
Abstract
Before use, timber must have reduced moisture content. Kiln drying causes cracking risk. This study aims to evaluate the risk of cracking during the drying of beech wood samples using the response surface methodology. Additionally, we aim to develop an empirical model that describes critical tensile stress during the early drying stages and the air parameters commonly used in kiln-drying schedules for beech timber, specifically, the effects of dry-bulb temperature (DBT) and wet-bulb depression (WBD). Nine options of drying conditions were analyzed in the study according to the Central Composite Design assumptions; they were combinations of three options of DBT (30, 40, and 50 °C) and three options of WBD (4, 5, and 6 °C). During the experiments, tangential shrinkage of the wood samples was completely restrained with a load cell that measured generated tensile drying stresses. The results of the ANOVA analysis confirmed that the DBT is the only factor significantly influencing the tensile stress at failure (σf). The second-order effect between DBT and WBD has also been confirmed. The drying condition causing the highest risk of cracking was shown using the multiple contour plots of tensile stresses and the moisture content at failure (MCf). Reliability theory was used to predict the cracking risk of wood tissue. The analysis confirmed the dependence of the cracking risk of wood tissue on drying conditions. When DBT is equal to 30 °C, the cracking risk increases as the air relative humidity (RH) decreases. However, during the drying of beech wood samples at a temperature of 50 °C, decreasing the RH in a range corresponding to the increase of WBD from 4 to 6 °C reduces the cracking risk, which is indicated by the lower moisture content at failure (MCf) of the wood samples.
Graphical Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The moisture content (MC) of the sawn timber must be reduced by kiln drying before use in furniture and flooring production. Kiln drying should occur at the highest possible intensity with low drying cost and acceptable quality, i.e., without wood discoloration, deformations such as twists, bows, or springs, and drying defects caused by tensile stress development, for example, surface checks (Simpson 1991; Denig et al. 2000; Keey et al. 2000; Perré and Passard 2007). The occurrence of cracks is the main issue in kiln drying, and using appropriate drying conditions, such as temperature and relative humidity (RH), is crucial to avoiding cracking behavior. Surface checks occur along the wood rays, generating on the tangential surface of plain-sawn timber (Denig et al. 2000). It is generally considered that surface checks occur during the initial stages of kiln drying (MC above Fiber Saturation Point—FSP). Moisture gradients lead to high tensile stresses on the surface layers of the dried sawn timber, which results in uneven shrinkage of the wood (Tiemann 1924; McMillen 1958; Schniewind 1960, 1963; Sandland and Gjerdrum 2007).
The surface layers of the timber lose water and quickly dry below FSP, resulting in their shrinkage. If the surface layer MC decreases too rapidly, the difference in shrinkage rate between the surface and subsurface layer causes cracks on the timber surface (the so-called surface checks). The surface checks occur when the tensile strain exceeds the value of the tensile strain limit (Yin and Liu 2021). The MC and strain empirical data collected during the kiln drying of oak and maple by Fuller (2000) showed that reduced stress led to changing shrinkage rates early in drying boards. The effect of stresses also includes the creep deformation that releases drying stresses and thus reduces the cracking risk (Hanhijärvi 2007). The wood rays play an essential role in surface checks (Schniewind 1963; Wang and Youngs 1996). The high amount of wood rays causes a decrease in strength perpendicular to the grain, i.e., in the tangential direction. According to Hanhijärvi et al. (2003), an increase in temperature in the range of 30–50 °C during kiln drying, increased the occurrence of cracks compared to air drying at a temperature of 20 °C. The tensile strength of wood dried at low kiln-drying temperatures has been observed as much lower than in the case of air-drying (Campean et al. 2007). Moreover, kiln-drying with a higher air temperature deteriorates the mechanical properties of dried wood and the cracking risk.
