
Abstract
The reduction of CO2 emissions is closely linked to the development of highly efficient and economical steel components in plant and process engineering. To withstand the high combined corrosive, tribological, thermal, and mechanical stresses, wear-resistant coatings tailored to the application and steel grade are used. In addition to the increasing demand to substitute conventional cobalt alloys with nickel alloys, there is also a growing need for defined or functional surfaces of high integrity. Due to high tool wear, milling operations required to produce the complex geometries of the components are often not economically feasible for SMEs. By means of alloy modification of the filler metals for nickel-based plasma build-up welded wear-resistant coatings and by the use of innovative ultrasonic-assisted milling processes more favourable machinability shall be achieved without reducing the wear protection potential. In this paper, the influence of the microstructure and precipitation morphology adjusted by means of alloy modification on the machinability is investigated. This is done based on a wear protection alloy NiCrMoSiFeB (trade name: Colmonoy 56 PTA) typically used for screw machines, which substitutes conventional CoCr alloys (Stellite). Metallurgical investigations and in-situ measurements of occurring process forces and temperatures at the tool cutting edge during milling as well as subsequent investigations of tool wear and surface integrity allow a detailed analysis and correlation between microstructural properties and machinability. For the cast samples, a clear change in the microstructure and hardness can be seen through the addition of Al, Ti, or Nb. These differences lead to an improvement in the machining process for Nb. Al and Ti cause long-needled or star-shaped precipitations and hardness increases, which lead to higher cutting forces and increased tool wear.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
With the goal of climate neutrality, the requirements for highly stressed components in plant and process engineering are increasing. For steel components, protection is provided by wear-resistant coatings specially adapted to the application, e.g., in screw machines. The Co alloys used in this process are subject to high price and supply risks as well as health risks, and limits have been lowered for this purpose. In connection with the growing requirements for corrosive stress resistance at elevated temperatures, Ni-based wear protection systems will be increasingly used in the future [1]. Both systems provide wear protection through carbides, borides, and intermetallic phases (e.g., Laves phases). Due to the high hardness, hard phases, and low heat conduction, economical machining with geometrically determined cutting edge is often not possible, since high requirements are necessary for high surface integrities [2,3,4].
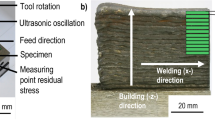
In a research project of the TU Clausthal and BAM (FOSTA P1550/IGF 21959N) wear protection coatings made of Ni-based hard phase overlay welding are therefore investigated. The process of achieving wear protection in Ni-based alloys is accomplished through the formation of carbides and borides [5]. The aim is to gain insights into the relationship between chemical composition, the resulting microstructure, and machinability using modern hybrid processes such as ultrasonic-assisted (US) milling. In the screw machine application under consideration, the steels used are subjected to temperatures of up to 300 °C with high corrosive and tribological stresses, so that wear protection by NiCrSiFeB alloy (trade name: Colmonoy 56 PTA) is applied. The addition of alloying elements in small amounts is expected to influence the size, shape, distribution, and orientation of the hard phases to improve machinability without lowering the wear protection potential [6]. Previous studies have already shown that the addition of Ta leads to a finer distribution of the Laves phases and that Nb produces a finer microstructure [7, 8]. The bonding of the wear protection to the base material, intermixing as well as metallurgical and manufacturing-related influences at the transition to the steel base material are further focal points of the investigations. The changes in the microstructure have a direct influence on the machinability, whereby it has already been shown that finer microstructures lead to lower tool wear and cutting forces as well as increased surface qualities [9,10,11]. US milling allows a further reduction of the stresses on the tool and workpiece surface [12,13,14]. This results from the axial oscillation of the tool during the cutting process [11, 15,16,17]. In this paper, results of alloy modification of a NiCrSiFeB alloy and its influence on occurring cutting forces, temperatures, tool wear, and resulting surface roughness are presented.
2 Material and methods
2.1 Materials used
The chemical composition of the initial material is shown in Table 1, provided by means of powder by the company Deloro Wear Solutions GmbH. In order to investigate the influence of alloying elements on the microstructure, Al, Ti, and Nb were added to Colmonoy 56 PTA in small amounts according to Table 2. The alloy modifications were selected on the basis of [8, 18, 19]. Further investigations are conducted into the influence of the additions on machinability because this correlates directly with the microstructure.
2.2 Experimental setup
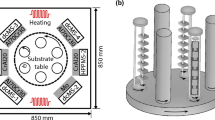
The initial alloy “Colmonoy 56 PTA” and the subsequent modifications are produced using a casting technique in the first phase of the investigation, see Fig. 1. Initially, the starting material is present in a powdery state, which is then filled into a crucible made of Al2O3. Furthermore, the furnace is protected from contamination using a graphite crucible into which the powder is placed. The melting process is carried out using an electric high-temperature furnace device (Nernst-Tamman), at a temperature of 1600 °C in an inert atmosphere of Ar gas. After a holding time of 15 min, the liquid melt is homogenised several times with a stirring rod to ensure good mixing before casting. The casting material is poured into a mold that is provided with boron nitride as a separating medium for the deforming of the casting. Each casting is 60 mm long, 20 mm high, and 10 mm wide. The final dimensions differ from the mold.

