
Abstract
Magnesium alloys have the attractive combination of lightweight and strength. An understanding of solidification microstructures in these materials is important. An accurate means of quantifying microstructure in 3D is extremely important. In this study, we have used serial polishing and synchrotron-based x-ray tomography technique as a means of 3D characterization of the solidified microstructures of magnesium-based alloys. These models were also used to conduct quantitative analysis in 3D. The phase fraction and morphologies of intermetallics and α-Mg matrix phase were obtained. The phase fractions of β-Mg17Al12 and Al–Mn intermetallics are consistent with measurements in the literature and calculations based on the Scheil–Gulliver solidification model. Our 3D reconstructions also show that the dendrite morphology has sixfold symmetry. The results of 3D microstructural characterization and analysis will enable a comprehensive understanding of solidification variables, microstructure, and properties.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Magnesium alloys are of interest as structural materials due to their lightweight and high strength-to-weight ratio [1]. These alloys are also beginning to find use as biocompatible implant materials [2–5]. Dendritic microstructures are observed in a wide range of solidification processes, and play a vital role in determining the properties of the material [6–8]. A limited number of studies have focused on the evolution of solidification patterns and preferred crystallographic orientations [9–11]. To date, a few studies on dendritic microstructures in magnesium alloys have been carried out [12–16]. In order to develop accurate anisotropic models for the solid–liquid (S/L) interface in hexagonal close-packed alloys, quantitative experimental characterization in three dimensions needs to be carried out. A significant fraction of commercial magnesium alloys is based on hypoeutectic Mg–Al alloys with Al concentration in the range of 3–9 wt.%. These alloys exhibit a mixture of primary α-Mg dendrites surrounded by a eutectic network eutectic with Mg–Al intermetallic precipitates. Thus, understanding and quantifying the solidified microstructural features of Mg-rich alloys in binary Mg–Al binary and other multi-component systems are crucial. Furthermore, a fundamental understanding of the microstructures of materials in three dimensions (3D) is necessary to accurately model the evolution and formation of their microstructures.
The objective of the present study is to investigate the morphologies and phase fraction of microstructures of Mg–9Al alloy processed by directional solidification and a commercial AZ91D alloy made by high-pressure die casting (HPDC). A combination of metallographic serial sectioning and synchrotron-based x-ray phase-contrast tomography techniques were used to visualize and quantify the volume fraction of microstructures in 3D.
Materials and Experimental Procedure
The Mg–9 wt.% Al alloys cast specimens were prepared from high-purity 99.95% Mg and 99.9999% Al in a heat-resistant furnace using a boron nitride (BN)-coated mild steel crucible. Casting was conducted under high-purity argon gas to minimize any reactions. The alloy was heated to 800 °C, manually stirred, and held for 0.5 h before being poured into a high-purity graphite mold. The cast ingots had a diameter of 10 mm and a length of 150 mm. The initial cast ingot was then machined to a diameter of 9 mm and a length of 110 mm and loaded in a high-purity thin-wall graphite tube (with the inner diameter of 9 mm and the length of 120 mm) in a Bridgman-type furnace with a pulling system. The temperature in the furnace was controlled with an accuracy of ±1 K. A water-cooled cylinder containing Ga–In–Sn liquid metal cooling (LMC) was used to freeze the sample. The temperature gradient in the sample was controlled by adjusting the temperature of the hot zone of the furnace, which was insulated from the LMC cold zone by a refractory ceramic disk. During the experiment, the samples in the graphite tube were melted and directionally solidified by pulling the crucible assembly at desired velocities well into the LMC zone. A relatively high-temperature gradient (G L) of 8 K/mm was obtained and the pulling rate (V) was set to 100 μm/s. The samples obtained in the experiments were sectioned along the longitudinal surface (parallel to the solidification direction), polished, and etched to find the S/L interface. The well-defined steady solidification zone structure below the S/L was characterized using serial-sectioning technique and x-ray synchrotron tomography. Commercial AZ91D alloys were prepared from master alloy ingots using conventional HPDC to produce the near-net-shaped castings. Details on the HPDC can be obtained elsewhere [17]. Table 1 lists the process parameters used for this study.
Serial-Sectioning
In order to carry out serial sectioning experiments, the Mg–9 wt.% Al samples were mounted and polished using an automatic polisher to obtain a reproducible and controlled removal rate. The serial sectioning procedure was as follows. A square region of interest was selected from the sample by indenting four equally spaced fiducial marks using a Vickers pyramidal indenter. In general, selecting the region of interest is a very subjective step in the 3D reconstruction process. In this study, the size of the microstructural region of interest was taken as approximately 500 × 400 μm, and a depth of approximately 150 μm. Fiducial marks were placed on the sample to define the region of interest, to measure the material loss during serial sectioning, and to align the indentations during reconstruction. This method of quantifying the material removal has been proven to be quite effective because the cross sections of the indentations are nearly square, making it relatively simple to measure the length of the diagonals [18, 19]. The approximate depth (h) of the indentation was determined by the following equation: h = D/2 tan(θ/2), where D is the average of the indentation diagonals (D 1 and D 2) on a 2D projection, and θ is the angle between the two diagonals.
