
Abstract
Due to an increasing demand for more portable and intelligent electronic devices, strong and flexible fibers which are also electrically conductive and thermally stable are currently on demand. Herein, wet-spun nylon/graphene nanoplatelets (GNPs) and nylon/reduced graphene oxide (rGO) nanocomposite fibers were fabricated in a range of filler loadings and the effect of the type of graphene employed and the presence/absence of ions absorbed into the fibers during coagulation on their structure, processing and properties was evaluated. The diameters were homogenous along the fibers and similar for identical loadings of both fillers. The increasing viscosities of the dopes with increasing filler loadings were, however, reducing progressively the processability of the systems, leading to increasingly thicker and more defective fibers. The nanocomposite fibers behaved as electrically percolated systems, with considerably lower percolation threshold found for the rGO based fibers relative to the GNPs based ones due to the higher aspect ratio of rGO relative to GNPs. The richer surface chemistry of the rGO flakes provided stronger filler–polymer interfaces, leading to a higher optimal loading and effective modulus relative to the GNPs system. Whereas the presence of ions from the coagulation bath did not affect the diameters, microstructure or electrical properties of the fibers, it was found to have an impact on their mechanical properties, thermal stability and melting and crystallization behavior. This knowledge is key to gain control on the design of nanostructured fibers with specific structure and properties that meet the requirements for particular applications in the field of multifunctional textiles.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Smart fabrics and wearable electronics are currently attracting significant attention due to an increasing demand for more portable and intelligent electronic devices in the sports, healthcare, consumer and military sectors. However, the development of these devices is currently limited by the materials available, particularly multifunctional light, knittable (thus, strong and flexible) fibers, whose multifunctional requirements need to balance conflicting microstructural demands. Thus, strong and flexible fibers, which can be embedded into garments or fabrics using traditional textile technologies, and also provide electrical conductivity and high thermal stability are currently strongly required. Such fibers can only be achieved through a rational and strategic design of nanostructured fibers, due to their several tens of microns diameter requirements, which makes nanostructured polymer fibers the only viable solution.
Graphene (an atomically thick planar sheet composed of atoms of sp2 carbon arranged in a honeycomb-shaped lattice) shows outstanding mechanical properties, high flexibility and very good electrical and thermal properties, which makes it a highly promising material for the development of such nanostructured multifunctional polymer fibers. Works reporting the fabrication of graphene/polymer fibers by both wet- and melt-spinning can already be found in the literature, where the researchers demonstrate that the addition of graphene leads to important improvements on the structure and properties of the polymer fibers. For example, Pan et al. [1] reported the fabrication of melt-spun poly(fluorinated ethylene-propylene)/graphene composite fibers with improved mechanical properties relative to those found for the neat polymer fiber. Both the tensile strength and Young’s modulus of the neat polymer fiber were improved by 35.5% and 19.5%, respectively, by adding only 0.3 wt% graphene. Furthermore, these composite fibers also showed a significant improvement on their oil affinity relative to the pure polymer fiber. In a different work, Yan et al. [2] investigated the effects of graphene content and post-stretching ratio on the mechanical properties, hydrophobicity and oleophilicity of melt-spun poly(vinylidene fluoride) composite fibers showing promise for use in oil–water separation processes. In addition to melt-spun fibers, works reporting the fabrication of wet-spun polymer composite fibers based on graphene with improved properties relative to those found for the neat polymer ones can be also found in the literature. Zhao et al. [3] used a wet-spinning route to fabricate polyacrylonitrile/graphene oxide (GO) composite fibers with outstanding mechanical properties and very good thermal stability. With only 1 wt% loading of GO, the composite fibers exhibited enhancements of 40% and 34% in the tensile strength and Young’s modulus, respectively, relative to the neat fiber, whereas their thermal stability was found to improve progressively with increasing GO loadings. All these works demonstrate that the addition of graphene into polymer fibers of a different nature can lead to superior mechanical and thermal properties, thus showing enormous promise as high-performance fibers for a number of applications. However, even though nylon represents a relevant polymer for applications in the wearable electronics and smart textiles sectors, very limited research has been reported on the fabrication and characterization of nylon/graphene nanocomposite fibers. In 2021 Gao et al. [4] reported the fabrication of melt-spun polyamide based nanocomposite fibers reinforced with graphene and GO nanosheets with different lateral sizes, finding maximum improvements of 58.4% and 36.6% for the tensile strength and Young’s modulus, respectively, of the neat polymer fiber with 0.3 wt% loading of small GO flakes. Apart from this work, not much can be found in the literature on the fabrication and characterization of nylon/graphene composite fibers, particularly using wet-spinning to process them. An understanding of the influence of the graphene nature (particularly, aspect ratio and surface chemistry) on the processing, structure and properties of wet-spun nylon-based fibers is still lacking and is, however, key to gain control on the design of fibers with specific dimensions, structure and properties to meet the requirements for a particular application. Furthermore, most of the works reported so far study the mechanical, thermal and chemical properties of the composite fibers, whereas not much research seems to have been done on the development of electrically conductive fibers, suggesting that the potential multifunctionality of graphene based composite fibers has not been explored yet.
Herein, we report the fabrication of wet-spun nylon/graphene nanocomposite fibers in a wide range of filler loadings using two different types of commercially available graphene (i.e. GNPs and rGO). The processing, morphology and microstructure of both systems are evaluated and related to their electrical, mechanical and thermal properties in order to establish their structure/property relationship. The effect of the type of graphene employed as filler, as well as that of the presence/absence of ions absorbed in the fibers from the coagulation bath on their structure and properties is also evaluated to gain insight and optimize both the final materials and the fabrication process. Particular attention is paid to the potential to develop multifunctional fibers (i.e. on the simultaneous improvement of thermal, electrical and mechanical properties), since this will be relevant for some applications in the field of wearable electronics and multifunctional textiles.
2 Experimental part
2.1 Materials
Graphene nanoplatelets (GNPs) from XG Sciences with lateral dimensions of ~ 15 µm and an average thickness in the range of 6–8 nm as quoted by the manufacturer, and reduced graphene oxide (rGO) with lateral dimensions of ~ 40 µm supplied by Avanzare Ltd were used as nanofillers. Nylon 6,6 (Mw ~ 34,000) from Merck Life Science UK Limited was used as the polymer matrix. Trifluoroacetic acid (TFA) and lithium sulfate with purity ≥ 99.99% were purchased from Sigma-Aldrich and used in this work as solvent and coagulant agent, respectively.
