
Abstract
Vehicle-integrated photovoltaics (VIPV) are gaining attention to realize a decarbonized society in the future, and the specifications for solar cells used in VIPV are predicated on a low cost, high efficiency, and the ability to be applied to curved surfaces. One way to meet these requirements is to make the silicon substrate thinner. However, thinner substrates result in lower near-infrared light absorption and lower efficiency. To increase light absorption, light trap** structures (LTSs) can be implemented. However, conventional alkali etched pyramid textures are not specialized for near-infrared light and are insufficient to improve near-infrared light absorption. Therefore, in this study, as an alternative to alkaline etching, we employed a nanoimprinting method that can easily fabricate submicron-sized LTSs on solar cells over a large area. In addition, as a master mold fabrication method with submicron-sized patterns, silica colloidal lithography was adopted. As a result, by controlling silica coverage, diameter of silica particles (D), and etching time (tet), the density, height, and size of LTSs could be controlled. At the silica coverage of 40%, D = 800 nm, and tet = 5 min, the reduction of reflectance below 65% at 1100 nm and the theoretical short-circuit current gain of 1.55 mA/cm2 was achieved.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In recent years, VIPVs have attracted much attention to achieve carbon neutrality [1,2,3,4]. One approach to achieve long distances to drive is an implementation of highly efficient tandem solar cells on VIPVs. Schygulla et al. [5] reported a two-terminal wafer-bonded III–V//crystalline Si (c-Si) triple-junction solar cell with the efficiency of 35.9%. Recently, a 32.5% efficient 2-terminal (2T) Si/perovskite tandem solar cell has been reported [6]. To implement solar cells on curved surfaces like a roof and hood of vehicles, solar cells should be flexible and a silicon substrate must be thin. Sai et al. fabricated a flexible Si heterojunction solar cell with a thickness of approximately 50 μm [7]. However, the challenge is that thin silicon substrates do not absorb near-infrared light well enough. In general, alkaline etching [8] and photolithography [9, 10] have been used to fabricate optical confinement structures. However, the alkaline etching method is insufficient to absorb near-infrared light, and it is difficult to fabricate on thin silicon substrates and in a large area. Photolithography also has the problem of low throughput. There are some other approaches to enhance the near-infrared light absorption [11,12,13,14]. Aluminum anodization process is one of them [15,17,18]. High density honeycombed nano-pattern with sub-wavelength size can be obtained from anodic aluminum oxide (AAO) and it can be used for anti-reflection structure. Another approach is the nanoimprinting technique, which enables us to control the morphology of submicron-sized light trap** structures (LTSs) and to fabricate the LTSs on a thin Si substrate in a large area [19,20,21,22,23,24,25,26,27]. Various designs of LTSs have been fabricated by nanoimprinting, including a binary diffraction grating [23] and inverted pyramid shapes [24]. Although conventional LTSs fabricated by nanoimprinting technique are periodic, non-periodic LTSs will enhance light absorption in a wide wavelength range. For example, conventional random pyramid texture for c-Si solar cells [8] and ZnO texture structure for Si-based or chalcopyrite thin film solar cells [28, 29] are reported.
In this study, to obtain non-periodic LTSs, the fabrication of master molds by colloidal lithography using silica particles [23] was combined with nanoimprinting. The colloidal lithography has the advantage of easily controlling the morphology of LTSs in a submicron range and cost reduction and large-area fabrication. The diameter and height of LTSs were controlled by varying the diameter of silica particles (D) and etching time (tet). The silica coverage was controlled by varying the concentration and deposition time of silica solution and spin-coating speed. Non-periodic LTSs were obtained by non-periodic adsorption of silica particles on a Si substrate and dry etching. The combination of colloidal lithography and nanoimprinting for solar cell applications has not been reported yet. We implemented the LTSs on the backside of c-Si/ITO substrates by nanoimprinting technique and evaluated the light confinement performance.
