
Abstract
The paper describes a study on the effects of beam power and feed rate in the process of cutting fresh wood with a CO2 laser on water contact angle on the cut surface. The study involved several broadleaved tree species (oak, birch, alder, plum, and apple tree) and one coniferous species (pine). Samples were cut with a Trumpf TLC1005 laser equipped with a TruFlow 6000 CO2 resonator at a wavelength of 10.6 μm at three power output settings (1 kW, 2 kW, and 3 kW) and one feed rate (0.4 m∙min− 1). Contact angle was measured by pipetting a drop of distilled water on the wood surface and recording the process with a camera. Subsequently, images of the drop were analyzed over one minute at 10 s intervals to determine changes in contact angle for each of the cases examined. It was not possible to measure the contact angle on saw-cut samples as the water was immediately absorbed, while water drops placed on laser-cut samples remained on the surface for over 60 s, with the contact angle decreasing over time for the examined species from an average of 90° to 40°. The higher beam power settings (2 or 3 kW) were found to be preferable for the hardwood species (oak, birch, alder, and apple tree). In turn, in the case of the softwood species (pine), the laser power output did not matter, as both at the low (1 kW) and high (3 kW) settings the drop did not spread over the surface quickly. Finally, the optimum beam power for plum tree wood was found to be 1 kW.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The surface of saw-cut wood is hydrophilic, while that of laser-cut wood is hydrophobic due to the formation of a crystalline layer preventing water absorption by deeper wood structures. The crystalline layer arises as a result of exposure to the high temperature and pressure that occur during laser cutting (Liu et al. 2023).
The laser processing of wood has both advantages and disadvantages. On the upside, laser-cut surfaces exhibit lower fungal activity as compared to saw-cut surfaces. However, such surfaces do not absorb adhesives very well, which makes the process of gluing more difficult in the woodworking industry (Reinprecht and Vidholdová 2021).
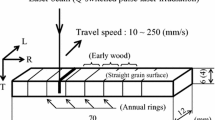
Guo et al. (2021) reported for pine wood that while cutting with a CO2 laser differences in the structure and density of earlywood and latewood caused irregularities in the kerf surface. Moreover, superior cutting performance was found for lower wood moisture content and lower feed rates. On the other hand, better surface quality and lower charring were obtained for wood with higher moisture content at faster feed rates (Guo et al. 2021). According to other researchers, superior surface quality and lower roughness can be obtained by cutting wood with lower moisture content (Rezaei et al. 2022).
The contact angle is typically measured as the angle between the surface of a solid and the liquid/gas interface. A given combination of solid, liquid, and gas at a given ambient temperature and atmospheric pressure is characterized by a specific contact angle. However, the reproducibility of results is difficult due to the variability of those parameters and sensitivity to contamination. Another major parameter affecting contact angle is surface roughness, which may significantly limit the spreading of a drop over the solid surface or result in air pockets between the liquid and the solid. Contact angle is a parameter quantifying the wettability of solid surfaces (Erbil 2014; Jasper and Anand 2019).
Wettability is the ability of liquids to sustain contact with a solid surface due to intermolecular forces. In turn, the degree of wettability is a function of adhesive and cohesive forces. Adhesion between the liquid and the solid causes the former to spread over the surface, which is countered by the cohesive force holding the drop together. Wettability (wetting) is an important factor in the process of joining different materials and in capillary phenomena (Amziane and Collet 2017).
There are two main types of wetting: reactive and non-reactive. In the latter case, intermolecular interactions play the dominant role. On the other hand, reactive wetting gives rise to layers of mixtures affecting contact angle (Dezellus and Eustathopoulos 2010).
The value of contact angle depends on many factors, such as the longitudinal elasticity of the studied material, its roughness, chemical and physical surface homogeneity, surface contamination, etc. The studied surface should also be sufficiently rigid to prevent droplet deformation, which means that its longitudinal elasticity coefficient should equal at least 10 kPa. While roughness unquestionably influences contact angle, it is difficult to determine the exact manner and degree of this effect. Finally, surface inhomogeneity gives rise to areas differentially affecting the contact angle (Rudawska 2013).