If the final application allows for it, machining can remove surface checks. The width limit for the visibility of cracks with the naked eye is stated by Hanhijärvi et al. (2003) as being 0.1 mm. Much helpful information on the influence of various factors on check formation and their relation to stress development during kiln drying is provided in the comprehensive studies of Oltean et al. (2007) and Yin and Liu (2021).
Beechwood is characterized by a relatively high structure homogeneity and a high tangential shrinkage, which cause high stresses. Moreover, there is a high content of wood rays (about 18%), and its susceptibility to kiln drying defects, including surface checks (Vanek 1986; Brunner 1987; Wagenführ 2006). The way to prevent surface checks problems is to optimize the parameters of kiln-drying schedules, i.e., drying temperature and relative humidity. The effect of intensive drying exceeds the tensile stress limit. The high risk of surface checks constitutes a significant limitation of applying intensive drying conditions, especially during the initial stage of long-lasting kiln-drying of hardwood timber (Brunner 1987; Boone et al. 1988; Simpson 1991). Stress development and the checks formation during the drying process can be monitored by Acoustic Emission (AE). Skaar et al. (1980) used AE to identify critical stress during oak timber drying. A comparative investigation on AE and changes in beech (Fagus sylvatica L.) reaction wood tissue during drying was performed by Čunderlik et al. (1996). They stated that opposite wood generates much more acoustic signals than tension tissue. Analysis of AE frequency during the drying of spruce wood (Picea abies L. Karst) showed that parameters of AE closely correlate with the occurrence of cracks (Danihelová and Víglaský 2004). On this basis, the authors confirmed that the rate of AE can be used to control temperature and RH in a drying compartment.
The method of uniaxial restraint of wood shrinkage has a long tradition in research on drying stress (Kass 1965; Widłak 1986; Welling 1987; Svensson 1995; Lazarescu and Avramidis 2008; Majka 2008). The sample tested with this method is the equivalent of the surface layers of sawn timber, where, in the initial phase of the kiln-drying, MC drops below FSP and tends to shrink first. Shrinking of the surface layer will occur while the MC of a subsurface timber layer is still above FSP. The unshrinking layer exerts tensile stress on the surface layer. In previous experiments on the uniaxial restraint of tangential shrinkage in beech samples, the generation of tensile stress in steamed-before-drying green beech wood caused a significant increase in the cracking risk during drying (Majka 2008).
The critical tensile stress values in steamed beech samples were approximately 30% lower than in unsteamed samples. Moreover, in the cited studies, the usefulness of the reliability theory was confirmed in assessing the cracking risk. It was found that the failure rate of the wood samples steamed before drying was approx. 3 times higher compared to unsteamed samples. Those studies consider only one option of drying conditions for the initial phase of kiln drying of beech timber, i.e., the dry-bulb temperature of 50 °C and wet-bulb temperature of 46.5 °C. Therefore, this study aims to assess the surface cracking risk during the drying of beech timber according to drying conditions corresponding to the assumptions of mild and intense drying schedules. The second aim is to develop an empirical model describing the relationship between the occurrence of critical tensile stress during the early drying stage and the air parameters commonly used in kiln-drying schedules of beech timber. On this basis, it will be possible to indicate the optimal conditions for kiln-drying, the implementation of which will ensure high drying quality and reduce drying time while avoiding drying defects of sawn timber intended for use in furniture and flooring production.
2 Materials and methods
A flat-sawn board with a thickness of 30 mm and width of 90 mm (for the radial and tangential directions, respectively) was sawn from the green European beech (Fagus sylvatica L.) log according to the pattern depicted in Fig. 1. The freshly sawed board was cut into two lamellas with a thickness of 10 mm. Twin test samples with a dimension of 5 mm in the longitudinal anatomical direction were obtained from each lamella. The final shape and the cross-section dimension of samples included the following requirements: (a) simultaneous shrinkage in the entire sample and (b) a slight curvature of annual rings in the tangential shrinkage direction. The dimensions of the test sample were 90 × 10 × 5 mm in tangential, radial, and longitudinal anatomical direction, respectively. Samples of similar dimensions have been previously used in many drying stress investigations (Widłak 1986, 1993, 2002; Widłak and Dudziński 1993; Majka 2004, 2005, 2008). The sample preparation is shown in Fig. 1. All produced test samples were immersed in distilled water to maintain a high MC (above FSP).