Production of alloy modifications based on Colmonoy 56 PTA: a filling the powder into Al2O3 crucibles coated with graphite crucible, b melting process, c casting, and d cooling of the cast sample
For the production of the alloy modifications by plasma-transferred arc welding, the results from casting serve as preliminary knowledge. The objective of this project is to impregnate wear-resistant coatings onto the component surface in a crack-free and closed manner since many applications of nickel alloys require integrity of the component surface. The welding experiments for the determination of the suitable process parameters were carried out with a welding system from Hettiger Schweißtechnik GmbH. The base plate material is a low-alloy steel S355 with a dimension of 300 mm × 300 mm × 15 mm. The surface was sandblasted before welding. The parameters that have been selected for the process are depicted in Table 3. The powders had a grain size of 150/53 µm.
Two overlap** weld beads were initially welded side by side on the substrate in a weaving motion. After cold cracks appeared, the interlayer temperature was increased from 150 °C to 400 °C by raising the preheating temperature from 300 to 600 °C. In a third test, two weld beads were placed overlap** next to and on top of each other at an interlayer temperature of 400 °C, a width of layer of 25 mm, and an overlap** of 5 mm. The weld beads were welded in a weaving movement.
To represent the microstructure of these samples a metallographic preparation with the Murakami etchant with an etching time of 15 s was used. The microstructures were analysed using the Leica DM6M reflected-light microscope. An EDX with a detector system from eumex 52,133 analysis is used to analyze the chemical composition of the individual phases after observing the microstructures.
For an initial analysis of the machinability, milling tests were carried out on the cast samples. These results are aimed to gain insights into the influence of alloy modification on machinability, without the eventual effects of intermixing and dilution. The machinability analyses were performed under dry conditions (without cooling lubricant) on a 5-axis machining center modified for US milling (DMU 65, DMG-MORI). The cast samples were first ground flat to guarantee uniform tool engagement during the milling tests. The tool used was a PVD-coated (TiAlSiN) solid carbide ball end mill with a diameter of 6 mm and 4 cutting edges (WOLF Werkzeugtechnik GmbH company). One tool was used for each alloy modification. The test parameters are shown in Table 4.
During the process, the resulting cutting forces are measured with a piezoelectric multicomponent dynamometer (Kistler 9139AA), and the temperatures during the air passage of the cutting edge with a high-speed pyrometer (Kleiber 740). Afterward, a digital microscope is used to analyze the tool wear and the surface of the workpieces.
3 Results
3.1 Cast structures
The microstructure and precipitation morphology of the cast materials can be shown by metallographic preparation. The microstructures are contrasted using a Murakami etchant with an etching time of 15 s and then photographed with a Leica DM6M microscope.
The microstructure of cast Colmonoy 56 PTA is characterised by precipitates of Cr carbides and borides surrounded by a Ni-Si matrix, see Fig. 2a. As in other studies [21], the boride hard phases show an acicular, greyish structure, but as a result of the casting process, the precipitates are slightly larger. The primary carbides are Cr carbides, which have a hexagonal structure. The Ni-Si matrix is composed of light Ni areas and darker Ni solid solution areas. Figure 2b illustrates the microstructure resulting from the addition of 1.0% Al. Since the amount of individual Cr carbides and borides increases, the number of Cr carbides and borides compared to the initial material decreases. Cr carbides partially precipitate into a fishbone formation. The Ni-Si matrix exhibits a heterogeneous distribution of the Ni and Ni solid solution regions. The addition of 0.2% Ti transforms the acicular precipitates of Cr borides into a star-shaped structure, which generally occurs in Cr carbide-rich areas, see Fig. 2c. Additionally, titanium borides occur, which can be identified by the star-shaped structures. The Ni-matrix of Ni has a finer structure than the initial alloy and the modification with Al or Nb. The microstructure of Colmonoy 56 PTA is shown in Fig. 2d, which illustrates the subsequent modification of the material with the addition of 0.25% Nb. Compared to other microstructures, the Cr borides reveal smaller, less pronounced needle structures. Moreover, these areas become enriched with Nb and form mixed borides. The microstructures indicate that the addition of small mass percentages of elements such as Ti, Al, and Nb has a significant influence on precipitation morphology. The structure of the boride and carbide changes in relation to the additions. The number of hard phases was analysed graphically using the ImageJ program, as illustrated in Fig. 3. All modifications led to a decrease in the number of hard phases. The C56 containing Al exhibits the lowest number of hard phases.