Contact angles measured for appropriately selected liquids enable the determination of the properties of the studied solid surface. The higher the angle the lower the wettability of the system. Wettability is considered high for contact angles of \(0^\circ < \theta <90^\circ\); this property is known as hydrophilicity if water is used as the test liquid. For contact angles of \(90^\circ <\theta <180^\circ\) wettability is low, or hydrophobic. Contact angle may also be used for determining surface free energy, work of adhesion, as well as changes occurring in the surface layers of polymers subjected to modifications (Amziane and Collet 2017).
CO2 lasers have been used for many years now in the industrial processing of timber and wood materials. Research has shown that such lasers can be applied for cutting fresh wood (with high moisture content), and in particular for cutting branches with a diameter of up to 2–3 cm. Such procedures do not require high power outputs and can be performed at a satisfactory cutting rate (Aniszewska et al. 2020). The obtained results indicate the possibility of using a laser for trimming fruit trees in horticulture, as well as potentially in some forest plantations.
The late autumn and early spring are a time of pruning fruit trees in orchards, which is one of the most important agrotechnical treatments affecting crop yield. Specific cutting procedures have been developed for different tree species and cultivars (Soczek and Suski 1983). Trimming and pruning are most often performed in orchards by means of pruning shears, loppers, pneumatic or electric pruners, and horticultural saws. After cutting, trees must be sprayed to prevent pathogen penetration through the resulting wounds. Larger wounds should be protected with specialized preparations or emulsion paint with added fungicide. However, to avoid the need for the aforementioned protective procedures, the application of a laser pruner has been suggested (Polish patent no. 231,736 from April 2, 2019, held by the Warsaw University of Life Sciences).
Pruning trees with a laser beam may eliminate the need to protect the resulting wounds with chemicals due to the charring of the wound surface. The present study was designed to determine the laser power output and feed rate that would impart some hydrophobic properties to the charred stump surface and make sure it absorbs as little water as possible. Preliminary tests showed that drops of water placed on laser-cut surfaces did not spread immediately, in contrast to those placed on sawed surfaces, which were instantly absorbed.
The cutting of round wood (branches), whether with various saws or a laser beam, is a type of mechanical processing in which some of the material is removed, forming a kerf. In the case of a mechanical saw, the process of cutting occurs when one or more blades locally produce a force affecting the workpiece. The material is compressed above its strength limit, and the blade penetrates into it, forming a shaving and creating new surfaces (Gottlöber 2014; Martínez-Conde et al. 2017). While the process of laser cutting is fundamentally different from mechanical cutting and it would be very difficult to compare the two, one can nevertheless compare their effects. Peters (1975) distinguished two phenomena that occur during the laser cutting of biological materials: (1) instantaneous vaporization and (2) burning. In the former case, material is vaporized by the overheating of the cut area by means of a focused beam. Such material is rapidly removed from the cut area, due to which the overheated zone does not spread to the adjacent material (wood) that is not being cut. The edges of the resulting notch (kerf) become darker and glazed, but not charred. On the other hand, burning in the process of laser cutting is suboptimal and arises from an insufficient feed rate. Thus, the material is removed more slowly with the charring of kerf walls, which entails a higher energy demand.
The three parameters of the processed material (fresh round wood) affecting the course and parameters of laser cutting are kerf dimensions (branch diameter), wood moisture content, and wood structure (density). The effect of branch diameter on the cutting process in conjunction with wood type (density) was the subject matter of our previous study (Aniszewska et al. 2020).
The higher the moisture content of the wood being cut the higher the energy delivered by the laser beam per unit of volume. The increase in energy demand results from the need to vaporize an additional amount of water; moreover, the resulting vapor interferes with the laser beam (Powell 1998; Piili et al. 2009). This is consistent with Hernandez-Castaneda and collaborators (Hernández-Castañeda et al. 2011), who also reported that the process of water evaporation reduces the effects of burning of the removed material on kerf walls.
The wood cut during the study consisted of branches freshly harvested from an orchard or forest, and was characterized by high moisture content. For this reason, of particular interest for us were the results and methodological guidelines provided in publications on the cutting of wood and wood-based materials with high moisture content (McMillin and Harry 1971; Peters and Barnas 1977). The rationale behind the present study is borne out by the work of Malachowski (1984), who found laser cutting to be an efficient and useful method of tree trimming.
