
Abstract
The average power of ultrashort laser source has been increasing continuously and, therefore, solutions are required to employ fully these technology advances for improving the ablation efficiency in laser micro-processing. The use of burst mode processing is one of the solutions that has attracted a significant research and industrial interest in the past decade. A novel empirical methodology is proposed and implemented in this research to assess the MHz burst mode impact on the specific removal rate (SRR) and processing efficiency in ultrashort laser micro-machining. Especially, the capability of the MHz burst mode processing is investigated to scale up SRRs achievable on copper and stainless steel while utilising fully the available maximum pulse energy and average laser power. The results showed that the MHz burst mode offer a significant SRR scalability potential that can be attributed to beneficial near optimum fluence level and other side effects such as heat accumulation. Also, it is evidenced from the obtained results that the surface quality attained with the burst mode processing was comparable to that achieved with the single-pulse processing and even better at some specific process settings. Thus, the obtained SRR improvements were not in expense of the surface quality and the MHz bust mode processing represents a promising solution to employ fully the constantly increasing average power in ultrashort laser processing operations.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Over the past decade, the rapid development in laser technology enabled the development of higher power ultrashort pulsed laser sources that can meet the requirements of micro-machining processes. In particular, a higher process efficiency and/or material removal rates have been achieved by employing such lasers [1, 2]. Generally, a higher pulse energy (i.e. pulse fluence) leads to higher removal rates, which is usually quantified with the removed volume per processing time or feeds [3, 4]. In contrast, specific removal rate (SRR) is commonly used to judge about the ablation efficiency of ultrashort pulse lasers. In reality, this process parameter is dependent on the pulse fluence and can be calculated using the following equation [5]:
where \(\delta\) is energy penetration depth, \({F}_{0}\)—pulse fluence and—\({F}_{\mathrm{th}}\)ablation threshold. As can be judged from Eq. (1) and also some other reported studies [6,7,8], a relatively high ultrashort pulse fluence (ten times higher than the ablation threshold) reduces the specific removal rate, i.e. the removal volume per unit energy. This is attributed to the significant pulse energy losses into heat diffusion and ionisation instead of using it only for material sublimation [9]. At the same time, when ultrashort pulse fluence much higher than the ablation threshold is used, this leads to some negative side effects, i.e. melting and re-solidification of material, which can reduce the overall process efficiency [10]. To address these limitations, burst mode processing has been investigated as one of potential solutions to attain a higher processing flexibility and control during the laser irradiation. By applying the burst mode processing, a single ultrashort pulse can be split into a train of smaller sub-pulses and thus each of them can have a fluence closer to the optimum value [11, 12]. In this way, it can be extrapolated, theoretically, that the maximum available output power could be utilised while maintaining SRR of a single pulse at its optimum value. In addition, the use of burst mode allows a higher repetition frequency between sub-pulses that can be up to MHz and GHz scales. As a result, different advantages associated with the burst mode processing were reported, i.e. significant improvement in removal rate and surface quality simultaneously, especially in the case of GHz bursts [13,14,15].
Over thepast few years, many studies have investigated the capabilities of the burst mode regime for ultrashort laser micro-processing. For instance, its benefits in the laser machining processes have been demonstrated for different types of materials, such as metals, ceramics and transparent materials [16,17,18]. Jaeggi et al. reported that the removal rates achieved with three sub-pulses burst mode processing of aluminium and copper were higher than those obtained with a single pulse within a certain fluence range; while the two sub-pulses burst mode did not show any advantages over the single-pulse processing [19]. This phenomenon can be attributed to the shielding effect and the material redeposition on the surface [9, 20]. Similar results were also reported by other researchers, especially confirming the high efficiency achievable with three sub-pulses burst mode on copper and stainless steel [21]. However, delivering a train of sub-pulses with a temporal distance of nanoseconds led to SRR reduction in the case of gold and silver regardless of the number of sub-pulses compared to the single-pulse processing [21].
