathode ionizes the gas (or gas mixture) that expands in the atmosphere forming a jet. The feedstock material (powder) is injected into the jet, accelerated, and propelled towards the substrate [13].
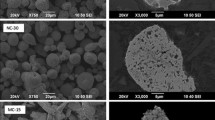
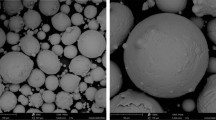
The applied APPD system was developed and industrialized by INO GmbH as illustrated in Fig. 1. The use of inert working gas, e.g. argon, protects the cooled electrode against the atmospheric air oxidation. The powder is delivered through tubes to the outer inlets by a powder feeder and is ejected inside the plasma nozzle to melt there. In order to reduce the oxidizing effect of ambient air, a stainless steel shroud extension was partly used (Fig. 1c). Depending on the particle size and the gas composition, the particle velocity can reach up to 100 m/s. The adhesion occurs by spot-like melting and mechanical interlocking. To obtain coatings by the APPD spraying process, powder particles with preferred diameters of 20–100 µm and a median diameter of 50 µm are introduced into the plasma from two inlets to the nozzle. Small particles may quickly evaporate prior to surface impact, whereas larger ones melt only incomplete and may rebound from the surface or fall out of the jet owing to gravitational forces. The APPD process is chaotic, the melted powder particles anchor themselves on the surface (especially in cavities), and with increasing film thickness into one another (Fig. 2). There they solidify very fast, and mechanical anchoring (interlocking) occurs.

a Schematics of the InoCoat 3 APPD plasma jet from INO GmbH [50]. b Plasma jet in operation; c coating nozzle, shroud extension and protection gas inlets (blue arrows); d coating nozzle (shroud extension removed) with feedstock inlets (red arrows)

To clean the surfaces from contaminations from SLS printing, grinding, and handling, the substrates were rinsed with ethanol (98%) and blown dry with compressed air before coating deposition. After testing several powder types to optimize the flow through the powder feeder, the powder composite MoS2-C-Zn as reported in [53] was chosen with the best steady flowing rates, having a particle distribution d50 of 28 µm.
2.3 Coating Characterization
Tribological analyses were performed at ambient conditions, 20% humidity, and nitrogen atmosphere by using an Anton Paar Tritec TRB3 rotational tribometer (Anton Paar, Graz, Austria). Rotational sliding conditions at 2 N constant normal load on a 6 mm Al2O3 ball at a speed of 100 mm/sec were applied, and 30,000 cycles resulted in a total sliding length of 1884 m on the PEEK substrate. For PA6 and PA12, the constant normal load of the 6 mm 100Cr6 ball reduced to 1 N with a speed of 100 mm/sec within 10,000 cycles resulted in a total sliding length of 628 m. The COF was continuously measured during the experiment. The Hertzian stress [54] obtained for this tribological pair of a stiff hard slider on an elastic coated substrate was calculated to be ~50 MPa.
Surface roughness and wear track measurements were performed by a MicroProf® 300 (FormFactor—FRT) instrument equipped with a chromatic white light (CWL) sensor head with a maximum resolution of 3 nm in the z‑ and 2.5 µm in x‑ and y‑directions. Roughness measurements were averaged from five sampling lengths of 2.5 mm with a cut-off wavelength λc of 2.5 mm, modeled after DIN EN ISO 4288.
Specific wear rates ki were calculated according to following formula [55, 56]:
where Vi is the wear volume in mm3, F is the sliding force in N, and s is the sliding distance in m.
Scanning electron microscopy (SEM, TESCAN Vega 3) was used for both structural investigations on the deposited coatings and the measurement of the wear phenomena. The system is equipped with energy dispersive spectroscopy (EDS, Oxford Instruments) for point, line, and area analysis.
3 Results and Discussion
APPD PEEK, PA12/MoS2/C, and Zn/C/MoS2 coatings on SLS-printed PA12, PA6, and PEEK plates are shown in Fig. 3. PEEK coatings are almost black, suggesting a higher C content, whereas PA12/MoS2/C are greyish. Wear tracks from several rotational and linear cyclic tribology tests are visible. Zn/MoS2/C coatings are dominated by the light Zn powder color, a comparable deep wear track after tribological testing of the coated PEEK discs suggests higher wear rates.