Experimental methods
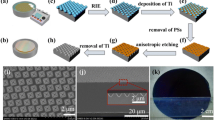
The fabrication process of a master mold of LTSs is shown in Fig. 1a. A 2 × 2 cm2 c-Si substrate was used. c-Si substrates were cleaned by the RCA process. Subsequently, they were immersed in 5% hydrofluoric acid for 1 min to remove a natural oxide. The substrates were immersed in ethylenediamine and irradiated with UV light for 3 h. After that, ethylenediamine was removed with toluene, ethanol, and deionized (DI) water. Silica particles terminated by carboxyl groups (sicastar®, micromod Partikeltechnologie GmbH) were diluted by DI water into 0.1 to 10 wt%. The silica particles with the diameters of 500, 800, 1000, and 1500 nm were used. The colloidal solution of silica particles was stirred with DI water in a homogenizer (Digital Sonifier BRANSON) for 30 min. The deposition of silica particles was carried out by the following two-step method. In our previous work, silica particles terminated by carboxyl groups were sparsely adsorbed on a Si substrate terminated by amino groups, and the density was controlled by controlling the pH in the silica solution [27]. We tried to use the adsorbed silica particles as aggregation nuclei during the second spin-coating. During the second spin-coating, silica particles were attracted to and adsorbed to already adsorbed silica particles. Since the adsorbed silica particles became the aggregation nuclei, the density of silica particles was increased and the silica coverage was also increased. By the two-step method, non-periodically adsorbed silica particles could be obtained. At the first step, 100 µL of this solution was deposited on the c-Si substrate to fully bond the carboxyl groups on the silica particles to the amino groups on the Si substrate for 10 min. At the second step, the solution was spin-coated on the c-Si substrates at 200 rpm for 10 s and dried at 1000–8000 rpm for 30 s. The substrates were etched by reactive ion etching (RIE; Samco RIE-10NR). During the RIE, the silica particles work as an etching mask. The flow rates of CF4 and O2 were 80 and 8 sccm, respectively. Plasma power was kept constant at 100 W. The etching time (tet) was varied from 3 to 25 min. The substrate was immersed in 5% hydrofluoric acid for 1 min to remove the remaining silica particles. The structures of fabricated molds were observed by scanning electron microscopy (SEM; JEOL JSM-7001F).

Schematic diagram of a the fabrication process of a master mold for LTSs and b implementation process of LTSs on a back side of solar cells by nanoimprinting
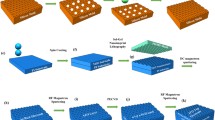
The implementation process of LTSs on the back side of c-Si/ITO substrates is shown in Fig. 1b. The sample size was 1.7 × 1.7 cm2. 100 nm-thick indium tin oxide (ITO) layer was deposited onto mirror-polished Si substrates by radio-frequency (RF) magnetron sputtering. A master mold was transferred to a soft mold by thermal nanoimprinting. The pressure, temperature, and duration were 0.6 MPa, 130 °C, and 1 min, respectively. A primer (mr-APS-1, microresist technology GmbH) was applied to the specimens by spin coating to improve the release from the soft mold. The rotational speed was increased at a constant slope for 60 s and was kept at 5000 rpm for 60 s. After natural drying for 5 min, an UV curable resin (mr-NIL 210, microresist technology GmbH) was deposited by spin coating. Rotation speeds at the first and second steps were 500 rpm for 30 s and 3000 rpm for 25 s, respectively. The thickness of the resin was about 100 nm. The soft mold pattern was transferred to the resin by UV nanoimprinting. The pressure and duration were 0.2 MPa and 1 min, respectively. As shown in Fig. S1, under these nanoimprinting conditions, the morphology of the master mold was successfully transferred to the sample. Silver and aluminum electrodes were deposited on the LTSs. For optical evaluation, the light was incident from the front side of the c-Si/ITO/LTSs/Electrode structure. Reflectance was measured by a spectrophotometer (Jasco V-570). The short-circuit current density (Jsc) was calculated from the reflectance spectra and AM1.5G spectra.
Results and discussion
Figure 2 shows the silica coverage at five points on the substrate when the silica concentration was varied from 0.1 to 10 wt%. The particle size was 800 nm and the rotation speed was fixed at 8000 rpm. The silica coverage was estimated using ImageJ software. Binarization was performed to distinguish between silica particles and other regions. The silica coverage is the ratio of the area of all silica particles to a total area of the SEM image. The silica coverage represents the area fraction of the area of adsorbed silica particles to that of Si substrates and calculated from SEM images as shown in Fig. S2. The silica coverage was increased with increasing the silica concentration until 10 wt% at all the positions. The silica coverage started to saturate at the concentration above 5.0 wt%. This is because at a concentration of 5.0 wt% or higher, a monolayer of silica particles was formed almost all over the substrate by spin coating, and excess silica particles could not reach vacancies and were blown away with the solvent. Although the silica coverage at the center of the substrate was slightly higher than that at the other positions, the silica coverage was generally almost uniform, suggesting that the appropriate rotation speed was set for the uniform deposition.