Applying a femtosecond MHz burst mode for welding of glass was reported in another study [22]. It was shown that the burst mode did not have a positive effect on enlarging the heat-affected zone (HAZ) into the longitudinal dimension, which is desirable in welding of glass. However, the HAZ increase in the vertical dimension was reported to create a longer filamentation inside the glass with the same delivered energy as the single-pulse welding. The use of Bessel beam in the MHz burst mode was reported in another study, especially to drill micro-hole onto a thin AF32 glass with the objective to increase the drilling speed [23]. However, the burst mode led to strong thermal side effects that induced cracks at the edges of micro-holes, although the sub-pulse energy in the burst was less than that used in the single-pulse drilling. In addition, the fluence level and temporal distance between sub-pulses strongly affected the laser-material interactions and consequently the process efficiency and the hole quality. The laser wavelength was another important parameter that influenced the performance in the burst mode processing. In particular, the use of the burst mode with an infrared laser showed clear advantages over a green laser processing in regard to the removal rate achieved on metals and semiconductors [19, 24]. though the energy penetration depth in the green laser regime was greater than that achieved with the infrared laser.
Different effects can be obtained by varying the temporal distance between the sub-pulses. In ultrashort laser micro-machining, GHz burst mode was used not only to increase the material removal rate but also to improve the quality of the machined structures [16, 25]. More specifically, surface roughness was significantly reduced when the GHz burst mode was used as a post-processing step to clean the surface, e.g. to remove micro-scale recasts and micro cone structures from the machined surface [26]. The GHz burst of femtosecond pulses also resulted in cleaner entrance when drilling micro-holes on invar foils, however,the process efficiency reduceed dramatically when drilling on thick substrate [27]. On the contrary, the MHz burst mode processing improved the removal rate, because it led to an increase of the heat accumulation [28]. However, this removal rate improvement came at the expense of the surface quality. Especially, the micro-structures fabricated using the MHz burst mode led to a significant residual heat and thus the overall quality was similar to that achieved in nanosecond laser processing [29]. Nevertheless, the MHz burst mode processing with a temporal sub-pulse distance of few nanoseconds had be employed in some applications to smoothen surfaces at low fluence level [30]. Combinations of GHz and MHz burst mode processing were proposed as a potential solution to benefit from the advantages offered by both processes [31,32,33,34]. Although, the reported results showed that there were no efficiency gains in comparison to the single pulse mode, the surface roughness was improved and did not depend on the number of processed layers.
It can be concluded based on the previous studies that the influence of the burst mode highly depends on the specific application and how its effects were investigated. Some researchers argued that the burst mode performance should be compared with that of a single pulse processing, i.e. with the same pulse energy, and a similar intensity per area [16, 21]. At the same time, the burst mode delivers a train of sub-pulses and, therefore, its impact on the processing performance comes mainly from the optimum fluence level applied and the change in ablation mechanism, i.e. the incubation effect led to the ablation threshold decrease and heat accumulation due to high repetition rate, though few studies employed the burst mode to reduce the sub-pulse fluence to near optimum levels for a given material and hence to increase the removal rate [11, 35].
So, it could be stated that the removal rate improvements can be attributed to different factors, especially the set sub-pulse fluence, the induced incubation effects and the heat accumulation due to multiple sub-pulses within a single pulse/burst. The impact of the heat accumulation on removal rates has been reported to be significant, because it could either raise the surface temperature to the material vaporization point or lead indirectly to material redeposition due to the residual heat [36,37,38]. However, the effects of heat accumulation, plasma shielding and other factors on the overall specific removal rate have not been studied systematically, while this is very important for assessing and judging conclusively about their contributions. In addition, the increase of sub-pulses in a burst from tens to hundreds, especially when a relatively high pulse energies are available at certain frequencies, has not be studied, i.e. the number of sub-pulses in the reported investigations was limited to less than 30. Also, the negative effects of plasma shielding on ablation process have not been studied, especially when pulse-to-pulse and sub-pulse shielding are simultaneously present as it is the case in burst mode applied. Especially, laser-induced plasma plume can have a significant impact by blocking/shielding the energy of subsequent pulses and sub-pulses in a burst and thus to reduce the ablation efficiency [39, 40].
This research reports a systematic investigation into the impact of the heat accumulation and other factors on achievable removal rates in MHz burst mode processing. Especially, the benefits and some intrinsic side effects were studied in MHz burst mode processing and the achieved performance was compared with the single-pulse one. In this way, the improvements in the machining performance have been quantified and the achievable SRR scalability with the MHz burst mode processing is discussed. The next section describes the empirical methodology employed in this research and then the obtained results are discussed and conclusions are made.