When an indentation had nearly disappeared due to polishing, a new indentation was placed on the specimen, and both indentations were photographed so as to provide continuity in the depth removal data. It was important to develop a polishing procedure to obtain an efficient rate of material removed, while still maintaining the quality of the image produced for reconstructing the microstructures. In addition, the thickness between sections should be based on the size of the microstructural features. In our case, the distance between sections was targeted at around 3 μm based on the relative size of the dendrites and eutectic network. The polishing routine utilized in this study is shown in Table 2. After every section, the fresh surface was etched slightly with 3–5 vol.% nitric acid in ethanol to give good contrast.
Synchrotron-Based X-Ray Computed Tomography
X-ray microtomography measurements were carried out at the Advanced Photon Source (APS) at Argonne National Laboratory (beamline 2-BM) which offers near-video-rate acquisition of tomographic data at micrometer spatial resolution [20]. An x-ray energy of ~30 keV provided the combination of high penetration ability and excellent phase contrast for 2 mm × 2 mm × 2 mm volume of Mg–9 wt.% Al as-solidified and AZ91D specimens. A CdWO4 scintillator screen was used to convert the x-rays to visible light, and acquired with a 2048 × 2048 pixel CoolSnap K4 CCD camera. Typical exposure times ranging between 80 and 200 ms per projection were used. A resolution of 1.4 μm/voxel was obtained. A projection was acquired every 1/8°. Including the readout time and disk input/output, the tomography was completed in about 20 min. The 2D projections were reconstructed in 3D using a filtered-back-projection algorithm.
After x-ray tomography, all the images were segmented to black and white images. To reconstruct the 3D solid for visualization, the sections were aligned and stacked in Matlab, and then the images were segmented using conventional image analysis software (ImageJ, Bethesda, MD). Separate gray scale values were assigned to each phase, e.g., α-Mg dendrite matrix phase, β-Mg17Al12 eutectic, Al–Mn intermetallics, and the porosity. The 3D microstructures were digitally reconstructed using image reconstruction software Mimics (Materialise, Ann Arbor, MI), which was also use for quantitative analysis of the 3D volumetric data.
Results and Discussion
Serial sectioning of the Mg–9 wt.% Al samples was conducted in two different regions. Figure 1a shows an optical micrograph of the microstructure in one of the areas. A characteristic mixture of dendritic α-Mg with clearly formed secondary and tertiary arms and interdendritic eutectic structure is observed. Figure 1b shows a 3D rendering of the microstructure, made of a stack of 32 aligned sections for the region, with a slice spacing of ~2.5 μm. The α-Mg dendrites and β-Mg17Al12/Mg eutectic both exhibit a highly tortuous and interconnected distribution which can only really be appreciated in 3D. In order to study the 3D morphologies of β-Mg17Al12 eutectic in more detail, a model without Mg was constructed as shown in Fig. 1c. In all the micrographs in Fig. 1, the interdendritic eutectic is clearly visible in a network-like structure. The dendrite arms have diameters in the range of 10–30 μm and the interdendritic network-walls are about 15 μm thick. In addition, the microstructure structure appears aligned to the vertical axis, since the growth direction during directional solidification was parallel to the vertical axis of the sliced surface. In order to get a larger volume in a faster time, without sacrificing metallographic surface quality, a somewhat higher load and higher speed, at shorter time interval, was used. Figure 2 shows the second region that was analyzed using the second serial polishing variables shown in Table 1. This 3D volume consisted of 42 slices with a serial spacing of 3.3 μm. Comparison of Figs. 1 and 2 reveals some slight differences in the spatial features of α-Mg dendrite matrix in the two microstructures. The preferred orientation of the dendrites is also observed in this volume.

