
Abstract
Bio-based epoxy resins are widely utilized in various application fields such as adhesives, coatings, composites, and electrical components, offering comparable performance characteristics to conventional epoxy resins, including high strength, durability, and chemical resistance. The use of bio-based materials in 3D printing has been receiving increasing attention as a means of reducing the environmental impact of this technology, because most formulations available for stereolithography and digital light processing are generally non-renewable. This study aimed to explore the potential of blending a bio-based epoxy resin with a commercial daylight-curable resin at various msss percentages to enhance the thermomechanical properties of 3D-printed parts while adhering to the working principle of liquid crystal display (LCD) printers. The prepared formulations were initially characterized in terms of their thermo-mechanical properties both before and after post-treatments like photo- and thermal-curing. This procedure facilitated a comparison of the various blends based on their mechanical strength, glass transition temperature, and other pertinent properties. Upon identifying the optimal formulation, 3D-printed samples were produced using LCD printing technology. Calorimetric and morphological tests were then carried out to evaluate the thermal stability and microstructure of the printed parts. Overall, the findings of this study indicate that blending recyclable bio-based epoxy resins with commercial ones can lead to enhanced properties in additive manufactured parts. This approach has the potential to promote sustainability in 3D printing by reducing the consumption of non-renewable resources, while still meeting the standard performance required for numerous applications.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Acrylate resin is a widely used material in the context of 3D printing, especially with the LCD (Liquid crystal display) technique. In this latter, a LCD screen is used as light source to cure layers of liquid resins in a selectively way, with the aim to build highly detailed three-dimensional objects with a very high speed of production and precision [1, 2]. Acrylate resins, when used in combination with LCD 3D printing, offer a range of benefits. First, since acrylate resins have photopolymer properties, i.e.,, solidifying when exposed to UV light, they perfectly match with the LCD technique to achieve a precise and fast layer-by-layer construction [3]. In fact, objects with fine details and smooth surfaces are produced [4], which are suitable for a wide range of applications, such as prototy**, product design, and custom manufacturing [5,6,7,8]. Moreover, acrylate resins come in various formulations, thus offering a wide range of materials having different properties, which make it possible to create versatile 3D printed objects, i.e.,, having different properties like flexibility [9, 10], transparency [11, 12], biocompatibility [13, 14], in addition to very excellent mechanical properties, such as high strength, hardness and durability [15]. However, acrylate resins, commonly used in LCD 3D printing techniques, do pose challenges in terms of recyclability. Indeed, the acrylate resin’s non-recyclability is primarily due to its nature itself. In fact, when acrylate resins are used in LCD 3D printing, they undergo a chemical curing process as soon as are exposed to a light source, and solidify. Once the resin is cured, it forms a cross-linked polymer network and this chemical transformation is irreversible, making it extremely difficult to revert the resin back to its liquid form for recycling [16,17,18,19]. Thus, unlike some thermoplastic materials, which can be melted and re-extruded [20, 21], there are no widely adopted or efficient recycling methods for acrylate resin used in LCD 3D printing. Generally, used recycling methods for thermosets are mechanical milling and thermal treatment, which leads to a considerable economic inefficiency, because do not allow to best use the waste resources [22, 23]. Furthermore, the absence of established recycling infrastructure and techniques further hinders its recyclability. In this context, being the acrylate resin itself not recyclable, there are alternative efforts to reduce waste and environmental impact in 3D printing like: (i.) optimizing print parameters to minimize resin usage [24], by using infill patterns and wall thicknesses for balancing strength with material conservation; (ii.) ensuring proper disposal and handling of used resin [25]; (iii.) exploring alternative materials and 3D printing methods with better recyclability or sustainability characteristics [26,27,28,29]. Within the latter presented scenario, some trials with blending or mixing different types of resins may offer a way to create new materials with different properties or characteristics, also having more sustainable characteristics.
Additionally, acrylate resins are typically made from petrochemical-based monomers, which make them no sustainable materials. However, with the aim to reduce the dependence on fossil fuels and promotes the sustainability of LCD 3D printing as manufacturing processes, bio-based monomers derived from renewable sources, such as plant-based materials or waste products, can be used to replace or supplement traditional monomers [30,31,32]. The incorporation of biomass materials can offer several advantages, including reduced environmental impact, improved biodegradability, and potentially lower costs [33,34,35,36].