The objective of the present study was to determine water contact angles on cut wood surfaces and their changes over time. The research results presented in this article are a complementary extension of the results published by Aniszewska et al. (2020). The above-mentioned paper contains the characteristics of fresh wood after laser cutting is performed, including a comparison of the cellular structure of the cutting surface at different beam powers and travel speeds. As a result of the research, it turned out that a layer of compact cells was formed on the cut surface. This may be a beneficial phenomenon that prevents the entry of fungal pathogens, but also prevents rapid drying through the surface of the wound resulting from pruning.
Wood samples from several forest and horticultural tree species were cut at different laser output power levels and feed rates.
2 Materials and methods
Laser cutting tests involved six tree species: Scots pine (Pinus sylvestris L.), pedunculate oak (Quercus robur L.), birch (Betula pendula L.), black alder (Alnus glutinosa L.), European plum (Prunus domestica L.), and apple tree (Malus domestica Borkh). Pine, oak, birch, and alder wood samples were harvested from a forest located in the municipality of Pniewy, Grójec county (GPS location 51° 52’ 49’’ N, 20° 43’39’’). The stand was approx. 26 years old and developed spontaneously on former agricultural land, on a site that could be described as typical of fresh mixed coniferous forest. Plum and apple wood samples were taken from an orchard located in the same municipality, in the vicinity of the stand from which the forest species were obtained.
Tests were conducted on wood samples (fragments of branches with bark with a diameter of 37–47 mm) that were freshly harvested in mid-July. The moisture content of the samples was determined by the oven-drying method (Hernández-Castañeda et al. 2011). The initial weight and dry weight were determined using a WPS210S laboratory balance (RADWAG, Radom, Poland) with an accuracy of 0.001 g. Samples were dried in a Heraeus UT6120 laboratory circulating air oven (Kendro Laboratory Products GmbH, Hanau, Germany) at a constant temperature of 105 ± 2 °C for 24 h.
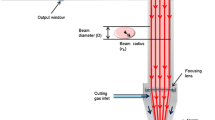
Samples were laser-cut at the Laser Research Centre, Kielce University of Technology using a Trumpf TruFlow 6000 laser, which can produce a maximum output power of 6 kW. The laser was integrated with a Lasercell 1005 5-axis cutting machine. The laser was equipped with a cutting head with a focal length of 7.5” (190.5 mm) producing a beam with a diameter of 0.34 mm by means of a zinc selenide lens. During the study, the laser was operated at a frequency of 10 kHz. In the process of cutting, a 2.3 mm nozzle supplied an inert working gas (nitrogen) to the cutting area at a pressure of 5 bars (500 kPa).
Wood samples were cut at four laser output power levels: 1 kW, 2 kW, and 3 kW, at a feed rate of 0.4 m∙min− 1. The feed rate was selected on the basis of preliminary measurements.
We calculated energy, E, emitted over time t (1) as well as energy per 1 mm of kerf length, Ej, (2).
where:
P – laser output power, W.
t – cutting time, s.
v – feed rate, mm∙s− 1.
Table 1 presents the various experimental variants. The contact angle, Θ, was measured at the surface of laser-cut and sawed samples (Fig. 1). The contact angle is defined as the angle between a line tangent to a sessile drop of water placed on a solid, at the point of contact of three phases: solid (S), liquid (L), and gaseous (V).

Contact angle measurement
The study involved a special station with a table for leveling sample surface. After mounting and leveling a sample, a drop of distilled water was pipetted at room temperature (22 ± 1 °C).
Contact angle changes were recorded with a SONY FDR-AX43A camera (Minato, Tokyo, Japan) at a resolution of 3840 × 2160 pixels and a frame rate of 60 fps. The camera was mounted on a tripod and positioned at a distance of 30 cm from the side of the sample. The samples were illuminated with two 50 W cool white LED lamps with a temperature range of 6000–6500 K.