2 Materials and methodology
2.1 Laser source and burst mode generation
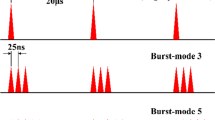
The experiments were carried out on LASEA LS-4 workstation that integrates a diode-pumped ultrashort laser source Yuja from Amplitude Systems with an average power of 10 W and can provide a tuneable pulse duration from less than 500 fs to 10 ps. The laser source has a central wavelength of 1030 µm and beam quality M2 is better than 1.2. The maximum pulse energy after the focusing lens was 90 µJ at a frequency of 100 kHz in the utilised laser system. The final output beam had a diameter of 30 µm at the focus plane and a circular polarisation. The burst mode of the laser source is generated through oscillator at 40 MHz and a pulse picker as shown in Fig. 1a. This results in a minimum temporal distance of 25 ns between sub-pulses in the burst mode (equivalent to intra-burst frequency \({f}_{\mathrm{IB}}\) = 40 MHz). Therefore, the maximum number of sub-pulses per burst can be up to 400. The pulse/burst energy is set when the burst mode is triggered. This means that the energy of a single pulse and the respected burst are the same and equal to the number of sub-pulses per burst (\({N}_{b}\)) multiplied by the sub-pulse energy (Fig. 1a and b), theoretically. In fact, the energy distribution across the sub-pulses is not even, due the gain saturation effect of amplifiers [41]. However, this is an intrinsic property of the laser source and its impact on experimental results can be considered marginal and thus could be ignored. Therefore, it is assumed in this research that the burst energy was distributed equally between the sub-pulses.

The burst mode processing: a schematic of the burst mode generation; b the energy distribution in single pulse (SP) and burst mode (BM); and c the machining strategy used to process pockets
2.2 Specific removal rates
The aim of this research was to investigate the scalability achievable with the burst mode processing at high average laser power. Therefore, the maximum available laser power of 10 W was deployed in all experimental trials, i.e. pulse frequency (\({f}_{p}\)) was fixed at 100 kHz with the pulse and the burst energy (\(E)\) being 90 µJ. This represents a peak fluence of 25.5 J/cm2 per single pulse and per burst, too, calculated as follows:
where \(R\) is the radius of laser spot at the focal plane. The number of sub-pulses per burst was varied from 2 to 400 and the results were compared with those obtained with a single pulse. The pulse overlap was varied from approximately 33 to 99% by varying the scanning speed in the range from 2000 to 20 mm/s and was calculated using the following equation:
where A is the intersection area between two pulses (or bursts). The area A was calculated based on the relative spatial distance between two pulses (or bursts) and the laser spot size using the following equation:
where \(d\) is the pulse (or burst) spatial distance calculated based on the used scanning velocity and pulse frequency, i.e. \(d=v/{f}_{p}\); and \(R\) —the radius of the laser spot. In fact, there is a certain special distance between sub-pulses in a burst, too, due to the constant beam motion. However, this value is much small (the maximum sub-pulse distance is 50 nm at scanning speed (\(v\)) of 2000 mm/s and intra-burst frequency (\({f}_{b}\)) of 40 MHz and, thus, has been considered neglectable in this study.
The removal rate was also investigated for four different pulse durations within the laser source available range, i.e. 500 fs, 1 ps, 5 ps and 10 ps, to investigate the effects of different laser-material interaction times on the processing performance in burst mode. A summary of various process parameters used in this experimental study is given in Table 1. A high-purity copper (99%) and stainless-steel grade 316 substrates were chosen to conduct the experiment due to the significant difference in their thermal conductivity and also their wide use in many industrial applications.
Squared pockets with an area of 1 × 1 mm2 were ablated onto copper and stainless steel substrates employing single mode and burst mode processing with process settings in Table 1. The distinctly different thermal conductivity of the two materials allowed the incubation effects in the burst mode processing to be investigated. The machining strategies utilised in the experiments together with its respective variables are provided in Fig. 1c. The pulse distance was varied from 0.2 to 20 µm by controlling the scanning speed, while the hatch distance (\({D}_{h}\)) was maintained the same, 10 µm, and ten layers were ablated from each of the pockets.
The measurement of the ablated pockets was carried out with Alicona G5 system employing its Volume Measurement module [42, 43]. The ablated volume (\(V\)) was measured by fitting a reference plane on the top of the calibrated 3D form of the sample’s surface and then the removed volume below this plane was calculated as depicted in Fig. 2. Five measurements were taken on a representative crater and a pocket to assess the uncertainty associated with the measurement procedure. Especially, the Type A measurement uncertainties of obtained volumetric data about ablated craters and pockets was determined to be 3 and 106 × 103 µm3, which represents 0.73 and 0.14% of the mean values, respectively [44].