Cast microstructure: Colmonoy 56 PTA a initial alloy, b + 1% Al, c + 0.2% Ti, and d + 0.25% Nb

Average number of hard phases for the cast unmodified and modified Colmonoy C56
The alloy modifications are analysed by EDX. Ni-Si matrix has a high Ni content of over 80 m% in all modifications, as shown in Fig. 4. The Cr content of the precipitates unmodified Colmonoy 56 PTA is over 70 m%. The precipitates differ in their Ni content. In the carbides, the Ni content is higher than in the borides. The addition of 1% Al results in the formation of Cr carbides with a partial fishbone structure, as depicted in Fig. 4b. These carbides in the 1% Al modified alloy exhibit a lower content of Cr and higher Ni as compared to the Cr carbide precipitates of the unmodified material. However, the composition of the Cr borides is comparable to the unmodified material. It is possible to detect the presence of Al, especially in the Ni-Si phase. As a result of the addition of 0.2% Ti, star-shaped Cr boride structures are formed on a Cr carbide phase. The composition of these Cr carbide areas is comparable to the Cr carbides in Fig. 4b. The Cr borides found in EDX04, which are located outside the star structure, have a higher Ni content. Ti is slightly detectable in all phases. The Cr borides contain higher concentrations of Ti, as shown in Fig. 4c EDX04. The addition of 0.25% Nb to the alloy results in the formation of mixed borides with a significantly reduced content of Cr. The composition of the Cr carbides is similar to the initial material.

EDX content analysis of Si, Cr, and Ni as a function of alloy modifications: Colmonoy 56 PTA a initial alloy, b + 1% Al, c + 0.2% Ti, and d + 0.25% Nb
Figure 5 illustrates the impact of alloy modification on hardness. The C56’s hardness is determined by the Rockwell hardness test, based on DIN EN ISO 6508–1:2016–12. The diamond cone is pressed into the surface for 5 to 7 s with a force of 1500 N. The addition of Al and 0.2% Ti leads to an increase in hardness. Ti increases the hardness by 9%, and Al by 6%. The elongated hard phase precipitations induced by the inclusion of Al and the star-shaped structure resulting from the addition of Ti result in a significant increase in cutting forces and hardness. The addition of Nb to C56 results in moulded hard phase precipitates, which reduce the cutting force and hardness by 3%.

Hardness of unmodified and modified Colmonoy 56 PTA
3.2 welding
The research shows that small amounts of alloying elements have an influence on the microstructure and machinability, as will be shown, of Colmonoy 56 PTA. These results provide preliminary knowledge for the production of alloy modifications by plasma-transferred arc welding. The investigations indicate that a crack-free surface of Colmonoy 56 PTA can only be achieved at higher preheating temperatures of the substrate plate at 600 °C and interlayer temperatures at 400 °C, see Fig. 6. Higher preheating temperatures lead to a slower cooling and a decreased tendency to cold cracking. Stresses due to inhomogeneous shrinkage and restraints of the base material during the cooling process are reduced by higher temperatures level welding to prevent critical welding stresses. In addition, the bonding of the Colmonoy 56 PTA to the base material is improved [22,23,24].

Colmonoy 56 PTA welded with plasma-transferred arc welding with different preheating temperatures and number of layers: two welding layers next to each other: a Tp = 300 °C, b Tp = 600 °C and two welding layers next to each other and on top of each other: c Tp = 600 °C
The microstructure of the welded sample at an intermediate temperature of 150 °C is comparable to the initial microstructure after casting, see Fig. 2a and 7a. During the cooling process for welding and casting, temperatures were at room temperature. The difference is that the base materials were heated in a furnace to 300 °C and 600 °C before being welded. The microstructures consist of the same types of hard phases, carbides, and borides. The higher intermediate layer temperature of 400 °C leads to a more inhomogeneous size distribution of borides and carbides, with some borides and carbides being very large, see Fig. 7b.