A 30 ± 0.75 µL drop of distilled water was dispensed onto the cut surface of wood samples from a height of 1 cm using a manual pipette Pipet-Lite LTS Pipette L-300XLS (Mettler-Toledo, Warsaw, Poland). Twelve trials were performed for each variant, with each trial being conducted on a different piece of laser-cut wood. Then, seven frames were copied from each video recording. The first frame featured the drop immediately following its placement on the surface, with subsequent frames showing the drop at 10 s intervals. Thus, the last copied frame showed the drop 60 s after its placement on the wood sample. The obtained frames made it possible to perform accurate contact angle measurements using the Pixel-Fox inspection software (Vision Engineering, UK). Contact angles were measured at opposing sides of the drop and an average was taken (Fig. 2). The obtained data were processed in Excel (2020). Statistical analysis was performed using Statistica 13.3 (TIBCO, USA). The normality of distribution and equality of variances of the obtained datasets of measurement series were evaluated. Then, the student T-test was used to assess the significance of differences between means for independent samples. Where the variances of the datasets were not found to be equal, the Welch test was used. Results were considered statistically significant at p < 0.05.

Method of contact angle measurement
Finally, changes in contact angle over time were analyzed for each studied case.
3 Results
The mean absolute moisture content was 151.9% for Scots pine, 66.5% for pedunculate oak, 109.6% for black alder, 84,5 for birch, 77.1% for European plum and 65.9% for apple tree.
Table 1 presents results for cutting time and energy emitted at different laser power outputs and a constant feed rate.
Table 1 presents sample diameters, cutting time, energy E emitted over time t, as well as energy per 1 mm of kerf Ej. The values of energy per 1 mm of kerf ranged from 150 J⋅mm− 1 to 450 J⋅mm− 1. The values of energy emitted primarily depended on the wood sample diameter and beam power. As the feed rate was kept constant during the study, the larger the sample diameter, the longer the cutting time. Consequently, the longer the cutting time and the greater the power output, the larger the energy emitted. For pine samples, energy emitted ranged from 6.9 kJ to 20.7 kJ. The lowest energy emitted value was 6 kJ; it was obtained while cutting apple tree samples at a power output of 1 kW. The greatest energy was emitted while cutting oak and alder samples at a power output of 3 kW; it amounted to 21.15 kJ.
A drop of water placed on a laser-cut surface does not spread immediately in contrast to a drop of water deposited on a sawed surface, which instantly soaks into the wood (Fig. 3).

The appearance of a drop of water placed on the surface of oak and plum samples cut with a horticultural handsaw (a) and with a laser (b)
Table 2 provides the mean values of contact angles obtained at initial and final measurements (after 60 s) for the studied cases. The largest angle for pine wood, 94.88°, was recorded for samples cut at a beam power of 1 kW, with the angle for samples cut at a power output of 3 kW being only slightly lower (92.38°). The lowest mean angle, 86.75°, was obtained for samples cut at 2 kW. Statistical analysis did not reveal significant differences between these values. After 60 s, contact angles ranged from 86.29° to 76.30°, again without any statistically significant differences. Thus, in the case of pine wood it may be concluded that the laser power output, within the studied range, does not affect the contact angle.
In the case of birch, the contact angle for samples cut at a power output of 1 kW was 63.23° and was significantly lower than the angles obtained for samples cut at either 2 kW or 3 kW (the obtained p values were 0.001 and 0.039, respectively). In turn, no significant differences were found between angles recorded for samples cut at power outputs of 2 and 3 kW. After 60 s, the contact angle for samples cut at a power output of 1 kW dropped to 28.83°, which represented the greatest decrease recorded in the tests (34.40°). This contact angle was significantly different from the angles obtained for samples cut at 2 and 3 kW (in both cases p = 0.000). No significant differences were found between contact angles measured for samples cut at a power output of 2 and 3 kW (62.67° and 55.02°, respectively). As can be seen, cutting wood at a beam power of 1 kW is the least favorable in terms of optimizing contact angles.
No differences between initial contact angles were found for oak wood (88.17°, 90.65°, and 94.93°). However, after 60 s the angle recorded for samples cut at a power output of 1 kW (56.38°) was significantly lower than the angles measured for samples cut at 2 and 3 kW (77.64° and 78.75° at p = 0.001 and 0.000, respectively). The contact angles recorded for samples cut at a power output of 2 and 3 kW were not significantly different. Similarly as in the case of birch, also here the least favorable laser power output was 1 kW.
Analysis of the results obtained for alder wood shows that the largest initial contact angle, 83.96°, was obtained at a laser power output of 3 kW. This value was significantly higher as compared to contact angles recorded after cutting at power outputs of 1 and 2 kW (p = 0.001 and 0.016, respectively). The contact angle for samples cut at a power output of 2 kW was 53.71° and that for a laser beam of 1 kW was 63.13°, with the two values not being significantly different. The contact angles after 60 s were 44.99°, 41.11°, and 51.19°, respectively. Again, no significant differences were found. The most favorable laser power setting for alder wood was 3 kW. In the case of this tree species, water droplets sometimes completely soaked into the deeper wood structures after 60 s.