(a) 2D slice, (b) 3D reconstruction of Mg–9 wt.% Al microstructures by serial polishing method, (c) extracted β-Mg17Al12 from the model in part (b), showing a highly interconnected network

α-Mg dendrite matrix and β-Mg17Al12 from another region. The microstructural walls are parallel to the solidification direction
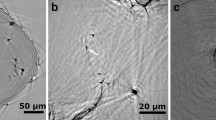
The Mg–9Al alloy was also characterized by x-ray synchrotron tomography. The advantage of x-ray tomography is that it is non-destructive and enables the analysis of much larger datasets than that obtained by serial sectioning. Figure 3a is a sliced image extracted from a 3D raw dataset of the Mg–9 wt.% Al alloy using the synchrotron-based x-ray tomography technique. It shows good contrast between α-Mg and β-Mg17Al12 phases. Because the characterized specimens were taken from the steady solidification region, the primary solidified dendritic phase has a very large volume fraction, and so segmentation of a complete dendrite grain is difficult. In order to get the whole shape of an individual dendrite crystal, a 2D livewire segmented algorithm in ImageJ software was applied to every slice (around 60 slices) image as shown in Fig. 3b. The livewire algorithm takes advantage of large changes in grayscale value in the image to identify phase boundaries in the image. Figure 4 shows the three-dimensional reconstruction of α-Mg dendrites. It appears that the α-Mg grows along \( \left\langle {11\bar{2}0} \right\rangle \)-orientated directions in the (0001) basal plane. We also note an almost perfect sixfold symmetry in the dendrites, given by a 60° angle between primary arms. Figure 5 shows the reconstructed visualization of micro-porosity and β phase. The insert in the top right corner shows the large magnified shape of micropores. From the 3D reconstructions, the volume fractions of each phase were measured. These are shown in Table 3.

X-ray synchrotron tomography data and 2D segmented image of α-Mg by livewire segmentation algorithm

An isolated α-Mg dendrite in Mg–9 wt.% Al alloy showing sixfold symmetry

(a) Shrinkage micro-porosity and (b) β-Mg17Al12 network in as-solidified Mg–9 wt.% Al
Figure 6 shows the reconstructed microstructure of AZ91D in the HPDC condition using x-ray computed tomography. Normal dendrites in AZ91D alloy can be suppressed to a certain extent, and within the interdendritic of α-Mg grains β phase as well as Al–Mn phases are dispersed close to the grain boundary. The reconstructed results revealed the 3D distribution of the micropores, high-density areas of Al–Mn intermetallics particles, and β phase (Fig. 6b–d). The Mg17Al12 precipitates are quite finer compared to the coarser Mg–9 wt.% Al microstructure obtained by slower cooling in directional solidification. A uniform, fine, and dispersed distribution of micropores could be observed in the reconstruction of the AZ91D material compared to the large shrinkage voids of directionally solidified Mg–9 wt.% Al. In general, micropores are the primary defects formed during HPDC of Mg and Al alloys. So, the quantitative data analysis for micropores is quite important. In this study, the volume fraction of micropores was measured as 0.24% in HPDC AZ91D. The spatial distribution was quite homogeneous.

AZ91D alloy microstructures: (a) all microconstituents, (b) voids, (c) Al–Mn intermetallics, and (d) β-Mg17Al12 phase
The volume fractions of the β phase in the as-solidified two Mg–9Al samples analyzed were measured in two regions as 11.2 and 12.3%, respectively. The predicted fraction of β can be computed by the Scheil–Gulliver solidification model [21, 22]:
where C S is the solid composition at the given temperature, C 0 is the alloy composition, k is the solute partition coefficient in terms of the equilibrium phase diagram, or k = C S/C L, and f S is the mass fraction of the solid phase. This equation is a non-equilibrium lever rule which assumes a local equilibrium state of the advancing solidification front at the solid–liquid interface, i.e., D L = ∞ and D S = 0. A value of about 10 vol.% was computed using this equation, which is close to that measured experimentally. In our quantitative analysis, the volume fractions of the β phase and Al–Mn intermetallics are also comparable to that reported the in the literature, as shown in Table 3. Using x-ray tomography, relatively large volumes of AZ91 alloy were analyzed. In this alloy, the amount of eutectic β phase measured experimentally was 7.9%. This is in good agreement with that predicted by the Scheil–Gulliver equation [21, 22], which predicts a value of 8.3%.
Conclusions
In conclusion, we successfully used the combined method of serial-sectioning and synchrotron-based x-ray computed tomography to characterize and quantify microstructures of Mg–9Al and AZ91D in three-dimensions. The phase fraction and morphologies of intermetallics and α-Mg matrix phase were obtained. The phase fractions of β-Mg17Al12 and Al–Mn intermetallics are consistent with measurements in the literature and calculations based on the Scheil–Gulliver solidification model. Our 3D reconstructions also show that the dendrite morphology has sixfold symmetry. More generally, these quantitative results of phase fraction and shapes should be used in validating phase-field modeling and as an input in microstructure-based finite element analysis to better understand the structure–property relationships in these materials.