APPD coating on SLS printed PA12 and PA6 substrates deposited from a PEEK, b PA12/MoS2/C, and c Zn/MoS2/C powder (under ambient air)
The surface roughness of the uncoated PA12 and PA6 substrates is shown in Fig. 4. The APPD coatings almost halve Ra (~12–14 µm), Rq (~15–17 µm), and Rz (~120 µm) down to Ra ~8 µm, Rq ~10 µm, and Rz ~60 µm, which of course reduces also the friction and wear in tribological testing. In contrast, the roughness of the cut PEEK substrate with initial Ra and Rq clearly below 1 µm and Rz below 5 µm increased significantly by APPD Zn/MoS2/C coatings to 4–5 µm (Ra, Rq) and 20 µm (Rz).

Surface roughness Ra, Rq, and Rz of APPD coatings deposited from PEEK, PA12/MoS2/C, and Zn/MoS2/C powder mixtures on SLS printed PA12 and PA6 and extruded PEEK substrates
The structure and chemistry of the APPD PA12/MoS2/C coating on a silicon wafer is visible in the cross-sectional SEM image with an overlain EDS elemental distribution image in Fig. 5. Agglomerated PA12 particles in red are bounded by a lower fraction of MoS2 platelets in green, in between blue silicon oxide powder grains are visible, which were added for better conveyability of the powder mixture. In the image, carbon powder grains cannot be distinguished from PA12 grains, since the latter of course contain carbon compounds and might also be partly carbonized by high temperatures in the plasma stream during deposition.

SEM image of an APPD coating from PA12-MoS2-carbon powder on silicon wafer, overlain by EDS elemental distribution image
In Fig. 6 the evolution of the COF in rotational tribological testing of uncoated SLS PA6 substrate and coated with PA12/MoS2/C are displayed. After an initial running in phase, the uncoated PA6 establishes a stable COF between 0.5–0.6 with a tendency towards 0.4 after 10,000 cycles (= 628 m). The COF of the PA12/MoS2/C coated surface is lower from the beginning with very low values down to 0.1 until approx. 3000 cycles (~188 m). From 3000 cycles towards the end of the experiment, a stable COF of about 0.2 is established.

Coefficient of friction (COF) versus loops for APPD PA12/MoS2/C coating on SLS PA6 in rotational tribological analysis
The uncoated SLS PA12 shows a continuously high COF between 0.9 and 1 (Fig. 7). The APPD PEEK coating without shroud extension (V1—purple curve in Fig. 7) even increases the COF in the first 2000 cycles (~125 m), after that the COF levels with the uncoated substrate. With shroud extension (V3 red and V6 green curve), the COF is reduced to approx. 0.2. COF down to 0.1 were achieved by Zn/C/MoS2 coatings on PEEK under N2 atmosphere (Fig. 8). The detailed process parameters are presented in Table 1.

Coefficient of friction (COF) versus loops for APPD PEEK coating on SLS PA12 in rotational tribological analysis

Coefficient of friction (COF) versus loops for APPD Zn/C/MoS2 coating on PEEK in rotational tribological analysis. Blue—uncoated substrate, red—under ambient air of appr. 20% humidity, green—under N2 atmosphere

Specific wear rates ki of APPD coatings deposited on polymer plates and tested by rotational tribology (see Table 1). Green—PA12/MoS2/C, PEEK, Zn/MoS2/C powders on SLS printed PA6, PA12 and PEEK substrates, tested under ambient air and N2 atmosphere. Orange—ki (see Table 1) of tribological tested uncoated PA6/C/wax, PA6/PTFE/PE, PA12/SiC and PEEK/PTFE composites for comparison (average)
The specific wear rates ki of APPD PA12/MoS2/C, PEEK, and Zn/MoS2/C coatings deposited on PA6, PA12, and PEEK are presented in Table 2 and Fig. 9. ki show a wide variation over three orders of magnitude between 10−4 to 10−7 mm3/Nm. The lowest ki of 6.3 × 10−7 mm3/Nm was determined for PA12/MoS2/C coatings on PA6 in air. ki of Zn/MoS2/C coatings on PEEK in air are comparably high with 2 × 10−4 and decrease slightly under N2 atmosphere (5.6 × 10−4 mm3/Nm). It is obvious that the increased roughness of the APPD coatings in contrast to the smooth PEEK substrate (see Fig. 4) contribute to this rather high ki, not achieving the reported range of PEEK/PTFE composites (2.5 × 10−6 mm3/Nm in average [60]). However, they are still significantly lower than ki for PA6/PTFE/PE [57] composites (in average 5 × 10−2 mm3/Nm). ki of PA12/MoS2/C and PEEK coatings on PA6 and PA12 clearly outperform even PEEK/PTFE composites.