2.2 Fabrication of nylon/GNPs and nylon/rGO nanocomposite fibers
Pure nylon, nylon/GNPs and nylon/rGO nanocomposite fibers with different loadings of nanofiller were synthesized by wet-spinning. The spinning dopes were prepared by mixing a 60 mg/mL solution of nylon in TFA with a dispersion of GNPs or rGO in 20 mL of TFA, previously prepared by mechanical stirring at 550 rpm for 24 h (the amount of GNP/rGO will depend on the loading targeted for the final fiber). Subsequently, the dope was placed in a water bath pre-heated at 45 °C and sonicated at 80 Hz for 30 min in order to get a good dispersion of the graphene flakes in the nylon. Dopes with filler loadings from 0 to 17 wt% and from 0 to 10 wt% for GNPs and rGO, respectively, relative to the amount of nylon were prepared (dopes with higher filler loadings could not be prepared due to increments on their viscosities). The dopes were spun through a 0.4 mm diameter needle into the coagulation bath at a constant extrusion rate of 0.02 ml/min. A 75 mg/mL aqueous solution of lithium sulfate and pure distilled water were used as the coagulation baths for the GNPs and the rGO systems, respectively, to fabricate pure nylon and nylon/graphene wet-spun nanocomposite fibers. Once completely coagulated, the nylon/rGO fibers were rinsed first with ethanol and then with distilled water to remove impurities, whereas the nylon/GNPs fibers were immersed in a water bath at room temperature for 48 h in order to remove completely any remaining lithium or sulfate ions coming from the coagulation bath used for their synthesis. After being washed, all the fibers were dried at 60 °C for 24 h.
2.3 Characterization of the nanofillers and wet-spun fibers
The surface chemistry of the graphene fillers was analyzed by FT-IR spectroscopy using a Thermo Scientific Nicolet iS50 FTIR spectrometer using the transmittance mode at room temperature in the frequency range of 400–4000 cm−1. Inductively Coupled Plasma Spectroscopy (ICPS) was used to determine the content of lithium (Li) and sulfur (S) present in the nylon and the nylon/GNPs nanocomposite fibers before and after being washed. The diameters on different regions of at least 20 independent 25 mm long fibers per filler loading were measured using a Nikon Eclipse lv100nd optical microscope and the average value was calculated. The morphology of the as-received GNPs and rGO, as well as those of the polymer and the nanocomposite fibers, were characterized by scanning electron microscopy (SEM) using a FEI Quanta 250 FEG SEM microscope. Raman spectroscopy was used to characterize the structure of the as-received fillers and to evaluate their dispersion in the wet-spun nylon nanocomposite fibers, using a Renishaw inVia confocal Raman spectrometer equipped with a 633 nm laser.
The electrical resistance of the nylon and the GNPs/rGO based nanocomposite fibers was tested by the two-probe method using a Keithley 2450 source meter. The contacts were made with silver paint, which was placed at both extremes of 2 cm long fibers, and at least 10 different 2 cm pieces of each type of fiber were tested in order to evaluate the homogeneity of this property along relatively long lengths of fibers. The electrical conductivity (σ) was calculated from the resistance obtained experimentally using Eq. (1):
where R is the electrical resistance of the fiber, S is its cross-sectional area, and L is the distance between the probes. (In order to minimize the effect of the variation on the diameters of the fibers and their irregular cross-sections on the calculation of their electrical conductivities, their diameters were carefully measured in different regions and an average value was used to calculate their cross-sectional area).
Stress–strain curves for the pure nylon and the nanocomposite fibers were obtained by tensile testing using an Instron 3365 Universal testing machine following the standard ISO11566 for single-filament specimens. A load cell of 10 N and a tensile rate of 2 mm/min were used. Prior to the tests, all specimens were dried in an oven at 60 °C for 24 h to remove any moisture from them and a minimum of 12 specimens per sample were tested. The thermal stability of all the fibers was evaluated by Thermogravimetric analysis (TGA) using a Thermogravimetric analyzer Netzsch STA 449 F5 Jupiter under a nitrogen atmosphere in the range of temperatures from 25 °C to 1000 °C at a heating rate of 10° C/min. Their melting and crystallization temperatures (Tm and Tc, respectively) were determined by Differential Scanning Calorimetry (DSC) using a NETZSCH STA 449 F5 Jupiter analyser. The tests were performed under nitrogen following a heating/cooling/heating process from 30 °C to 300 °C using a heating/cooling rate of 5 °C/min. Each sample was tested 3 times. The relative crystallinity of the polymer and nanocomposite fibers (\(X_{{\text{c}}}\)) was calculated using Eq. (2):
where \({\Delta }H_{f}\) is the melting enthalpy of nanocomposite fiber and \(\Delta H_{m}^{0}\) is the standard enthalpy of the pure nylon.
3 Results and discussion
3.1 Characterization of the GNPs and rGO
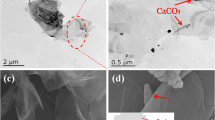
The morphology of the as-received GNPs and rGO nanofillers used to fabricate wet-spun nanocomposite fibers was investigated by SEM, and representative images showing the shape and dimensions of their particles are shown in Fig. 1. The GNPs show lateral dimensions of ~ 18 µm and thicknesses of ~ 7 nm, which correspond to ~ 18–24 layers (Fig. 1a), in good agreement with the information provided by the manufacturer [5], whereas the lateral dimensions of the as-received rGO flakes were ~ 40 µm, and they showed a multilayer structure. Due to the presence of oxygen-containing functional groups on the surface of their flakes, GO and rGO multilayer materials can exfoliate easily into monolayer 2D crystals when they are incorporated into a polar solvent or polymer. Thus, during processing and fabrication of the wet-spun nylon/rGO fibers the as-received multilayer rGO particles will be easily exfoliated into monolayers, whereas the GNPs will keep its intrinsic multilayer structure. The considerably higher aspect ratio of the rGO particles (i.e., monolayers with larger lateral dimensions relative to the GNPs) will, thus, render higher specific surface areas and larger contact areas between filler and polymer in comparison to the GNPs when they are processed as nanofillers in the nanocomposite wet-spun fibers.