The measurement of ablated volumes using Alicona G5 system: a an ablated pocket and b a single shot crater
SRR was calculated using Eq. (4). This quantifying approach was considered to offer a basis for a fair assessment of the achievable processing scalability with different number of sub-pulses in a burst in comparison to the results obtained with the single-pulse processing.
where \({V}_{a}\) is the ablated volume; \({N}_{\mathrm{Total}}^{p}\)—the total delivered pulses; \({N}_{\mathrm{Line}}^{p}\)—the number pulses per line; \({N}_{\mathrm{Line}}\)—the number of lines and \({N}_{\mathrm{Layer}}\)—the number of layers.
2.3 Heat accumulation and other effects
A method for analysing heat accumulation and other effects such as the material redeposition and plasma shielding in the burst mode processing, especially how to determine their advantageous and negative effects on SRRs under varying machining conditions, is proposed in this section. The method analyses the contributions of main factors affecting the removal rates and the proposed approach is presented in Fig. 3.

Methodology for analysing the contributions of the main factors affecting the material removal in single pulse (top) and the burst mode (bottom) processing
The overall SRRs achievable employing single pulse (\({\mathrm{SRR}}_{\mathrm{Total}}^{\mathrm{sp}}\)) and burst mode (\({\mathrm{SRR}}_{\mathrm{Total}}^{\mathrm{BM}}\)) processing are considered to include the material ablated directly with the delivered pulse/burst energy and also additional volumes as a result of the heat accumulation, both in single pulse and burst mode processing. The processing condition in such single shot machining can be considered representative of single pulse one without any heat accumulation impact and pulse-to-pulse plasma shielding. At the same time a single burst can be considered as burst mode processing with heat accumulation effect on SRRs just due to the sub-pulse train. Especially, this is the heat accumulation effect just due to intra-burst frequency that leads to incubation effects and reduction of ablation threshold, consequently, that is discussed later. At the same time, the plasma shielding due to the sub-pulse trains can be considered as an inherent property in the burst mode processing. This is because the temporal distance and the energy distribution between sub-pulses are fixed (for a certain number of sub-pulse) while the spatial sub-pulse distance is neglectable. This material removal mechanism is considered as a direct laser ablation in the analysis and is distinguished from the overall heat accumulation effects due to the trains of pulses and bursts deployed during the whole machining process. Therefore, by comparing SRRs calculated based on a single shot crater with those for the whole process, it will be possible to assess the impact of various factors leading to heat accumulation and thus to judge about the ablation efficiency. The respective volumes of removed material are calculated employing the measurements and the SRR calculation described in Sect. 2.2.
In the single pulse processing, SRRs due to the direct laser ablation (\({\mathrm{SRR}}^{\mathrm{sp}}\)) is calculated based on the volume ablated with a single pulse. The contribution of the heat accumulation \(({\mathrm{SRR}}_{\mathrm{HA}}^{\mathrm{sp}}\)) is attributed to the incubation effects due to the delivery of a pulse train per spot that leads to a decrease of ablation threshold and residual heat, and thus further material removal [45]. Therefore, \({\mathrm{SRR}}_{\mathrm{HA}}^{\mathrm{sp}}\) can be estimated based on the difference between \({SRR}_{Total}^{sp}\) and \({\mathrm{SRR}}^{\mathrm{sp}}\).
In the burst mode processing, SRR due to the direct laser ablation (\({\mathrm{SRR}}^{\mathrm{BM}}\)) is the sum of the SRR achievable when sub-pulses with near-optimum fluence levels are used and SRR due to the intra-burst frequency and the resulting from this incubation effects. Similarly, to the single pulse processing, \({\mathrm{SRR}}^{\mathrm{BM}}\) is calculated based on the volume ablated with a single burst. In this case, the contribution of the heat accumulation (\({\mathrm{SRR}}_{\mathrm{HA}}^{\mathrm{BM}}\)) is again attributed to the incubation effects as more than one burst is delivered per spot and ultimately leads to residual heat and further material removal. So, \({\mathrm{SRR}}_{\mathrm{HA}}^{\mathrm{BM}}\) can be estimated based on the difference between \({\mathrm{SRR}}_{\mathrm{Total}}^{\mathrm{BM}}\) and \({\mathrm{SRR}}^{\mathrm{BM}}\).
It is important to state that there are some assumptions in the proposed method about other factors that can affect the removal rates. For example, the effects from any changes of absorption coefficient can be considered neglectable compared to those directly associated with the heat accumulation.
There are three possible cases that should be considered in assessing the heat accumulation and other effects in calculating SRRs. Especially, the following three cases should be considered in burst mode processing:
-
1.