4 Conclusion
PA6, PA12, and PEEK substrates, PA manufactured by SLS, can be coated with PA12, PEEK, MoS2, Zn, and graphite composite powders by APPD. The APPD coatings on PA6 and PA12 almost halved the surface roughness of the polymers and therefore contribute to the reduction of the coefficient of friction (COF), whereas the opposite is the case for cut discs from extruded PEEK rods. The COF in rotational ball-on-disc tribological experiments depends on the powder composition, process parameter, and the surrounding atmosphere, the lowest COF of 0.1 were observed even in long-term experiments with sliding distances up to 1884 m. By choosing appropriate substrate, powder, and process conditions APPD coating achieves even lower specific wear rates than PEEK/PTFE composites, which are currently used in demanding wear regimes.
References
Scalenghe, R.: Resource or waste? A perspective of plastics degradation in soil with a focus on end-of-life options. Heliyon 4, e941 (2018). https://doi.org/10.1016/j.heliyon.2018.e00941
Babu, R.P., O’Connor, K., Seeram, R.: Current progress on bio-based polymers and their future trends. Progress in Biomaterials 2013 2:1. 2, 1–16 (2013). https://doi.org/10.1186/2194-0517-2-8
Wierckx, N., Narancic, T., Eberlein, C., Wei, R., Drzyzga, O., Magnin, A., Ballerstedt, H., Kenny, S.T., Pollet, E., Avérous, L., O’Connor, K.E., Zimmermann, W., Heipieper, H.J., Prieto, A., Jiménez, J., Blank, L.M.: Plastic Biodegradation: Challenges and Opportunities. In: Consequences of Microbial Interactions with Hydrocarbons, Oils, and Lipids: Biodegradation and Bioremediation. Springer, Cham, pp. 1–29 (2018)
Comparative LCA of alternative feedstocks for plastics production | Stakeholders’ consultation. https://chemycal.com/news/7ad03f05-d4af-4a93-9773-170afd24817f/Comparative_LCA_of_alternative_feedstocks_for_plastics_production__Stakeholders_consultation
Incarnato, L., Scarfato, P., Gorrasi, G., Vittoria, V., Acierno, D.: Structural modifications induced by recycling of polypropylene. Polym. Eng. Sci. 39, 1661–1666 (1999). https://doi.org/10.1002/pen.11560
Incarnato, L., Scarfato, P., Acierno, D., Milana, M.R., Feliciani, R.: Influence of recycling and contamination on structure and transport properties of polypropylene. J. Appl. Polym. Sci. 89, 1768–1778 (2003). https://doi.org/10.1002/app.12168
Bettini, S.H.P., de Miranda Josefovich, M.P.P., Muñoz, P.A.R., Lotti, C., Mattoso, L.H.C.: Effect of lubricant on mechanical and rheological properties of compatibilized PP/sawdust composites. Carbohydr. Polym. 94, 800–806 (2013). https://doi.org/10.1016/j.carbpol.2013.01.080
Martins, H.M., Campos, J.C., Guimarães, M.J. de O.C., Silva, A.L.N. da: Influence of lubricant oil residual fraction on recycled high density polyethylene properties and plastic packaging reverse logistics proposal. Polímeros. 25, 461–465 (2015). https://doi.org/10.1590/0104-1428.1934
Madanhire, I., Mbohwa, C.: Lubricating Grease Handling and Waste Management. In: Mitigating Environmental Impact of Petroleum Lubricants. Springer, Cham, pp. 189–206 (2016)
