
Abstract
Bacterial cellulose (BC), a promising polysaccharide of microbial origin, is usually produced through synthetic (chemically defined) or natural media comprising of various environmental wastes (with exact composition unknown), through low-cost and readily available means. Various agricultural, industrial, and food processing wastes have been explored for sustainable BC production. Both conventional (using one variable at a time) and statistical approaches have been used for BC optimization, either during the static fermentation to obtain BC membranes (pellicle) or agitated fermentation that yields suspended fibers (pellets). Multiple studies have addressed BC production, however, the strategies applied in utilizing various wastes for BC production have not been fully covered. The present study reviews the nutritional requirements for maximal BC production including different optimization strategies for the cultivation conditions. Furthermore, commonly-used applications of BC, in various fields, including recent developments, and our current understanding have also been summarized.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
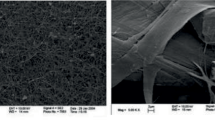
The growing environmental challenges and the human race has been facing since the last few decades have made implementation of efficient and sustainable eco-friendly products, absolutely imperative (Kardung et al. 2021; Witek and Kuźniar 2021). Bacterial cellulose (BC), among other cellulose sources, meets the required eligibility for green applications (Urbina et al. 2021a). Unlike plant cellulose, BC is produced as an extracellular polymer, which facilitates its extraction in high purity, completely free from lignin and hemicellulose (Betlej et al. 2021). BC polymer is also characterized by its high degree of polymerization and crystallinity with a unique fiber network in the micro or nano-size, which increases its surface to volume ratio, a unique feature over other cellulose sources (Zhong 2020). These salient properties qualify BC for several applications in various medical (Seddiqi et al. 2021; Swingler et al. 2021), environmental (de Medeiros et al. 2021; Saleh et al. 2021), and industrial sectors (Lin et al. 2020).
BC production depends mainly upon the availability of the nutritional components of the production medium, especially carbon (Fernandes et al. 2020). Different carbon sources and cultivation media have been screened and reported, however, Hestrin–Schramm (HS) medium remains the most commonly used for BC production (Lu et al. 2020). The high production cost attributed to the medium (30% of the total cost) represents a major challenge for fulfilling the commercial manufacturing requirements (Fernandes et al. 2020; Rahman et al. 2021). In recent decades, the implementation of the agro/industrial wastes for sustainable BC production represent a promising cost-effective alternative for the current applied media (Raiszadeh et al. 2020; Saleh et al. 2021). On the other hand, BC producing organism, is another important element regarding commercial production. Till date, Gluconacetobacter xylinus is the model producer for the BC at the commercial levels (Aswini et al. 2020; Wang et al. 2019). The high production capacity of this organism is attributed to the multiple copies of BC synthesis genes in its genome (Lu et al. 2020). Research for novel BC producers in different niches, in addition to deeper studies at the molecular level for BC production pathway continues toward improving the production titer.
Controlling and optimizing the production conditions and media also improves the yield and reduces production costs (Rahman et al. 2021). The one-variable at a time (OVAT) approach is the most applied strategy for BC production optimization (Alemam et al. 2021; Bera et al. 2021). Due to the intensive labor and high cost involved in this strategy, more attention, in recent times, has been directed toward the implementation of statistical numerical designs as a more reliable and cost-effective alternative for BC production optimization (Bagewadi et al. 2020; Singh et al. 2017). The scope of this review is to discuss the current advances in BC production, the application of different agro/industrial wastes as alternative media for sustainable BC production, process optimization, and its applications in various medical and industrial fields also discusses.
Nutritional requirements for bacterial cellulose production
BC yield depends mainly on the availability and quality of the carbon sources on the production medium (Fernandes et al. 2020; Gullo et al. 2019). Various simple and complex carbon sources through different organisms, including glucose, fructose, sucrose, mannitol, starch, and glycerol have been used for BC production (Lu et al. 2020; Mikkelsen et al. 2009Rangaswamy et al. 2015). Many studies have reported that, ethanol indirectly influences the enzymes involved in the BC synthesis pathway (glucokinase and fructokinase) thereby improving ATP yield (Andriani et al. 2020; Fernandes et al. 2020; Jacek et al. 2021). Ethanol also diminishes the spontaneous mutation rate of BC producing strain in agitating culture (Buldum et al. 2018; Son et al. 2001). Li et al., signified the role of ethanol supplementation in the reduction of glycerol formation (main by-product) during BC production (Li et al. 2012). Though BC production is a growth-dependent process (Singhania et al. 2021), some nutritional sources could support bacterial growth without any BC production (Aswini et al. 2020). The impact of the carbon source types on the final quality and crystallization of the BC is not fully determined; some studies have reported the direct impact of various nutritional sources on the final BC production and quality (Mohammadkazemi et al. 2015; Ruka et al. 2012), while others have reported the opposite (Aswini et al. 2020; Mikkelsen et al. 2009; Saleh et al. 2021).
The independent synthesis of BC, regardless of the carbon substrate, may be attributed to the ability of the producing organism to synthesize glucose from various carbohydrate sources, followed by polymerization to cellulose (Aswini et al. 2020; Rangaswamy et al. 2015). A suitable nitrogen source is also crucial for maximum BC production (Lahiri et al. 2021). The production of BC is commonly supported with complex organic nitrogen sources such as yeast extract (Aswini et al. 2020), peptone (Rangaswamy et al. 2015), casein hydrolysate with peptone (Lahiri et al. 2021), and soybean molasses (Souza et al. 2020), contrary to inorganic nitrogen that usually retards the bacterial growth and hence inhibits the BC production (Aswini et al. 2020). Determination of optimum nitrogen source for maximum BC production is influenced by the organism type as well as the carbon source. Lahiri et al. reported maximum BC production by Acetobacter xylinum using casein hydrolysate with sucrose, while peptone was the most effective nitrogen source in presence of mannitol (Lahiri et al. 2021). Recently, more attention has been directed toward the implementation of agricultural and industrial-waste products as alternative cost-effective carbon/nitrogen sources (Ogrizek et al. 2021; Saleh et al. 2021; Singh et al. 2017). Several by-products successfully applied for cost-effective BC production included: a 50:50 mixture of date syrup and cheese whey (Raiszadeh et al. 2020), sugar beet molasses and cheese whey (Salari et al. 2019), and starchy kitchen wastes (Saleh et al. 2021).
Numerous additives have been screened and evaluated regarding their effect on BC production including, vitamins, minerals, and water-soluble polymers. Ascorbic acid (vitamin C) supplementation to the BC production media was investigated through many reports (Cielecka et al. 2021; Raiszadeh et al. 2020). Enhancement in BC production (one fold increase) from four isolates of Gluconacetobacter xylinus through ascorbic acid (0.5% w/w) supplementation in the production medium was previously reported, due to reduction in by-product concentration (gluconic acid) in the production medium (Keshk 2014). Water-soluble polymers including agar, alginate, and carboxymethyl cellulose (CMC) also play an important role in BC production by avoiding clum** and coagulation of BC (Cheng et al. 2009). In the same context, Aswini and his colleagues reported an increase in the BC production through the addition of polyethylene glycol-6000 to the production medium (Aswini et al. 2020).
Bacterial cellulose from a low-cost media
Culture or growth medium is a liquid or solid substrate, containing nutritive components for growth of microorganisms, cells, or small plants. Culture media are classified into two major subtypes based on their composition and application: defined (synthetic) media and undefined (natural) media (Fan et al. 2014; Meenakshi 2013). Defined media has known chemical compositions and concentrations, like Hestrin and Schramm (HS) media which used for the cultivation of the BC-producing bacteria is expensive and requires additional resources like glucose, peptone, yeast extract, ethanol, etc. (Ayed et al. 2017; Hestrin and Schramm 1954). The undefined media, on the other hand, depend on the use of natural sources without a specific chemical composition and is characterized as the unknown composition of the media, like pineapple peel, sugar beet molasses, etc. used for BC biosynthesis (Revin et al. 2021; Santoso et al. 2021).
BC production process is costly, owing to the low productivity of known strains and the use of extremely expensive fermentation medium (defined media). For BC production, where the defined medium represents around 30% of the total cost, this high expense becomes an obstacle for expanding into large scale production and further applications (Jozala et al. 2016). As a result, the major challenge of the fermentation process is the identifying of new effective and low-cost culture media that can promote a high yield within a short cultivation time. This can be obtained from various sources such as agriculture, industrial and food processing wastes (Table 1), and include low-price organic waste products that are easily available in high quantities (undefined media). Using these wastes as media effectively remove the wastes from the environment and reduces pollution associated with industrial waste disposal (Castro et al. 2011; Fan et al. 2016).
Various studies have recently focused on using alternative, natural and effective nutritional sources like agricultural, industral and food processing wastes as a carbon source in order to reduce the cost of BC biosynthesis. Spruce hydrolysate (Guo et al. 2013), wood hot water extracts (Kiziltas et al. 2015), pineapple agro industrial residues (Algar et al. 2015), citrus juices (Andritsou et al. 2018), rotten fruit (Hungund et al. 2013; Jozala et al. 2015), cotton-based waste textiles (Hong et al. 2012), beet and sugar cane molasses (Cakar et al. 2014), food processing waste (Saleh et al. 2021; Suwanposri et al. 2014), wine fermentation waste broth (Ogrizek et al. 2021; Wu and Liu 2012), waste water of candied jujube-processing industry (Li et al. 2015a, b),waste and by-product streams from biodiesel and confectionery industries (Tsouko et al. 2015), acetone-butanol-ethanol fermentation wastewater (Huang et al. 2020; Esa et al. 2014). Hence, medium pH control during BC production is very important as any pH below 4 does not support BC production at all (Klemm et al. 2001). Additionally, the applied carbon source has a direct influence on the optimum pH for BC production. It was reported that when bacteria were cultured on glucose, the optimal initial pH was 5.5. However, when mannitol was applied, the optimal pH was raised to 6.5 (Hutchens et al. 2007).
Surface to volume ratio (S/V ratio) represents another important parameter influencing BC yield especially under the static production conditions (Kumar et al. 2021). S/V ratio has a direct influence on the aeration level in the production medium. At static cultivation conditions, BC production usually takes place at a higher oxygen level in the liquid-surface interface, and hence increases the oxygenation level resulting in higher BC yield (Rodrigues et al. 2019). It was reported that the optimum level of S/V ratio for BC production is a strain-dependent trait and is crucial, since the higher/lower ratios drastically declined the BC membrane thickness and yield (Kumar et al. 2021). Various studies reported different S/V ratios for optimum BC production including 1.22 cm−1 (Aytekin A et al. 2016), 0.4 cm−1 (Rodrigues et al. 2019), and 0.22 cm−1 (Kumar et al. 2021), however, most of them consider the S/V ratio among the most significant variables for enhanced BC production at static condition.