Silica coverage at each point from the center to edge of the substrate. The particle size was 800 nm and the rotation speed was fixed at 8000 rpm. The silica coverage represents the area fraction of the area of adsorbed silica particles to that of Si substrates and was calculated from SEM images as shown in Fig. S2. Five different images were taken near each position on the silicon wafer and the silica coverage was calculated for each image using ImageJ software. Therefore, error bars indicate the minimum and maximum values of the range of five observations
Figure 3 shows the effect of rotation speed during spin coating on silica coverage. The particle size was 800 nm, and the rotation speed was varied from 1000 to 8000 rpm. The silica solution concentration was 0.1 wt%. The spin coating process is divided into two stages: the first stage is a low-speed process to spread the silica solution uniformly across the substrate, and the second stage is a process to remove the remaining silica solution. Here, the effect of the rotation speed at the second stage on silica coverage was investigated. As the rotation speed was increased, the silica coverage was also increased monotonically. At low rotation speeds, centrifugal force is small and the effect of intermolecular force between silica particles is predominant. Since the migration distance of silica particles is short, if an aggregation nucleus does not exist within the migration distance, the silica particles do not adsorb. Therefore, two kinds of areas where silica particles are aggregated or not are formed. As a result, the silica coverage becomes low. As the rotation speed was increased, the migration distance of silica particles is increased by increasing the centrifugal force. Since the probability for silica particles to adsorb on the Si substrate is increased, the silica coverage is increased. From this result, the rotation speed of 8000 rpm was adopted.

Dependence of silica coverage on rotation speed of spin-coating at the second stage. The particle size was 800 nm and the silica colloid concentration was 0.1 wt%
Figure 4 shows the effect of the size of silica particles on silica coverage. Four silica particle sizes of D = 500, 800, 1000, and 1500 nm were used. The rotation speed and the concentration of the silica solution were 8000 rpm and 0.1 wt%, respectively. The silica coverage was increased with increasing silica particle size. Silica particles on a silicon substrate are subject to centrifugal force, convective force, and capillary force (Fcap). Centrifugal force and convective force are related with long-range assembly and Fcap is related with short-range assembly. Centrifugal force is proportional to the mass of silica particles. Since larger centrifugal force is applied to larger silica particles, the probability to reach capillary assembled region is increased, leading to higher silica coverage. Convective force is caused by hydrodynamic pressure differences due to wetting thickness variation between spots. The spin coating process causes very fast liquid evaporation due to its high-speed spinning. Thus the vapor pressure is a key parameter when selecting a solvent. Since water has a high vapor pressure, rapid liquid evaporation is caused during spin coating. Wetting layer thickness variations are rapidly decreased from center to edge regions on the substrate. Consequently, the effect of the convective force is not so large. Capillary force is the force of attraction between particles and is represented by Eq. (1), which is illustrated in Fig. 5 [30,31,32].
where, γ is the surface tension of the liquid, rc is the radius of the three-phase contact line at the particle surface, Ψc is the mean meniscus slope angle at the contact line, and L is the interparticle distance. From Eq. (1), capillary force is proportional to rc2. rc is increased with increasing D. Therefore, Fcap is increased with increasing D.

Dependence of silica coverage on D. The rotation speed and the silica colloid concentration were 8000 rpm and 0.1 wt%, respectively

Schematic illustration of two particles partially immersed in a liquid layer for capillary attraction
Figure 6 shows the height of LTSs on the Si master molds fabricated by silica particles with different diameters. The rotation speed and the concentration of the silica solution were 8000 rpm and 0.1 wt%, respectively. Regardless of D, the height of LTSs has a maximum with respect to tet. As D increases, tet when the height of LTSs becomes maximum (th-max) increases. Each th-max for D = 500, 800, 100, and 1500 nm was 5, 15, 15, and 25 min, respectively. For D = 500 nm, the maximum height was about 200 nm at tet = 5 min. On the other hand, at D = 1000 nm, the maximum height is about 550 nm around tet = 15 min. Figure 7 shows SEM images of LTSs at D = 800 nm and (a) tet = 3, (b) 5, (c) 10, (d) 15, (e) 20 and (f) 25 min. It can be seen that the structure changes from a dome-shape to a cone-shape at 15 min, which corresponds to the th-max. Around tet = th-max, silica particles started to disappear on the LTSs. By the absence of etching masks, the LTSs themselves were etched and the shape was changed into conical shape and the height of the LTSs was decreased. Therefore, th-max is almost same as the time when the mask disappears and depends on the etching selectivity between Si and SiO2. Etching selectivity is decided by the flow rate of CF4 and O2. The higher fraction of oxygen leads to reduce silica etch rates. The etching selectivity was highest at 10% oxygen at 0.63 and decreased slightly with increasing the oxygen fraction [33]. If etching selectivity was decreased, silica particles would disappear at shorter t and th-max would be decreased and the height of LTSs would be also decreased.