Microstructures of C56 on S355 after the PTA process with different interlayer temperatures a Ti = 150 °C and b Ti = 400 °C
3.3 machinability of cast
These changes in the microstructure have a significant influence on the machinability of the respective alloy variants. The average cutting forces and temperatures resulting during milling with progressing machined volumes are shown in Fig. 8. The modification with Al and Ti more than doubles the occurring forces compared to the initial alloy. The addition of Nb obviously does not cause a significant difference in the occurring cutting forces. For the Ti modification, a steeper increase in the cutting forces with increasing chip volume is evident than for the Al modification. The modification of the alloy with Nb and Al has no significant influence on the resulting temperatures during the process. In the case of the Ti modification, an almost doubled initial temperature can be seen as well as a subsequent constant increase during the process. The resulting cutting forces and temperatures for the Ti modification indicate an increased tool wear.

Resulting cutting forces and temperatures of the alloy modifications over chip volume
Figure 9 shows tool wear and surfaces after the milling tests. Overall, the surface finish and tool wear (flank wear width: 49,3 µm) of the initial alloy exhibit clear optimization potential already after 170 mm2 chip volume. The Al modification, cf. Fig. 9b, leads to slightly increased tool wear (flank wear width: 62.2 µm) with predominantly abrasive tool wear. The surface roughness is lower compared to the initial alloy. However, the number of surface defects is significantly increased after a chip volume of 170 mm3. Nb shows the greatest influence, despite comparable cutting forces to the initial alloy, cf. Fig. 9c. The abrasive wear of the tool is significantly reduced due to the fine microstructure caused by Nb modification, see Fig. 9c. The surface roughness does not differ significantly from the initial alloy. On the other hand, lower tool wear (flank wear width: 37.4 µm) and a significantly lower surface defect density are evident (after chip volume 170 mm3). As the cutting forces already indicated, the modification with Ti leads to a significantly increased tool wear (flank wear width: 113.6 µm), see Fig. 9d. In addition to the high abrasive wear, in contrast to the other alloy modifications, adhesive wear occurs, which leads to a high defect density on the surface already after a small chip volume of 170 mm2. Overall, it can be observed that microstructures with finely distributed smaller precipitates lead to an improvement of the machining situation. Longer or star-shaped precipitates obviously cause an increase in cutting forces, tool wear, and surface defects.