SEM images of the as-received GNPs (a) and rGO (b)
The surface chemistry and microstructure of these two fillers was analyzed by FT-IR and Raman spectroscopies, respectively, and the obtained spectra are shown in Fig. 2. The featureless FT-IR spectrum obtained for the GNPs, where only the bands corresponding to Csp2 vibrations at 1585 cm−1 could be seen, revealed an absence of chemical functionalities on the surface of their flakes, as expected for non-functionalized GNPs. The FT-IR of rGO reveals, however, the presence of some functionalities in addition to the Csp2 vibrations, which are typically related to the presence of oxygen-containing functional groups which have not been removed during the process of reduction from the starting GO followed during its synthesis [6], showing a slightly richer surface chemistry relative to the GNPs.

FT-IR (a) and Raman (b) spectra of the GNPs and rGO
Raman spectroscopy is a powerful technique widely used to characterize the structure of carbon-based materials and it has been used here to investigate further the microstructure of the graphene materials used as fillers (Fig. 2b). The Raman spectrum obtained for the GNPs shows the presence of the D-, G- and 2D-bands at 1340 cm−1, 1585 cm−1 and 2690 cm−1, respectively. The D-band is related to the presence of disordered forms of carbon and defects on the material, whereas the G-band is associated with highly ordered (i.e., graphitic/graphenic) regions. The 2D band is the second order of the D band and it is typically used to identify the number of layers present in graphitic/graphenic fillers [7, 8]. As shown in Fig. 2b, the spectrum recorded for the rGO shows the presence of the D- and G-bands, with no presence of the 2D-band, as previously observed for GO and rGO [9]. The ratio of intensities between the D and G bands (i.e. ID/IG) is widely used to evaluate comparatively the level of order/disorder of carbon based materials. From Fig. 2b, it can be seen that the GNPs show a much lower ID/IG relative to the rGO, indicating that the structure of the latter is considerably more defective than that observed for the GNPs. This is attributed to the presence of higher amounts of defects on the carbon Csp2 network of the rGO, including structural defects that must have been introduced during the process of reduction from the starting highly oxidized GO, as well as the presence of some remaining oxygen-containing functionalities (as revealed by FT-IR), which also contributes to increasing the ID/IG value, since functionalization is detected as defects by Raman spectroscopy.
The different chemical surfaces and microstructure revealed by FT–IR and Raman spectroscopy for both graphene fillers, in combination with their different aspect ratios observed by SEM, is expected to render different graphene-polymer interactions in the wet-spun nanocomposite fibers, which will have a strong effect on their structure and properties.
3.2 Structure of the wet-spun nylon/GNPs and nylon/rGO nanocomposite fibers
Nylon/GNPs and nylon/rGO dopes with different filler contents prepared following the experimental process described in Sect. 2.2 were spun into a coagulation bath to fabricate the wet-spun fibers. Whereas the fibers based on rGO were found to coagulate properly in a pure water bath, an aqueous solution of lithium sulfate was required in order to achieve a complete and rapid coagulation of the GNPs based fibers. Thus, these fibers were washed in a water bath for 48 h to remove any Li or S ions that might be adsorbed into them during coagulation. In order to assess the effectiveness of this washing process, the content of Li and S in both the as-prepared and the washed nylon/GNPs fibers was determined by ICPS, and the results obtained are shown in Fig. 3. ICPS results revealed that the as-prepared fibers contained small amounts of both elements (~ 0.1–0.89 wt% and ~ 0.3–2.98 wt% of Li and S, respectively), which must have been absorbed into them during coagulation. The content of Li detected was found to be considerably smaller than that of S and did not seem to be related to the loading of GNPs present in the dope (similar amounts of Li were adsorbed in the fibers independently of their GNPs loading), suggesting that these ions must be randomly trapped in the structure of the fiber during solidification with no selective affinity toward nylon or GNPs. However, the amount of S absorbed did seem to depend on the GNP loading, with higher loadings leading to lower S absorption, suggesting that these anions must be adsorbed by the nylon rather than by the GNPs. Figure 3 reveals that both ions were completely removed from the fibers during the washing process. They must be dissolved in the water bath during the washing time, suggesting a physical absorption with no chemical reactions or cross-linking processes involved.

Lithium and sulfur content (wt%) determined by ICPs in the pure polymer and the nylon/GNPs nanocomposite fibers at different GNPs loadings before and after washing
The diameters of the wet-spun polymer fibers and their nanocomposites were measured from optical microscopy images and its variation with increasing filler loadings for both systems under study is plotted in Fig. 4. It should be noted that the diameters of the nylon/GNPs fibers did not change during the washing process (as shown in Fig. S1), revealing that the presence of ions from the coagulation bath did not have an effect on the fibers dimensions. As shown in Fig. 4, the wet-spun neat nylon fibers showed very similar diameters (~ 130 μm) independently of the coagulation bath employed, with the fibers’ diameters increasing progressively with filler loading for both systems. This observation was attributed to progressive increments on the viscosity of the dopes as the filler content was increased, which led progressively to thicker fibers during the wet-spinning process. Maximum diameters of 158 and 147 μm were found for 17 wt% and 10 wt% loadings of GNPs and rGO, respectively. (It should be noted that these were the maximum loadings prepared due to processing limitations related to the increment on the dopes’ viscosity). Above 8 wt% loading of GNPs, the increment in the fibers’ diameter was less pronounced than below that loading though, probably because the relatively high loadings were approaching their gel-point, hence leading to smaller differences in viscosity as the filler loading kept increasing. In general, the diameters found for all the fibers were relatively homogenous along minimum lengths of 25 mm, independently of the filler or loading, with the error bars obtained from averaging at least 20 individual 25 mm long pieces of fibers being relatively small in all the cases (± 12 µm, which corresponds to a maximum variation of ~ 8.5%). Finally, similar diameters were found for identical loadings of both fillers under study.

Variation of the diameters of washed wet-spun nylon/GNPs and nylon/rGO fibers with filler loading. (The error bars correspond to measurements taken on a minimum of 20 different 25 mm long fibers)
SEM was used to characterize the microstructure of the surface and cross section of the polymer and nanocomposite fibers, and representative images are shown in Fig. 5. The cross-section of all the fibers prepared, independently of the filler, was found not to be completely circular, as previously reported for polymer based wet-spun fibers [10, 11] and they all showed the presence of well distributed micro voids with uniform size all over their cross-sections, which are attributed to the process of solvent exchange occurring during coagulation in a typical wet-spinning process [12, 13]. The SEM images of the cross-section of the fibers also revealed the presence of higher amounts of graphene flakes with increasing filler loadings for both systems under study.