Types of bacterial cellulose fermentation
There are two main models for BC fermentation using microorganisms: static and agitated fermentation. The application of BC depends on the type of fermentation, as well as, the physical, and mechanical features of the formed BC (Cacicedo et al. 2016).
Static fermentation
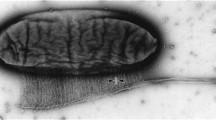
Static fermentation forms a thick and gel-like white BC pellicle at the air–liquid interface, thus limiting the oxygen (at the side of the pellicle exposed to media) and nutrient supply (at the upper aerobic zone of the pellicle) (Sharma et al. 2021). It requires a longer culture period, larger cultivation area and intensive manpower, thus resulting in low productivity (Kuo et al. 2016). Static fermentation is more suitable for the medical production of BC as wound dressing materials (Portela et al. 2019) or in dye removal (Saleh et al. 2021).
Agitated fermentation
Agitated fermentation, wherein the BC is synthesized in the fermentation medium as randomly distributed pellets or suspended fibers. The process has higher yield in lesser time but the shearing stress generated due to agitation causes the bacterial strain to revert to non-BC producing mutants (cele) thereby inhibiting the BC production. These mutants have a higher growth rate compared to the wild type, thus decreasing BC production even more (Sharma et al. 2021; Singhania et al. 2021). The agitated fermentation process is more suitable for the industrial production of BC and can be used for commercial applications in various fields. Moreover, mutations in the applied strains are more probable thus influencing BC production (Chawla et al. 2009; Tyagi and Suresh 2016).
Conventional and statistical optimization strategies for bacterial cellulose production
The relatively high production cost of the BC represents one of the major challenges facing its commercial implementation (Aswini et al. 2020; Fernandes et al. 2020). About 30% of BC production cost is attributed to the growth medium and cultivation conditions (Fernandes et al. 2020), therefore, besides mining for new superior BC producing organisms, reducing the production cost and time represent a step ahead for wide commercial applications (Fernandes et al. 2020; Jozala et al. 2015; Rahman et al. 2021). Two approaches were widely reported for improving the cultivation conditions and medium composition for BC production, including conventional and statistical optimization approaches. The conventional optimization approach depends upon the OVAT, wherever optimum conditions were elaborated through changing one variable while all other parameters are fixed. Once the optimum level of this variable is attained, another variable is evaluated in the same manner (Shojaei et al. 2021). The OVAT strategy is straight forward, and many studies rely on this strategy for optimizing different nutritional and physical parameters for BC production, as indicated in Table 2. Two fundamental drawbacks of the OVAT strategy include the long experimentation time and the strenuous labor (Abdel-Fattah et al. 2009). Furthermore, the OVAT strategy is incapable of elucidating the factor interactions and their consequences upon the final yield (Abdel-Fattah et al. 2009; Fernandes et al. 2020; Yousef et al. 2021).
The second optimization approach relies upon statistical mathematical designs. Unlike the OVAT method, in this approach multiple factors are evaluated simultaneously in one experiment (Singh et al. 2017). Besides, the data could be fitted in mathematical models, where the experimental results may be manipulated, analyzed and optimum expected (Bagewadi et al. 2020; Fernandes et al. 2020). The statistical optimization approach is a sequential process involving three main steps: (1) setting the range for studied variables and develo** the design matrix and model, (2) conducting the experiment in the laboratory, recording the process yield, fitting the results to the applied model, and expecting the optimum levels toward maximum productivity, and (3) validating computationally expected results to ensure the adequacy of the applied model in terms of the expected response (Das and Dewanjee 2018). Analysis of variance (ANOVA) and regression analysis are the most applied methods for evaluating the accuracy and significance of the results of the statistical designs (Rahul and Pretesh 2018; Shojaei et al. 2021).
The statistical designs could be categorized into screening and optimization designs. The screening design is usually applied to elucidate the impact of each studied variable upon the final process yield, assuming that variable interactions are neglected (Das and Dewanjee 2018). In this process, all studied variables are evaluated for their positive/negative effects on the process yield. The insignificant factors are excluded, to obtain a smaller controllable set of factors, which are likely to elicit optimal or nearly optimal responses. Plackett–Burman design (PBD) represents one of the widely applied screening designs that rely upon the first-order reaction model as follows\(: Y=A+{\sum }_{k=1}^{n}\mathrm{BX}\), where Y is the process response (dependent variable) and X is the studied factors (independent variable). Plackett–Burman design is a two-levels screening where the effect of each factor is evaluated between low settings, high one coded + 1, and low value coded -1 (Plackett and Burman 1946). In this design, up to N−1 factors could be screened with N trials, however, screening reasonable numbers of variables (between 12–20 variables) is more applicable, as with screening a large number of factors, a partial confounding between factors and factor interactions was reported which may lead into unreliable results (Kulahci and Bisgaard 2007).
Taguchi method (TM) is another statistical screening design that elucidates the effect of each factor at a lower cost and a better quality outcome (Shojaei et al. 2021). This design is based upon formulating the lowest amount of experiments (fraction of all factorial combinations) called orthogonal array, without affecting the product quality (Das et al. 2014). The orthogonal array guarantees that all factors are weighted equally, and the evaluation of the one-factor effect, within the experiment, does not influence the other factors implemented in the experiment (Das and Dewanjee 2018). Taguchi method involves two types of factors; controlled factors (under our control) called inner array and noise factors (can’t be controlled) called outer array (Malhotra and Chapadgaonkar 2020). In this design, the signal-to-noise (S/N) ratio was proposed to measure design results quality, where S is the targeted signal and N is the interfering noise. The S/N ratio is usually determined in two categories: larger-the-best, when maximizing the response is the target or smaller-the-best, in the opposite situation (El-Moslamy et al. 2017; Rahul and Pretesh 2018). Though the Taguchi method is a straightforward and cost-effective method for process optimization, it also revealed some limitations as the results are approximate, in addition, the design’s inability to specify the parameters influenced the highest effect on the process performance (Rahul and Pretesh 2018).
The second category includes optimization designs where the exact values of the most significant studied variable are determined to achieve the maximum desired responses. These statistical designs are three-or-more-level designs, where each variable is studied in three or more levels to ensure attending the real optimum conditions. Box–Behnken (BBD) and central composite design (CCD) are examples of the most applied ‘three-five level’ optimization designs (Table 2). Both belong to the response surface methodology (RSM) proposed by (Box and Behnken 1960), where the optimization results could be analyzed through surface plots (2 or 3 dimensional) representing the change in the response (Y), according to the applied parameters (X). The optimization designs rely upon polynomial quadratic models, where the nature of variable interactions and the implication of these on the process yield can also be elucidated (Rahman et al. 2021; Yousef et al. 2021). For any two studied variables, the quadratic polynomial model represents a second-order reaction as: Y = A + B1X1 + B2X2 + B12X1X2 + B11X12 + B22X22 where Y = process response, A = model intercept (represents the fitted response at the design’s center point), X1, X2 = studied variables, B1, B2= linear coefficients; B12 = cross-interaction coefficients; and B11, B22 = non-linear quadratic coefficients. Integration between OVAT method and statistical designs have recently become widely adopted by many authors as an effective strategy for medium optimization. In this, the variable under study is generally screened through the OVAT approach. The levels of the potent and most significant variables, defined in the previous step, are further optimized through statistical optimization designs (Table 2). Integration between the OVAT and statistical approaches could be useful in preliminary studies to determine the appropriate ranges for studied variables (Aswini et al. 2020; Bagewadi et al. 2020). There have been debates in the past regarding the accuracy of the screening designs (Kulahci and Bisgaard 2007) and their misleading results, especially when faced with a huge number of factors. This has influenced several authors to rely upon the OVAT strategy in variables screening despite the laborious effort and time involved (Aswini et al. 2020; Santoso et al. 2020).
Purification of bacterial cellulose
The BC obtained after fermentation is usually not pure, containing impurities like cells and medium components. Several purification methods have been applied by soaking BC for several days in water without any additives or heating (Li et al. 2020). In another study, BC and potato peel films loaded with the phenolic compound curcumin, used for food packaging showed an improvement in the tensile strength and noticeable reduction in the water vapor and oxygen permeability (**e et al. 2020).
Environmental applications
BC, a green bio-based material, being biodegradable and sustainable, conforms to the new environmental regulations. Accordingly, it is considered a promising alternative for current wastewater treatment technologies. Recent studies in our laboratory have shown that BC, loaded with charcoal or graphite compounds, has effectively removed cationic dyes such as methylene blue from contaminated water. When tested alone, BC membrane was able to clear 53% of methylene blue, while, this percentage improved to 98.7% and 100% when loaded with graphite and charcoal, respectively (Saleh et al. 2021). BC membrane has also been combined with polydopamine and TiO2 nanoparticles to improve the surface area and active sites to enhance the photocatalytic degradation of dyes (Yang et al. 2020). Studies have shown that BC can serve as a supporting material for the Cu and Ni nanoparticles, used for the reduction of 4-nitophenol, a hazardous pollutant in wastewater originating from dye, paper, and pharmaceutical industries (Song et al. 2020).
BC membranes have been combined with chelating agents or absorbent materials such as EDTA, magnetic nanoparticles, graphene oxide, and chitosan for the removal of toxic heavy metals, released to the environment due to industrial activities (ex. factories producing fertilizers, batteries, or tanneries) and causing toxicity to organisms including humans. Zhu and his colleagues have used spherical BC combined with Fe3O4 (Zhu et al. 2011) to remove heavy metal ions such as Cr3+, Mn2+, and Pb2+. BC has also proved a good efficiency template for the removal of other heavy metals from contaminated environments such as Sr, Pb, Sb, Cu, Cr, Fe, and As in other studies (Cheng et al. 2019; Hassan et al. 2019; Meng et al. 2019; Mensah et al. 2019; Stoica-Guzun et al. 2016) (Fig. 3).
Oil-contaminated wastewater from industrial activities have a potential hazard for marine life, local organisms, and humans. Sphere-like BC/graphene composite, exhibiting a honeycomb-like surface with 3D interconnected porous structure, showed a perfect ability to absorb oils and organic solvents from contaminated water (Wang et al. 2019). SiO2 functionalized BC membrane has shown a high separation efficiency in mixed water and oil emulsions with an oil recovery percentage of 88% (He et al. 2018; Hou et al. 2019). Galdino and his team also proved the feasibility of BC membrane as a filter for oil removal (Galdino Jr et al. 2020).