Surface roughness and tool wear for different chip volume of Colmonoy 56 PTA an initial alloy, b + 1% Al, c + 0.25% Nb, and d + 0.2% Ti
4 Conclusion
The modification of a NiCrSiFeB alloy with small amounts of alloying elements leads to significant changes in the formation of precipitates and affects the machinability and the resulting surface integrity during US finishing milling.
-
The Nb modification results in a finer microstructure with smaller distributed precipitates. The resulting cutting force and temperature is not affected compared to the original alloy. However, tool wear and the density of surface defects are significantly reduced.
-
Al modification causes long, needle-shaped precipitates. This roughly doubles the cutting force during milling. The influence on the resulting cutting temperatures is minor. The surface roughness is reduced compared to the initial alloy. However, increased abrasive wear on the flank face causes more surface defects.
-
The star-shaped precipitates of the Ti modification lead to increased cutting forces and temperatures that rise severely with chip volume due to additional adhesive tool wear. As a result, the defect density is the highest compared to the other alloy modifications.
Microstructures with finely distributed smaller precipitates obviously have a positive influence on machinability. Based on such investigations, recommendations will ultimately be derived to enable industry, in particular SMEs, to machine such difficult-to-machine alloy systems economically and safely.
References
Wesling V, Reiter R, Hamje J et al (2018) Behaviour of intermetallic hard alloys under abrasive-corrosive conditions. DVS-Berichte 344:226–230 ((in German))
Jawahir IS, Brinksmeier E, M’Saoubi R et al (2011) Surface integrity in material removal processes: recent advances. Cirp Ann-Manuf Techn 60:603–626
F. Klocke (2011) Manufacturing Processes 1, Springer
Thakur A, Gangopadhyay S (2016) State-of-the-art in surface integrity in machining of nickel-based super alloys. Int J Mach Tools Manuf 100:25–54
Hejwowski T (2006) Sliding wear resistance of Fe-, Ni- and Co-based alloys for plasma deposition. Vacuum 80:1326–1330
A. Eissel, L. Engelking et al. (2022) Nickel-iron-alloy modification to enhance additively welded microstructure for subsequent milling, 2nd International Conference on Advanced Joining Processes, Springer
Hemmati I, Huizenga RM, Ocelík V et al (2013) Microstructural design of hardfacing Ni–Cr–B–Si–C alloys. Acta Mater 61:6061–6070
Farnia A, Malek Ghaini F, Rao JC et al. (2012) J.T.M. De Hosson: effect of Ta on the microstructure and hardness of Stellite 6 coating deposited by low power pulse laser treatments, Surface and Coatings Technology, 213:278–284
Wesling V, Schram A, Mueller T et al. (2016) Influencing the arc and the mechanical properties of the weld metal in GMA-welding processes by additive elements on the wire electrode surface, Iop Conf Ser-Mat Sci, 118
Pan Z, Feng Y, Liang SY (2017) Material microstructure affected machining: a review, Manufacturing Review, 4
Eissel A, Engelking L et al (2022) Modification of Co–Cr alloys to optimize additively welded microstructures and subsequent surface finishing. Welding in the world 66:2245–2257
Liu Q, Xu J, Yu H (2020) Experimental study of tool wear and its effects on cutting process of ultrasonic-assisted milling of Ti6Al4V. Intl J Adv Manuf Technol 108:2917–2928
Zarchi A, Razfar MR, Abdullah A et al (2012) Investigation of the effect of cutting speed and vibration amplitude on cutting forces in ultrasonic-assisted milling. Proc Instit Mech Eng Part B: J Eng Manuf 226:1185–1191
Su Y, Li L (2022) Surface integrity of ultrasonic-assisted dry milling of SLM Ti6Al4V using polycrystalline diamond tool. Intl J Adv Manuf Technol 119:5947–5956
Rinck PM, Gueray A, Kleinwort R et al (2020) Experimental investigations on longitudinal torsional vibration-assisted milling of Ti-6Al-4V. Intl J Adv Manuf Technol 108:3607–3618
Schroepfer D, Treutler K, Boerner A et al (2021) Surface finishing of hard-to-machine cladding alloys for highly stressed components. Int J Adv Manuf Technol 114:1427–1442
Richter T et al (2022) Ultrasonic assisted milling of a CoCrFeNi medium entropy alloy. Procedia CIRP 108:879–884
Cipriano Farias FW et. al. (2018) Microstructural and mechanical characterization of the transition zone of 9% Ni steel cladded with Ni-based superalloy 625 by GTAW-HW, Metals, 8:1007
Zhang YD, Zhang C et al (2011) Improvement of the oxidation resistance of Tribaloy T-800 alloy by the additions of yttrium and aluminium. Corros Sci 53:1035–1043
Deloro Wear Solutions GmbH, “Deloro,” 24 05 2023. [Online]. Available: https://www.deloro.com/fileadmin/users/redakteur/006_Downloads/Data_Sheets/Deloro_MDS_Deloro56_rev00.pdf
D. S. Kamper, Iron-based intermetallic hard alloys for wear protection using the example of single-screw extruders, Phd thesis, TU Clausthal, 2019 (in German).
Alberti EA, Bueno BM, Oliveira ASC (2016) Additive manufacturing using plasma transferred arc. Intl J Adv Manuf Technol 83:1861–1871
Bidron G, Doghri A, Malot T et al (2020) Reduction of the hot cracking sensitivity of CM-247LC superalloy processed by laser cladding using induction preheating. J Mater Process Technol 277:116461
Fink C, Zinke M (2011) Heat-reduced MAG welding of the hot-crack-sensitive Ni base alloy 625 (2.4856). J Mech Eng 61: 34–38 (in German)
Acknowledgements
The IGF project No. 21.959 (FOSTA P1550) of the Research Association for Steel Application (FOSTA) was supported by the Federal Ministry for Economic Affairs and Climate Action by the AiF as part of the program for support of the cooperative industrial research (IGF) on the basis of a decision by the German Bundestag. We would like to thank these fundings and the companies involved in the project committees for their support.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission II—Arc Welding and Filler Metals.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Giese, M., Graebner, M., Schroepfer, D. et al. Alloy modification and ultrasonic-assisted milling of wear-resistant alloys with defined surfaces. Weld World (2024). https://doi.org/10.1007/s40194-024-01786-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40194-024-01786-6