SEM images of: the surface of a nylon fiber coagulated in a lithium sulfate aqueous solution (a) and nylon/GNPs nanocomposite fibers at loadings of 8 wt% (b) and 17 wt% (c); cross section of a nylon fiber coagulated in a lithium sulfate aqueous solution (d) and nylon/GNPs nanocomposite fibers at loadings of 8 wt% (e) and 17 wt% (f); surface of a nylon fiber coagulated in pure water (g) and nylon/rGO nanocomposite fibers at loadings of 4 wt% (h) and 10 wt% (i); cross section of a nylon fiber coagulated in pure water (j) and nylon/rGO nanocomposite fibers at loadings of 4 wt% (k) and 10 wt% (l). (The images of the GNPs based system correspond to washed fibers)
The surface of the washed nylon/GNPs fibers looked quite smooth overall showing uniform surfaces at all the loadings studied here (Fig. 5b,c,e,f). It should be also mentioned that no structural changes could be found on the nylon and nylon/GNPs composite fibers before and after washing, suggesting that the removal of the Li and S ions did not introduce defects on the fibers or modify their diameters. SEM images of the surface (Fig. 5g–i) and cross section (Fig. 5j–l) of the nylon/rGO system revealed smooth and relatively defect free structures up to a considerably lower filler loading (~ 4 wt%) in comparison to the GNPs system (which showed smooth surfaces up to a filler loading of ~ 17 wt%). The higher aspect ratio and specific surface area of the rGO flakes relative to the GNPs resulted in dopes with higher viscosities for similar filler loadings, leading to the formation of fibers with structural defects at a considerably lower loading.
Raman spectroscopy was used to investigate further the microstructure of the nanocomposite fibers and evaluate the dispersion of the two types of filler particles in the polymer matrix at the studied loadings. The Raman spectra of the fibers (Fig. S2) showed the presence of features coming from both components (polymer matrix and filler), with increasing intensity of the filler Raman bands relative to those from the polymer as the filler loading increases, suggesting a good integration of the filler particles in the polymer matrix during the preparation of the dopes and subsequent wet-spinning in all the cases, independently of the filler loading or nature. In addition, the Raman spectra obtained from several randomly selected points in each fiber showed similar ratio of intensities between the bands of the polymer and those of the filler for both systems at all the studied loadings, revealing a uniform dispersion of the GNPs/rGO particles in the nylon nanocomposite fibers up to the maximum loadings studied here (i.e. 17 and 10 wt% for the GNPs and rGO systems, respectively). (It should be noted that at very high filler loadings some small graphene agglomerates must be formed, however, they must be homogeneously distributed in the polymer matrix, as revealed by the Raman spectroscopy results). This observation reveals that the method used here to prepare the spinning dopes and fabricate the nanocomposite fibers is effective in rendering a good integration and dispersion of both types of filler particles in the nylon matrix, with the main processing limitation being the increment on the dopes’ viscosities at increasing filler loadings, which was found to lead progressively to thicker and more defective fibers, being this tendency more pronounced for the rGO system.
3.3 Electrical properties of the nylon/GNPs and nylon/rGO fibers
The electrical properties of the nanocomposite fibers based on GNPs (both washed and non-washed) and rGO were investigated. The resistance of the fibers was tested following the method described in Sect. 2.3 and their electrical conductivities were subsequently calculated using Eq. (1). Like for their diameters and microstructure, the electrical conductivity of the GNPs based fibers was found not to change during the washing process (shown in Fig. S3), suggesting that the presence/removal of Li and S ions adsorbed in the fibers did not have any effect on their electrical conductivities. The variation of the conductivity with filler loading for the systems based on GNPs and rGO are plotted in Fig. 6. The nanocomposite fibers show the typical behavior of electrically percolated systems, as expected for any composite material where a conductive filler is incorporated into a non-conductive polymer matrix. At low filler loadings, the conductive particles are uniformly distributed in the matrix, without being in contact to each other, thus showing the behavior of a non-conductive material. As the filler content increases, the filler particles start being in contact with each other and forming conductive paths in the polymer matrix through which the electrons can travel. The transition from non-conductive to conductive behavior corresponds to the percolation threshold [6], above which increasing number of conductive paths are formed in the nanocomposite as the filler loading increases, leading to progressively higher electrical conductivities until saturation, where the overall nanocomposite conductivity reaches the filler’s intrinsic conductivity.

Variation of the electrical conductivity of (washed) nylon/GNPs and nylon/rGO composite fibers with filler loading. (Error bars are in the range of 0.0097–0.046)
Since these fibers show the typical behavior of a percolated system, the percolation threshold (Pc) and the conductivity exponent (t) could be determined for the two systems under study using the classic percolation theory (Eq. 3):
where \(\sigma_{{\text{c}}}\) and \(\sigma_{{\text{f}}}\) are the conductivity of the nanocomposite and the filler, respectively, P and Pc are the filler loading and the percolation threshold, respectively, and t is the conductivity exponent. This exponent indicates the dimensionality of the conductive network of nanoparticles formed in the polymer matrix, with a value between 1.1 and 1.3 being accepted as indicative of a 2D network system and higher values typically indicating a 3D system [14].
Pc values of ~ 13 wt% and ~ 4.5 wt% were found for the GNPs and rGO systems, respectively, showing that the addition of rGO to the nylon led to a considerably lower percolation threshold than the addition of GNPs, due to the higher aspect ratio and surface area of rGO relative to GNPs, which facilitates the formation of conductive paths in the matrix at lower loadings. A similar value of t (~ 1.33) was found for both systems, suggesting that they both follow a 3D conduction mechanism. This result confirms that 3D networks of graphene flakes can be formed in the polymer matrix despite being confined to diameters in the range of 130–165 μm, leading to conductive 1D-dimensional nanocomposites with maximum conductivities of ~ 0.1 S/m and ~ 0.2 S/m for ~ 17 wt% and ~ 5 wt% loadings of GNPs and rGO, respectively. It is worth noting that the percolation thresholds found for both systems (i.e. ~ 13 wt% and ~ 4.5 wt% for GNPs and rGO, respectively) are below or very close to the critical loadings above which structural defects were revealed by SEM (at ~ 17 wt% no clear defects could be found on the fibers filled with GNPs, whereas at ~ 4 wt% structural defects started to appear in the fibers filled with rGO), which gives light to the possibility of fabricating electrically conductive fibers with none or relatively small content of structural defects using these two nanofillers. Finally, it should be noted that even though the 2-probe method is often considered to be more sensitive to the contact resistance than the 4-probe method [15, 16], the values obtained for the conductivities of these wet-spun fibers using both methods were found to be very similar (SI), probing the 2-probe method as a reliable method to determine these fibers’ conductivities.