Sample preparation scheme (T, R, L—tangential, radial, and longitudinal direction, respectively)
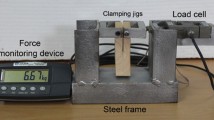
The tensile stresses were generated by the uniaxial complete restraint of sample shrinkage in a tangential direction. The tested wood sample is the equivalent of the surface layer of dried sawn timber, which tends to shrink first in the early phase of the drying process, whereas the unshrinking subsurface layer (MC above FSP) exerts tensile stress in the shrinking surface layer. This method was used in many previous studies (Kass 1965; Widłak 1986; Welling 1987; Svensson 1995; Lazarescu and Avramidis 2008; Majka 2008). A load cell with an accuracy class of 0.5% (type UTC-5882/S/1, SPAIS, Gdańsk, Poland) was used to measure the tensile force that allowed to preserve the initial sample dimension. The tensile stress at failure σf was calculated as the maximum tensile uniaxial shrinkage force divided by the area of the cross-section perpendicular to the load direction:
where, Pfv is the shrinkage force (N), and A is the sample cross-section area (mm2), both measured at the failure moment. The way of mounting the load cell on the experimental setup is shown in Fig. 2. The dimensions of the samples were measured with an accuracy of 0.01 mm by an MAUa digital caliper (VIS, Pruszków, Poland).
The moisture content at failure (MCf) was estimated by the oven-dry method (according to EN 13183-1 2002) using the following formula:
where mf is the twin sample mass measured at the failure moment, and m0 is the sample mass in the oven-dry state (temperature of 103 ± 2 °C). The mass of the samples was measured with an accuracy of 0.001 g by a PA214 laboratory balance (OHAUS, Parsippany, NJ, USA).
The value of the generated tensile stress in the shrinking surface layer of the sawn timber depends on the drying intensity. The air parameters assumed in the research corresponded to the initial beech timber kiln drying stage. The values of these parameters were determined based on data in the literature (Brunner 1987; Boone et al. 1988; Denig et al. 2000; Cividini 2001; Allegretti et al. 2008; Dzurenda and Deliiski 2012; Milić et al. 2013). When selecting the range of drying parameters in the experiment, both drying schedules used for beech timber are considered, i.e., mild drying schedule (e.g., with the requirement to maintain the natural wood color and limited risk of cracking) and intense drying schedule. Air parameters were used as independent variables, i.e., dry-bulb temperature (DBT) and wet-bulb depression (WBD). Taking into account Response Surface Methodology (RSM) and Central Composite Design (CCD) assumptions (Box and Draper 2007; Bhattacharya 2021), the three values of DBT (30, 40, and 50 °C) and three values of WBD (4, 5, and 6 °C) were used in the experiment design (Table 1).
Table 2 shows the independent and coded variables based on CCD assumptions. The experiment design included 9 options for drying conditions. The table also contains the calculated values related to air parameters, i.e., relative humidity (RH), humidity ratio (W), and equilibrium moisture content (EMC).
The RSM was used to describe the influence of coded variables, that is, DBT (x1), and WBD (x2), on tensile stress at failure (y1) and moisture content at failure (y2). A second-order polynomial was used:
where y is the predicted response, b0 is the y-intercept, and x1, x2 are the first and second-order effects. The least squares method was employed (STATISTICA v.13.3 software, TIBCO Software Inc., Palo Alto, CA, USA) to determine the coefficients b0–b5. Due to the possible linear dependence of the variables, a backward stepwise regression algorithm was applied to exclude statistically insignificant model terms at a confidence level of 0.95 (Chatterjee and Hadi 2013).