Etching time dependence of the LTS height fabricated by silica particles with a different diameter

SEM images of LTSs on a master mold fabricated by a D = 800 nm, t = 3 min, b D = 800 nm, t = 5 min, c D = 800 nm, t = 10 min, d D = 800 nm, t = 15 min, e D = 800 nm, t = 20 min, and f D = 800 nm, t = 25 min. Silica concentration was 0.1 wt%
Figure 8 shows the reflectance spectra of LTSs fabricated by silica particles with different diameters at tet = 3 min. At tet = 3 min, the height of LTSs was about 100 nm for all the diameters. In the wavelength range from 1000 to 1200 nm, the reflectance is significantly influenced by the reflection on the back side, since the Ag/Al electrode was deposited on the back side. “Ref” shows the reflectance spectra of the structure of c-Si/ITO/Electrode. The nearly 100% reflectance was measured in infrared light range due to back reflection at the rear electrode and low absorption coefficient of Si. The LTSs reduced the reflectance in all the wavelengths compared to the flat sample. The reflectance at 1200 nm was reduced from 98.9 to 81.3% by the LTS with D = 800 nm. The LTSs scattered light and the optical path of the light in the c-Si substrate was increased, leading to the increase in light absorption and the decrease in the reflectance. The reflectance became the lowest at D = 500 and 800 nm. This suggests that there is an optimum aspect ratio of LTSs to reduce the reflectance. Sei et al. showed by finite-difference time domain (FDTD) simulation that the incident light is scattered the most effectively by Si LTSs with a diameter of 700 nm [13]. Sai et al. have studied the light-trap** effect of submicron pyramid textures by numerical simulations and showed that an enhanced light-trap** effect occurs because of submicron textures, especially those of similar sizes, as mentioned above [34]. Therefore, the result that D = 500 and 800 nm are optimal for LTSs corresponds to the previous results.

Color map** of reflectance spectra of LTSs fabricated by silica particles with different D at tet = 3 min. “Ref” shows the reflectance spectra of the structure of c-Si/ITO/Electrode
Figure 9 shows the reflectance spectra of LTSs fabricated by silica particles with D = (a) 500, (b) 800, (c) 1000, and (d) 1500 nm. The tet was varied from 3 to 25 min. “Ref” shows the reflectance spectra of the structure of c-Si/ITO/Electrode. At all etching times, the reflectance was lower than that of the Ref sample and the lowest reflectance of 81.4% at 1200 nm was obtained at D = 800 nm and tet = 5 min. This result corresponds to the previous results. Besides, there is the tet when the reflectance was reduced locally in the whole range (tr-min) for each D. Each tr-min for D = 500, 800, 1000, and 1500 nm was less than 5, 5, 20, and 20 min, respectively. Except for D = 1000 nm, tr-min is less than th-max. One possibility to explain this is the effect of the shape of LTSs. After the height became maximum at th-max, the shape of LTSs was changed from a dome-shape into a cone-shape. This indicates that the dome-shaped LTSs may be preferable for light scattering compared to cone-shaped LTSs. Another possibility is the effect of silica coverage. The silica coverage was increased with increasing D as shown in Fig. 4. The results in Fig. 9 can be divided into two group; low silica coverage group (G1) and high silica coverage group (G2). D = 500 and 800 nm belong to G1 and D = 1000 and 1500 nm belong to G2. In the case of G1, the silica coverage is low. The scattering effect of a single dome-shaped LTS becomes important. In the case of G2, the silica coverage is high. In this case, the cone-shaped LTS assembly has high scattering effect which is similar to a random pyramid texture. In this way, there is a possibility that light scattering is complicatedly determined by a combination of not only height but also shape and coverage of LTSs.