Tung, S.C., Woydt, M., Shah, R.: Global Insights on Future Trends of Hybrid/EV Driveline Lubrication and Thermal Management. Front. Mech. Eng. 6, 74 (2020). https://doi.org/10.3389/fmech.2020.571786
Zou, W., Zhou, Q., Zhang, X., Hu, X.: Environmental Transformations and Algal Toxicity of Single-Layer Molybdenum Disulfide Regulated by Humic Acid. Environ. Sci. Technol. 52, 2638–2648 (2018). https://doi.org/10.1021/acs.est.7b04397
Zou, W., Zhou, Q., Zhang, X., Hu, X.: Dissolved Oxygen and Visible Light Irradiation Drive the Structural Alterations and Phytotoxicity Mitigation of Single-Layer Molybdenum Disulfide. Environ. Sci. Technol. 53, 7759–7769 (2019). https://doi.org/10.1021/acs.est.9b00088
Mohona, T.M., Gupta, A., Masud, A., Chien, S.-C., Lin, L.-C., Nalam, P.C., Aich, N.: Aggregation Behavior of Inorganic 2D Nanomaterials Beyond Graphene: Insights from Molecular Modeling and Modified DLVO Theory. Environ. Sci. Technol. 53, 4161–4172 (2019). https://doi.org/10.1021/acs.est.8b05180
Henry, B.J., Carlin, J.P., Hammerschmidt, J.A., Buck, R.C., Buxton, L.W., Fiedler, H., Seed, J., Hernandez, O.: A critical review of the application of polymer of low concern and regulatory criteria to fluoropolymers. Integr. Environ. Assess. Manag. 14, 316–334 (2018). https://doi.org/10.1002/ieam.4035
Pinheiro, C.T., Quina, M.J., Gando-Ferreira, L.M.: Management of waste lubricant oil in Europe: A circular economy approach. Crit. Rev. Environ. Sci. Technol. (2020). https://doi.org/10.1080/10643389.2020.1771887
Nouzil, I., Eltaggaz, A., Deiab, I., Pervaiz, S.: Toxicity of Nanoparticles Used in Minimum Quantity Lubrication (MQL) Machining: A Sustainability Analysis. In: Volume 2A: Advanced Manufacturing. American Society of Mechanical Engineers (2020)
Xu, Z., Lu, J., Zheng, X., Chen, B., Luo, Y., Tahir, M.N., Huang, B., **a, X., Pan, X.: A critical review on the applications and potential risks of emerging MoS2 nanomaterials. J. Hazard Mater 399, 123057 (2020). https://doi.org/10.1016/j.jhazmat.2020.123057
da Silva, D.J., Wiebeck, H.: Current options for characterizing, sorting, and recycling polymeric waste. Prog. Rubber Plast. Recycl. Technol. 36, 284–303 (2020). https://doi.org/10.1177/1477760620918603
Flizikowski, J., Kruszelnicka, W., Macko, M.: The Development of Efficient Contaminated Polymer Materials Shredding in Recycling. Process. Polym. (basel). 13, 713 (2021). https://doi.org/10.3390/polym13050713
Mekhzoum, M., Benzeid, H., Rodrigue, D., Qaiss, A., Bouhfid, R.: Recent Advances in Polymer Recycling: A Short Review. Curr. Org. Synth. 14, 171–185 (2017). https://doi.org/10.2174/1570179413666160929095017
Wang, C., Hausberger, A., Nothdurft, P., Lackner, J., Schwarz, T.: The Potential of Tribological Application of DLC/MoS2 Coated Sealing Materials. Coatings 8, 267 (2018). https://doi.org/10.3390/coatings8080267
Ma, W., Gong, Z., Gao, K., Qiang, L., Zhang, J., Yu, S.: Superlubricity achieved by carbon quantum dots in ionic liquid. Mater Lett. 195, 220–223 (2017). https://doi.org/10.1016/j.matlet.2017.02.135
Liu, S.-W., Wang, H.-P., Xu, Q., Ma, T.-B., Yu, G., Zhang, C., Geng, D., Yu, Z., Zhang, S., Wang, W., Hu, Y.-Z., Wang, H., Luo, J.: Robust microscale superlubricity under high contact pressure enabled by graphene-coated microsphere. Nat. Commun. 8, 14029 (2017). https://doi.org/10.1038/ncomms14029