3.4 Mechanical properties of the nylon/GNPs and nylon/rGO fibers
The mechanical properties of the fibers fabricated here were evaluated by tensile testing and the results are shown in Fig. 7. The stress–strain curves obtained revealed glass polymeric behavior for all of them, with the nanocomposite fibers showing improvements on the mechanical properties relative to the pure nylon fibers for both systems.

Stress–strain curves of the non-washed (a) and washed (b) nylon/GNPs and nylon/rGO (c) fibers at different filler loadings. Variation of the modulus with filler loading for the washed/non-washed nylon/GNPs and nylon/rGO fibers (d)
The variation of the Young’s modulus of the fibers with increasing GNPs and rGO loadings (Fig. 7d) reveals linear increments of the Young’s modulus of the nylon for the washed and non-washed GNPs fibers and rGO fibers, up to optimal loadings of ~ 3 wt% and ~ 4 wt% for the GNPs and the rGO systems, respectively. The addition of 3 wt% loading of GNPs was found to render an increment of ~ 64% relative to the neat polymer fiber for the as-prepared fibers, with this increment being reduced to ~ 32% after the washing process. Previous studies have shown that when nylon is dissolved in a strong acid in the presence of a lithium salt, the amide groups of the nylon chains coordinate with the lithium ions forming stronger hydrogen bonds and, thus, promoting some conformational changes on the nylon chains [17], which might explain the improved mechanical properties observed for the fibers before being washed.
The optimal loading found for the rGO system (~ 4 wt%) was higher than that found for the systems based on GNPs (~ 3 wt%), reaching a maximum increment of the polymer modulus of ~ 137%. This higher optimal loading found for the rGO system relative to the GNPs one must be related to the presence of oxygen-containing functionalities on the surface of the rGO flakes, not present in the GNPs (as revealed by FT-IR, Fig. 2a), which must lead to stronger filler particles-polymer interactions and, thus, to better dispersions up to higher loadings relative to the GNPs and enhanced stress-transfer efficiency. The moduli of the fibers were found not to improve any further at loadings above those optimal loadings in any of the systems studied though, probably due to the formation of small agglomerates of filler particles in the polymer matrix through π–π interactions and Van der Waals forces, as previously reported in literature for bulk nanocomposites based on similar nanofillers [18], with this agglomeration occurring at higher loadings for the rGO system due to its richer surface chemistry and the stronger filler–polymer interfaces. (It should be mentioned that at the high filler loadings some small graphene agglomerates must be formed, as mentioned in Sect. 3.2, however, they must be homogeneously distributed in the polymer matrix and that is why Raman spectroscopy reveals an overall good distribution of the filler particles in the polymer matrix in all the cases).
Since there is a linear increment of modulus (Ec) with filler loading up to those optimal values, a modified rule of mixtures can be employed to determine the effective modulus (Eeff) of the fillers in the nanocomposites from the data plotted in Fig. 7d given by Eq. (4):
where Em is the Young’s modulus of the polymer matrix, Vp and Vm are the volume fractions of filler and matrix, respectively, within the nanocomposite (with Vp + Vm = 1).
The effective Young’s modulus of the fillers in the nanocomposite fibers (Eeff) can be determined from the slope of the linear region from Fig. 7d, giving values of 4.24 GPa for the GNPs in the non-washed system (reduced to 1.04 GPa after washing) and of 3.96 GPa for the rGO. The effective Young’s modulus of the fillers in the nanocomposites (Eeff) is lower than that of the particles (Ep), as a result of their random orientation and finite length. We can, thus, relate Eeff to Ep through the following relationship (Eq. 5):
where η0 is the Krenchel orientation factor that depends on the average orientation of the particles and ηl is the length parameter that is used to allow for poor stress transfer at the filler-matrix interface for particles with small lateral dimensions (ηl = 1 for perfect stress transfer and ηl = 0 for no stress transfer). The values of Ep are calculated here assuming that η0 = 8/15, since the graphene flakes are considered to be randomly oriented in the polymer matrix [19] and ηl = 1, assuming that the filler particles are long enough for end effects to be ignored. Consequently, the values for Ep determined for these reinforcements from the slopes of the linear fitting of the data up to their optimal loadings are 7.95 GPa for the GNPs in the non-washed fibers (reduced down to 1.95 GPa after the washing process), and 7.4 GPa for the rGO in the nylon/rGO fibers. The stronger interfaces between rGO and the polymer relative to GNPs seem to lead to a better dispersion of the flakes in the matrix up to higher loadings and to an enhanced stress-transfer efficiency, thus leading to a higher optimal loading, as well as a higher Eeff relative to the washed GNPs system (i.e. when none of the systems contain ions). This phenomenon has been previously observed in bulk polymer nanocomposites where graphene flakes with oxygen-containing functionalities on their surfaces were found to lead to higher optimal loadings and enhanced levels of reinforcement relative to unfunctionalized graphene materials through stronger filler–polymer interfaces [20, 21]. The values of Eeff determined for the GNPs in the non-washed system was considerably higher than that found for the washed one though, getting close to that one found for the rGO. Even though the interface between nylon and rGO must be considerably stronger than that between nylon and GNPs, the mechanical reinforcement promoted by the presence of Li ions in the as-prepared GNPs fibers seemed to contribute positively to the overall mechanical reinforcement of the GNPs fibers, leading to levels of reinforcement which are comparable to those found for the rGO system.