A two-factor analysis of variance (ANOVA) was performed to verify the statistical hypothesis of whether DBT (a) and WBD (b) affected tensile stress at failure (σf) and moisture content at failure (MCf) during the early stage of beech wood drying.
A two-parameter Weibull distribution was applied to estimate the tested samples’ “surface check” risk. The Weilbull distribution is often used in fracture mechanics to calculate wood failure evaluation risk (Bodig and Jayne 1993). The reliability function R(t) for each t ≥ 0 is equal to the probability of an event consisting of no failure of a sample up to a given time (Migdalski 1982 after Weibull 1961). The reliability function can then be written as:
where t—time at which a sample fails (time measured from the beginning of sample shrinkage), α, β—shape, and scale parameter, respectively.
The cumulative distribution function (unreliability) is defined as the complement of the reliability function (Eq. 4)
The derivative of the cumulative distribution function (Eq. 4) is the probability density function:
The probability density function f(t) means the absolute reliability decrease at the time unit (Migdalski 1982).
The failure rate (hazard function) λ(t) was calculated as the ratio of the probability density function f(t) (Eq. 6) divided by the reliability function R(t) (Eq. 4):
Equation (7) describes the relative reliability decrease in time units (Migdalski 1982). The failure rate is the frequency at which dried wood checks, expressed in the number of failures per time unit. The STATISTICA v.13.3 software was used to estimate the Weibull distribution parameters. The statistical analysis of the data was performed at a significance level α = 0.05.
The test samples were dried in a laboratory dryer, the scheme of which is shown in Fig. 2. Two samples were mounted inside the dryer; one completely restrained sample was used to measure the generated tensile stress at failure (σf) (1), and its twin equivalent, the non-restrained sample (2), was used to measure the moisture content at failure (MCf). During the experiment, the distance between mounting grips was equal to 50 mm (dimension in the direction of the shrinkage restraining force). For each of the 9 options of drying conditions tested in the experiment, 10 replications were performed. The air velocity was constant and equal to 2.0 m/s.

Scheme of the experimental stand (1—the completely restrained wood sample for drying stress estimation, 2—twin non-restrained wood sample for moisture content measurement, 3—load cell for the shrinkage force measurement, 4—balance, 5—drier chamber)
3 Results and discussion
Figure 3 shows the development of tensile drying stresses of the completely restrained samples in the tangential direction. The comparison of all the averaged critical values of tensile stress (at failure), and moisture content at failure is presented in Table 3. Average values of tensile stresses at failure in all options of drying experiments ranged from 3.59 to 4.77 MPa (MC ranged from 27.6 to 16.0%, respectively). It is worth noting that in all experiment options, MC at failure was higher than the EMC value corresponding to the drying conditions (see Table 2). A similar phenomenon of cracking of beech wood samples before reaching EMC was observed in previous studies (Widłak 2002; Majka 2008). The criterion of stress at failure and moisture content at failure should be used correctly to assess wood cracking risk during drying.

Tensile drying stresses development as a result of complete shrinkage restraint of green beech (Fagus sylvatica L.) wood samples in tangential direction depending on the drying conditions; a–c dry-bulb temperature (DBT) of 30 °C, 40 °C, and 50 °C, respectively; WBD—wet-bulb depression)
Table 3 lists experimental input data for RSM modeling.
Table 4 shows the results of ANOVA analysis for the tensile stress at failure σf and the moisture content at failure MCf. The statistical analysis result confirms the non-significant effect of WBD (b) on σf and MCf (for p < 0.05). The statistically significant influence of the second examined factor, i.e., DBT, and the second-order effect of both factors (DBT and WBD), was confirmed. Plots with the results of the ANOVA analysis are presented in Fig. 4.