Electronic applications
Scientists have been searching for glass-alternative materials in electronic devices, that have transparency, flexibility and strength (Amorim et al. 2020). Recent studies reported the synthesis of cellulose nanofibers that are optically clear and can be used in electronic devices such as organic light-emitting diodes, antennas and transistors, flexible displays, and solar cells (Nogi et al. 2009; Zhu et al. 2014). The nanocellulose has also been successfully applied in the development of triboelectric nanogenerator which is known for its ability to convert mechanical energy into electric energy. With further enhancement in electronic technologies, there is now a need for electronic devices that can store energy without reducing their performance such as the biodegradable polymers that can replace the presently used, non-renewable resources (Kotatha et al. 2018). BC gel electrolyte coated with chitosan and alginate and containing 1-ethyl-3-methylimidazolium tetrafluoroborate was optimized for use in electric capacitors (Kotatha et al. 2018). BC/graphene nanosheets were coated on their surface with polyaniline to form an electrically conductive nanocomposite for successful use in electromagnetic shielding and flexible electrode materials (Wan et al. 2018). BC can also be used as the membranes of loudspeakers because it can maintain the speed and the frequency of sounds, and effectively respond to the sound power (Phruksaphithak et al. 2019; Shah et al. 2013) although at an escalated production cost.
Using BC as a base material in a real fractional-order element device was first reported by Caponetto and his team (Caponetto et al. 2019). These devices are used to approximate the fractional differential and integral equations in capacitors and inductor circuits. BC has also been incorporated with silver nanoparticles and polyaniline and used to fabricate a highly flexible ternary system, with a strong energy density, as an electrode for supercapacitors (Hosseini et al. 2019). In general, the characteristics of BC membranes allow them to be a promising candidate for use in electronics and optoelectronic devices. These electronic devices exploit flexibility, transparency, thermal stability, good mechanical performance, and surface morphology of BC (Urbina et al. 2021b). Other reported applications of BC are mentioned in Table 3.
Cosmetic applications
Scientists have identified cosmetics as materials that can enhance the physical appearance and visible aspects of a person, by incorporating these into vehicles that facilitate their skin penetration (Amorim et al. 2020). These cause enhancement of the skin, hair, nails, eyes, and face in order to promote attractiveness, cleansing and beatifying without any negative effects on the body structures of functions (Hasan et al. 2012). Multiple advantages of BC have supported its wide applications in the cosmetics field.
Recent cosmetic preparations are more inclined towards using natural products from botanical sources, to avoid using chemicals (ex. parabens) that may have side effects such as skin allergies (Darbre and Harvey 2008; Hasan et al. 2012). BC has been applied in cosmetics as a non-allergic biopolymer that has been extensively used to stabilize oil-in-water emulsions, without the need for addition of other skin irritating surfactants. A recent study has successfully prepared cosmetic creams of oil-in-water emulsions using BC and carboxymethyl cellulose that replaced two of the commonly used chemical surfactants (Martins et al. 2021). BC has also been used in facial masks and scrubs, cleansing formulations, and contact lenses (Ullah et al. 2016). BC is currently preferred over the botanical cellulose as it is more chemically pure lacking hemicellulose or lignin, has a higher crystalline structure, more porous, and has better water holding capacity with elevated tensile strength (Chawla et al. 2009; Jonas and Farah 1998; Klemm et al. 2001; Mbituyimana et al. 2021).
The general properties of BC in cosmetic field have been improved by the incorporation of other natural materials. For instance, propolis extract has been incorporated into BC films in order to increase its hydrating and anti-inflammatory properties especially for sheet masks used for the treatment and healing of skin prone to acne and inflammations (Amorim et al. 2020). BC has also been used for skin pigmentation through the transfer of 1,3-dihydroxy-2-propanone in the corneum extract causing skin color changes. This application showed an actual skin color that was considered as the closest to the effect of natural tan and can probably be applied as an alternative for patients suffering from vitiligo (Stasiak-Różańska and Płoska 2018). In another study, both in situ and ex situ methods were applied for the successful functionalization of BC with hyaluronic acid and silk sericin, to be used in cosmetic industry, for moisture retaining and improving skin texture (Wang et al. 2020).
In general, BC has many advantages that intensively support its participation in the cosmetics field. It has a high absorbance capacity that helps in retaining liquids nearly ten times more than nonwoven masks and hundred times more than its dry weight (Trovatti et al. 2012). Its thin thickness gives it more flexibility for good adhesion to irregular surfaces of the treated skin, thus allowing it to reach every contour, fine lines, and wrinkles of the face and other locations that traditional masks otherwise fail to reach (Wei et al. 2011). Moreover, its soft touch helps in supporting the skin through its hydration qualities (Bianchet et al. 2020). To further widen its application in the cosmetics field, further research needs to be done to add active components to BC, to enhance its anti-aging, cleansing, or whitening properties (Mbituyimana et al. 2021).
Current stand
Exploring alternative media originating from different environmental wastes is an imperative study for the cost-effective production of BC. Moreover, the determination of the optimized nutritional requirements and the cultivation conditions would enhance the quantity and quality of the produced BC, leading to its even wider applications. For example, suitable physico-mechanical properties, high water absorption capacity and tensile strength, good permeability, biocompatibility, and having randomly aligned nanometer-size distribution, all make BC suitable for wound dressing and tissue engineering purposes. BC also has a gelatinous consistency and a smooth texture in addition to having a strong network and barrier properties thereby making it a good candidate for food packaging applications. Being a green bio-based material, biodegradable, and sustainable, BC is a good choice for other environmental applications as well. BC can also be used in electronic devices, being transparent, flexible, strong and thereby a suitable glass-alternative material.
Present challenges and future prospects of bacterial cellulose research
In the last few years, integration modern molecular biology tools and different fermentation strategies has resulted in considerable improvement in the BC production, although some areas remain unexplored and hence demand deeper research. These include: (1) implementation of novel and low-cost wastes as alternative carbon/nitrogen substrates to diminish the fermentation cost and time and thereby enhance the BC yield, to fulfill the large- scale commercial production requirements, (2) exploring the Gram-positive bacteria and extremophiles for BC production along with BC produced from the commonly used Gram-negative strains. In this regard, application of modern gene-editing tools like CRISPR and metagenomics analysis of various strains could expand the profiles of BC-producers, (3) intensive research should be conducted in optimizing the cultivation conditions for BC production, such as the effect of oxygen tensions, especially at hyper and hypoxic conditions. In the same line, co-culturing is a recently applied technique for enhanced yield and requires further studies, and (4) expanding the scope of applying BC as a green and sustainable biopolymer to overcome the pressing environmental challenges.
References
Abdel-Fattah Y, El-Enshasy H, Soliman N, El-Gendi H (2009) Bioprocess development for production of alkaline protease by Bacillus pseudofirmus Mn6 through statistical experimental designs. J Microbiol Biotechnol 19:378–386
Abdelraof M, Hasanin MS, El-Saied H (2019) Ecofriendly green conversion of potato peel wastes to high productivity bacterial cellulose. Carbohydr Polym 211:75–83
Abol-Fotouh D, Hassan MA, Shokry H, Roig A, Azab MS, Kashyout AE-HB (2020) Bacterial nanocellulose from agro-industrial wastes: low-cost and enhanced production by Komagataeibacter saccharivorans MD1. Sci Rep 10:1–14
Abrigo M, McArthur SL, Kingshott P (2014) Electrospun nanofibers as dressings for chronic wound care: advances, challenges, and future prospects. Macromol Biosci 14:772–792
Akoğlu A, Cakir I, Karahan AG, Cakmakci ML (2018) Effects of bacterial cellulose as a fat replacer on some properties of fat-reduced mayonnaise. Rom Biotechnol Lett 23:13674–13680
Alemam AM, Shaheen TI, Hassan SE-D, Desouky SE, El-Gamal MS (2021) Production enhancement of bacterial cellulose nanofiber using local Komagataeibacter xylinus SB3. 1 under static conditions. Egypt J Chem 64:2213–2221
Algar I, Fernandes S C, Mondragon G, Castro C, Garcia‐Astrain C, Gabilondo N, Retegi A, Eceiza A (2015) Pineapple agroindustrial residues for the production of high value bacterial cellulose with different morphologies. J Appl Polym Sci 132