In this work, we have simultaneously addressed the issues of (i.) non-recyclability of acrylate resins suitable for LCD 3D printing technique and of (ii.) reducing the fossil fuels content by incorporating the 28% of a biocarbon content derived from pine oils into the resin’s formulation by using a dual curing-curing process. The latter approach was already proposed in the state-of-the-art [11, 37, 38] without addressing the issue of reducing the environmental impact of LCD 3D printing.
The bio-based recyclable blend here proposed allowed to maintain good thermo-mechanical properties. Indeed, Tg values ranging around 90 °C was achieved for the novel blend, while in other approaches proposed in literature, where the reprocessability of the 3D printed thermoset resin was considered as alternative to its recycling, lower values were achieved, i.e.,, ranging from 25 and 60 °C [27]. Similar values for the Tg were also found by Lebedevaite et al. [39], who developed a high biorenewable content acrylate photocurable resins for DLP 3D printing. When compared to the work presented by Pezzana et al. [40], the achieved Tg values are similar to ours, but their approach addressed only the issue to add bio-content to the raw materials for LCD/DLP 3D printing, without mentioning the possibility of recycling it.
Conversely, even though other authors have thought about proposing epoxy vitrimer as alternative solution to acrylic resins [26], it has been proved their suitability only for an inkjet-based 3D printing approach, where a printhead with a pneumatic control was used. So, cross-section having the typical layer-by-layer deposition morphology, that is presenting many voids, were achieved. Furthermore, the mentioned approach relying on epoxy vitrimers turned out to be more complex than the here presented one, since it requires both synthesis and recycling complicated procedure. A similar issue can be highlighted in the proposed strategy by Sutton et al. [32] to develop bio-based photoactive resins for 3D printing by Stereolithography. Indeed, here is described a very long mixing procedure, which is obviated in our work by proposing an easily blendable resin, which is configurable as almost “ready to use”.
Thus, the novelty of this work was to prove the printability of a bio-based photocurable resin suitable for a LCD 3D printer in addition to the recyclability of a 3D printed manufact, without affecting the thermo-mechanical properties. In this way, starting from the entire life cycle of the 3D printed acrylate resins, we have considered the two main frames: feedstock selection and end-of-use. To achieve this goal a novel bio-based and partially recyclable 3D printable formulation, composed by a daylight-curable (photocurable under light source at a wavelength of 460 nm) resin mixed with a bio-based fully-recyclable epoxy thermally curable resin, was developed without altering the working principle of the printer and still maintaining satisfying thermo-mechanical properties. The key for the recyclability of the here proposed recyclable formulation suitable for the LCD 3D printing relies on the use of a special amine (epoxy resin constituent). The latter shows in its structure a cleavable ketal group, which enables the selective cleavage of the cured network under mild acidic conditions, thus allowing for its recyclability through a chemical recycling process [41], and obtaining a re-usable thermoplastic material as recycled product even suitable for 3D printing [42, 43].
Materials and methods
Materials
A mix of two resin systems was realized by blending the commercially available daylight resin produced by Photocentric Ltd. (Peterborough, UK) and the thermally curable epoxy resin obtained from R*Concept (Barcelona, Spain). The commercial photocurable resin suitable for the LCD printing technology is named Cream Hard Daylight, a methacrylate-based system, while the fully-recyclable bio-based epoxy system is a bicomponent system obtained by mechanically mixing a bio-based epoxy prepolymer named Polar Bear (part A) and the amine hardener Recyclamine™ R*101 (part B).
Bio-epoxy blend formulation
Recyclamine™ R*101, an aromatic amine in liquid form, can be combined with the liquid epoxy Polar Bear at room temperature (i.e.,, 25 °C). The resulting epoxy formulation is compatible with daylight resins and does not undergo any reactions when exposed to daylight. The uncured epoxy formulation was prepared by mixing the amine and epoxy in an ARV-310 centrifugal planetary mixer by Thinky (Laguna Hills, CA, USA). The mixing conditions involved a speed of 2000 rpm, vacuum pressure of 0.3 kPa, and a mixing time of 5 minutes. To create epoxy-based blends, the uncured epoxy formulation was mixed with the Cream resin at various mass ratios (as listed in Table 1) at room temperature. The same mixing procedure used for the uncured epoxy formulation was employed in the centrifugal planetary mixer. The prepared blends were stored in opaque glass containers to prevent exposure to daylight until further use. No evidence of phase separation or incompatibility was observed in the samples stored at room temperature for 3 months. The centrifugal mixer allowed for the efficient blending of the two resins within a short time frame of 5 minutes, while simultaneously removing air voids through deaeration, ensuring a void-free cured system.