Plots with the results of the ANOVA analysis for tensile stress at failure σf (above) and moisture content at failure MCf (bottom), taking into account the effect of a dry-bulb temperature (DBT) and b wet-bulb depression (WBD), error bars depicted ± 95% confidence limits
The results of the model estimation are summarized in Table 5. For modeled responses, i.e., stress at failure (y1), and moisture content at failure (y2), the estimations were characterized by high R2 values of 0.9295 and 0.9534, respectively. The models’ responses compared to the ideal responses are presented in Fig. 5. Furthermore, the stepwise backward analysis clearly showed that the coefficient b4 was non-significantly (for p < 0.05) related to the independent variable x2, i.e., WBT, only for the moisture content at failure (Response 2).

Responses of the models as compared with ideal responses: a tensile stress at failure (σf), b moisture content at failure (MCf), dashed line—ideal response, bold solid line—predicted response, dots represent experimental data
Figure 6 shows the polynomial response surfaces of the stresses at failure σf and the moisture content at failure MCf for the beech samples. Contour plots (Fig. 6a, b) were used for a preliminary assessment of the cracking risk of wood caused by the development of tensile stress during the early stage of drying with different drying parameters. These graphs illustrate the known relationships between the values of the tensile stresses and the drying conditions. The highest stress value (4.77 MPa) and the lowest MC at failure value were recorded for mild drying conditions: DBT = 30 °C and WBD = 4 °C (Option #1). However, the lowest stress values (not exceeding 4.0 MPa) were observed in the case of using both low and high DBT (Fig. 6a). However, a consideration in the interpretation of MC at failure indicates that for a temperature of 50 °C, drying stress defects occur at a much higher MC than for temperature of 30 °C. The technique of graphical analysis using multiple contour plots was used for a more detailed interpretation of the results. This method was successfully used to optimize the drying conditions of rubber wood (Theppaya and Prasertsan 2004). On the contour plot of MCf (Fig. 7b), the fragment, including the lowest MCf was marked with a thick gray line. This marked fragment of the surface plot has then overlapped on the response surface plot of the tensile stress at failure (Fig. 7a). The analysis of overlapped contour plots (Fig. 7) confirms that assessing the cracking risk during drying requires consideration of two criteria: the critical value of stress (σf) and the critical value of moisture content (MCf). Based on the experiment performed, it was found that despite the higher critical tensile stress value (4.77 MPa), in the case of samples dried under mild conditions (Option # 1), the critical value of MC was almost identical to that of the intense dried samples (Option # 9), which failed at 16% of MC at lower tensile stress (4.03 MPa).

Models of polynomial response surface of the a tensile stress at failure σf and b moisture content at failure MCf during the early drying stage of green European beech (Fagus sylvatica L.) wood samples for the different options of dry-bulb temperature (DBT) and wet-bulb depression (WBD)

Contour plots for a tensile stress at failure (black line), b moisture content at failure (gray line), and multiple contour plots for a and b; symbols represent selected options of dry-bulb temperature (DBT) and wet-bulb depression (WBD): circle—option #1, triangle down—option #5, square—option #8, diamond—option #9
In Fig. 7, the symbols depict four selected drying conditions for which the lowest MCf was observed at the sample failure. The crack risk for the specified drying conditions was estimated using reliability theory. Figure 8 shows the results of the performed analysis.