Although the addition of these fillers to the polymer fiber was found to lead to important increments of modulus relative to the pure polymer fiber, their Eeff are still lower than the 1 TPa theoretically predicted for unfunctionalized and defect-free monolayer graphene [19]. The multilayer structure of the GNPs and the presence of wrinkles and structural defects caused by the reduction process followed to synthesize the rGO must be contributing to a deterioration of the interfacial strength between filler and polymer relative to that expected for perfect monolayer graphene, thus leading to Eeff which are below the theoretically predicted value.
Finally, no increases in strength or strain at break were found in these systems at any of the studied loadings (Fig. S4), which is totally consistent with works previously reported on bulk graphene/polymer nanocomposites [22]. This finding is typically attributed to the graphene flakes forming small agglomerates at the interface between polymer and filler particles through π-π interactions and Van der Waals forces, leading to a reduction of the strength and strain at break relative to those found for the pure polymer [21]. It should be mentioned that, even though the washing process was found to affect strongly the modulus of the GNPs fibers, it did not show important variations on their stress or strain at break, rendering similar values in all the cases (SI).
3.5 Thermal properties of the nylon/graphene fibers
3.5.1 Thermal stability of the nylon/graphene fibers
TGA analysis was performed on the nylon and the nanocomposite fibers based on GNPs (both as-prepared and washed) and based on rGO in order to study their non-oxidative thermal stability, and the curves obtained are shown in Fig. 8a and b, respectively. As shown in Fig. 8a, the fibers filled with GNPs show different weight loss curve profiles before and after washing, implying that the washing process affects their non-oxidative thermal stability. In the case of the non-washed system, the pure polymer and the nanocomposite fibers show similar profiles, with the main mass loss occurring at ~ 336 °C at filler loadings ≤ 3 wt% and ~ 420 °C at higher loadings. The degradation temperature of the polymer (Td, defined here as the temperature at which 20 wt% weight loss was observed) was found to increase with increasing loadings of GNPs, as shown in Fig. 8c, reaching a maximum increment of 85 °C at 13 wt% loading, with higher loadings not showing any further improvement. Two additional weight losses, corresponding to 2–6 wt% and 4–10 wt% could be found in the TGA curves of these fibers at the temperature ranges of ~ 200–250 °C and ~ 700–750 °C, respectively, which we attribute to the thermal degradation and release of compounds generated by thermally treating the ions embedded into the non-washed fibers since these weight losses could not be identified in the TGA curves of the equivalent washed ones (Fig. 8a). Indeed, after washing, only one main weight loss was observed for the pure nylon fiber and the nanocomposite fibers appearing between 386 and 420 °C, which corresponds to a mass loss of between 85 and 94 wt% depending on the filler loading. The values of Td for the washed fibers were considerably higher than those found for their equivalent non-washed at loadings below 3 wt%, with them being quite similar to each other at higher loadings. This must be related to the coordination between the Li ions and the nylon molecular chains forming a nylon molecular structure with strong hydrogen bonds as discussed above, which must not be highly stable thermally and starts to decompose at ~ 200 °C, as revealed by the TGA curves and, thus, the removal of those ions leads to considerable improvements on the fibers’ thermal stabilities. This is particularly pronounced for the fibers with low loadings of GNPs, probably because those contain higher polymer contents to coordinate with the Li, whereas the increase of loading of GNPs on cost of the amount of polymer in the nanocomposite fiber must hinder the formation of such thermally unstable structure, leading to higher thermal stabilities. The Td of the washed GNPs fibers was found to increase progressively with filler loading, reaching a maximum improvement of ~ 34 °C for 13 wt% loading of GNPs, although these improvements were less pronounced than those found for the non-washed system (probably because the washed polymer fiber already showed higher Td relative to its non-washed equivalent). The residual mass found in both as-prepared and washed systems after heating the fibers at 1000 °C (Fig. 8d) was, in general, consistent with the loadings of GNPs incorporated into the spinning dopes during the manufacturing process, evidencing that the GNPs are not lost during the wet spinning or washing processes. The residual masses found for the washed fibers were, however, a bit higher than those found for their non-washed equivalents, which must be related to the presence of ions in their structure contributing to the total weight of the fiber, hence leading to a lower relative weight of graphene in the overall fiber.

TGA curves of the washed and non-washed nylon/GNPs (a) and nylon/rGO (b) nanocomposite fibers. Variation of Td (c) and residual mass (d) with filler loading for the three systems under study
The TGA curves obtained for the rGO based system (Fig. 8b) showed just one weight loss for the pure nylon and all the nanocomposite fibers in the range of temperatures of ~ 400–419 °C, which corresponds to a weight loss of ~ 84–93 wt%, depending on the filler loading. As shown in Fig. 8c, the addition of rGO did not lead to important increases of the Td of the nylon fiber. (Even with 6 wt% loading of rGO, the value for the Td the nylon/rGO nanocomposite fiber was very close to that found for the pure nylon one). The Td found for these fibers were, however, very close to those found for the GNPs fibers coagulated in an aqueous solution of lithium sulfate followed by a washing process to remove the adsorbed ions, whereas the thermal stability of the fibers containing ions on its structure was considerably reduced. Finally, as for the washed GNPs based system, the residual mass in the rGO system was consistent with the loading of filler incorporated into the nylon during fabrication, which suggests again that no portion of the rGO added to the system was lost during the fiber manufacturing/processing.
3.5.2 Melting and crystallization behavior of the nylon/graphene fibers.
DSC analysis was performed on all the fibers under study and the curves obtained are shown in Fig. 9a, b. The variation of their melting (Tm) and crystallization (Tc) temperatures with increasing filler loadings are plotted in Fig. 9c and d, respectively. Figure 9c shows that no variation of the Tm with filler loading was found for the nylon/GNPs washed system, whereas it was observed to increase progressively with increasing filler loading for the non-washed one, reaching a maximum value of ~ 260 °C at ~ 13 wt% loading, which was very similar to the values of Tm shown for the washed fibers at all studied loadings. This observation suggests that the presence of ions absorbed onto the fibers affects negatively their melting behavior. The higher ion content found in the fibers with lower GNPs loadings (revealed by ICPS, Fig. 3) seemed to lead to lower Tm, which were found to increase with increasing GNPs loadings (thus, progressively lower ions content), reaching eventually, at ~ 13 wt% loading of GNPs, a similar Tm to that found for the washed system, probably because at such GNPs loading the content of ions is already quite low, as revealed by ICPS. The addition of rGO to the polymer fibers did not to lead to any increment of the nylon Tm (similarly to what was found for the washed GNPs system), suggesting a similar behavior of both fillers when no ions are present in the systems.