Color map** of reflectance spectra of LTSs fabricated by silica particles with a D = 500 nm, b D = 800 nm, c D = 1000 nm, and d D = 1500 nm. “Ref” shows the reflectance spectra of the structure of c-Si/ITO/Electrode
The projected Jsc (pJsc) was calculated by the reflectance spectra shown in Fig. 8. The pJsc was calculated by the following equation,
where q is the elementary charge, λ is the wavelength of incident light, A is the absorptance, and Nphoton is the number of photons in AM1.5G spectrum. It was assumed that all of the absorbed photons were converted into electron–hole pairs and extracted externally. Figure 10 shows the increment of pJsc against the Ref sample (ΔpJsc). The pJsc was improved compared to the Ref sample at all D and tet. When tet was short, ΔpJsc was higher at smaller diameter. On the other hand, when tet was long, ΔpJsc was higher at larger diameter. This suggests ΔpJsc was increased when the height of LTSs was lower regardless of the diameter. A maximum gain of 1.00 mA/cm2 was observed at D = 800 nm and tet = 5 min, suggesting that D = 800 nm may be the optimal width for near-infrared light in the 1000 to 1200 nm range and lower aspect ratio is preferable.

Finally, the effect of silica coverage on the reflectance was investigated. Figure 11 shows reflectance spectra for each silica coverage. D = 800 nm, rotation speed = 8000 rpm, and tet = 5 min were adopted. Three molds with different silica coverages were prepared by the silica concentrations of 0.5, 2.5 and 10 wt%. The silica coverages of them were 16, 45, and 57%. The mold patterns were transferred to the ITO/Si substrates and reflectance was measured. As shown in Fig. 11a, for each silica coverage, the decrease in reflectance was observed with increasing silica coverage and the reflectance was increased slightly more than 45%. From Fig. 11a, the ΔpJsc was calculated as shown in Fig. 11b. ΔpJsc became the maximum value of 1.55 mA/cm2 at the silica coverage of 45%. Figure 12a, b, and c show SEM images of the molds prepared with the silica coverage of 16, 45, and 57%. The shape of LTSs was dome-shape, since the tet was 5 min. From the SEM images, the fraction of a flat area was decreased with increasing the silica coverage. Since a large flat area increases the fraction of non-scattering light, it leads to the high reflectance. However, the reflectance was almost same above 45%. The flat area with the size around wavelength of incident light has scattering effect such as Mie scattering. It was speculated that such a scattering became prominent around the 45%. When the flat area became smaller further, the effect of the Mie scattering became smaller, leading to the slight decrease in the reflectance. As silica coverage is increased, the aggregation of LTSs became prominent. The aggregation is caused by the solvent. It is believed that if solvents that evaporate slowly are used, the degree of dispersion of the silica particles is increased and the light scattering effect can be enhanced. The pJsc was improved from 2.34 to 3.89 mA/cm2, which corresponds to the improvement by 66%. This leads to the significant contribution to the improvement of Jsc in thin crystalline silicon solar cells.

a Reflectance spectra of LTSs fabricated by different silica coverages. D = 800 nm, rotation speed = 8000 rpm, and tet = 5 min were adopted. Silica coverages of 15, 46, and 57% were obtained by the silica concentrations of 0.5, 2.5, and 10 wt%, respectively. The reflectance of the sample with the LTSs in the visible light region was almost same as that without the LTSs as shown in Fig. S4. b ΔpJsc calculated from the reflectance spectra shown in this figure and Eq. (1). It was assumed that all of the absorbed photons were converted into electron–hole pairs and extracted externally. The pJsc of the reference cell was 2.34 mA/cm2

SEM images of master molds prepared with the silica coverage of a 16, b 45, and c 57%
Conclusion
Submicron-sized LTSs were fabricated by a nanoimprint method. Before nanoimprinting, master molds with submicron-sized patterns were prepared by silica colloidal lithography and reactive ion etching. By controlling silica coverage, tet and D, the density, height, and size of LTSs could be controlled. Regardless of D, the height of LTSs has a maximum with respect to tet. As D increases, the tet when the height of LTSs becomes maximum (th-max) increases. The SEM image revealed that the LTSs were changed from a dome-shape to a cone-shape around tet = th-max. Around tet = th-max, silica particles started to disappear on the LTSs. By the absence of etching masks, the LTSs themselves were etched and the shape was changed and the height of the LTSs was decreased. The reflectance of c-Si/ITO/LTSs/Electrode structure was evaluated by spectrophotometer. The reflectance measurement showed that the LTSs reduced the reflectance in the wavelength range from 1000 to 1200 nm compared to the sample without LTSs. This indicates that the fabricated LTSs exhibit optical confinement performance. The ΔpJsc was calculated from the measured reflectance. Lower aspect ratio leads to higher ΔpJsc. A maximum gain of 1.00 mA/cm2 was observed at D = 800 nm and tet = 5 min, suggesting that D = 800 nm may be the optimal width for the near-infrared light in the range from 1000 to 1200 nm. Furthermore, The pJsc was improved from 2.34 to 3.89 mA/cm2, which corresponds to the improvement by 66%. This leads to the significant contribution to the improvement of Jsc in thin crystalline silicon solar cells.