Reliability function R(t), cumulative distribution (unreliability) function F(t), probability density function f(t), and failure rate λ(t) for the restrained green European beech (Fagus sylvatica L.) wood samples dried with the selected option of dry-bulb temperature (DBT) and wet-bulb depression (WBD) (see Table 6)
The reliability analysis results for the selected four drying conditions showed that the probability of the sample failure λ(t), is significantly higher (approx. 4–5 times) during drying at 40 °C than for the other two drying options, i.e., at 30 and 50 °C. Table 6 presents the estimated values of the parameters of the Weibull distribution. The higher values of the estimated shape parameter (α), i.e., 11.98 and 10.68 were estimated for the drying at temperature of 40°C (option #5 and #8, respectively). The value of shape parameters was approximately 2–2.5 higher than those of the drying option, considering temperatures of 30 and 50 °C (options #1 and #9, respectively). The higher tensile strength at lower temperature can explain the lower cracking risk when drying at 30 °C (temperature effect on the tensile strength of wood). On the other hand, a lower risk of cracking when drying at 50 °C may result from the plasticization of wood tissue and intensification of the creep phenomenon, which is accompanied by an increase in the susceptibility of wood tissue to deformation (strain increase).
4 Conclusion
Nine options of drying conditions, typical for the early stages of mild and intense kiln drying of beech timber, were analyzed, including the combinations of three options of dry-bulb temperature (DBT) (i.e., 30, 40, and 50 °C) and three wet-bulb depression (WBD) values (i.e., 4, 5, and 6 °C). The load cell that restrained the tangential shrinkage of dried beech wood samples was used. In the experiment, the moisture content of the tested samples was measured at the moment of their cracking. In summary, these experimental results show that:
-
1.
As in previous scientific literature reports, there is a surface cracking effect on beech wood samples before reaching the EMC adequate to the used drying condition, despite applying the kiln drying schedules recommended in the technical literature.
-
2.
ANOVA analysis confirmed that DBT was the only factor significantly influencing tensile stresses and cracks development. The second-order statistical effect between DBT and WBD was also confirmed.
-
3.
The analysis of the results suggests that in estimating the risk of wood cracking during its drying, the moisture content at failure should be used, at which tensile drying stresses reach critical values. Using a temperature of 50 °C during drying makes drying tensile stress defects occur with a much higher MC than at 30 °C.
-
4.
The reliability analysis results point out that among the 4 drying options analyzed for cracking risk, the highest failure rate was approximately 4–5 times higher during drying at 40 °C compared to drying at 30 and 50 °C. Furthermore, drying beech wood at a higher temperature, i.e., 50 °C, even with reduced wet-bulb depression, does not reduce the risk of surface cracking.
-
5.
During the drying of beech wood samples at a temperature of 50 °C, decreasing the RH (in the range corresponding to the increase of WBD from 4 to 6 °C) reduces the cracking risk, which is pointed out by the lower moisture content at failure (MCf) of the wood samples.
-
6.
A combination of two methods of experimental data analysis, i.e., Response Surface Methodology (RSM) and multiple contour plot, helps in identifying the optimal drying conditions (DBT and WBD), which could avoid the risk of surface cracking during the initial kiln drying phase and, thus, reduce the drying time.
Data availability
All data underlying reported findings are included in the article.