Heating and cooling curves from the DSC of nylon/GNPs (a) and nylon/rGO (b) fibers. Variation of Tm (c), Tc (d) and Xc (e) with filler loading in the nylon/GNPs and nylon/rGO fibers
The addition of GNPs led to progressive increments on the Tc of the polymer fibers, both for the washed and the non-washed systems (Fig. 9d), with both systems reaching similar values (a maximum increase of ~ 8 °C for 15 wt% loading of GNPs was found in both cases), independently of the presence/absence of ions, showing no effect of the washing process on the Tc of the fibers. The rGO system showed a similar behavior, with the Tc progressively increasing with rGO loading. However, the Tc achieved for the fibers containing rGO were a bit higher than those achieved by adding GNPs to the polymer, reaching a maximum increment of 9 °C for 8 wt% loading of rGO. This observation suggests that the crystallization process must depend on the nature of the graphene used as filler (i.e. dimensions and surface chemistry) with no clear effect of the presence of ions, unlike what was found for their melting processes.
The degree of crystallinity (Xc) for the pure nylon fiber and the nanocomposite fibers was calculated from the DSC curves using Eq. (2) and the results are shown in Fig. 9c. The Xc for the pure nylon was ~ 40% and ~ 36% after and before washing, respectively, and these values were found to increase progressively by adding higher loadings of GNPs (in both washed and non-washed systems), showing both systems similar values for identical GNPs loadings. Thus, like for the Tc, the adsorption of ions, hence the washing process, into the fibers did not seem to affect Xc. The addition of rGO to the nylon fibers led to a more pronounced increment on the Xc of the nylon though, showing a progressive increase with loading, and reaching a maximum value of 47.8% for 8 wt% rGO content. Both Tc and Xc seemed to depend on the nature of the filler particle, whereas they did not seem to depend on the presence/absence of ions. These results suggest that both GNPs and rGO must be acting as a nucleating agent promoting the crystallization of the nylon in the nanocomposite fiber and, thus, leading to higher Tc and Xc. This effect was found considerably more pronounced for the rGO relative to the GNPs, which we attribute to the larger aspect ratios and richer surface chemistry of rGO promoting stronger interactions between filler and polymer as well as enhanced dispersions of the filler particles in the polymer. These higher Xc observed for the rGO based system must be also contributing to the superior mechanical properties found for the nylon/rGO fibers relative to the nylon/GNPs ones.
Summarizing, the melting behavior of these nylon/graphene nanocomposite fibers was found to be affected by the amount of absorbed ions (hence, by the washing process), while the nature of the graphene used as filler did not seem to play a key role, whereas the opposite effect was observed for the crystallization process. The presence/absence of ions did not seem to influence neither the Tc nor the Xc, whereas the nature of the filler (aspect ratio and surface chemistry) was found to have an impact on both crystallization properties.
In order to become capable of designing nanostructured fibers with specific structure, electrical, mechanical and thermal properties that meet the requirements for particular applications, it is vital to develop a deep understanding of the relationship between their formulation, structure and performance. The knowledge developed here on how specific formulations of wet-spun nanocomposite fibers affect their electrical, mechanical and thermal properties (a summary of the properties found for specific fibers is shown in SI) represents a first step toward gaining control on the fabrication of multifunctional fibers with tuned performances, that will also offer the opportunity to develop further multifunctionality.
4 Conclusions
Nylon/GNPs and nylon/rGO fibers with different filler loadings were successfully fabricated by wet-spinning. Whereas the fibers based on rGO were found to coagulate properly in a pure water bath, an aqueous solution of lithium sulfate had to be used in order to achieve a complete and rapid coagulation of the GNPs based fibers. ICPS results revealed the absorption of Li and S ions onto the as-prepared GNPs fibers, which were completely removed by a washing process. The increasing viscosities of the dopes with increasing filler loadings were found to progressively reduce the processability of the systems, leading to increasingly thicker and more defective fibers, with these structural defects appearing at loadings above 17 wt% and at ~ 4 wt% for the GNPs and rGO systems, respectively. The diameters of the fibers were homogenous along the fibers, and similar for identical loadings of both fillers. The nanocomposite fibers showed the typical behavior of electrically percolated systems, with considerably lower percolation threshold found for the rGO (~ 4.5 wt%) relative to the GNPs (~ 13 wt%) due to the higher aspect ratio of rGO relative to GNPs. A similar value of t (~ 1.33) was determined for both systems, suggesting that both systems follow a 3D conduction mechanism, reaching maximum conductivities of ~ 0.1 S/m and ~ 0.2 S/m for ~ 17 wt% and ~ 5 wt% loadings of GNPs and rGO, respectively, with these not being affected by the presence/removal of the ions from the coagulation bath.
The richer surface chemistry of the rGO flakes relative to the GNPs led to stronger filler–polymer interfaces, which was translated into a higher optimal loading and effective modulus relative to the washed GNPs system. The presence of Li ions promoting stronger hydrogen bonds between the polymer chains was found to contribute positively to the mechanical properties of the non-washed GNPs fibers, which achieved similar modulus to those found for the rGO system. No increases in strength or strain at break could be observed in any of the systems though. TGA analysis revealed very similar values of Td for the GNPs washed fibers and the rGO ones, with those values being considerably reduced for the equivalent non-washed GNPs ones, which was related to the presence of ions lowering the overall thermal stability of the nanocomposite material. The Td of the pure nylon was found to increase progressively with GNPs loading, with this improvement being more pronounced for the non-washed system, whereas no increase was found by adding rGO. The melting processes of these nanocomposite fibers depended on the presence of absorbed ions, whereas the nature of the graphene did not seem to play a key role, with both types acting as nucleating sites for the melting process of these nanocomposite fibers. However, opposite results were found for the crystallization processes: the presence of ions did not seem to influence the Tc or Xc, whereas they were found to strongly depend on the nature of the filler (i.e. aspect ratio and surface chemistry), with the rGO promoting the crystallization further than the GNPs.
The knowledge developed here is key to become capable of designing nanostructured fibers with specific structure, electrical, mechanical and thermal properties that meet the requirements for particular applications and will represent ‘platforms’ to develop further multifunctionality (e.g. sensing or actuation ability).