\({\mathrm{SRR}}_{\mathrm{Total}}^{\mathrm{BM}}>{\mathrm{SRR}}^{\mathrm{BM}}\)
Hence, \({\mathrm{SRR}}_{\mathrm{HA}}^{\mathrm{BM}}>0\), and \({\mathrm{SRR}}_{\mathrm{HA}}^{\mathrm{BM}}={\mathrm{SRR}}_{\mathrm{Total}}^{\mathrm{BM}}-{\mathrm{SRR}}^{\mathrm{BM}}\)
The heat accumulation has a beneficial influence over the negative effects of the pulse-to-pulse plasma shielding and redeposition effects and leads to SRR improvements.
-
2.
\({\mathrm{SRR}}_{\mathrm{Total}}^{\mathrm{BM}}={\mathrm{SRR}}^{\mathrm{BM}}\)
Hence,\({\mathrm{SRR}}_{\mathrm{HA}}^{\mathrm{BM}}=0\)
The heat accumulation does not have any positive impact. In this case it can be assumed that the plasma shielding and material redeposition offset any contributions from the heat accumulation.
-
3.
\({\mathrm{SRR}}_{\mathrm{Total}}^{\mathrm{BM}}<{\mathrm{SRR}}^{\mathrm{BM}}\)
Hence, \({\mathrm{SRR}}_{\mathrm{HA}}^{\mathrm{BM}}<0\)
Any positive impact of the heat accumulation on the material removal process is offset by plasma shielding and material redeposition due to an excessive accumulated fluence and residual heat.
2.4 Surface roughness
A comparison of surface quality achievable with single pulse and MHz burst mode processing while using the same experiments, i.e. the pockets ablated with the processing parameters in Table 1 and the same number of layers, was conducted. Generally, the increase of ablated layers leads to a lower surface quality due to changes of surface morphology after each layer. The formation of some other surface structures such as pin holes or micro cone shapes can also be expected after layer-based processing. Taking this into account, the use of MHz burst mode processing can be beneficial as less layers would be required to achieve the same depth as that in the single pulse processing, i.e. due to the expected higher SRR, and thus the surface quality can be improved, too.
Therefore, similar pockets to those produced with the burst mode processing and ten ablation layers were machined with the single pulse mode but with different numbers of layers, defined experimentally to achieve the same depth. The surface roughness was measured at the bottom of the ablated pockets and the obtained results were compared. SEM images were taken using Jeol JCM6000 system at 15 kV acceleration voltage and magnification of 220 times.
3 Results and discussion
3.1 Ablation threshold
The ablation threshold for 500 fs pulses was determined when performing single pulse and burst mode processing using Liu’s method [46], while the number of sub-pulses was varied from 2 to 400. The measured radiuses of the craters to calculate the ablation threshold as a function of the burst sub-pulse number is provided in Fig. 4. The ablation threshold attained for copper with the burst mode processing was higher than that achieved with the single pulse when the processing was conducted with up to ten sub-pulses. Only when more than ten sub-pulses per burst were applied, the ablation threshold of copper was lower than that for the single pulse process. In contrast, the ablation threshold in the case of stainless steel was lower for all the burst regimes in comparison to the single pulse processing. This reduction was attributed to the incubation effect, which was more pronounced in the MHz burst mode processing of stainless steel because its low thermal conductivity (14–16.3 Wm−1 K−1) compared with copper (386 Wm−1 K−1) [47, 48]. Thus, more residual heat was retained locally and partly contributed to the achieved material sublimation rate. This also can explain why a stainless steel ablation was present even at 400 sub-pulses per burst whilst any noticeable ablation on copper occurred only below 100 sub-pulses.

R2 of craters as a function of fluence (top) and the ablation threshold fluence (Fth) changes when the MHz burst mode was applied with different numbers of sub-pulses and pulse duration of 500 fs (bottom) to process: a and c Copper and b and d 316 stainless steel. The burst mode ablation threshold was quantified taking into account the total fluence of a single burst rather than the fluence of a sub-pulse
A closer look at ablated craters after single pulse and burst mode processing of copper and stainless steel is provided in Fig. 5. Even though the total delivered energy was the same, the crater depth dramatically increased as the number of sub-pulses increased from 1 to 20 and from 1 to 50 on copper and stainless steel, respectively. The maximum depth of the single-burst crater was obtained at 10 and 20 sub-pulse per burst for copper and stainless steel, respectively. It is worth noting that in case of copper the increase of the ablation threshold when the number of sub-pulses was less than 10 did not result in lowering the removal rates for the single-burst craters (see Fig. 5). Therefore, the most likely reason for this phenomenon is the heat accumulation the train of sub-pulses as it can compensate the increase of the ablation threshold and even to improve further SRRs. However, the ablation efficiency was reduced significantly when the number of sub-pulses increased beyond 20 and 50 for copper and stainless steel, respectively. This is because sub-pulse fluence was much lower than ablation threshold and the heat incubation was not sufficient to impact the ablation performance.