Data availability
All data supporting the conclusions of this article are included within the article.
Abbreviations
- VIPV:
-
Vehicle-integrated photovoltaics
- LTS:
-
Light trap** structure
- D :
-
Diameter of silica particles
- t et :
-
Etching time
- c-Si:
-
Crystalline Si
- ZnO:
-
Zinc oxide
- ITO:
-
Indium tin oxide
- RF:
-
Radio-frequency
- DI:
-
Deionized
- J sc :
-
Short-circuit current density
- F c a p :
-
Capillary force
- t h-max :
-
tEt when the height of LTSs becomes maximum
- FDTD:
-
Finite-difference time domain
- Ref:
-
Reflectance spectra of the structure of c-Si/ITO/electrode
- t r-min :
-
tEt when the reflectance was reduced locally in the whole range
- G1:
-
Low silica coverage group
- G2:
-
High silica coverage group
- pJ sc :
-
Projected Jsc
- ΔpJ sc :
-
Increment of pJsc against the Ref sample
References
Yamaguchi M, Araki K, Lee K-H, Kojima N, Masuda T, Kimura K, Satou A, Yamada H. Towards creation of mobility society using solar energy. In: Proceedings of the 5th IEEE international conference on smart energy grid engineering, New York: IEEE; 2017. 394.
Yamaguchi M, Masuda T, Araki K, Sato D, Lee K-H, Kojima N, Takamoto T, Okumura K, Satou A, Yamada K, Nakado T, Zushi Y, Ohshita Y, Yamazaki M. Development of high-efficiency and low-cost solar cells for PV-powered vehicles application. Prog Photovolt Res Appl. 2021;29:684–93. https://doi.org/10.1002/pip.3343.
Yamaguchi M, Masuda T, Araki K, Sato D, Lee K-H, Kojima N, Takamoto T, Okumura K, Satou A, Yamada K. Role of PV-powered vehicles in low-carbon society and some approaches of high-efficiency solar cell modules for cars. Energy Power Eng. 2020;12:375–95. https://doi.org/10.4236/epe.2020.126023.
Yamaguchi M, Ozaki R, Nakamura K, Lee K-H, Kojima N, Ohshita Y, Masuda T, Okumura K, Satou A, Nakado T, Yamada K, Araki K, Ota Y, Nishioka K, Takamoto T, Zushi Y, Tanimoto T, Thiel C, Tsakalidis A, Jäger-Waldau A. Development of high-efficiency solar cell modules for photovoltaic-powered vehicles. Solar RRL. 2022;6:2100429. https://doi.org/10.1002/solr.202100429.
Schygulla P, Müller R, Lackner D, Höhn O, Hauser H, Bläsi B, Predan F, Benick J, Hermle M, Glunz SW, Dimroth F. Two-terminal III–V//Si triple-junction solar cell with power conversion efficiency of 35.9 % at AM1.5g. Prog Photovolt Res Appl. 2022;30:869–79. https://doi.org/10.1002/pip.3503.
NREL. “Best Research-cell Efficiency Chart,” https://www.nrel.gov/pv/cell-efficiency.html. Accessed 1 May 2023
Sai H, Oku T, Sato Y, Tanabe M, Matsui T, Matsubara K. Potential of very thin and high‐efficiency silicon heterojunction solar cells. Prog Photovolt. 2019;27:1061. https://doi.org/10.1002/pip.3181.