Amorim, de Souza KC, Duarte CR, da Silva Duarte I, de Assis Sales Ribeiro F, Silva GS, de Farias PMA, Stingl A, Costa AFS, Vinhas GM (2020) Plant and bacterial nanocellulose: Production, properties and applications in medicine, food, cosmetics, electronics and engineering. A review. Environ Chem Lett 18:851–869
Andriani D, Apriyana AY, Karina M (2020) The optimization of bacterial cellulose production and its applications: a review. Cellulose 27:6747–6766
Andritsou V, De Melo EM, Tsouko E, Ladakis D, Maragkoudaki S, Koutinas AA, Matharu AS (2018) Synthesis and characterization of bacterial cellulose from citrus-based sustainable resources. ACS Omega 3:10365–10373
Arrebola E, Carrión V J, Gutiérrez-Barranquero J A, Pérez-García A, Rodríguez-Palenzuela P, Cazorla F M, de Vicente A (2015) Cellulose production in Pseudomonas syringae pv. syringae: a compromise between epiphytic and pathogenic lifestyles. FEMS Microbiol. Ecol 91:fiv071
Aswini K, Gopal N, Uthandi S (2020) Optimized culture conditions for bacterial cellulose production by Acetobacter senegalensis MA1. BMC Biotechnol 20:1–16
Ayed L, Abid SB, Hamdi M (2017) Development of a beverage from red grape juice fermented with the Kombucha consortium. Ann Microbiol 67:111–121
Aytekin A, Demirbağ DD, Bayrakdar T (2016) The statistical optimization of bacterial cellulose production via semi-continuous operation mode. J Ind Eng Chem 37:243–250
Azeredo HM, Barud H, Farinas CS, Vasconcellos VM, Claro AM (2019) Bacterial cellulose as a raw material for food and food packaging applications. Front Sustain Food Syst 3:7
Bae S, Shoda M (2005) Statistical optimization of culture conditions for bacterial cellulose production using Box-Behnken design. Biotechnol Bioeng 90:20–28
Bagewadi ZK, Bhavikatti JS, Muddapur UM, Yaraguppi DA, Mulla SI (2020) Statistical optimization and characterization of bacterial cellulose produced by isolated thermophilic Bacillus licheniformis strain ZBT2. Carbohydr Res 491:107979
Barshan S, Rezazadeh-Bari M, Almasi H, Amiri S (2019) Optimization and characterization of bacterial cellulose produced by Komagatacibacter xylinus PTCC 1734 using vinasse as a cheap cultivation medium. Int J Biol Macromol 136:1188–1195
Bera P, Aher A, Brandão P, Manna S, Bhattacharyya I, Mondal G, Jana A, Santra A, Bera P (2021) Anticancer activity, DNA binding and docking study of M (II)-complexes (M= Zn, Cu and Ni) derived from a new pyrazine-thiazole ligand: synthesis, structure and DFT. New J Chem 45:11999–12015
Betlej I, Zakaria S, Krajewski KJ, Boruszewski P (2021) Bacterial cellulose—Properties and its potential application. Sains Malays 50:493–505
Bianchet RT, Cubas ALV, Machado MM, Moecke EHS (2020) Applicability of bacterial cellulose in cosmetics–bibliometric review. Biotechnol Rep 27:e00502
Bilgi E, Bayir E, Sendemir-Urkmez A, Hames EE (2016) Optimization of bacterial cellulose production by Gluconacetobacter xylinus using carob and haricot bean. Int J Biol Macromol 90:2–10
Binnetoglu A, Demir B, Akakin D, Kervancioglu Demirci E, Batman C (2020) Bacterial cellulose tubes as a nerve conduit for repairing complete facial nerve transection in a rat model. Eur Arch Oto-Rhino-L 277:277–283
Blanco FG, Santoso SP, Chou C-C, Verma V, Wang H-T, Ismadji S, Cheng K-C (2020) Current progress on the production, modification, and applications of bacterial cellulose. Crit Rev Biotechnol 40:397–414
Bodor A, Bounedjoum N, Vincze GE, Erdeiné Kis Á, Laczi K, Bende G, Szilágyi Á, Kovács T, Perei K, Rákhely G (2020) Challenges of unculturable bacteria: environmental perspectives. Rev Environ Sci Biotechnol 19:1–22
Box GE, Behnken DW (1960) Some new three level designs for the study of quantitative variables. Technometrics 2:455–475
Buldum G, Bismarck A, Mantalaris A (2018) Recombinant biosynthesis of bacterial cellulose in genetically modified Escherichia coli. Bioprocess Biosyst Eng 41:265–279
Buldum G, Mantalaris A (2021) Systematic understanding of recent developments in bacterial cellulose biosynthesis at genetic, bioprocess and product levels. Int J Mol Sci 22:7192
Cacicedo ML, Castro MC, Servetas I, Bosnea L, Boura K, Tsafrakidou P, Dima A, Terpou A, Koutinas A, Castro GR (2016) Progress in bacterial cellulose matrices for biotechnological applications. Bioresour Technol 213:172–180
Cakar F, Özer I, Aytekin AÖ, Şahin F (2014) Improvement production of bacterial cellulose by semi-continuous process in molasses medium. Carbohydr Polym 106:7–13
Calderón S, Horue M, Alvarez VA, Castro GR, Zavaleta AI (2021) Isolation and partial characterization of Komagataeibacter sp. SU12 and optimization of bacterial cellulose production using Mangifera indica extracts. J Chem Technol Biotechnol
Cao Y, Lu S, Yang Y (2018) Production of bacterial cellulose from byproduct of citrus juice processing (citrus pulp) by Gluconacetobacter hansenii. Cellulose 25:6977–6988
Caponetto R, Di Pasquale G, Graziani S, Murgano E, Pollicino A (2019) Realization of green fractional order devices by using bacterial cellulose. Int J Electron Commun 112:152927
Carreira P, Mendes JA, Trovatti E, Serafim LS, Freire CS, Silvestre AJ, Neto CP (2011) Utilization of residues from agro-forest industries in the production of high value bacterial cellulose. Bioresour Technol 102:7354–7360
Castro C, Zuluaga R, Putaux J-L, Caro G, Mondragon I, Ganán P (2011) Structural characterization of bacterial cellulose produced by Gluconacetobacter swingsii sp. from Colombian agroindustrial wastes. Carbohydr Polym 84:96–102
Cavka A, Guo X, Tang S-J, Winestrand S, Jönsson LJ, Hong F (2013) Production of bacterial cellulose and enzyme from waste fiber sludge. Biotechnol Biofuels 6:1–10
Chawla P R, Bajaj I B, Survase S A, Singhal R S (2009) Microbial cellulose: fermentative production and applications. Food Technol. Biotechnol 47
Chen L, Hong F, Yang X-x, Han S-f (2013) Biotransformation of wheat straw to bacterial cellulose and its mechanism. Bioresour Technol 135:464–468
Cheng CJM, Demirci A (2009) Effect of different additives on bacterial cellulose production by Acetobacter xylinum and analysis of material property. Cellulose 16:1033–1045
Cheng R, Kang M, Zhuang S, Shi L, Zheng X, Wang J (2019) Adsorption of Sr (II) from water by mercerized bacterial cellulose membrane modified with EDTA. J Hazard Mater 364:645–653
Cheng Z, Yang R, Liu X, Liu X, Chen H (2017) Green synthesis of bacterial cellulose via acetic acid pre-hydrolysis liquor of agricultural corn stalk used as carbon source. Bioresour Technol 234:8–14
Chun AY, Yunxiao L, Ashok S, Seol E, Park S (2014) Elucidation of toxicity of organic acids inhibiting growth of Escherichia coli W. Biotechnol Bioprocess Eng 19:858–865
Cielecka I, Ryngajłło M, Maniukiewicz W, Bielecki S (2021) Highly stretchable bacterial cellulose produced by Komagataeibacter hansenii SI1. Polymers 13:4455
Costa AF, Almeida FC, Vinhas GM, Sarubbo LA (2017) Production of bacterial cellulose by Gluconacetobacter hansenii using corn steep liquor as nutrient sources. Front Microbiol 8:2027
Darbre PD, Harvey PW (2008) Paraben esters: review of recent studies of endocrine toxicity, absorption, esterase and human exposure, and discussion of potential human health risks. J Appl Toxicol 28:561–578
Das AK, Dewanjee S (2018) Optimization of extraction using mathematical models and computation. In: Computational phytochemistry. Elsevier, pp 75–106
Das MK, MdAM C, Das S, WD K (2014) Impact of initial time on prediction of squall-line using WRF-ARW model—A case study. J Eng Sci 5:1–11
de Lima F, d M T, Pinto FCM, da Silveira Andrade-da BL, da Silva JGM, Júnior OC, de Andrade Aguiar JL (2017) Biocompatible bacterial cellulose membrane in dural defect repair of rat. J Mater Sci Mater Med 28:37
de Medeiros AD, da Silva JCJG, de Amorim JDP, do Nascimento HA, Converti A, Costa AF d S, Sarubbo LA (2021) Biocellulose for treatment of wastewaters generated by energy consuming industries: a review. Energies 14:5066
Dhar P, Pratto B, Cruz AJG, Bankar S (2019) Valorization of sugarcane straw to produce highly conductive bacterial cellulose/graphene nanocomposite films through in situ fermentation: Kinetic analysis and property evaluation. J Clean Prod 238:117859
Dirisu C, Rosenzweig J, Lambert E, Oduah A (2017) pH effect and pH changes during biocellulose production by Gluconacetobacter xylinus in Moringa oleifera tea-sugar medium. J Adv Microbiol 1–7
Dórame-Miranda R, Gámez-Meza N, Medina-Juárez L, Ezquerra-Brauer J, Ovando-Martínez M, Lizardi-Mendoza J (2019) Bacterial cellulose production by Gluconacetobacter entanii using pecan nutshell as carbon source and its chemical functionalization. Carbohydr Polym 207:91–99
Dourado F, Gama M, Rodrigues AC (2017) A review on the toxicology and dietetic role of bacterial cellulose. Toxicol Rep 4:543–553
Du R, Zhao F, Peng Q, Zhou Z, Han Y (2018) Production and characterization of bacterial cellulose produced by Gluconacetobacter xylinus isolated from Chinese persimmon vinegar. Carbohydr Polym 194:200–207
Dubey S, Singh J, Singh R (2018) Biotransformation of sweet lime pulp waste into high-quality nanocellulose with an excellent productivity using Komagataeibacter europaeus SGP37 under static intermittent fed-batch cultivation. Bioresour Technol 247:73–80
El-Moslamy SH, Elkady MF, Rezk AH, Abdel-Fattah YR (2017) Applying Taguchi design and large-scale strategy for mycosynthesis of nano-silver from endophytic Trichoderma harzianum SYA. F4 and its application against phytopathogens. Sci Rep 7:1–22
Esa F, Tasirin S, Rahman N (2014) Overview of bacterial cellulose production and application. Agric Agric Sci Procedia 2:113–119
Fan S, Zhang Z, Zou W, Huang Z, Liu J, Liu L (2014) Development of a minimal chemically defined medium for Ketogulonicigenium vulgare WSH001 based on its genome-scale metabolic model. J Biotechnol 169:15–22