References
T.M. Pollock, Weight loss with magnesium alloys. Science 328(5981), 986–987 (2010)
F. Witte, V. Kaese, H. Haferkamp, E. Switzer, A. Meyer-Lindenberg, C.J. Wirth et al., In vivo corrosion of four magnesium alloys and the associated bone response. Biomaterials 26(17), 3557–3563 (2005)
F. Witte, H. Ulrich, M. Rudert, E. Willbold, Biodegradable magnesium scaffolds. Part I. Appropriate inflammatory response. J. Biomed. Mater. Res. A 81A(3), 748–756 (2007)
F. Witte, H. Ulrich, C. Palm, E. Willbold, Biodegradable magnesium scaffolds. Part II. Peri-implant bone remodeling. J. Biomed. Mater. Res. A 81A(3), 757–765 (2007)
F. Feyerabend, J. Fischer, J. Holtz, F. Witte, R. Willumeit, H. Drücker et al., Evaluation of short-term effects of rare earth and other elements used in magnesium alloys on primary cells and cell lines. Acta Biomater. 6(5), 1834–1842 (2010)
J.A. Dantzig, M. Rappaz, Solidification, 1st edn. (EFPL Press, Lausanne, 2009)
J.J. Hoyt, M. Asta, A. Karma, Atomistic and continuum modeling of dendritic solidification. Mater. Sci. Eng. R 41(6), 121–163 (2003)
M. Asta, C. Beckermann, A. Karma, W. Kurz, R. Napolitano, M. Plapp et al., Solidification microstructures and solid-state parallels: recent developments, future directions. Acta Mater. 57(4), 941–971 (2009)
J.S. Langer, Instabilities and pattern formation in crystal growth. Rev. Mod. Phys. 52(1), 1–28 (1980)
J.P. Gollub, J.S. Langer, Pattern formation in nonequilibrium physics. Rev. Mod. Phys. 71(2), S396–S403 (1999)
E. Ben-Jacob, H. Levine, The artistry of nature. Nature 409, 985–986 (2001)
D.Y. Sun, M.I. Mendelev, C.A. Becker, K. Kudin, T. Haxhimali, M. Asta et al., Crystal–melt interfacial free energies in hcp metals: a molecular dynamics study of Mg. Phys. Rev. B 73(2), 024116-1-12 (2006)
Z.G. **a, D.Y. Sun, M. Asta, J.J. Hoyt, Molecular dynamics calculations of the crystal–melt interfacial mobility for hexagonal close-packed Mg. Phys. Rev. B 75(1), 012103-1-4 (2007)
Y.F. Gao, Y. Yang, D.Y. Sun, M. Asta, J.J. Hoyt, Molecular dynamics simulations of the crystal–melt interface mobility in HCP Mg and BCC Fe. J. Cryst. Growth 312(21), 3238–3242 (2010)
R.S. Qin, H.K.D.H. Bhadeshia, Phase-field model study of the crystal morphological evolution of hcp metals. Acta Mater. 57(11), 3382–3390 (2009)
M.Y. Wang, J.J. Williams, L. Jiang, F. De Carlo, T. **g, N. Chawla, Dendritic morphology of α-Mg in Mg-based alloys: three dimensional (3D) experimental characterization by x-ray synchrotron tomography and phase-field simulations. Scripta Mater. 65, 855–858 (2011)
B. Andresen, Die Casting Engineering (Marcel Dekker, New York, 2005), ISBN 9780824759353
M.A. Dudek, N. Chawla, Three-dimensional (3D) microstructure visualization of LaSn3 intermetallics in a novel Sn-rich rare-earth-containing solder. Mater. Charact. 59(9), 1364–1368 (2008)
R.S. Sidhu, N. Chawla, Three-dimensional microstructure characterization of Ag3Sn intermetallics in Sn-rich solder by serial sectioning. Mater. Charact. 52(3), 225–230 (2004)
J.J. Williams, Z. Flom, A.A. Amell, N. Chawla, X. **ao, F. De Carlo, Damage evolution in SiC particle reinforced Al alloy matrix composites by x-ray synchrotron tomography. Acta Mater. 58(18), 6194–6205 (2010)
G.H. Gulliver, The quantitative effect of rapid cooling upon the constitution of binary alloys. J. Inst. Met. 9, 120–157 (1913)
E. Scheil, Bemerkungen zur Schichtkristallbildung. Z. Metallk 34, 70–72 (1942)
Acknowledgments
MYW and TJ gratefully acknowledge the financial support for this study by the National Science and Technology Major Project of China, under Grant No. 2011ZX04014-052; the National Science Foundation of China, under Grant No. 51175292; and the Doctoral Fund of Ministry of Education of China, under Grant No. 20090002110031. Use of the Advanced Photon Source was supported by the U.S. Department of Energy, Office of Science, Office of Basic Energy Sciences, under Contract No. DE-AC02-06CH11357. MYW also acknowledges the financial support from the China Scholarship Council during his stay at Arizona State University.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Wang, M.Y., Williams, J.J., Jiang, L. et al. Three Dimensional (3D) Microstructural Characterization and Quantitative Analysis of Solidified Microstructures in Magnesium-Based Alloys. Metallogr. Microstruct. Anal. 1, 7–13 (2012). https://doi.org/10.1007/s13632-012-0008-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13632-012-0008-x