References
Allegretti O, Cividini R, Travan L (2008) Drying process for white beech. Pro Ligno 4:11–19
Bhattacharya S (2021) Central composite design for response surface methodology and its application in pharmacy. In: Kayaroganam P (ed) Response surface methodology in engineering science. IntechOpen, London, pp 1–19
Bodig J, Jayne BA (1993) Mechanics of wood and wood composities, reprint ed. Krieger Pub, Malabar
Boone RS, Kozlik CJ, Bois PJ, Wengert EM (1988) Dry kiln schedules for commercial woods: temperate and tropical. U.S. Department of Agriculture, Forest Service, Forest Products Laboratory, Madison
Box GEP, Draper NR (2007) Response surfaces, mixtures, and Ridge analyses, 2nd edn. Wiley, Hoboken
Brunner R (1987) Die Schnittholztrocknung, (Drying of sawn timber) (In German), 5th edn. Brunner-Hildebrand Gmbh, Hannover
Campean M, Marinescu I, Ispas M (2007) Influence of drying temperature upon some mechanical properties of beech wood. Holz Roh Werkst 65:443–448. https://doi.org/10.1007/s00107-007-0193-5
Chatterjee S, Hadi AS (2013) Regression analysis by example, 5th edn. Wiley, Somerset
Cividini R (2001) Conventional kiln-drying of lumber: compendium. NARDI Srl, San Giustino
Čunderlik I, Moliński W, Raczkowski J (1996) The monitoring of drying cracks in the tension and opposite wood by acoustic emission and scanning electron microscopy methods. HFSG 50:258–262. https://doi.org/10.1515/hfsg.1996.50.3.258
Danihelová A, Víglaský J (2004) The use of acoustic emissions to identify high levels of stress during wood drying. Wood Res 49:9–16
Denig J, Wengert EM, Simpson WT (2000) Drying hardwood lumber. U.S. Department of Agriculture, Forest Service, Forest Products Laboratory, Madison
Dzurenda L, Deliiski N (2012) Convective drying of beech lumber without color changes of wood. Drvna Ind 63:95–103. https://doi.org/10.5552/drind.2012.1135
EN 13183-1 (2002) Moisture content of a piece of sawn timber. Part 1: determination by oven dry method. European Committee for Standardization (CEN), Brussels
Fuller J (2000) Determining the source of changing shrinkage rates during kiln drying. Drying Technol 18:261–278. https://doi.org/10.1080/07373930008917703
Hanhijärvi A (2007) Shrinkage, swelling and warp caused by moisture changes. In: Perré P (ed) Fundamentals of wood drying. A.R. BO. LOR. Nancy, Paris, pp 157–174
Hanhijärvi A, Wahl P, Räsänen J, Silvennoinen R (2003) Observation of development of microcracks on wood surface caused by drying stresses. Holzforschung 57:561–565. https://doi.org/10.1515/HF.2003.083
Kass AJ (1965) Shrinkage stresses in externally restrained wood. For Prod J 15:225–232
Keey RB, Langrish TAG, Walker JCF (2000) Kiln-drying of lumber. Springer, Berlin
Kennedy HE (ed) (2022) 2022 ASHRAE handbook—refrigeration. ASHRAE, Peachtree Corners
Lazarescu C, Avramidis S (2008) Drying related strain development in restrained Wood. Drying Technol 26:544–551. https://doi.org/10.1080/07373930801944697
Majka J (2004) Stress development in dependence of the wood drying rate. Wood Technol 7:4
Majka J (2005) Tensile drying stress value in dependence of the shrinkage restraint method. EJPAU 8:33
Majka J (2008) Effects of steaming on tensile stress development and check risk during kiln-drying of european beech (Fagus sylvatica L.) wood. Folia For Pol Ser B Drzew 39:77–88
McMillen JM (1958) Stresses in wood during drying. Forest Products Laboratory, Madison
Migdalski J (ed) (1982) Poradnik niezawodności. Podstawy matematyczne. Reliability handbook. Mathematical Fundamentals. Wema, Warszawa (In Polish)
Milić G, Kolin B, Lovrić A, Todorović N, Popadić R (2013) Drying of beech (Fagus sylvatica L.) timber in oscillation climates: drying time and quality. Holzforschung 67:805–813. https://doi.org/10.1515/hf-2012-0203
Oltean L, Teischinger A, Hansmann C (2007) Influence of temperature on cracking and mechanical properties of wood during wood drying: a review. BioRes 2:789–811. https://doi.org/10.15376/BIORES.2.4.789-811