The largest mean contact angle recorded immediately after droplet deposition on plum tree samples was 78.51°; it was found at a laser power output of 1 kW. A power output of 2 kW led to a lower contact angle (67.69°), with the difference not being significant (p = 0.126). However, a significantly lower contact angle, 63.40°, was recorded for samples cut at 3 kW. After 60 s, the contact angle for samples cut at a power output of 1 kW decreased to 68.60°, and that for samples cut at 2 kW decreased to 53.73°. Again, statistical analysis did not reveal significant differences between these cases, although the p value was close to the adopted cutoff point (p = 0.052). The mean final contact angle for samples cut at a power output of 3 kW was 41.67°, with the difference being significant. In the case of plum wood, it may be concluded that a laser power output of 1 kW is sufficient for reaching high contact angles.
Analysis of the contact angles obtained for apple tree shows the highest initial angles for samples cut at a power output of 1 kW, closely followed by those cut at 2 kW (73.39° and 73.13°), with the difference not being statistically significant (p = 0.668). However, samples cut at a power output of 3 kW revealed a significantly lower contact angle 46.55° (p = 0.000 in both cases). After 60 s, the contact angles decreased to 45.43° for a power output of 1 kW, 42.04° for 2 kW, and 39.60° for 3 kW, with the differences between the cases not being significantly different (p values ranged from 0.455 to 0.718). While for apple tree samples the initial contact angles were high at power outputs of 1 and 2 kW, they quickly decreased (by 30.96° and 31.09° after 60 s). In the case of samples cut at a power output of 3 kW the decrease after 60 s was much smaller (only 6.95°). Similarly, as in the case of plum wood, the most energetically efficient laser power output is 1 kW.

Changes in contact angle over time for the studied tree species in 60 seconds: (a) – pine, (b) – birch, (c) – oak, (d) – alder, (e) – plum, (f) – apple
The curves given in Fig. 4 were described by second-degree polynomial equations of a general form given in Eq. 3:
where:
Θ – contact angle, [o]
A, B, C – equation parameters,
t – time [s],
r – correlation coefficient.
For this number of data, the critical value of the correlation coefficient r is 0.211. All the obtained correlations can be deemed significant.
The A, B, and C parameters of equations for the various cases and r values are provided in Table 3.

Change in average contact angle over 60 s for three beam power sizes
The results are characterized by a dispersion of contact angle measurements reaching ± 10 degrees. Despite this, interspecies differences in the value of the contact angle were clearly found. The nature of the change in the contact angle during the first 60 s after placing the drop on the wood surface is also preserved. The contact angle for pine, regardless of the power of the laser beam, is initially just over 90°, decreasing within 60 s to values close to 80°. In contrast, for the wood of plum and apple trees, a decrease in the contact angle was noticeable as the laser beam power increased, with a much faster decrease in the value of this angle (compared to pine wood). For the wood of birch, alder and oak, an inverse relationship was noted, increasing the power of the laser beam causes an increase in the contact angle. In the case of alder and oak wood, the rate of change of the contact angle also changes. (Fig. 5).

Changes in contact angle per second for samples of the six studied tree species
Figure 6 presents the rate of contact angle change for individual species over 60 s. The smallest changes were recorded for pine. Very similar values were obtained for cutting at a power output of 1 and 2 kW: 0.16 °⋅s− 1 and 0.17 °⋅s− 1, respectively (Table 2). In the case of a power output of 3 kW, the angle change was the lowest in the entire study and at 0.10°⋅s− 1.
In turn, birch samples revealed the most pronounced decrease in contact angle, which was similar for all laser settings: 0.57 °⋅s− 1 at 1 kW and 0.53 °⋅s− 1 at 2 and 3 kW.
In the case of oak wood, the largest drop in contact angle, 0.53 °⋅s− 1, was found for samples cut at a power output of 1 kW. That result was similar to the parameter obtained for birch samples. The decrease in contact angle was much smaller when cutting oak samples at laser power outputs of 2 and 3 kW (0.22 °⋅s− 1 and 0.27 °⋅s− 1, respectively).