Fan X, Gao Y, He W, Hu H, Tian M, Wang K, Pan S (2016) Production of nano bacterial cellulose from beverage industrial waste of citrus peel and pomace using Komagataeibacter xylinus. Carbohydr Polym 151:1068–1072
Farrag AA, Saleh A, Soliman NA, Ibrahim MM, El-Shinnawy N, Abdel-Fattah Y (2019) Biocellulose production by Gluconacetobacter hansenii ATCC 23769: application of statistical experimental designs and cellulose membrane characterization. Egypt J Chem 62:2077–2092
Fatima A, Yasir S, Khan MS, Manan S, Ullah MW, Ul-Islam M (2021) Plant extract-loaded bacterial cellulose composite membrane for potential biomedical applications. J Bioresour Bioprod 6:26–32
Fernandes IdAA, Pedro AC, Ribeiro VR, Bortolini DG, Ozaki MSC, Maciel GM, Haminiuk CWI (2020) Bacterial cellulose: from production optimization to new applications. Int J Biol Macromol
Frone AN, Panaitescu DM, Nicolae CA, Gabor AR, Trusca R, Casarica A, Stanescu PO, Baciu DD, Salageanu A (2020) Bacterial cellulose sponges obtained with green cross-linkers for tissue engineering. Mater Sci Eng C 110:110740
Galdino CJS Jr, Maia AD, Meira HM, Souza TC, Amorim JD, Almeida FC, Costa AF, Sarubbo LA (2020) Use of a bacterial cellulose filter for the removal of oil from wastewater. Process Biochem 91:288–296
Gao C, Yan T, Dai K, Wan Y (2012) Immobilization of gelatin onto natural nanofibers for tissue engineering scaffold applications without utilization of any crosslinking agent. Cellulose 19:761–768
García-Sánchez M, Robledo-Ortiz J, Jiménez-Palomar I, González-Reynoso O, González-García Y (2020) Production of bacterial cellulose by Komagataeibacter xylinus using mango waste as alternative culture medium. Rev Mex Ing Quim 19:851–865
George J (2012) High performance edible nanocomposite films containing bacterial cellulose nanocrystals. Carbohydr Polym 87:2031–2037
Ghozali M, Meliana Y, Chalid M (2021) Synthesis and characterization of bacterial cellulose by Acetobacter xylinum using liquid tapioca waste. Mater Today: Proc 44:2131–2134
Goelzer F, Faria-Tischer P, Vitorino J, Sierakowski M-R, Tischer C (2009) Production and characterization of nanospheres of bacterial cellulose from Acetobacter xylinum from processed rice bark. Mater Sci Eng C 29:546–551
Gomes FP, Silva NH, Trovatti E, Serafim LS, Duarte MF, Silvestre AJ, Neto CP, Freire CS (2013) Production of bacterial cellulose by Gluconacetobacter sacchari using dry olive mill residue. Biomass Bioenergy 55:205–211
Gullo M, La China S, Petroni G, Di Gregorio S, Giudici P (2019) Exploring K2G30 genome: a high bacterial cellulose producing strain in glucose and mannitol based media. Front Microbiol 10:58
Gündüz G, Aşık N (2018) Production and characterization of bacterial cellulose with different nutrient source and surface-volume ratios. Drvna Industrija: Znanstveni Časopis Za Pitanja Drvne Tehnologije 69:141–148
Guo X, Cavka A, Jönsson LJ, Hong F (2013) Comparison of methods for detoxification of spruce hydrolysate for bacterial cellulose production. Microb Cell Factories 12:93
Guo X, Chen L, Tang J, Jönsson LJ, Hong FF (2016) Production of bacterial nanocellulose and enzyme from [AMIM] Cl-pretreated waste cotton fabrics: effects of dyes on enzymatic saccharification and nanocellulose production. J Chem Technol Biotechnol 91:1413–1421
Guo Y, Zhang X, Hao W, **e Y, Chen L, Li Z, Zhu B, Feng X (2018) Nano-bacterial cellulose/soy protein isolate complex gel as fat substitutes in ice cream model. Carbohydr Polym 198:620–630
Güzel M, Akpınar Ö (2018) Production and characterization of bacterial cellulose from citrus peels. Waste Biomass Valorization 1–11
Hasan N, Biak DRA, Kamarudin S (2012) Application of bacterial cellulose (BC) in natural facial scrub. Int J Adv Sci Eng Inf Technol 2:1–4
Hassan A, Sorour N, El-Baz A, Shetaia Y (2019) Simple synthesis of bacterial cellulose/magnetite nanoparticles composite for the removal of antimony from aqueous solution. J Environ Sci Technol 16:1433–1448
He F, Yang H, Zeng L, Hu H, Hu C (2020) Production and characterization of bacterial cellulose obtained by Gluconacetobacter xylinus utilizing the by-products from Baijiu production. Bioprocess Biosyst Eng 43:927–936
He J, Zhao H, Li X, Su D, Zhang F, Ji H, Liu R (2018) Superelastic and superhydrophobic bacterial cellulose/silica aerogels with hierarchical cellular structure for oil absorption and recovery. J Hazard Mater 346:199–207
Hestrin S, Schramm M (1954) Synthesis of cellulose by Acetobacter xylinum. 2. Preparation of freeze-dried cells capable of polymerizing glucose to cellulose. Biochem J 58:345
Hong F, Guo X, Zhang S, Han S-f, Yang G, Jönsson LJ (2012) Bacterial cellulose production from cotton-based waste textiles: enzymatic saccharification enhanced by ionic liquid pretreatment. Bioresour Technol 104:503–508
Hosseini H, Teymouri M, Saboor S, Khalili A, Goodarzi V, Hajipoor FP, Khonakdar HA, Shojaei S, Asefnejad A, Bagheri H (2019) Challenge between sequence presences of conductive additives on flexibility, dielectric and supercapacitance behaviors of nanofibrillated template of bacterial cellulose aerogels. Eur Polym J 115:335–345
Hou Y, Duan C, Zhu G, Luo H, Liang S, ** Y, Zhao N, Xu J (2019) Functional bacterial cellulose membranes with 3D porous architectures: conventional drying, tunable wettability and water/oil separation. J Membr Sci 591:117312
Hu H, Catchmark JM, Demirci A (2021) Co-culture fermentation on the production of bacterial cellulose nanocomposite produced by Komagataeibacter hansenii. Carbohyd Polymer Technol Appl 2:100028
Huang YXY, **ong L, Guo HJ, Luo J, Wang B, Zhang HR, Lin XQ, Chen XD (2015) Evaluating the possibility of using acetone-butanol-ethanol (ABE) fermentation wastewater for bacterial cellulose production by Gluconacetobacter xylinus. Lett Appl Microbiol 60:491–496
Hungund, Prabhu S, Shetty C, Acharya S, Prabhu V, Gupta S (2013) Production of bacterial cellulose from Gluconacetobacter persimmonis GH-2 using dual and cheaper carbon sources. J Microb Biochem Technol 5
Hutchens SA, Leon R, O’Neill HM, Evans BR (2007) Statistical analysis of optimal culture conditions for Gluconacetobacter hansenii cellulose production. Lett Appl Microbiol 44:175–180
Imai T, Sun S-j, Horikawa Y, Wada M, Sugiyama J (2014) Functional reconstitution of cellulose synthase in Escherichia coli. Biomacromology 15:4206–4213
Jacek P, da Silva FAS, Dourado F, Bielecki S, Gama M (2021) Optimization and characterization of bacterial nanocellulose produced by Komagataeibacter rhaeticus K3. Carbohyd Polymer Technol Appl 2:100022
Jacek P, Kubiak K, Ryngajłło M, Rytczak P, Paluch P, Bielecki S (2019a) Modification of bacterial nanocellulose properties through mutation of motility related genes in Komagataeibacter hansenii ATCC 53582. New Biotechnol 52:60–68
Jacek P, Ryngajłło M, Bielecki S (2019b) Structural changes of bacterial nanocellulose pellicles induced by genetic modification of Komagataeibacter hansenii ATCC 23769. Appl Microbiol Biotechnol 103:5339–5353
Jaramillo RD, Perna O, Ríos LE, Escobar J (2014) Efecto de la melaza de caña tratada con ácido sulfúrico en la produccion de celulosa por Gluconacetobacter xylinus IFO 13693. Rev Colomb De Quimica 43:25–31
Jonas R, Farah LF (1998) Production and application of microbial cellulose. Polym Degrad Stab 59:101–106
Jozala AF, de Lencastre-Novaes LC, Lopes AM, de Carvalho S-E, Mazzola PG, Pessoa-Jr A, Grotto D, Gerenutti M, Chaud MV (2016) Bacterial nanocellulose production and application: a 10-year overview. Appl Microbiol Biotechnol 100:2063–2072
Jozala AF, Pértile RAN, dos Santos CA, de Carvalho S-E, Seckler MM, Gama FM, Pessoa A (2015) Bacterial cellulose production by Gluconacetobacter xylinus by employing alternative culture media. Appl Microbiol Biotechnol 99:1181–1190
Kardung M, Cingiz K, Costenoble O, Delahaye R, Heijman W, Lovrić M, van Leeuwen M, Mbarek R, van Meijl H, Piotrowski S (2021) Development of the circular bioeconomy: drivers and indicators. Sustain 13:413
Kashcheyeva EI, Gismatulina YA, Budaeva VV (2019) Pretreatments of non-woody cellulosic feedstocks for bacterial cellulose synthesis. Polymers 11:1645
Keshk S (2014) Bacterial cellulose production and its industrial applications. J Bioprocess Biotech 4:2
Keskin Z, Urkmez AS, Hames EE (2017) Novel keratin modified bacterial cellulose nanocomposite production and characterization for skin tissue engineering. Mater Sci Eng C 75:1144–1153
Khan H, Kadam A, Dutt D (2020) Studies on bacterial cellulose produced by a novel strain of Lactobacillus genus. Carbohydr Polym 229:115513
Khan H, Saroha V, Raghuvanshi S, Bharti AK, Dutt D (2021) Valorization of fruit processing waste to produce high value-added bacterial nanocellulose by a novel strain Komagataeibacter xylinus IITR DKH20. Carbohydr Polym 260:117807
Kim JR, Kim H-S, ** H-J (2009) Transparent nanocomposites prepared by incorporating microbial nanofibrils into poly (L-lactic acid). Curr Appl Phys 9:S69–S71
Kiziltas EE, Kiziltas A, Gardner DJ (2015) Synthesis of bacterial cellulose using hot water extracted wood sugars. Carbohydr Polym 124:131–138
Klemm D, Schumann D, Udhardt U, Marsch S (2001) Bacterial synthesized cellulose—artificial blood vessels for microsurgery. Prog Polym Sci 26:1561–1603
Kotatha D, Morishima K, Uchida S, Ogino M, Ishikawa M, Furuike T, Tamura H (2018) Preparation and characterization of gel electrolyte with bacterial cellulose coated with alternating layers of chitosan and alginate for electric double-layer capacitors. Res Chem Intermed 44:4971–4987
Kulahci M, Bisgaard S (2007) Partial confounding and projective properties of Plackett–Burman designs. Qual Reliab Eng Int 23:791–800