3D surface scans and cross-sectional profiles of craters produced with single pulse and burst mode processing and pulse duration of 500 fs while varying the number of sub-pulses for copper (top) and stain less steel (bottom). Craters’ cross-sectional profile was further magnified and the respective aspect ratios provided in the figure
3.2 Specific removal rates
3.2.1 Copper
SRRs achieved on copper as a function of pulse distances in single pulse and burst mode processing while using four different pulse durations are presented in Fig. 6. The ablation rates obtained with single pulse processing are highlighted in red. The removal rates were significantly improved when MHz burst mode processing was applied with varying number of sub-pulses, but this was not the case across all pulse distances investigated in this research. In general, the interdependences of SRRs on pulse/burst distances were changing across the following three ranges: (i) smaller pulse distances in the range from 0.2 to 1 µm; (ii) intermediate pulse distances (from 1 to 4 µm) presented in Fig. 6b, d, f and h; and (iii) higher pulse distances (greater than 4 µm) presented in Fig. 6a, c, e and g. In the 1st range, where the pulse/burst overlap was more than 96%, the single pulse mode resulted in better SRRs compared to the results obtained with any burst mode processing across all four pulse durations. It can be stated that the accumulated fluence from a single pulse train led to a less residual heat and plasma shielding due to much lower pulse frequency, and thus to less redeposition of material and hence a cleaner ablation. In addition, the plasma plume had a noticeable impact at intra-burst frequency (40 MHz) as the sub-pulse energy was absorbed by plasma plume and led to a reduced ablation efficiency. At the same time, SRRs increased quickly with the increase of the pulse distance for both single pulse and burst mode processing except for 10 ps in a single mode, where SRR was relatively stable.

SRRs as a function of pulse distances in single pulse (red line) and burst mode processing of copper with four different pulse durations: a, c, e and g SRRs achieved with pulse/burst distances up to 20 µm and pulse durations of 500 fs, 1 ps, 5 ps and 10 ps, respectively; b, d, f and h a closer look at SRRs achieved with pulse/burst distances of less than 4 µm for 500 fs, 1 ps, 5 ps and 10 ps, respectively. 1p denotes one sub-pulse per burst which denote a single pulse processing while 2p,3p, …, 400p—a burst mode processing with an increasing sub-pulse number per burst
The 2nd range of pulse distances covered the processing condition where the pulse overlaps were from 87 to 95%. In this range, SRRs for most burst mode regimes increased dramatically with the decrease of the pulse overlaps and exceeded SRRs achieved with the single mode when the pulse distance was higher than 1.4 µm. Thus, beneficial processing conditions were created that facilitated the material removal/ejection from the ablation area and therefore less material redeposition and cleaner ablation was obtained when the distance between the bursts increased. Also, it should be noted that plasma shielding effect tended to decrease when pulse/burst distance increased. And, this had an evident impact that made the benefits of processing at near optimum fluence more pronounced and led to the SRR increase. The SRRs achieved with the single pulse processing reached their maximum values (see Table 2) and decreased marginally when the pulse distance increased across all four pulse durations. Comparing the results obtained with the different pulse durations, bursts with number of sub-pulses from 3 to 20 resulted in higher removal rates for 500 fs and 1 ps pulses. At the same time, higher SRRs were achieved even with 100 sub-pulses per burst at 5 ps and 10 ps pulse durations when compared with the results obtained with the single pulse processing.