Perré P, Passard J (2007) Stress development. In: Perré P (ed) Fundamentals of wood drying. A.R. BO. LOR. Nancy, Paris, pp 243–271
Sandland KM, Gjerdrum P (2007) Creep deformation in drying wood. In: Perré P (ed) Fundamentals of wood drying. A.R. BO. LOR. Nancy, Paris, pp 85–104
Schniewind AP (1960) On the nature of drying stresses in wood. Holzforschung 14:161–168. https://doi.org/10.1515/hfsg.1960.14.6.161
Schniewind AP (1963) Mechanism of check formation. For Prod J 13:475–480
Simpson WT (1973) Predicting equilibrium moisture content of wood by mathematical models. Wood Fiber Sci 5:41–49
Simpson WT (1991) Dry kiln operator’s manual. Forest Products Laboratory, Madison
Skaar C, Simpson WT, Honeycutt RM (1980) Use of acoustic emissions to identify high levels of stress during oak lumber drying. For Prod J 30:21–22
Svensson S (1995) Strain and shrinkage force in wood under kiln drying conditions. I. Measuring strain and shrinkage under controlled climate conditions. Equipment and preliminary results. Holzforschung 49:363–368. https://doi.org/10.1515/hfsg.1995.49.4.363
Theppaya T, Prasertsan S (2004) Optimization of rubber wood drying by response surface method and multiple contour plots. Drying Technol 22:1637–1660. https://doi.org/10.1081/DRT-200025622
Tiemann HD (1924) Causes of surface checks in wood in varnish-drying rooms. In: SAE Transactions. pp 565–593. https://doi.org/10.4271/240054
Vanek M (1986) Trocknungsspannungen: Spannungsermittlung bei einer Buchentrocknung mittels Dehnungsmeßstreifen. (Drying stresses: Stress determination during beech drying by means of strain gauges) (In German). Holzforsch u Holzverwert 38:36–42
Wagenführ R (2006) Holzatlas, (Wood atlas) (In German), 6th edn. Fachbuchverlag Leipzig im Carl Hanser Verlag, Munich
Wang HH, Youngs RL (1996) Drying stress and check development in the wood of two oaks. IAWA J 17:15–30. https://doi.org/10.1163/22941932-90000619
Weibull W (1961) Fatigue testing and analysis of results. Pergamon Press, Oxford
Welling J (1987) Die Erfassung von Trocknungsspannungen während der Kammertrocknung von Schnittholz. (The detection of drying stresses during kiln drying of timber). (In German). Ergebnisse-Verlag, Hamburg
Widłak H (1986) Die Bedeutung der Holzfeuchte und des Spannungszustandes von Buchenholz zum Zeitpunlat der Intensivierung des Trocknungsprozesses. (The significance of wood moisture content and state of stress in beech wood at the time of intensifying the drying process). (In German). Holztechnologie 27:13–18
Widłak H (1993) Einfluss der Schwindungsbehinderungsmethode auf die Ausbildung von Spannungen im Holz [The influence of restrain method on stress development in wood]. Rocz AR Pozn 249:173–179
Widłak H (2002) The effect of age on desorption stress and strain rate in birch and aspen. Electron J Pol Agric Univ Ser Wood Technol 2:3
Widłak H, Dudziński J (1993) Evaluation of the conditioning effects on the deformation of birch wood based on its shrinkage. (In German). Rocz AR Pozn 249:75–186
Yin Q, Liu H-H (2021) Drying stress and strain of wood: a review. Appl Sci 11:5023. https://doi.org/10.3390/app11115023
Acknowledgements
The research results were presented by Maciej Sydor at the 30th International Scientific Conference “Research for Furniture Industry”, Poznań, Poland, September 22–23, 2022.
Funding
This research received no external funding.
Author information
Authors and Affiliations
Contributions
Conceptualization, JM; methodology, JM; software, JM; validation, JM, and MS; formal analysis, JM, and MS; investigation, JM; resources, JM, and MS; data curation, JM; writing—original draft preparation, JM, and MS; writing—review and editing, JM and MS; visualization, JM; supervision, JM; project administration, JM; funding acquisition, JM, and MS. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Majka, J., Sydor, M. Analysis of stress development during kiln drying of beech timber. Eur. J. Wood Prod. 81, 1189–1200 (2023). https://doi.org/10.1007/s00107-023-01967-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-023-01967-y