An analysis of results obtained for alder shows the smallest decrease in contact angle for samples cut at a power output of 2 kW (0.21°⋅s− 1). A greater change was found for a power output of 1 kW (0.30°⋅s− 1), while the contact angle for samples cut at an output of 3 kW dropped by as much as 0.55°⋅s− 1. In the case of plum wood, the angle reduction rate increased with increasing laser beam power, from 0.17 °⋅s− 1 at 1 kW, to 0.23°⋅s− 1 at 2 kW, to 0.36°⋅s− 1 at 3 kW.
Apple wood samples cut at power outputs of 1 and 2 kW exhibited a contact angle reduction rate of 0.52 °⋅s− 1. At 3 kW that rate was much smaller and amounted to as little as 0.12°⋅s− 1.
4 Discussion
Lasers generate monochromatic light beams that are coherent in space and time (Steen and Mazumder 2010). Such beams are characterized by high power density and very low divergence. Lasers can be classified by the type of active medium (gas, solid, liquid, free electrons) as well as by the way radiation is emitted (continuous or pulsed). Currently, CO2 lasers as well as Nd: YAG solid-state lasers are most widely used (Kubovský et al. 2020). Of these two types, gas lasers are applied in wood processing most frequently (Fukuta et al. 2016). A light beam incident on a surface is split into parts that are reflected, absorbed, and transmitted. During material processing the most important part is that which is absorbed. Absorption depends on wavelength, power density, exposure time, and the absorption coefficient. It is thought that in wood processing there is little difference in intensity between reflected and dispersed light.
Laser power output affects kerf shape and depth. The latter depends on laser power output in a linear way, and on the feed rate in a non-linear way. A higher laser power output enables a greater kerf depth at a slower feed rate.
When the feed rate is too high, the laser beam “slides” over the harder elements of wood (latewood), while cutting into earlywood. This effect can be noticed in wood that has developed heartwood, which is denser than sapwood – a laser cuts the former to a lesser degree than the latter. The structure of wood cut with a laser beam is characterized by roughness and waviness, due to the fact that lignin is burned to a greater extent, while cell walls made of cellulose become charred. According to research by Nader et al. (1999) and Lum et al. (2000), pulsed lasers produce thinner kerfs and thinner charred layers as well as reduce surface roughness and waviness.
On an industrial scale, wood is processed with CO2 lasers at an emitted wavelength of 10.6 μm. Cellulose and lignin absorb radiation within the 493 cm− 1 band. The absorption of a beam from a CO2 laser causes the energy of the photon stream to be converted into heat. As wood is a weak heat conductor, heat is not readily transferred across the volume of the material, but accumulates on the surface, leading to the local burning of wood tissue and its charring. Heat transport is proportional to laser power and feed rate as well as wood density (Barnekov et al. 1986; Ibrahim and Kesevaan 2018).
Research has shown that cellulose or lignin can also absorb wavelengths in the 3405 cm− 1 band (Fioravanti et al. 2006), which is similar to wavelengths emitted by Er: YAG solid-state lasers (2.94) µm (Wannop et al. 1996; Grad and Možina 1998).
The study by Li and Mazdumer (1991) points to numerous advantages of CO2 lasers, and so this type of laser was selected for the current work. The efficiency of laser processing may be increased by the optimization of laser parameters: power output, feed rate, working gas pressure, and focus relative to the workpiece. Such optimization may lead to decreased thickness of the charred layer, which depends on the physical and dimensional properties of the workpiece, laser beam parameters, and processing parameters. Charring thickness is inversely proportional to the density of the wood. Due to the heterogeneous structure of wood, the actual charred layer varies in thickness (between earlywood and latewood). Wood that is less dense and porous is also more easily penetrated by gasses and its surface is more rapidly burned.
Of importance is also the focal point of the laser beam relative to the workpiece: whether it is located above or below the workpiece, outside or inside it, or on its upper or lower surface (Tayal et al. 1994).