Resin photo- and thermal-curing
The LCD printing process was carried out using the LC-Precision Ceramic 1.5 LCD printer manufactured by Photocentric (Peterborough, UK). This particular printer utilizes a 7-inch LCD screen as a display for the resin’s photocuring. The initial printing conditions for the cream resin were provided by Photocentric as recommended settings. In order to expedite resin testing, a majority of the experimentation was carried out by photo-curing the resin outside of the LCD printer, as detailed elsewhere [37]. Subsequently, the most promising formulation was tested using the LC-Ceramic Precision 1.5 LCD 3D printer.
Following the LCD printing process, the photocured samples were obtained by exposing the liquid resin contained in silicone molds with transparent windows to the light source of the LCD printer. The photocured samples underwent room temperature curing (identified as cycle C1). These samples were subsequently subjected to thermal post-curing in a standard ventilated oven, employing three different cure cycles (as outlined in Table 2): a first isothermal cure at 100 °C for 3 hours (identified as cycle C2), a second isothermal cure at 140 °C for 2 hours (identified as cycle C3), and a third isothermal cure at 180°C for 2 hours (identified as cycle C4). The temperature ramp rate was set to 2 °C min−1.
Thermo-mechanical characterization
Cured specimens, with dimensions of (10 × 8 × 2) mm3, were subjected to dynamic mechanical analysis (DMA) using a Tritech2000 machine manufactured by Triton Ltd. (Wrexham, UK). The DMA measurements aimed to determine the storage modulus (E’) and tan δ. The experiments were carried out in single cantilever mode, employing a 20 μm amplitude and a frequency of 1 Hz, in air.
For calorimetric measurements, a Mettler DSC1 instrument from Mettler Toledo (Greifensee, Switzerland) was utilized. Solid resin samples, both photo- and thermally cured, were placed in sealed aluminum crucibles with a volume of 40 μL. Samples weighing approximately 5–7 mg on average were prepared. The temperature of the samples was increased from room temperature (RT) up to 250 °C at a scanning rate of 10 °Cmin-1, in air. The glass transition temperature (Tg) was determined as the midpoint of the heat capacity increment (Δcp) associated with the transition from the glassy to the rubbery state. Δcp was calculated by measuring the vertical distance between the two extrapolated baselines at the glass transition temperature. The total heat released during the exothermic transition was determined by calculating the area under the exothermic peak observed during the DSC analysis.
To accurately determine the exothermic peaks and quantify the heat released during the thermal analysis, the analysis focused on identifying two distinct regions within the obtained DSC data. These regions corresponded to the bio-epoxy component and the methacrylate component, referred to as peak 1 and peak 2, respectively. This approach facilitated a more detailed analysis of the curing kinetics, thermal stability, and overall performance of the bio-epoxy and methacrylate constituents within the material system. Furthermore, it enabled a comprehensive understanding of the curing process and the relative contributions of each component to the overall exothermic behavior observed.
Recyclability
In the final stage of the study, the recyclability of the resin blend having the highest content of recyclable epoxy resin (i.e.,, CBE5050) was evaluated using a chemical recycling process [41] aimed to efficiently break down and convert the cured bio-based epoxy resin into its original constituents. Briefly, it consists of five steps: (i.) 10g of fully-cured CBE5050 resin were solubilized in 300 mL of acetic acid solution (75% v/v) at 80 °C for 3 hours; (ii.) the solution was filtered to recover the not-recyclable acrylic resin constituent (waste); (iii.) the solution containing the dissolved recyclable bio-based epoxy resin was neutralized with a sodium hydroxide aqueous solution (40 g of NaOH in 250 mL of distilled water), thus a whitish compound started to precipitate, i.e.,, the recycled polymer; (iv.) the recycled polymer was recovered from the solution by filtration; (v.) the latter was washed with distilled water and dried at 50 °C for 24 hours.
The chemical recycling procedure is schematized in Fig. 1.

Chemical recycling process schematization
As soon as the recycled polymer was totally dry, it was weighed to determine the chemical process yield by mean of the following formula:
being \(W_{{\text{f}}}^{{\left( \text{rTP} \right)}}\) the dried recycled polymer’s final mass and \(W_{{\text{i}}}^{{({\text{BE}})}}\) the bio-epoxy resin’s initial mass contained within the recycled formulation CBE5050, i.e.,, 5 g.