Kumar TSM, Chandrasekar M, Senthilkumar K, Ilyas R, Sapuan S, Hariram N, Rajulu AV, Ra**i N, Siengchin S (2021) Characterization, thermal and antimicrobial properties of hybrid cellulose nanocomposite films with in-situ generated copper nanoparticles in Tamarindus indica nut powder. J Polym Environ 29:1134–1142
Kumbhar JV, Jadhav SH, Bodas DS, Barhanpurkar-Naik A, Wani MR, Paknikar KM, Rajwade JM (2017) In vitro and in vivo studies of a novel bacterial cellulose-based acellular bilayer nanocomposite scaffold for the repair of osteochondral defects. Int J Nanomed 12:6437
Kuo C-H, Chen J-H, Liou B-K, Lee C-K (2016) Utilization of acetate buffer to improve bacterial cellulose production by Gluconacetobacter xylinus. Food Hydrocoll 53:98–103
Kuo C-H, Huang C-Y, Shieh C-J, Wang H-MD, Tseng C-Y (2019) Hydrolysis of orange peel with cellulase and pectinase to produce bacterial cellulose using Gluconacetobacter xylinus. Waste Biomass Valorization 10:85–93
Kuo CH, Lin PJ, Lee CK (2010) Enzymatic saccharification of dissolution pretreated waste cellulosic fabrics for bacterial cellulose production by Gluconacetobacter xylinus. J Chem Technol Biotechnol 85:1346–1352
Lahiri D, Nag M, Dutta B, Dey A, Sarkar T, Pati S, Edinur HA, Abdul Kari Z, Mohd Noor NH, Ray RR (2021) Bacterial cellulose: production, characterization and application as antimicrobial agent. Int J Mol Sci 22:12984
Lee SE, Park YS (2017) The role of bacterial cellulose in artificial blood vessels. Mol Cell Toxicol 13:257–261
Leonarski E, Cesca K, Zanella E, Stambuk BU, de Oliveira D, Poletto P (2021) Production of kombucha-like beverage and bacterial cellulose by acerola byproduct as raw material. LWT 135:110075
Li NAG, Wang Q, Zhang J, Krause WE, Wei Q, Lucia LA (2017) Laccase-immobilized bacterial cellulose/TiO2 functionalized composite membranes: evaluation for photo-and bio-catalytic dye degradation. J Membr Sci 525:89–98
Li WL, Hua J, Jia S, Zhang J, Liu H (2015a) Production of nano bacterial cellulose from waste water of candied jujube-processing industry using Acetobacter xylinum. Carbohydr Polym 120:115–119
Li W, Zhang S, Zhang T, Shen Y, Han L, Peng Z, **e Z, Zhong C, Jia S (2021) Bacterial cellulose production from ethylenediamine pretreated Caragana korshinskii Kom. Ind Crops Prod 164:113340
Li Y, Tian C, Tian H, Zhang J, He X, ** W, Lei H (2012) Improvement of bacterial cellulose production by manipulating the metabolic pathways in which ethanol and sodium citrate involved. Appl Microbiol Biotechnol 96:1479–1487
Li Z, Wang L, Hua J, Jia S, Zhang J, Liu H (2015b) Production of nano bacterial cellulose from waste water of candied jujube-processing industry using Acetobacter xylinum. Carbohydr Polym 120:115–119
Lin H-H, Hsu K-D, Lai Y-J, Chen Y-K, Cheng K-C (2016) Isolation and identification of cellulose-producing strain Komagataeibacter intermedius from fermented fruit juice. Carbohydr Polym 151:827–833
Lin LZ, Shen R, Chen S, Yang X (2020) Bacterial cellulose in food industry: current research and future prospects. Int J Biol Macromol 158:1007–1019
Lin L-S, Li R, Li Z (2014a) Production of bacterial cellulose by Gluconacetobacter hansenii CGMCC 3917 using only waste beer yeast as nutrient source. Bioresour Technol 151:113–119
Lin D, Lopez-Sanchez P, Li R, Li Z (2014b) Production of bacterial cellulose by Gluconacetobacter hansenii CGMCC 3917 using only waste beer yeast as nutrient source. Bioresour Technol 151:113–119
Lin S-P, Calvar IL, Catchmark JM, Liu J-R, Demirci A, Cheng K-C (2013) Biosynthesis, production and applications of bacterial cellulose. Cellulose 20:2191–2219
Liu K, Catchmark JM (2019) Enhanced mechanical properties of bacterial cellulose nanocomposites produced by co-culturing Gluconacetobacter hansenii and Escherichia coli under static conditions. Carbohydr Polym 219:12–20
Liu M, Li S, **e Y, Jia S, Hou Y, Zou Y, Zhong C (2018a) Enhanced bacterial cellulose production by Gluconacetobacter xylinus via expression of Vitreoscilla hemoglobin and oxygen tension regulation. Appl Microbiol Biotechnol 102:1155–1165
Liu M, Liu L, Jia S, Li S, Zou Y, Zhong C (2018b) Complete genome analysis of Gluconacetobacter xylinus CGMCC 2955 for elucidating bacterial cellulose biosynthesis and metabolic regulation. Sci Rep 8:1–10
Liu Z, Lin D, Lopez-Sanchez P, Yang X (2020) Characterizations of bacterial cellulose nanofibers reinforced edible films based on konjac glucomannan. Int J Biol Macromol 145:634–645
Lu T, Gao H, Liao B, Wu J, Zhang W, Huang J, Liu M, Huang J, Chang Z, ** M (2020) Characterization and optimization of production of bacterial cellulose from strain CGMCC 17276 based on whole-genome analysis. Carbohydr Polym 232:115788
Ma X, Yuan H, Wang H, Yu H (2021) Coproduction of bacterial cellulose and pear vinegar by fermentation of pear peel and pomace. Bioprocess Biosyst Eng 44:1–14
Malhotra G, Chapadgaonkar SS (2020) Taguchi optimization and scale up of xylanase from Bacillus licheniformis isolated from hot water geyser. J Genet Eng Biotechnol 18:1–9
Mandour YMH, Shendy MF, Badie S, Elrefai A, Mohammed S, Menem MA (2019) Use of bacterial cellulose in closure of nasal septal perforation. Int J Otorhinolaryngol Head Neck Surg 5:830
Martins D, Rocha C, Dourado F, Gama M (2021) Bacterial Cellulose-Carboxymethyl Cellulose (BC: CMC) dry formulation as stabilizer and texturizing agent for surfactant-free cosmetic formulations. Colloids Surf a: Physicochem Eng Asp 617:126380
Mbituyimana B, Liu L, Ye W, Boni BOO, Zhang K, Chen J, Thomas S, Vasilievich RV, Shi Z, Yang G (2021) Bacterial cellulose-based composites for biomedical and cosmetic applications: research progress and existing products. Carbohydr Polym 273:118565
Meenakshi A (2013) Cell culture media: a review. Mater Methods 3:175
Meng C, Zhong N, Hu J, Yu C, Saddler JN (2019) The effects of metal elements on ramie fiber oxidation degumming and the potential of using spherical bacterial cellulose for metal removal. J Clean Prod 206:498–507
Mensah A, Lv P, Narh C, Huang J, Wang D, Wei Q (2019) Sequestration of Pb (II) ions from aqueous systems with novel green bacterial cellulose graphene oxide composite. Materials 12:218
Mikkelsen D, Flanagan BM, Dykes G, Gidley M (2009) Influence of different carbon sources on bacterial cellulose production by Gluconacetobacter xylinus strain ATCC 53524. J Appl Microbiol 107:576–583
Min L, **ao-hui G, De-zhou W (2011) Removing Cd2+ by composite adsorbent Nano-Fe3O4/bacterial cellulose. Chem Res Chin Univ 27:1031–1034
Modenbach AA, Nokes SE (2014) Effects of sodium hydroxide pretreatment on structural components of biomass. Trans ASABE 57:1187–1198
Mohammadkazemi F, Azin M, Ashori A (2015) Production of bacterial cellulose using different carbon sources and culture media. Carbohydr Polym 117:518–523
Mohite BV, Kamalja KK, Patil SV (2012) Statistical optimization of culture conditions for enhanced bacterial cellulose production by Gluconoacetobacter hansenii NCIM 2529. Cellulose 19:1655–1666
Molina-Ramírez C, Castro C, Zuluaga R, Gañán P (2018) Physical characterization of bacterial cellulose produced by Komagataeibacter medellinensis using food supply chain waste and agricultural by-products as alternative low-cost feedstocks. J Polym Environ 26:830–837
Müller D, Mandelli J, Marins J, Soares B, Porto L, Rambo C, Barra G (2012) Electrically conducting nanocomposites: preparation and properties of polyaniline (PAni)-coated bacterial cellulose nanofibers (BC). Cellulose 19:1645–1654
Nascimento FX, Torres CA, Freitas F, Reis MA, Crespo MT (2021) Functional and genomic characterization of Komagataeibacter uvaceti FXV3, a multiple stress resistant bacterium producing increased levels of cellulose. Biotechnol Rep 30:e00606
Nogi M, Iwamoto S, Nakagaito AN, Yano H (2009) Optically transparent nanofiber paper. Adv Mater 21:1595–1598
Noree S, Tongdang C, Sujarit K, Chamdit S, Thongpool V, Trakarnpaiboon S, Khunnamwong P, Kitpreechavanich V, Lomthong T (2021) Application of raw starch degrading enzyme from Laceyella sacchari LP175 for development of bacterial cellulose fermentation using colored rice as substrate. 3 Biotech 11:1–11
Ogrizek L, Lamovšek J, Čuš F, Leskovšek M, Gorjanc M (2021) Properties of bacterial cellulose produced using white and red grape bagasse as a nutrient source. Processes 9:1088
Okiyama A, Motoki M, Yamanaka S (1992) Bacterial cellulose II. Processing of the gelatinous cellulose for food materials. Food Hydrocoll 6:479–487
Pacheco G, Nogueira CR, Meneguin AB, Trovatti E, Silva MC, Machado RT, Ribeiro SJ, Da Silva FEC, Barud H, d S (2017) Development and characterization of bacterial cellulose produced by cashew tree residues as alternative carbon source. Ind Crops Prod 107:13–19
Palamae S, Dechatiwongse P, Choorit W, Chisti Y, Prasertsan P (2017) Cellulose and hemicellulose recovery from oil palm empty fruit bunch (EFB) fibers and production of sugars from the fibers. Carbohydr Polym 155:491–497
Palaninathan V, Chauhan N, Poulose AC, Raveendran S, Mizuki T, Hasumura T, Fukuda T, Morimoto H, Yoshida Y, Maekawa T (2014) Acetosulfation of bacterial cellulose: an unexplored promising incipient candidate for highly transparent thin film. Mater Express 4:415–421
Pang M, Huang Y, Meng F, Zhuang Y, Liu H, Du M, Ma Q, Wang Q, Chen Z, Chen L (2020) Application of bacterial cellulose in skin and bone tissue engineering. Eur Polym J 122:109365
Paximada P, Koutinas AA, Scholten E, Mandala IG (2016a) Effect of bacterial cellulose addition on physical properties of WPI emulsions. Comparison with common thickeners. Food Hydrocoll 54:245–254
Paximada P, Tsouko E, Kopsahelis N, Koutinas AA, Mandala I (2016b) Bacterial cellulose as stabilizer of o/w emulsions. Food Hydrocoll 53:225–232
Penttilä PA, Imai T, Sugiyama J (2017) Fibrillar assembly of bacterial cellulose in the presence of wood-based hemicelluloses. Int J Biol Macromol 102:111–118