Contact angle studies involving fresh saw-cut wood samples showed water drops to spread over the surface of pine, birch, oak, plum, and apple wood; they soaked into the wood within less than a second. In contrast, droplets placed on alder samples remained on the surface for a longer time with the following contact angles recorded: 57° at 0 s (initial measurement), 50° after 10 s, 43° after both 20 and 30 s, 41° after 40 s, 35° after 50 s, and 29° after a minute. Thus, the contact angle decreased by 28° over 60 s. The reason why drops remained on the surface of sawn alder samples may be the presence of numerous pith flecks, which are absent in the other species. Alder also features numerous xylem rays imparting sheen to the wood, as well as tannins making the wood dramatically change its color after cutting due to oxidation. These substances may prevent water from immediately soaking into the wood and allow it to remain on the surface. An examination of changes in contact angles for saw-cut wood samples revealed asymmetrical droplet shapes attributable to differential tissue structure in annual growth rings. A droplet placed on earlywood behaves differently from that on latewood. This is consistent with findings of other researchers, who report that surface heterogeneity gives rise to areas differentially affecting contact angles (Rudawska 2013).
The presented studies of wood cut with 1, 2, and 3 kW laser beams at a feed rate of 0.4 m min− 1 show that drops of water placed on the cut surface are not as readily absorbed as in the case of sawn wood. Thus, it may be posited that the application of lasers for trimming and pruning in horticulture will reduce the risk of pathogen invasion, which may in turn allow a lower use of chemical protection agents after cutting. That, however, necessitates further research.
5 Conclusion
-
While a drop of water placed on the surface of saw-cut wood soaks into it in less than a second, it remains on the surface of laser-cut wood for over a minute. Thus, if the cut surface is slanted, water may run off before being absorbed, which reduces the risk of pathogen penetration.
-
High contact angles and the lowest contact angle reduction rate were obtained for pine – a softwood species.
-
Hardwood species such as oak, birch, alder, and apple tree, should be cut using higher laser power outputs – 2 or 3 kW. In turn, in the case of the softwood species (pine wood) beam power does not matter as both at low (1 kW) and high (3 kW) power output levels droplets do not spread over the surface. Finally, in the case of plum wood the laser beam power should be 1 kW to enable the use of smaller lasers with lower energy consumption.
Data availability
No datasets were generated or analysed during the current study.
References
Amziane S, Collet F (2017) Bio-aggregates based building materials: state-of-the-art report of the RILEM Technical Committee 236-BBM. Springer
Aniszewska M, Maciak A, Zychowicz W et al (2020) Infrared laser application to Wood cutting. Materials 13:5222. https://doi.org/10.3390/ma13225222
Barnekov VG, McMillin CW, Huber HA (1986) Factors influencing laser cutting of wood. For Prod J 36(1):55–58
Dezellus O, Eustathopoulos N (2010) Fundamental issues of reactive wetting by liquid metals. J Mater Sci 45:4256–4264. https://doi.org/10.1007/s10853-009-4128-x
Erbil HY (2014) The debate on the dependence of apparent contact angles on drop contact area or three-phase contact line: a review. Surf Sci Rep 69:325–365. https://doi.org/10.1016/j.surfrep.2014.09.001
Fioravanti M, Sodini N, Navi P (2006) Investigation of the influence of hemicelluloses on time dependentbehaviour of wood. Florence, Italy, pp 190–194
Fukuta S, Nomura M, Ikeda T et al (2016) Wavelength dependence of machining performance in UV-, VIS-and NIR-laser cutting of wood. J Wood Sci 62:316–323. https://doi.org/10.1007/s10086-016-1553-8
Gottlöber C (2014) Machining of wood and wood-based materials: basics - systematics - modeling - process design. Carl Hanser Verlag GmbH Co KG, Germany, München
Grad L, Možina J (1998) Optodynamic studies of Er:YAG laser interaction with wood. Appl Surf Sci 127–129:973–976. https://doi.org/10.1016/S0169-4332(97)00776-9