Morphology analysis: scanning electron microscopy (SEM)
To evaluate the morphological modification made by the chemical recycling procedure, the fully-cured CBE5050 resin’s morphology was investigated before and after the recycling process. The latter condition refers to the not-recycled constituent (named as waste) recovered at the step (ii.) of the recycling procedure (see Fig. 1). The SEM (scanning electron microscopy) micrographs were acquired using a SEM EVO 15 (Zeiss, Cambridge, UK) equipped with a LaB6 (Lanthanum Hexaboride) emitter as electron source. To run the analysis, the specimens were pre-treated by depositing a thin film of gold through a sputtering deposition process performed with an Agar Sputter Coater AGB7340 machine (Assing, Italy). The morphological analyzes were run at different magnification, i.e.,, from 50 \(\times\) up to 2000 \(\times\). While, the electron high tension (ETH) value was set at 20 kV. In the end, the working distance (WD) was varied between 12 and 15 mm.
Results and discussion
Thermo-mechanical analysis
The different blends, subjected to various curing cycles (see Table 2), were analyzed using DSC. The results are shown in Fig. 2, and the exothermic peak temperatures and crosslinking enthalpies are listed in Table 3. Concerning the freshly photocured samples, which were not subjected to any thermal post-curing cycle, Fig. 2a displays the two peaks of the pristine resins, Cream Hard and CBE5050, centered at approximately 210 °C and 140 °C, respectively. As we progress toward blends of the two resins, the peaks exhibit a consistent centering but experience a reduction in intensity, corresponding to a decrease in enthalpy (integral under the curves). In fact, the curve corresponding to the CBE5050 sample shows an enthalpy value almost close to zero in the temperature range of the Cream Hard, while it exhibits a high value of approximately 16.1 J g−1 starting from 86.5 °C with a peak at 138.2 °C. Increasing values of around 4.1 J g−1 and 20.3 J g−1 are observed in the same temperature range (Tpeak2 at around 210 °C) for samples with IDs CBE7030 and CBE8020, respectively.

DSC analysis on the resins after curing cycle: a C1; (b) C2; (c) C3; (d) C4
Similar observations can be made when analyzing the photocured samples subjected to thermal curing cycles. In the case of the 100 °C curing cycle (ID C2), the crosslinking enthalpy for the CBE5050 sample becomes no relevant, while the others decrease. Regarding the C3 and C4 curing cycles, the enthalpies decrease until reaching a plateau, indicating that no further crosslinking occurs. Hence, overall, we can assume that by varying the implemented thermal curing cycle from C1 toward C4 no crosslinking degree of the blends are observed, since the enthalpy values are no important (see Table 3).
Simultaneously to the DSC analyzes, DMA tests were carried out to investigate the thermo-mechanical behavior of the blends under different curing cycles. The results are depicted in the curves shown in Figs. 3 and 4, while the corresponding glass transition temperatures (Tg) are tabulated in Table 3.

Tanδ vs Temperature plot from DMA analysis on the resins after curing cycle: (a) C1; (b) C2; (c) C3; (d) C4

Storage modulus (E') vs Temperature plot from DMA analysis on the resins after curing cycle: (a) C1; (b) C2; (c) C3; (d) C4
Similarly, to the DSC analyzes, the blends exhibit an intermediate behavior between the two pristine resins, i.e.,, Cream Hard and Bio-Epoxy Polar Bear, which have Tg values of 50 and 100 °C, respectively (Fig. 3a). In detail, by increasing the epoxy resin percentage content within the investigated blends, it was observed a Tg value reduction. When related to the pristine Cream Hard resin, the blends containing variable contents of Bio-Epoxy Polar Bear experienced a 30–40% decrease for the mentioned parameter for each used curing cycle. This trend is justified by a plasticizing effect performed by the Bio-Epoxy Polar Bear when added to the acrylate Cream Hard resin. Moreover, this effect can be explained by the lower reactivity of the proposed blends which leads to a lower crosslinking density of the final cured IPN network. Similar results have been found by Kopatz et al. [44], who have investigated cure kinetics and conversion of dual-cure epoxy/acrylate system for DIW (direct ink writing) additive manufacturing.