Bailey WL, Coleman M, Harris C, Lesk I. Texture etching of silicon: method. Patent US 1979, 4137123.
Wang A, Zhao J, Green MA. 24% efficient silicon solar cells. Appl Phys Lett. 1990;57:602–4. https://doi.org/10.1063/1.103610.
Zhao J, Wang A, Dai X, Green MA, Wenham SR. Improvements in silicon solar cell performance. Proceedings of the 22nd IEEE photovoltaic specialists conference; 1991, 399. https://doi.org/10.1109/PVSC.1991.169246.
Kurokawa Y, Aonuma O, Tayagaki T, Takahashi I, Usami N. Effects of surface morphology randomness on optical properties of Si-based photonic nanostructures. Jpn J Appl Phys. 2017;56:08MA02. https://doi.org/10.7567/JJAP.56.08MA02.
Hombe A, Kurokawa Y, Gotoh K, Akagi S, Yamamoto Y, Yurasov D, Novikov A, Usami N. Fabrication of light trap** structure by selective etching of thin Si substrates masked with a Ge dots layer and nanomasks. Jpn J Appl Phys. 2018;57:08RF09. https://doi.org/10.7567/JJAP.57.08RF09.
Sei M, Kurokawa Y, Kato S, Usami N. Investigation of effective near-infrared light-trap** structure with submicron diameter for crystalline silicon thin film solar cells. Jpn J Appl Phys. 2018;57:08RB21. https://doi.org/10.7567/JJAP.57.08RB21.
Ota Y, Hombe A, Nezasa R, Yurasov D, Novikov A, Shaleev M, Baidakova N, Morozova E, Kurokawa Y, Usami N. Formation of light-trap** structure using Ge islands grown by gas-source molecular beam epitaxy as etching masks. Jpn J Appl Phys. 2018;57:08RB04. https://doi.org/10.7567/JJAP.57.08RB04.
Sun T, Liu Y, Tu J, Zhou Z, Cao L, Liu X, Li H, Li Q, Fu T, Zhang F, Yu Z. Wafer-scale high anti-reflective nano/micro hybrid interface structures via aluminum grain dependent self-organization. Mater Des. 2020;194:108960. https://doi.org/10.1016/j.matdes.2020.108960.
Li H, Cao L, Fu T, Li Q, Zhang F, **ao G, Chen Y, Liu X, Zhao W, Yu Z, Zhou Z, Sun T. Morphology-dependent high antireflective surfaces via anodic aluminum oxide nanostructures. Appl Surf Sci. 2019;496:143697. https://doi.org/10.1016/j.apsusc.2019.143697.
Sun T, Tu J, Cao L, Fu T, Li Q, Zhang F, ** capabilities. IEEE Photonics J. 2020;12:1–12. https://doi.org/10.1109/JPHOT.2019.2961566.
Sun T, Shi H, Cao L, Liu Y, Tu J, Lu M, Li H, Zhao W, Li Q, Fu T, Zhang F. Double grating high efficiency nanostructured silicon-based ultra-thin solar cells. Results Phys. 2020;19:103442. https://doi.org/10.1016/j.rinp.2020.103442.
Hauser H, Mellor A, Guttowski A, Wellens C, Benick J, Müller C, Hermle M, Bläsi B. Diffractive backside structures via nanoimprint lithography. Energy Procedia. 2012;27:337–42. https://doi.org/10.1016/j.egypro.2012.07.073.
Trompoukis C, Daif OE, Depauw V, Gordon I, Poortmans J. Photonic assisted light trap** integrated in ultrathin crystalline silicon solar cells by nanoimprint lithography. Appl Phys Lett. 2012;101:103901. https://doi.org/10.1063/1.4749810.
Mellor A, Hauser H, Wellens C, Benick J, Eisenlohr J, Peters M, Guttowski A, Tobías I, Martí A, Luque A, Bläsi B. Nanoimprinted diffraction gratings for crystalline silicon solar cells: implementation, characterization and simulation. Opt Express. 2013;21:A295–304. https://doi.org/10.1364/OE.21.00A295.
Wang E-C, Mokkapati S, White TP, Soderstrom T, Varlamov S, Catchpole KR. Light trap** with titanium dioxide diffraction gratings fabricated by nanoimprinting. Prog Photovolt Res Appl. 2014;22:587–92. https://doi.org/10.1002/pip.2294.