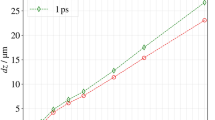
Finally, the 3rd range covered pulsed distances where the pulse overlaps was less than 87%, i.e. the pulse distances were higher than 4 µm. In this case, the advantages of the burst mode were more pronounced as shown in Fig. 6a, c, e and g and SRRs kept increased significantly to reach their maximum values. They were higher than those obtained with the single pulse and the burst mode with the number of sub-pulses from 3 to 50 (in case of 500 fs and 1 ps pulses) and from 3 to 100 (for 5 ps and 10 ps pulses). Specifically, SRRs achieved with the burst mode reached the maximum values of 3.7 µm3/µJ, 4 µm3/µJ, 5.4 µm3/µJ and 4.6 µm3/µJ for 500 fs, 1 ps, 5 ps and 10 ps pulse durations, respectively (see Table 2). These maximum SRRs were achieved at 15 sub-pulses, especially when the processing was performed with near-optimum fluence levels of 1.7 J/cm2 for 500 fs and 1 ps pulses. These results are very close to what has been reported by other researchers [49]. And, it was evident from the results in Table 2 that the optimum fluence level tended to decrease to approximately 1.3 J/cm2 that was achieved at 20 sub-pulses with the longer durations of 5 and 10 ps. In addition, it is important to note that SRRs plateaued and were not anymore dependent on the increase of the pulse distances when they became higher than 4 µm and 8 µm. Especially, this was achieved when the pulse overlaps were less than 87% and 73% for the pulse durations of 500 fs and 1 ps and 5 and 10 ps, respectively. This indicated that the negative side effects, such as plasma shielding and redeposition of material, had declined and became steady in this range of pulse distances.
The observed changes of SRRs across the three ranges of pulse distances are in good agreement with the results reported in another investigation [50]. The maximum SRRs were achieved with the burst mode when a relatively higher number of sub-pulses, i.e. from 15 to 50 sub-pulses, across the investigated pulse distances and pulse durations was used and thus to benefit fully from the available maximum pulse energy of 90 µJ in this study. In addition, the maximum SRR in machining micro-structures on copper substrates was attained at different number of sub-pulses per burst compared to the results obtained with the single burst of ten sub-pulses. This indicates that the performance improvements in the MHz burst mode processing can be achieved at specific machining conditions in regard to the accumulated fluence and sub-pulses’ fluence levels. Therefore, it is important to investigate these conditions systematically and thus to identify the respective limits and thus to benefit fully from the capabilities that the burst mode processing offers. Also, the similarities of the copper response to burst mode processing with 500 fs and 1 ps and 5 ps and 10 ps pulse durations should be noted.
3.2.2 Stainless steel
SRRs as a function of the pulse/burst distances in the single pulse and burst mode processing of stainless steel (grade 316) at the same four pulse durations are shown in Fig. 7. It can be immediately noted that the advantages of the burst mode processing over the single pulse one are more pronounced compared to copper.

SRRs as a function of pulse/burst distances in single pulse (red line) and burst mode processing on stainless steel with four different pulse durations: a, c, e and g SRRs at 500 fs, 1 ps, 5 ps and 10 ps, respectively; b, d, f and h a closer look of SRRs achieved with pulse/burst distances of less than 4 µm at 500 fs, 1 ps, 5 ps and 10 ps, respectively
The dependences of SRRs on stainless steel in the burst mode processing with varying pulse distances (or overlap) were changing across the following two ranges: The first range includes pulse distances from 0.2 to 4 µm while the second one those in excess of 4 µm. Within the first range, SRRs achieved with the single pulse processing reached its maximum values and then plateaued with any further pulse distance increases at all four pulse durations. Again, there were similarity in the material response to SRRs achieved at pulse durations of 500 fs and 1 ps and pulse duration of 5 ps and 10 ps, respectively. The single pulse processing resulted in higher SRRs at 500 fs and 1 ps (maximum value around 1 µm3/µJ) pulse durations compared to relatively low values obtained at 5 ps and 10 ps (maximum SRRs from 0.3 to 0.4 µm3/µJ) across all pulse distances investigated in this research (Table 3). The SRRs achieved with the burst mode with the sub-pulse number in the range from 50 to 200 were higher than those achieved with the single pulse process, even at the lowest pulse-to-pulse distance of 0.2 µm, across all four pulse durations (Fig. 7b, d, f and h). The sub-pulse fluence at 50 to 200 sub-pulses per burst was in the range from 0.1 to 0.5 J/cm2. This low fluence level led to a less pronounced plasma shielding at high overlap levels (more than 98% for pulse-to-pulse distances lower than 0.2 µm) and thus the ablation process was more efficient. An efficient ablation with the single pulse processing was achieved only when the pulse distances was greater than 0.6 µm and SRRSs were higher compared with the values obtained with burst distances up to 1.4 µm at 500 fs and 1 ps pulse durations. SRRs achieved with the burst mode increased dramatically when pulse/burst distances were higher than 1.4 µm and then plateaued when they exceeded 4 µm, due to the reduction of plasma shielding. However, the SRR increase was not always steady as there were some sudden fluctuations, e.g. when the number of sub-pulses in the burst were 50, 100, 200, 300 and 400. This can be attributed to some alterations in the surface morphology, which led to sudden change in the absorption coefficient and, therefore, SRRs were affected strongly. Despite such SRR uncertainties at some burst mode processing conditions, the advantages over the single pulse processing were dominant on stainless steel across all four pulse durations. The optimum fluence level was 0.5 J/cm2 that was achieved with 50 sub-pulses per burst while the maximum SRRs across the four pulse durations were in the range from 4.9 to 5.7 µm3/µJ (see Table 3). An efficient ablation was achieved even with 300 or 400 sub-pulses per burst when the sub-pulse fluence was much lower than the ablation threshold. This can be explained with the heat incubation affects that are discussed in the next section. Contrary to what was observed for copper, the pulse duration did not affect the optimum fluence on stainless steel, as the maximum SRRs were achieved with the same fluence across all four pulse durations. In addition, the highest SRRs on stainless steel were attained with 500 fs pulses, while for copper it was with 5 ps ones.