Further thermal post-treatments lead to an increase in Tg, reaching a maximum for the cycle with ID C4. The combined results from the DSC and DMA analyzes discussed above are presented in Fig. 5. In these graphs, the exothermic crosslinking enthalpies in [J g−1] are shown on the left, and the Tg values in [°C] are reported on the right. The increases and decreases for the different curing conditions are indicated on the x-axis for the resins with IDs C, CBE5050, CBE7030, and CBE8020 in Fig. 5a, b, c, and d, respectively.

Comparison from DSC and DMA analysis for the different resins investigated: (a) C; (b) CBE8020; (c) CBE7030; (d) CBE5050
Printing test
To optimize the exposure times of the formulated blends, an in-depth investigation of the photocuring process for a single layer was carried out, employing the methodology described elsewhere [37]. Five different measurements for the investigated parameters, i.e.,, thickness and width overcure, were carried out to reach a statistically reliable measure. The speed cure test results are specific to the CBE5050 blend, which is characterized by the highest proportion of recyclable resin. The summarized results can be found in Table 4, were the investigated parameters are expressed as mean ± standard deviation.
Exposure times of 5 s and 10 s did not result in a significant increase in prism thickness, indicating incomplete polymerization or insufficient light exposure to achieve the desired mechanical performance. Conversely, an exposure time of 15 s led to a reduction in the fixed side of the prism compared to the nominal dimension of 10 mm, suggesting potential shrinkage effects or incomplete polymerization. On the other hand, with an exposure time of 20 s, the average fixed side dimension closely approached 10 mm, exhibiting a mean standard deviation of 0.046 mm. This suggests improved dimensional precision compared to the 15 s exposure time.
Increasing the exposure time to 25 s and 30 s resulted in a gradual increase in the fixed side dimension of the prism. However, there was also a corresponding increase in the standard deviation, with values of 0.358 and 0.612, respectively. This indicates greater measurement variability compared to the previous exposure times.
Regarding prism thickness, it exhibited a gradual increase with longer exposure times. Considering the ultimate objective and the required prism dimensions, it is crucial to carefully analyze the findings. For achieving a fixed side dimension closest to 10 mm with higher precision, an exposure time of 20 s is recommended. However, if a slight increase in the fixed side dimensions with improved dimensional tolerance is acceptable, exposure times of 25 s could be considered as alternative options. This choice offers the advantage of greater mechanical stability during the 3D printing process, resulting in reduced chances of support failure, which is crucial for the specific type of 3D printing process employed. This increased stability ensures the successful formation of the desired shape and minimizes the risk of support breakage, thus contributing to enhanced printing reliability and quality. Once the exposure time data was defined, other printing values (e.g., Z Lift and Lift Speed) were also set as discussed in [31] (see Appendix), and the samples were printed as shown in Fig. 6.

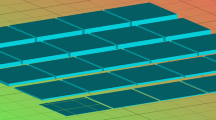
3D printed CBE5050 samples
Recyclability testing results
The here proposed recycling strategy turned out to be efficient for the developed formulation. Indeed, since 3.5 g of recycled polymer were recovered, a chemical recycling process yield of 70% was achieved. It is a good result with a view to make a formulation suitable for DLP/LCD process having biomass materials within itself and the feature of recyclability.
To improve the chemical recycling process yield, a further investigation applying the optimized recycling procedure previously developed by us [41] must be taken into account.
SEM analysis
The SEM micrographs acquired at different magnifications for the 3D printed CBE5050 samples before the recycling process was completed are reported in Fig. 7. Here we can distinguish two different phases: the first one, which is the darkest one on the pictures, is associated with the Cream Hard; while, the second one, that is the clearest one, represents the Bio-Epoxy Polar Bear. These micrographs show that the latter phase is overall well-distributed, i.e.,, in a homogeneous way. So, the morphological analysis permitted to prove that no evidence of phase separation or incompatibility among the two mixed resins was found, as already assessed in Sect. "Bio-epoxy blend formulation".

SEM images of LCD 3D printed CBE5050 samples before recycling
In Fig. 8 are reported the micrographs related to the 3D printed CBE5050 specimens after the recycling process at different magnifications. In this case, many cavities are present throughout the investigated surface, which are referable to the dissolved Bio-Epoxy Polar Bear phase during the performed chemical recycling process. Conversely, the bulk remaining structure is the Cream Hard phase, since it is not-recyclable by definition beign a thermoset matrix. Thus, the SEM analyzes allowed to properly justify the described recycling mechanism (see Fig. 1), where both a recycled product (thermoplastic polymer) and a not-recyclable waste (acrylic resin) are obtained as output of the here proposed recycling procedure.