Phruksaphithak N, Kaewnun C, Sompong O (2019) Bacterial cellulose production and applications. Sci Eng Health Stud 1–7
Plackett RL, Burman JP (1946) The design of optimum multifactorial experiments. Biometrika 305–325
Podgorbunskikh EM, Bychkov AL, Lomovsky OI (2019) Determination of surface accessibility of the cellulose substrate according to enzyme sorption. Polymers 11:1201
Ponce J, da Silva AJG, dos Santos LN, Bulla MK, Barros BCB, Favaro SL, Hioka N, Caetano W, Batistela VR (2021) Alkali pretreated sugarcane bagasse, rice husk and corn husk wastes as lignocellulosic biosorbents for dyes. Carbohydrate Polymer Technologies and Applications 2:100061
Portela R, Leal CR, Almeida PL, Sobral RG (2019) Bacterial cellulose: a versatile biopolymer for wound dressing applications. Microb Biotechnol 12:586–610
Qiu Y, Qiu L, Cui J, Wei Q (2016) Bacterial cellulose and bacterial cellulose-vaccarin membranes for wound healing. Mater Sci Eng C 59:303–309
Rahman SSA, Vaishnavi T, Vidyasri GS, Sathya K, Priyanka P, Venkatachalam P, Karuppiah S (2021) Production of bacterial cellulose using Gluconacetobacter kombuchae immobilized on Luffa aegyptiaca support. Sci Rep 11:1–15
Rahul D, Pretesh J (2018) Application of taguchi-based design of experiments for industrial chemical processes, statistical approaches with emphasis on design of experiments applied to chemical processes. IntechOpen, Valter Silva. https://doi.org/10.5772/intechopen69501:139
Raiszadeh Y, Rezazadeh-Bari M, Almasi H, Amiri S (2020) Optimization of bacterial cellulose production by Komagataeibacter xylinus PTCC 1734 in a low-cost medium using optimal combined design. J Food Sci Technol 57:2524–2533
Rangaswamy B, Vanitha K, Hungund BS (2015) Microbial cellulose production from bacteria isolated from rotten fruit. Int J Polym Sci
Rani AK (2013) Production of bacterial cellulose by Gluconacetobacter hansenii UAC09 using coffee cherry husk. J Food Sci Technol 50:755–762
Rani MU, Appaiah KA (2013) Production of bacterial cellulose by Gluconacetobacter hansenii UAC09 using coffee cherry husk. J Food Sci Technol 50:755–762
Rani MU, Udayasankar K, Appaiah KA (2011) Properties of bacterial cellulose produced in grape medium by native isolate Gluconacetobacter sp. J Appl Polym Sci 120:2835–2841
Revin VV, Dolganov AV, Liyaskina EV, Nazarova NB, Balandina AV, Devyataeva AA, Revin VD (2021) Characterizing bacterial cellulose produced by Komagataeibacter sucrofermentans H-110 on molasses medium and obtaining a biocomposite based on it for the adsorption of fluoride. Polymers 13:1422
Rodrigues AC, Fontão AI, Coelho A, Leal M, da Silva FAS, Wan Y, Dourado F, Gama M (2019) Response surface statistical optimization of bacterial nanocellulose fermentation in static culture using a low-cost medium. New Biotechnol 49:19–27
Ruka DR, Simon GP, Dean KM (2012) Altering the growth conditions of Gluconacetobacter xylinus to maximize the yield of bacterial cellulose. Carbohydr Polym 89:613–622
Saavedra-Sanabria OL, Durán D, Cabezas J, Hernández I, Blanco-Tirado C, Combariza MY (2021) Cellulose biosynthesis using simple sugars available in residual cacao mucilage exudate. Carbohydr Polym 118645
Saini JK, Saini R, Tewari L (2015) Lignocellulosic agriculture wastes as biomass feedstocks for second-generation bioethanol production: concepts and recent developments. 3 Biotech 5:337–353
Salari M, Khiabani MS, Mokarram RR, Ghanbarzadeh B, Kafil HS (2019) Preparation and characterization of cellulose nanocrystals from bacterial cellulose produced in sugar beet molasses and cheese whey media. Int J Biol Macromol 122:280–288
Saleh A K, El-Gendi H, Ray J B, Taha T H (2021) A low-cost effective media from starch kitchen waste for bacterial cellulose production and its application as simultaneous absorbance for methylene blue dye removal. Biomass Convers. Biorefin 1–13
Saleh AK, El-Gendi H, Soliman NA, El-Zawawy WK, Abdel-Fattah YR (2022) Bioprocess development for bacterial cellulose biosynthesis by novel Lactiplantibacillus plantarum isolate along with characterization and antimicrobial assessment of fabricated membrane. Sci Rep 12:1–17
Saleh AK, Soliman NA, Farrag AA, Ibrahim MM, El-Shinnawy NA, Abdel-Fattah YR (2020) Statistical optimization and characterization of a biocellulose produced by local Egyptian isolate Komagataeibacter hansenii AS. 5. Int J Biol Macromol 144:198–207
Samyn P, Barhoum A, Öhlund T, Dufresne A (2018) nanoparticles and nanostructured materials in papermaking. J Mater Sci 53:146–184
Santoso SP, Chou C-C, Lin S-P, Soetaredjo FE, Ismadji S, Hsieh C-W, Cheng KC (2020) Enhanced production of bacterial cellulose by Komactobacter intermedius using statistical modeling. Cellulose 27:2497–2509
Santoso SP, Lin S-P, Wang T-Y, Ting Y, Hsieh C-W, Yu R-C, Angkawijaya AE, Soetaredjo FE, Hsu H-Y, Cheng K-C (2021) Atmospheric cold plasma-assisted pineapple peel waste hydrolysate detoxification for the production of bacterial cellulose. Int J Biol Macromol 175:526–534
Seddiqi H, Oliaei E, Honarkar H, ** J, Geonzon LC, Bacabac RG, Klein-Nulend J (2021) Cellulose and its derivatives: towards biomedical applications. Cellulose 1–39
Shah J, Brown RM (2005) Towards electronic paper displays made from microbial cellulose. Appl Microbiol Biotechnol 66:352–355
Shah N, Ul-Islam M, Khattak WA, Park JK (2013) Overview of bacterial cellulose composites: a multipurpose advanced material. Carbohydr Polym 98:1585–1598
Shalumon K, Anulekha K, Nair SV, Nair S, Chennazhi K, Jayakumar R (2011) Sodium alginate/poly (vinyl alcohol)/nano ZnO composite nanofibers for antibacterial wound dressings. Int J Biol Macromol 49:247–254
Shao W, Liu H, Wang S, Wu J, Huang M, Min H, Liu X (2016) Controlled release and antibacterial activity of tetracycline hydrochloride-loaded bacterial cellulose composite membranes. Carbohydr Polym 145:114–120
Sharma C, Bhardwaj NK, Pathak P (2021) Static intermittent fed-batch production of bacterial nanocellulose from black tea and its modification using chitosan to develop antibacterial green packaging material. J Clean Prod 279:123608
Shi Z, Zhang Y, Phillips GO, Yang G (2014) Utilization of bacterial cellulose in food. Food Hydrocoll 35:539–545
Shojaei S, Shojaei S, Band SS, Farizhandi AAK, Ghoroqi M, Mosavi A (2021) Application of Taguchi method and response surface methodology into the removal of malachite green and auramine-O by NaX nanozeolites. Sci Rep 11:1–13
Singh O, Panesar PS, Chopra HK (2017) Response surface optimization for cellulose production from agro industrial waste by using new bacterial isolate Gluconacetobacter xylinus C18. Food Sci Biotechnol 26:1019–1028
Singh R, Srivastava M, Shukla A (2016) Environmental sustainability of bioethanol production from rice straw in India: a review. Renew Sust Energ Rev 54:202–216
Singh S, Simmons BA, Vogel KP (2009) Visualization of biomass solubilization and cellulose regeneration during ionic liquid pretreatment of switchgrass. Biotechnol Bioeng 104:68–75
Singhania RR, Patel AK, Tsai M-L, Chen C-W, Di Dong C (2021) Genetic modification for enhancing bacterial cellulose production and its applications. Bioengineered 12:6793–6807
Skiba EA, Budaeva VV, Ovchinnikova EV, Gladysheva EK, Kashcheyeva EI, Pavlov IN, Sakovich GV (2020) A technology for pilot production of bacterial cellulose from oat hulls. Chem Eng J 383:123128
Son H-J, Kim H-G, Kim K-K, Kim H-S, Kim Y-G, Lee S-J (2003) Increased production of bacterial cellulose by Acetobacter sp. V6 in synthetic media under shaking culture conditions. Bioresour Technol 86:215–219
Son HJ, Heo MS, Kim YG, Lee SJ (2001) Optimization of fermentation conditions for the production of bacterial cellulose by a newly isolated Acetobacter. Biotechnol Appl Biochem 33:1–5
Song L, Shu L, Wang Y, Zhang X-F, Wang Z, Feng Y, Yao J (2020) Metal nanoparticle-embedded bacterial cellulose aerogels via swelling-induced adsorption for nitrophenol reduction. Int J Biol Macromol 143:922–927
Song Z, Liu X, Yan Z, Yuan Y, Liao Y (2014) Comparison of seven chemical pretreatments of corn straw for improving methane yield by anaerobic digestion. PLoS ONE 9:e93801
Souza EF, Furtado MR, Carvalho CW, Freitas-Silva O, Gottschalk LM (2020) Production and characterization of Gluconacetobacter xylinus bacterial cellulose using cashew apple juice and soybean molasses. Int J Biol Macromol 146:285–289
Stasiak-Różańska L, Płoska J (2018) Study on the use of microbial cellulose as a biocarrier for 1, 3-dihydroxy-2-propanone and its potential application in industry. Polymers 10:438
Steinbach D, Kruse A, Sauer J (2017) Pretreatment technologies of lignocellulosic biomass in water in view of furfural and 5-hydroxymethylfurfural production-a review. Biomass Convers Biorefin 7:247–274
Stoica-Guzun A, Stroescu M, **ga SI, Mihalache N, Botez A, Matei C, Berger D, Damian CM, Ionita V (2016) Box-Behnken experimental design for chromium (VI) ions removal by bacterial cellulose-magnetite composites. Int J Biol Macromol 91:1062–1072
Suárez-Avendaño D, Martínez-Correa E, Cañas-Gutierrez A, Castro-Riascos M, Zuluaga-Gallego R, Gañán-Rojo P, Peresin M, Pereira M, Castro-Herazo C (2022) Comparative study on the efficiency of mercury removal from wastewater using bacterial cellulose membranes and their oxidized analogue. Front Bioeng Biotechnol 10:815892
Sudying P, Laingaumnuay N, Jaturapiree P (2019) Production and characterization of bacterial cellulose from rice washing drainage (RWD) by Komagataeibacter nataicola Li1. Key Engineering Materials. Trans Tech Publ, vol 824, pp 30–37
Sun S, Sun S, Cao X, Sun R (2016) The role of pretreatment in improving the enzymatic hydrolysis of lignocellulosic materials. Bioresour Technol 199:49–58