Tucher N, Eisenlohr J, Hauser H, Benick J, Graf M, Müller C, Hermle M, Goldschmidt JC, Bläsi B. Crystalline silicon solar cells with enhanced light trap** via rear side diffraction grating. Energy Procedia. 2015;77:253–62. https://doi.org/10.1117/1.JMM.14.3.031210.
Peter Amalathas A, Alkaisi MM. Efficient light trap** nanopyramid structures for solar cells patterned using UV nanoimprint lithography. Mater Sci Semicond Process. 2017;57:54–8. https://doi.org/10.1016/j.mssp.2016.09.032.
Liu D, Wang Q, Wang Q. Transfer the multiscale texture of crystalline Si onto thin-film micromorph cell by UV nanoimprint for light trap**. Appl Surf Sci. 2018;439:168–75. https://doi.org/10.1016/j.apsusc.2017.12.223.
Hauser H, Mühlbach K, Höhn O, Müller R, Seitz S, Rühe J, Glunz SW, Bläsi B. Tailored disorder: a self-organized photonic contact for light trap** in silicon-based tandem solar cells. Opt Express. 2020;28:10909–18. https://doi.org/10.1364/OE.390312.
Kato S, Watanabe Y, Kurokawa Y, Yamada A, Ohta Y, Niwa Y, Hirota M. Metal-assisted chemical etching using silica nanoparticle for the fabrication of a silicon nanowire array. Jpn J Appl Phys. 2012;51:02BP09. https://doi.org/10.1143/JJAP.51.02BP09.
Wenas WW, Yamada A, Konagai M, Takahashi K. Textured ZnO thin-films for solar-cells grown by metalorganic chemical vapor-deposition. Jpn J Appl Phys. 1991;30:L441–3. https://doi.org/10.1143/JJAP.30.L441.
Hongsingthong A, Krajangsang T, Yunaz IA, Miyajima S, Konagai M. ZnO films with very high haze value for use as front transparent conductive oxide films in thin-film silicon solar cells. Appl Phys Express. 2010;3:051102. https://doi.org/10.1143/APEX.3.051102.
Choi J-Y, Alford TL, Honsberg CB. Solvent-controlled spin-coating method for large-scale area deposition of two-dimensional silica nanosphere assembled layers. Langmuir. 2014;30:5732–8. https://doi.org/10.1021/la5001842.
Denkov N, Velev O, Kralchevski P, Ivanov I, Yoshimura H, Nagayama K. Mechanism of formation of two-dimensional crystals from latex particles on substrates. Langmuir. 1992;8:3183–90. https://doi.org/10.1021/la00048a054.
Kralchevsky PA, Paunov VN, Ivanov IB, Nagayama K. Capillary meniscus interaction between colloidal particles attached to a liquid—fluid interface. J Colloid Interface Sci. 1992;151:79–94. https://doi.org/10.1016/0021-9797(92)90239-I.
Cheon S-E, Lee H-S, Choi J, Jeong AR, Lee TS, Jeong DS, Lee K-S, Lee W-S, Kim WM, Lee H, Kim I. Fabrication of parabolic Si nanostructures by nanosphere lithography and its application for solar cells. Sci Rep. 2017;7:7336. https://doi.org/10.1038/s41598-017-07463-7.
Sai H, Kanamori Y, Arafune K, Ohshita Y, Yamaguchi M. Light trap** effect of submicron surface textures in crystalline Si solar cells. Prog Photovoltaics Res Appl. 2007;15:415–23. https://doi.org/10.1002/pip.754.
Acknowledgements
This work was supported in part by the New Energy and Industrial Technology Development Organization (NEDO) under the Ministry of Economy Trade and Industry of Japan and Nagoya University Research Fund, Japan.
Funding
The study is partially supported by the New Energy and Industrial Technology Development Organization (NEDO) under the Ministry of Economy Trade and Industry of Japan and Nagoya University Research Fund, Japan.
Author information
Authors and Affiliations
Contributions
YK carried out experiment and initial draft of the manuscript. KG and SK supported and advised our experiment. YK and NU gave the final approval of the version of the manuscript to be published. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kimata, Y., Gotoh, K., Miyamoto, S. et al. Fabrication of light trap** structures specialized for near-infrared light by nanoimprinting for the application to thin crystalline silicon solar cells. Discover Nano 18, 72 (2023). https://doi.org/10.1186/s11671-023-03840-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s11671-023-03840-6