References
Pan J, **ao C, Huang Y, Zhu Z (2020) Preparation and properties of melt-spun poly (fluorinated ethylene-propylene)/graphene composite fibers. Polym Compos 41:233–243
Yan J, **ao C, Huang Y, Zhang T (2022) Study of crystal structure and properties of poly(vinylidene fluoride)/graphene composite fibers. Polym Int 71:26–37. https://doi.org/10.1002/pi.6279
Zhao R, Tian M, Qu L et al (2019) Wet-spinning assembly of continuous and macroscopic graphene oxide/polyacrylonitrile reinforced composite fibers with enhanced mechanical properties and thermal stability: wet-spinning assembly of continuous and macroscopic graphene oxide/polyacrylonitrile. J Appl Polym Sci 136:46950. https://doi.org/10.1002/app.46950
Gao X-F, Yu W-G, Han N, Zhang X-X (2022) Fabrication of super-strength PA66/graphene nanocomposite fibers reinforced with small lateral-sized graphene and graphene oxide nanosheets. J Mater Sci 57:14297–14309. https://doi.org/10.1007/s10853-022-07113-y
Zhang Q, Wang YC, Bailey CG et al (2018) Quantifying effects of graphene nanoplatelets on slowing down combustion of epoxy composites. Compos B Eng 146:76–87. https://doi.org/10.1016/j.compositesb.2018.03.049
Marsden AJ, Papageorgiou DG, Vallés C et al (2018) Electrical percolation in graphene–polymer composites. 2D Mater 5:032003. https://doi.org/10.1088/2053-1583/aac055
Tang B, Guoxin H, Gao H (2010) Raman spectroscopic characterization of graphene. Appl Spectrosc Rev 45:369–407. https://doi.org/10.1080/05704928.2010.483886
Thakur S, Karak N (2012) Green reduction of graphene oxide by aqueous phytoextracts. Carbon 50:5331–5339. https://doi.org/10.1016/j.carbon.2012.07.023
Hidayah NMS, Liu W-W, Lai C-W et al (2017) Comparison on graphite, graphene oxide and reduced graphene oxide: synthesis and characterization. Penang, Malaysia, p 150002
Jiang B, Zhang T, Xu Z, Zhao Y (2021) Wet-spun porous fibers from high internal phase emulsions: continuous preparation and high stretchability. J Polym Sci 59:1055–1064. https://doi.org/10.1002/pol.20210141
Kang K-W, Choi C-W, ** J-W (2021) A wet-spinning process for producing carbon nanotube/polyvinylidene fluoride fibers having highly consistent electrical and mechanical properties. Polymers 13:4048. https://doi.org/10.3390/polym13224048
Dhand V, Mittal G, Rhee KY, Park S-J (2017) Synthesis and comparison of different spinel ferrites and their catalytic activity during chemical vapor deposition of polymorphic nanocarbons. Int J Precis Eng Manuf-Green Tech 4:441–451. https://doi.org/10.1007/s40684-017-0049-3
Pérez EM, Martín N (2015) π–π interactions in carbon nanostructures. Chem Soc Rev 44:6425–6433. https://doi.org/10.1039/C5CS00578G
Dong M, Zhang H, Tzounis L et al (2021) Multifunctional epoxy nanocomposites reinforced by two-dimensional materials: a review. Carbon 185:57–81. https://doi.org/10.1016/j.carbon.2021.09.009
Šafá V, Grégr J (2010) Electrical conductivity measurement of fibers and
Rebouillat S, Lyons MEG (2011) Measuring the electrical conductivity of single fibers. Int J Electrochem Sci 6:5731–5740. https://doi.org/10.1016/S1452-3981(23)18440-9
Wu Y, Xu Y, Wang D et al (2004) FT-IR spectroscopic investigation on the interaction between nylon 66 and lithium salts. J Appl Polym Sci 91:2869–2875. https://doi.org/10.1002/app.13495
Deng L, Young RJ, van der Zwaag S, Picken S (2010) Characterization of the adhesion of single-walled carbon nanotubes in poly(p-phenylene terephthalamide) composite fibers. Polymer 51:2033–2039. https://doi.org/10.1016/j.polymer.2010.02.040
Young RJ, Liu M, Kinloch IA et al (2018) The mechanics of reinforcement of polymers by graphene nanoplatelets. Compos Sci Technol 154:110–116. https://doi.org/10.1016/j.compscitech.2017.11.007
Vallés C, Beckert F, Burk L et al (2016) Effect of the C/O ratio in graphene oxide materials on the reinforcement of epoxy-based nanocomposites. J Polym Sci Part B Polym Phys 54:281–291. https://doi.org/10.1002/polb.23925
King JA, Via MD, Morrison FA et al (2012) Characterization of exfoliated graphite nanoplatelets/polycarbonate composites: electrical and thermal conductivity, and tensile, flexural, and rheological properties. J Compos Mater 46:1029–1039. https://doi.org/10.1177/0021998311414073
Li Z, Young RJ, Wilson NR et al (2016) Effect of the orientation of graphene-based nanoplatelets upon the Young’s modulus of nanocomposites. Compos Sci Technol 123:125–133. https://doi.org/10.1016/j.compscitech.2015.12.005
Acknowledgements
The authors would like to acknowledge the European Union’s Horizon 2020 research and innovation program EU-Horizon 2020 RIA (“Graphene Core 3” GA: 881603) and the Henry Royce Institute for Advanced Materials, funded by EPSRC grants EP/R00661X/1, EP/S019367/1, EP/P025021/1 and EP/P025498/1 for funding this work. Ian A. Kinloch also acknowledges the Royal Academy of Engineering (RCSRF1819\7\30) and Morgan Advanced Materials for funding his chair.
Author information
Authors and Affiliations
Contributions
Z.W., C.V. and I.K. conceived the idea and designed the experiments. Z.W. did all the experimental work and wrote a first draft of the manuscript. All authors discussed the results and contributed to their scientific interpretation as well as to the writing of the final version of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wang, Z., Kinloch, I. & Vallés, C. Structure and properties of wet-spun nylon/graphene nanocomposite fibers. Graphene and 2D mater 9, 111–124 (2024). https://doi.org/10.1007/s41127-024-00074-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41127-024-00074-w