Sutthiphatkul TS, Amornrat OD (2020) Optimization of bacterial cellulose production from wastewater of noodle processing by Komagataeibacter sp. PAP1 and bio-cellulose paper production. Walailak J Sci & Tech 17:1241–1251
Suwanposri A, Yukphan P, Yamada Y, Ochaikul D (2014) Statistical optimisation of culture conditions for biocellulose production by Komagataeibacter sp. PAP1 using soya bean whey. Maejo Int J Sci 8:1
Swingler S, Gupta A, Gibson H, Kowalczuk M, Heaselgrave W, Radecka I (2021) Recent advances and applications of bacterial cellulose in biomedicine. Polymers 13:412
Tabaii MJ, Emtiazi G (2016) Comparison of bacterial cellulose production among different strains and fermented media. Appl Food Biotechnol 3:35–41
Tanskul S, Amornthatree K, Jaturonlak N (2013) A new cellulose-producing bacterium, Rhodococcus sp. MI 2: screening and optimization of culture conditions. Carbohydr Polym 92:421–428
Top B, Uguzdogan E, Dogan NM, Arslan S, Bozbeyoglu NN, Kabalay B (2021) Production and characterization of bacterial cellulose from Komagatabacter xylinums isolated from home-made Turkish wine vinegar. Cellul Chem Technol 55:243–254
Torgbo S, Sukyai P (2018) Bacterial cellulose-based scaffold materials for bone tissue engineering. Appl Mater Today 11:34–49
Trovatti E, Freire CS, Pinto PC, Almeida IF, Costa P, Silvestre AJ, Neto CP, Rosado C (2012) Bacterial cellulose membranes applied in topical and transdermal delivery of lidocaine hydrochloride and ibuprofen: in vitro diffusion studies. Int J Pharm 435:83–87
Tsouko E, Kourmentza C, Ladakis D, Kopsahelis N, Mandala I, Papanikolaou S, Paloukis F, Alves V, Koutinas A (2015) Bacterial cellulose production from industrial waste and by-product streams. Int J Mol Sci 16:14832–14849
Tyagi N, Suresh S (2016) Production of cellulose from sugarcane molasses using Gluconacetobacter intermedius SNT-1: optimization & characterization. J Clean Prod 112:71–80
Ul-Islam M, Khan T, Khattak WA, Park JK (2013) Bacterial cellulose-MMTs nanoreinforced composite films: novel wound dressing material with antibacterial properties. Cellulose 20:589–596
Ullah H, Santos HA, Khan T (2016) Applications of bacterial cellulose in food, cosmetics and drug delivery. Cellulose 23:2291–2314
Urbina L, Corcuera MA, Gabilondo N, Eceiza A, Retegi A (2021a) A review of bacterial cellulose: sustainable production from agricultural waste and applications in various fields. Cellulose 28:8229–8253
Urbina L, Corcuera MA, Gabilondo N, Eceiza A, Retegi A (2021b) A review of bacterial cellulose: sustainable production from agricultural waste and applications in various fields. Cellulose 1–25
Vasconcelos NF, Feitosa JPA, da Gama FMP, Morais JPS, Andrade FK, de Souza M, d S M, de Freitas Rosa M (2017) Bacterial cellulose nanocrystals produced under different hydrolysis conditions: properties and morphological features. Carbohydr Polym 155:425–431
Vazquez A, Foresti ML, Cerrutti P, Galvagno M (2013) Bacterial cellulose from simple and low cost production media by Gluconacetobacter xylinus. J Polym Environ 21:545–554
Voicu G, **ga S-I, Drosu B-G, Busuioc C (2017) Improvement of silicate cement properties with bacterial cellulose powder addition for applications in dentistry. Carbohydr Polym 174:160–170
Wan Y, Li J, Yang Z, Ao H, **ong L, Luo H (2018) Simultaneously depositing polyaniline onto bacterial cellulose nanofibers and graphene nanosheets toward electrically conductive nanocomposites. Curr Appl Phys 18:933–940
Wang J, Tavakoli J, Tang Y (2019) Bacterial cellulose production, properties and applications with different culture methods–A review. Carbohydr Polym 219:63–76
Wang Q, Nnanna PC, Shen F, Huang M, Tian D, Hu J, Zeng Y, Yang G, Deng S (2021) Full utilization of sweet sorghum for bacterial cellulose production: a concept of material crop. Ind Crops Prod 162:113256
Wang X, Tang J, Huang J, Hui M (2020) Production and characterization of bacterial cellulose membranes with hyaluronic acid and silk sericin. Colloids Surf B 195:111273
Wei B, Yang G, Hong F (2011) Preparation and evaluation of a kind of bacterial cellulose dry films with antibacterial properties. Carbohydr Polym 84:533–538
Wen X, Zheng Y, Wu J, Yue L, Wang C, Luan J, Wu Z, Wang K (2015) In vitro and in vivo investigation of bacterial cellulose dressing containing uniform silver sulfadiazine nanoparticles for burn wound healing. Prog Nat Sci 25:197–203
Witek L, Kuźniar W (2021) Green purchase behavior: The effectiveness of sociodemographic variables for explaining green purchases in emerging market. Sustain 13:209
Wu J-M, Liu R-H (2012) Thin stillage supplementation greatly enhances bacterial cellulose production by Gluconacetobacter xylinus. Carbohydr Polym 90:116–121
**e Y, Niu X, Yang J, Fan R, Shi J, Ullah N, Feng X, Chen L (2020) Active biodegradable films based on the whole potato peel incorporated with bacterial cellulose and curcumin. Int J Biol Macromol 150:480–491
Yang L, Chen C, Hu Y, Wei F, Cui J, Zhao Y, Xu X, Chen X, Sun D (2020) Three-dimensional bacterial cellulose/polydopamine/TiO2 nanocomposite membrane with enhanced adsorption and photocatalytic degradation for dyes under ultraviolet-visible irradiation. J Colloid Interface Sci 562:21–28
Yang XY, Huang C, Guo HJ, **ong L, Li YY, Zhang HR, Chen XD (2013) Bioconversion of elephant grass (Pennisetum purpureum) acid hydrolysate to bacterial cellulose by G luconacetobacter xylinus. J Appl Microbiol 115:995–1002
Yanti NA, Ahmad SW, Ambardini S, Muhiddin NH (2017) Screening of acetic acid bacteria from pineapple waste for bacterial cellulose production using sago liquid waste. Biosaintifika 9:387–393
Yassine F, Bassil N, Flouty R, Chokr A, El Samrani A, Boiteux G, El Tahchi M (2016) Culture medium pH influence on Gluconacetobacter physiology: cellulose production rate and yield enhancement in presence of multiple carbon sources. Carbohydr Polym 146:282–291
Ye J, Zheng S, Zhang Z, Yang F, Ma K, Feng Y, Zheng J, Mao D, Yang X (2019) Bacterial cellulose production by Acetobacter xylinum ATCC 23767 using tobacco waste extract as culture medium. Bioresour Technol 274:518–524
Yordshahi AS, Moradi M, Tajik H, Molaei R (2020) Design and preparation of antimicrobial meat wrap** nanopaper with bacterial cellulose and postbiotics of lactic acid bacteria. Int J Food Microbiol 321:108561
Yousef SM, El-Gendi H, Ghozlan H, Sabry SA, Soliman NA, Abdel-Fattah YR (2021) Production, partial purification and characterization of alkaline phosphatase from a thermo-alkaliphile Geobacillus thermodenitrificans I2 isolate. Biocatal Agric Biotechnol 31:101853
Yousefi H, Faezipour M, Hedjazi S, Mousavi MM, Azusa Y, Heidari AH (2013) Comparative study of paper and nanopaper properties prepared from bacterial cellulose nanofibers and fibers/ground cellulose nanofibers of canola straw. Ind Crops Prod 43:732–737
Zeng CJ, Wang Q, Li Z, Wang H (2011a) Screening of the common culture conditions affecting crystallinity of bacterial cellulose. J Ind Microbiol Biotechnol 38:1993–1999
Zeng X, Small DP, Wan W (2011b) Statistical optimization of culture conditions for bacterial cellulose production by Acetobacter xylinum BPR 2001 from maple syrup. Carbohydr Polym 85:506–513
Zhang C, Cao J, Zhao S, Luo H, Yang Z, Gama M, Zhang Q, Su D, Wan Y (2020) Biocompatibility evaluation of bacterial cellulose as a scaffold material for tissue-engineered corneal stroma. Cellulose 27:2775–2784
Zhang W, Chen S, Hu W, Zhou B, Yang Z, Yin N, Wang H (2011) Facile fabrication of flexible magnetic nanohybrid membrane with amphiphobic surface based on bacterial cellulose. Carbohydr Polym 86:1760–1767
Zhang W, Wang X, Qi X, Ren L, Qiang T (2018) Isolation and identification of a bacterial cellulose synthesizing strain from kombucha in different conditions: Gluconacetobacter xylinus ZHCJ618. Food Sci Biotechnol 27:705–713
Zhong C (2020) Industrial-Scale production and applications of bacterial cellulose. Front Bioeng Biotechnol 8:605374
Zhu B, Zhang Z, Wang H, Ma X (2021) Isolation and culture conditions optimization of a new bacterial cellulose producing Strain Komagataeibacter intermedius 6–5. IOP Conference Series: Earth and Environmental Science. IOP Publishing, vol 632, p 032040
Zhu H, Fang Z, Preston C, Li Y, Hu L (2014) Transparent paper: fabrications, properties, and device applications. Energy Environ Sci 7:269–287
Zhu H, Jia S, Wan T, Jia Y, Yang H, Li J, Yan L, Zhong C (2011) Biosynthesis of spherical Fe3O4/bacterial cellulose nanocomposites as adsorbents for heavy metal ions. Carbohydr Polym 86:1558–1564
Zou B, Liu Y, Luo X, Chen F, Guo X, Li X (2012) Electrospun fibrous scaffolds with continuous gradations in mineral contents and biological cues for manipulating cellular behaviors. Acta Biomater 8:1576–1585
Żywicka A, Junka AF, Szymczyk P, Chodaczek G, Grzesiak J, Sedghizadeh PP, Fijałkowski K (2018) Bacterial cellulose yield increased over 500% by supplementation of medium with vegetable oil. Carbohydr Polym 199:294–303
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Contributions
Ahmed K. Saleh: investigation, resources, writing original draft. Hamada El-Gendi: investigation, resources, writing original draft. Tarek H. Taha: investigation, resources, writing original draft. Julie Basu Ray: conceptualization, final review, editing. All authors read and approved the final review.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing interests or personal relationships that could have appeared to influence the work reported in this review.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
El-Gendi, H., Taha, T.H., Ray, J.B. et al. Recent advances in bacterial cellulose: a low-cost effective production media, optimization strategies and applications. Cellulose 29, 7495–7533 (2022). https://doi.org/10.1007/s10570-022-04697-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-022-04697-1