SEM images of LCD 3D printed CBE5050 samples after recycling
Conclusions
A novel bio-based photocurable resin suitable for a LCD 3D printer, obtained by mixing a daylight-curable acrylic resin mixed with a bio-based fully-recyclable epoxy thermally curable resin is here presented. This approach allowed to achieve two advantages. Firstly, the issue related to the non-recyclability of acrylate resins suitable for LCD 3D printing technique was addressed. Secondly, the 28% of biocarbon content (derived from pine oils) was introduced within the developed formulation by adding the bio-based recyclable epoxy resin, thus getting around the environmental impact caused by the use of just petroleum-based raw materials in the field of LCD/DLP 3D printing.
The here developed bio-based, photocurable and partially recyclable blend is suitable for LCD 3D printing, thus allowing to manufacture parts having a bulk and free of voids structure, without no issues found during the manufacturing process itself.
These findings are encouraging for further future works in hybrid manufacturing of components that need to be disassembled at the end of their life, such us interlocked metal/polymers structures in automotive field. Other possible applications regard to the possibility to create end-use-parts mass manufactured through commercial LCD 3D printers, like case for battery, PCB standoff, and in general parts that require a good compromise between thermomechanical properties and recyclability.
References
Moon W, Kim S, Lim BS, Park YS, Kim RJY, Chung SH. Dimensional accuracy evaluation of temporary dental restorations with different 3d printing systems. Materials. 2021. https://doi.org/10.3390/ma14061487.
Quan H, Zhang T, Xu H, Luo S, Nie J, Zhu X. Photo-curing 3D printing technique and its challenges. Bioact Mater. 2020;5:110–5.
Sun G, Wu X, Liu R. A comprehensive investigation of acrylates photopolymerization shrinkage stress from micro and macro perspectives by real time MIR-photo-rheology. Prog Org Coat. 2021. https://doi.org/10.1016/j.porgcoat.2021.106229.
Park S, Shou W, Makatura L, Matusik W, Fu K. (Kelvin) 3D printing of polymer composites: materials, processes, and applications. Matter. 2022;5:43–76.
Gao W, Zhang Y, Ramanujan D, Ramani K, Chen Y, Williams CB, Wang CCL, Shin YC, Zhang S, Zavattieri PD. The status, challenges, and future of additive manufacturing in engineering. CAD Comput Aided Des. 2015;69:65–89. https://doi.org/10.1016/j.cad.2015.04.001.
Ali MH, Batai S, Sarbassov D. 3D printing: a critical review of current development and future prospects. Rapid Prototyp J. 2019;25:1108–26.
Gardan J. Additive manufacturing technologies: state of the art and trends. Int J Prod Res. 2016;54:3118–32. https://doi.org/10.1080/00207543.2015.1115909.
Mou YA, Koc M. Dimensional capability of selected 3DP technologies. Rapid Prototyp J. 2019;25:915–24. https://doi.org/10.1108/RPJ-03-2019-0061.
Ji Z, Zhang X, Yan C, Jia X, **a Y, Wang X, Zhou F. 3D printing of photocuring elastomers with excellent mechanical strength and resilience. Macromol Rapid Commun. 2019. https://doi.org/10.1002/marc.201800873.
Wang Y, Li C, Tuo X, Gong Y, Guo J. Polyethylene glycol modified epoxy acrylate UV curable 3D printing materials. J Appl Polym Sci. 2021. https://doi.org/10.1002/app.50102.
Shan J, Yang Z, Chen G, Hu Y, Luo Y, Dong X, Zheng W, Zhou W. Design and synthesis of free-radical/cationic photosensitive resin applied for 3D printer with liquid crystal display (LCD) irradiation. Polymers (Basel). 2020. https://doi.org/10.3390/POLYM12061346.
Chen S, Duan Y, Hua W, Lin Q, Qu B, Wang R, Zheng Y, Liu X, Li W, Zhuo D. Synthesis of novel acrylic liquid-crystal resin and its in-situ enhancement in light-curing 3D printing performance. J Market Res. 2022;17:2158–74. https://doi.org/10.1016/j.jmrt.2022.01.159.
Tzeng J-J, Yang T-S, Lee W-F, Chen H, Chang H-M. Mechanical properties and biocompatibility of urethane acrylate-based 3D-printed denture base resin. Polymers. 2021. https://doi.org/10.3390/polym.