Zhang, R., Ning, Z., Zhang, Y., Zheng, Q., Chen, Q., **e, H., Zhang, Q., Qian, W., Wei, F.: Superlubricity in centimetres-long double-walled carbon nanotubes under ambient conditions. Nat. Nanotechnol. 8, 912–916 (2013). https://doi.org/10.1038/nnano.2013.217
Vu, C.C., Zhang, S., Urbakh, M., Li, Q., He, Q.-C., Zheng, Q.: Observation of normal-force-independent superlubricity in mesoscopic graphite contacts. Phys. Rev. B. 94, 81405 (2016). https://doi.org/10.1103/PhysRevB.94.081405
Dietzel, D., Brndiar, J., Štich, I., Schirmeisen, A.: Limitations of Structural Superlubricity: Chemical Bonds versus Contact Size. Acs. Nano. 11, 7642–7647 (2017). https://doi.org/10.1021/acsnano.7b02240
Gong, Z., Shi, J., Ma, W., Zhang, B., Zhang, J.: Engineering-scale superlubricity of the fingerprint-like carbon films based on high power pulsed plasma enhanced chemical vapor deposition. RSC. Adv. 6, 115092–115100 (2016). https://doi.org/10.1039/C6RA24933G
Liu, X., Yang, J., Hao, J., Zheng, J., Gong, Q., Liu, W.: A Near-Frictionless and Extremely Elastic Hydrogenated Amorphous Carbon Film with Self-Assembled Dual Nanostructure. Adv. Mater. 24, 4614–4617 (2012). https://doi.org/10.1002/adma.201200085
Gong, Z., Shi, J., Zhang, B., Zhang, J.: Graphene nano scrolls responding to superlow friction of amorphous carbon. Carbon N Y. 116, 310–317 (2017). https://doi.org/10.1016/j.carbon.2017.01.106
Hultman, L., Neidhardt, J., Hellgren, N., Sjöström, H., Sundgren, J.-E.: Fullerene-like Carbon Nitride: A Resilient Coating Material. MRS. Bulletin 2003 28:3. 28, 194–202 (2011). https://doi.org/10.1557/MRS2003.62
Wang, Q., Wang, C., Wang, Z., Zhang, J., He, D.: Fullerene nanostructure-induced excellent mechanical properties in hydrogenated amorphous carbon. Appl. Phys. Lett. 91, 141902 (2007). https://doi.org/10.1063/1.2794017
Shi, J., Wang, Y., Gong, Z., Zhang, B., Wang, C., Zhang, J.: Nanocrystalline Graphite Formed at Fullerene-Like Carbon Film Frictional Interface. Adv. Mater Interfaces 4, 1601113 (2017). https://doi.org/10.1002/ADMI.201601113
Ji, L., Li, H., Zhao, F., Quan, W., Chen, J., Zhou, H.: Fullerene-like hydrogenated carbon films with super-low friction and wear, and low sensitivity to environment. J. Phys. D. Appl. Phys. 43, 15404 (2009). https://doi.org/10.1088/0022-3727/43/1/015404
Berman, D., Deshmukh, S.A., Sankaranarayanan, S.K.R.S., Erdemir, A., Sumant, A. V.: Macroscale superlubricity enabled by graphene nanoscroll formation. Science (1979). 348, 1118–1122 (2015). https://doi.org/10.1126/science.1262024
Wu, K., Qiang, L., Gong, Z., Zhao, G., Gao, K., Zhang, B., Zhang, J.: The tribological performance of fullerene-like hydrogenated carbon films under ionic liquid lubrication. Surf. Interface Analysis 47, 903–910 (2015). https://doi.org/10.1002/SIA.5793
Wang, Y., Gao, K., Wang, Q., Zhang, J.: The correlation between nano-hardness and elasticity and fullerene-like clusters in hydrogenated amorphous carbon films. Chem. Phys. Lett. 692, 258–263 (2018). https://doi.org/10.1016/J.CPLETT.2017.12.032