Guo X, Deng M, Hu Y et al (2021) Morphology, mechanism and kerf variation during CO2 laser cutting pine wood. J Manuf Process 68:13–22. https://doi.org/10.1016/j.jmapro.2021.05.036
Hernández-Castañeda J, Sezer HK, Li L (2011) The effect of moisture content in fibre laser cutting of pine wood. Opt Lasers Eng 49:1139–1152. https://doi.org/10.1016/j.optlaseng.2011.05.008
Ibrahim M, Kesevaan M (2018) Parameter optimization for CO2 laser cutting of Wood Polymer Composite (WPC). J Phys: Conf Ser 1049:012101. https://doi.org/10.1088/1742-6596/1049/1/012101
Jasper WJ, Anand N (2019) A generalized variational approach for predicting contact angles of sessile nano-droplets on both flat and curved surfaces. J Mol Liq 281:196–203. https://doi.org/10.1016/j.molliq.2019.02.039
Kubovský I, Krišťák Ľ, Suja J et al (2020) Optimization of parameters for the cutting of Wood-based materials by a CO2 laser. Appl Sci 10:8113. https://doi.org/10.3390/app10228113
Li L, Mazumder J (1991) A study of the mechanism of laser cutting of wood. For Prod J (USA) 41:53–59
Liu H, Hu Q, Guo H et al (2023) Glaze layer induced by femtosecond laser. Surf Interfaces 37:102716. https://doi.org/10.1016/j.surfin.2023.102716
Lum KCP, Ng SL, Black I (2000) CO2 laser cutting of MDF: 1. Determination of process parameter settings. Opt Laser Technol 32:67–76. https://doi.org/10.1016/S0030-3992(00)00020-7
Malachowski MJ (1984) Trimming trees using a high power CO2 laser: machining of green and dry wood. ICALEO 43:185–192. https://doi.org/10.2351/1.5057602
Martínez-Conde A, Krenke T, Frybort S, Müller U (2017) Review: comparative analysis of CO2 laser and conventional sawing for cutting of lumber and wood-based materials. Wood Sci Technol 51:943–966. https://doi.org/10.1007/s00226-017-0914-9
McMillin CW, Harry JE (1971) Laser machining of southern pine. For Prod J 21:35–37
Nader N, Legacey S, Chin SL (1999) Preliminary investigations of ultrafast intense laser wood processing. For Prod J 49:72–76
Peters CC (1975) Cutting Wood materials by laser. Department of Agriculture, Forest Service, Forest Products Laboratory
Peters CC, Barnas CM (1977) Cutting wood and wood-base products with a multikilowatt CO2 laser. For Prod J 27:41–45
Piili H, Hirvimäki M, Salminen A, Lindell H (2009) Repeatability of laser cutting of uncoated and coated boards. Proceedings of the NOLAMP, Copenhagen, Denmark 24–26
Powell J (1998) The Basic principles. CO2 laser cutting. Springer, pp 1–22
Reinprecht L, Vidholdová Z (2021) The impact of a CO2 laser on the adhesion and Mold Resistance of a synthetic polymer layer on a Wood Surface. Forests 12:242. https://doi.org/10.3390/f12020242
Rezaei F, Wimmer R, Gaff M et al (2022) Anatomical and morphological characteristics of beech wood after CO2-laser cutting. Wood Mater Sci Eng 17:459–468. https://doi.org/10.1080/17480272.2022.2134820
Rudawska A (2013) Selected issues of constituting homogeneous and hybrid adhesive connections. Lublin University of Technology, Polish
Soczek Z, Suski Z (1983) The grower’s guide. National Agricultural and Forestry Publishing House, Warsaw, Poland
Steen WM, Mazumder J (2010) Laser material processing. springer science & business media
Tayal M, Barnekov V, Mukherjee K (1994) Focal point location in laser machining of thick hard wood. J Mater Sci Lett 13:644–646
Wannop NM, Dickinson MR, Farrar SR, King TA (1996) Ablation studies of erbium: YAG laser radiation with pellethane. J Phys D: Appl Phys 29:2735–2739. https://doi.org/10.1088/0022-3727/29/11/001
Funding
This research received no external funding.
Author information
Authors and Affiliations
Contributions
Adam Maciak: concept and design studies, conduct of research, preparation of publication. Monika Aniszewska: literature review, conduct of research, data processing, preparation of publication.Witold Zychowicz: literature review, preparation of publication.Włodzimierz Zowczak: conduct of research.Hubert Danielewski: concept and design studies, conduct of research. All authors reviewed the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Maciak, A., Aniszewska, M., Zychowicz, W. et al. Effects of beam power and feed rate in the process of cutting fresh wood with a CO2 laser on water contact angle on the cut surface. Eur. J. Wood Prod. (2024). https://doi.org/10.1007/s00107-024-02095-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00107-024-02095-x