Raszewski Z, Chojnacka K, Kulbacka J, Mikulewicz M. Mechanical properties and biocompatibility of 3D printing acrylic material with bioactive components. J Funct Biomater. 2023. https://doi.org/10.3390/jfb14010013.
Schittecatte L, Geertsen V, Bonamy D, Nguyen T, Guenoun P. From resin formulation and process parameters to the final mechanical properties of 3D printed acrylate materials. MRS Commun. 2023;13:357–77. https://doi.org/10.1557/s43579-023-00352-3.
Long TE. Toward recyclable thermosets. Science. 1979;2014(344):706–7. https://doi.org/10.1126/science.1254259.
Maines EM, Porwal MK, Ellison CJ, Reineke TM. Sustainable advances in SLA/DLP 3D printing materials and processes. Green Chem. 2021;23:6863–97.
Cavallaro G, Lazzara G, Milioto S. Sustainable nanocomposites based on halloysite nanotubes and pectin/polyethylene glycol blend. Polym Degrad Stab. 2013;98:2529–36. https://doi.org/10.1016/J.POLYMDEGRADSTAB.2013.09.012.
Bertolino V, Cavallaro G, Milioto S, Parisi F, Lazzara G. Thermal properties of multilayer nanocomposites based on halloysite nanotubes and biopolymers. J Compos Sci. 2018. https://doi.org/10.3390/JCS2030041.
Singh N, Hui D, Singh R, Ahuja IPS, Feo L, Fraternali F. Recycling of plastic solid waste: a state of art review and future applications. Compos B Eng. 2017;115:409–22. https://doi.org/10.1016/j.compositesb.2016.09.013.
Mikula K, Skrzypczak D, Izydorczyk G, Warchoł J, Moustakas K, Chojnacka K, Witek-Krowiak A. 3D printing filament as a second life of waste plastics-a review. Environ Sci Pollut Res. 2021. https://doi.org/10.1007/s11356-020-10657-8.
Rahimi AR, Garciá JM. Chemical recycling of waste plastics for new materials production. Nat Rev Chem. 2017;1:0046.
Pickering SJ. Recycling technologies for thermoset composite materials-current status. Compos Part A Appl Sci Manuf. 2006;37:1206–15. https://doi.org/10.1016/j.compositesa.2005.05.030.
Özdemir L, Batuhan Kurt M, Akgül A, Oktav M, NayciDuman M. Optimization of ink consumption in screen printing within color difference limits. Pigment Resin Technol. 2022;53:17–27.
Nyika J, Mwema FM, Mahamood RM, Akinlabi ET, Jen TC. Advances in 3D printing materials processing-environmental impacts and alleviation measures. Adv Mater Process Technol. 2022;8:1275–85.
Shi Q, Yu K, Kuang X, Mu X, Dunn CK, Dunn ML, Wang T, Jerry Qi H. Recyclable 3D printing of vitrimer epoxy. Mater Horiz. 2017;4:598–607. https://doi.org/10.1039/c7mh00043j.
Zhang B, Kowsari K, Serjouei A, Dunn ML, Ge Q. Reprocessable thermosets for sustainable three-dimensional printing. Nat Commun. 2018. https://doi.org/10.1038/s41467-018-04292-8.
Yang K, Grant JC, Lamey P, Joshi-Imre A, Lund BR, Smaldone RA, Voit W. Diels-Alder reversible thermoset 3D printing: isotropic thermoset polymers via fused filament fabrication. Adv Funct Mater. 2017. https://doi.org/10.1002/adfm.201700318.
Davidson EC, Kotikian A, Li S, Aizenberg J, Lewis JA. 3D printable and reconfigurable liquid crystal elastomers with light-induced shape memory via dynamic bond exchange. Adv Mater. 2020. https://doi.org/10.1002/adma.201905682.
Isikgor FH, Becer CR. Lignocellulosic biomass: a sustainable platform for the production of bio-based chemicals and polymers. Polym Chem. 2015;6:4497–559. https://doi.org/10.1039/c5py00263j.
Lai H, Zhang J, **ao P. Renewable photopolymers: transformation of biomass resources into value-added products under light. ACS Sustain Chem Eng. 2023;11:16365–406. https://doi.org/10.1021/acssuschemeng.3c05257.
Sutton JT, Rajan K, Harper DP, Chmely SC. Lignin-containing photoactive resins for 3D printing by stereolithography. ACS Appl Mater Interfaces. 2018;10:36456–63. https://doi.org/10.1021/acsami.8b13031.