Song, H., Chen, J., Liu, Z., Ji, L., Li, H., Chen, J., Ling, G.: Fullerene-like nanostructure induced excellent friction behavior in high vacuum environment for hydrogenated carbon film. Vacuum 143, 36–39 (2017). https://doi.org/10.1016/J.VACUUM.2017.05.037
McDonough, J.K., Gogotsi, Y.: Onions: Synthesis and Electrochemical Applications. Electrochem Soc Interface. Carbon 22, 61 (2013). https://doi.org/10.1149/2.F05133IF
Zeiger, M., Jäckel, N., Mochalin, V.N., Presser, V.: Review: carbon onions for electrochemical energy storage. J. Mater Chem. A. Mater. 4, 3172–3196 (2016). https://doi.org/10.1039/C5TA08295A
Pech, D., Brunet, M., Durou, H., Huang, P., Mochalin, V., Gogotsi, Y., Taberna, P.-L., Simon, P.: Ultrahigh-power micrometre-sized supercapacitors based on onion-like carbon. Nature Nanotechnology 2010 5:9. 5, 651–654 (2010). https://doi.org/10.1038/nnano.2010.162
Plonska-Brzezinska, M.E., Echegoyen, L.: Carbon nano-onions for supercapacitor electrodes: recent developments and applications. J. Mater Chem. A. Mater. 1, 13703–13714 (2013). https://doi.org/10.1039/C3TA12628E
Anjos, D.M., McDonough, J.K., Perre, E., Brown, G.M., Overbury, S.H., Gogotsi, Y., Presser, V.: Pseudocapacitance and performance stability of quinone-coated carbon onions. Nano Energy 2, 702–712 (2013). https://doi.org/10.1016/J.NANOEN.2013.08.003
Butenko, Y., Šiller, L., Hunt, M.R.C.: Carbon Onions. In: Nanomaterials Handbook. pp. 391–414. CRC Press, Second edition. | Boca Raton : Taylor & Francis, CRC Press, 2017. | Series: Advanced materials and technologies series (2017)
Tang, W., Zhu, C., Yao, W., Wang, Q., Li, C., Lu, F.: Nanocrystalline diamond films produced by direct current arc plasma jet process. Thin Solid Films. 429, 63–70 (2003). https://doi.org/10.1016/S0040-6090(03)00056-7
Cota-Sanchez, G., Soucy, G., Huczko, A., Lange, H.: Induction plasma synthesis of fullerenes and nanotubes using carbon black–nickel particles. Carbon N Y. 43, 3153–3166 (2005). https://doi.org/10.1016/J.CARBON.2005.06.018
Kim, K.S., Kim, T.H.: Nanofabrication by thermal plasma jets: From nanoparticles to low-dimensional nanomaterials. J. Appl. Phys. 125, 70901 (2019). https://doi.org/10.1063/1.5060977
Szépvölgyi, J., Marković, Z., Todorović-Marković, B., Nikolić, Z., Mohai, I., Farkas, Z., Tóth, M., Kováts, É., Scheier, P., Feil, S.: Effects of Precursors and Plasma Parameters on Fullerene Synthesis in RF Thermal Plasma Reactor. Plasma Chemistry and Plasma Processing 2006 26:6. 26, 597–608 (2006). https://doi.org/10.1007/S11090-006-9036-0
Lee, M.W.: Fabrication of carbon nanomaterials using thermal plasma jet and their applications (2017)
Zhao, X., Luo, J., Fang, C., **ong, J.: Investigation of polylactide/poly(ε-caprolactone)/multi-walled carbon nanotubes electrospun nanofibers with surface texture. RSC. Adv. 5, 99179–99187 (2015). https://doi.org/10.1039/C5RA14301B
Kopp, D., Lackner, J.M., Kaindl, R., Elter, R., Stummer, M., Hinterer, A., Coclite, A.M., Waldhauser, W.: Low-friction, wear-protecting coatings on polymers by atmospheric pressure plasma spraying. Surf. Coat. Technol. 448, 128930 (2022). https://doi.org/10.1016/j.surfcoat.2022.128930