Dinu R, Pidvoronia A, Lafont U, Damiano O, Mija A. High performance, recyclable and sustainable by design natural polyphenol-based epoxy polyester thermosets. Green Chem. 2023;25:2327–37. https://doi.org/10.1039/D2GC04414E.
Dinu R, Lafont U, Damiano O, Orange F, Mija A. Recyclable, repairable, and fire-resistant high-performance carbon fiber biobased epoxy. ACS Appl Polym Mater. 2023;5:2542–52. https://doi.org/10.1021/ACSAPM.2C02184/ASSET/IMAGES/LARGE/AP2C02184_0005.JPEG.
Guadagno L, Raimondo M, Catauro M, Sorrentino A, Calabrese E. Design of self-healing biodegradable polymers. J Therm Anal Calorim. 2022;147:5463–72. https://doi.org/10.1007/S10973-022-11202-0/FIGURES/7.
Guadagno L, Vertuccio L, Barra G, Naddeo C, Sorrentino A, Lavorgna M, Raimondo M, Calabrese E. Eco-friendly polymer nanocomposites designed for self-healing applications. Polymer (Guildf). 2021;223:123718. https://doi.org/10.1016/J.POLYMER.2021.123718.
Tosto C, Pergolizzi E, Blanco I, Patti A, Holt P, Karmel S, Cicala G. Epoxy based blends for additive manufacturing by liquid crystal display (LCD) printing: the effect of blending and dual curing on daylight curable resins. Polymers (Basel). 2020. https://doi.org/10.3390/polym12071594.
Casado J, Konuray O, Roig A, Fernández-Francos X, Ramis X. 3D printable hybrid acrylate-epoxy dynamic networks. Eur Polym J. 2022. https://doi.org/10.1016/j.eurpolymj.2022.111256.
Lebedevaite M, Talacka V, Ostrauskaite J. High biorenewable content acrylate photocurable resins for DLP 3D printing. J Appl Polym Sci. 2021;138:50233. https://doi.org/10.1002/APP.50233.
Pezzana L, Wolff R, Melilli G, Guigo N, Sbirrazzuoli N, Stampfl J, Liska R, Sangermano M. Hot-lithography 3D printing of biobased epoxy resins. Polymer (Guildf). 2022;254:125097. https://doi.org/10.1016/J.POLYMER.2022.125097.
Dattilo S, Cicala G, Riccobene PM, Puglisi C, Saitta L. Full recycling and re-use of bio-based epoxy thermosets: chemical and thermomechanical characterization of the recycled matrices. Polymers (Basel). 2022. https://doi.org/10.3390/polym14224828.
Saitta L, Rizzo G, Tosto C, Cicala G, Blanco I, Pergolizzi E, Ciobanu R, Recca G. Chemical recycling of fully recyclable bio-epoxy matrices and reuse strategies: a cradle-to-cradle approach. Polymers (Basel). 2023. https://doi.org/10.3390/polym15132809.
Saitta L, Montalbano G, Corvaglia I, Brovarone CV, Cicala G. Printability of a recycled thermoplastic obtained from a chemical recycling process of a fully-recyclable epoxy matrix: an upscaling re-use strategy. Macromol Symp. 2023. https://doi.org/10.1002/masy.202200188.
Kopatz JW, Unangst J, Cook AW, Appelhans LN. Compositional effects on cure kinetics, mechanical properties and printability of dual-cure epoxy/acrylate resins for DIW additive manufacturing. Addit Manuf. 2021;46:102159. https://doi.org/10.1016/j.addma.2021.102159.
Funding
Open access funding provided by Università degli Studi di Catania within the CRUI-CARE Agreement. The research was partially funded by the European Union (NextGeneration EU) and MUR-PNRR project Sicilian MicronanoTech Research And Innovation Center – SAMOTHRACE (CUP E63C22000900006), Spoke 1, WP 1.6.2 and partially funded by the MUR under the grant scheme PRIN with the project TARGET “addiTive mAnufactuRing for liGhtwEight joinTs” (grant number 2020E3XL47_003, CUP E63C20011220001).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

{kind=link}
{kind=link}
{kind=link}
Cite this article
Tosto, C., Saitta, L., Latteri, A. et al. Development of recyclable bio-based epoxy/acrylate blends for liquid crystal display 3D printing. J Therm Anal Calorim (2024). https://doi.org/10.1007/s10973-024-13094-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10973-024-13094-8