Jahani, B., Brooks, A., Azarmi, F.: Development of Antibacterial Surfaces Via Thermal Spray Coating Techniques. Biomed. Sci. Instrum. 54, 116–122 (2018)
Flame Spray Technologies, B.V.: Flame Spray Technologies. https://www.fst.nl/
Kopp, D., Gleirscher, M., Stummer, M., Major, L., Hausberger, A., Schlögl, S., Lackner, J.M., Kaindl, R., Prethaler, T., Coclite, A.M.: Ternary low-friction coatings on thermoplastics by plasma spraying: Investigations on the process-structure. Surf. Coatings Technol. (2023). https://doi.org/10.1016/j.surfcoat.2023.130303
Mesys, A.G.: Contact stress/Mesys AG. https://www.mesys.ag/?page_id=1220
Archard, J.F.: Contact and Rubbing of Flat Surfaces. J. Appl. Phys. 24, 981–988 (1953). https://doi.org/10.1063/1.1721448
Saravanan, P., Emami, N.: Chapter 13—Sustainable tribology: Processing and characterization of multiscale thermoplastic composites within hydropower applications. In: Rangappa, S.M., Siengchin, S., Parameswaranpillai, J., and Friedrich, K.B.T.-T. of P.C. (eds.) Elsevier Series on Tribology and Surface Engineering. pp. 241–277. Elsevier (2021)
Unal, H., Mimaroglu, A.: Friction and wear performance of polyamide 6 and graphite and wax polyamide 6 composites under dry sliding conditions. Wear 289, 132–137 (2012). https://doi.org/10.1016/J.WEAR.2012.04.004
Li, D., **e, Y., Li, W., You, Y., Deng, X.: Tribological and Mechanical Behaviors of Polyamide 6/Glass Fiber Composite Filled with Various Solid Lubricants. Sci. World J. 2013, 1–9 (2013). https://doi.org/10.1155/2013/320837
Yu, G., Ma, J., Li, J., Wu, J., Yu, J., Wang, X.: Mechanical and Tribological Properties of 3D Printed Polyamide 12 and SiC/PA12 Composite by Selective Laser. Sintering. Polym. (basel). (2022). https://doi.org/10.3390/polym14112167
Bijwe, J., Sen, S., Ghosh, A.: Influence of PTFE content in PEEK-PTFE blends on mechanical properties and tribo-performance in various wear modes. Wear 258, 1536–1542 (2005). https://doi.org/10.1016/j.wear.2004.10.008
Acknowledgements
The Federal Ministry Republic of Austria Climate Action, Environment, Energy, Mobility, Innovation and Technology (BMK) and the Austrian Research Promotion Agency (FFG) as owner of the Austrian funding program “40. AS Produktion der Zukunft 2021 Chinese Academy of Sciences”, project no. FO999890607 are acknowledged for funding. Further, the Dutch Polymer Institute funding scheme is acknowledged for providing funding for part of these activities within the project “Mercurial”.
Funding
Open access funding provided by JOANNEUM RESEARCH Forschungsgesellschaft mbH
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kaindl, R., Kopp, D.F., Parizek, H. et al. Wear-Resistant Low-friction Atmospheric Pressure Plasma Spray Coatings for Sustainable (Bio-based Recyclable) Materials. Berg Huettenmaenn Monatsh (2024). https://doi.org/10.1007/s00501-024-01479-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00501-024-01479-z
Keywords
- Polyamide 12
- Polyamide 6
- Polyetheretherketone
- Atmospheric pressure plasma spray
- Molybdenumdisulfide
- Zinc
- Graphite
- Powder coating
- Low-friction
- Wear resistance