3.3 Heat accumulation effects
As discussed in Sect. 3.2, there were some similarities in the two materials’ SRR response at 500 fs and 1 ps and 5 ps and 10 ps pulse durations when the effects of the increasing pulse/burst distances were analysed. Therefore, a further investigation was conducted only at two pulse durations, i.e. 500 fs and 5 ps. In addition, the analysis was carried out for only four pulse/burst distances, i.e. 1.4 µm, 4 µm, 12 µm and 20 µm, which covered the three and two specific processing ranges for copper and stainless steel, respectively, as discussed previously. The heat accumulation influence was studied for both, single pulse and burst mode processing with numbers of sub-pulses increasing from 2 to 400.
3.3.1 Copper
Figure 8 depicts SRRs obtained on copper with four different pulse distances while the number of sub-pulses per burst had been increasing. These SRRs were then compared with calculated ones from a single spot crater with an increasing number of sub-pulses. In case of 500 fs processing on copper (Fig. 8a), SRRs calculated based on the ablated pockets were higher than the values achieved for the reference single crater with one (single pulse) and two sub-pulses per burst. The other burst mode regimes led to lower SRRs compared to those achieved on the single crater across all four analysed pulse distances. It should be noted that the negative side effects from the plasma shielding and the material redepositing when processing pockets were dominant over any positive ones from the heat accumulation. Especially, the heat accumulation had a positive impact only in the single pulse and burst mode processing of copper with only two sub-pulses. The maximum SRR of 6.2 µm3/µJ was achieved with a single burst of 10 sub-pulses.

SRRs as a function of number of sub-pulses per burst for pockets machined with four different pulse/burst distances, i.e. overlap levels, for two different pulse durations and materials: a Copper, 500 fs; b Copper, 5 ps; c Stainless steel, 500 fs and d Stainless steel, 5 ps. The reference single crater curve shows the calculated SRRs from a single shot crater with an increasing number of sub-pulses.
As expected, the positive influence of the heat accumulation was more pronounced with 5 ps pulses on copper (Fig. 8b). SRRs achieved on the ablated pockets were slightly higher than those calculated for the single crater with the number of sub-pulses less than three and the pulse distance of less than 4 µm. However, SRRs on copper increased significantly when the number of sub-pulses exceeded 50, especially for pulse distances higher than 4 µm. For example, \({\mathrm{SRR}}_{\mathrm{Total}}^{\mathrm{BM}}\) of 5.2 µm3/µJ and \({\mathrm{SRR}}^{\mathrm{BM}}\) of 1 µm3/µJ were achieved with 50 sub-pulses per burst and 20 µm pulse/burst distance. Therefore, this significant SRR increase on copper can be attributed explicitly to the heat accumulation effect, i.e. the increase of \({\mathrm{SRR}}_{\mathrm{HA}}^{\mathrm{BM}}\) to 4.2 µm3/µJ. Especially, this big difference in SRR achieved with a single burst can be attributed not only to heat accumulation but also the declining negative effects of plasma shielding when the sub-pulse energy decreased.
3.3.2 Stainless steel
The plasma shielding in 500 fs processing led to predominantly negative effects on stainless steel (Fig. 8c and d). There were no significant differences between SRRs achieved on ablated pockets when compared with the single crater results obtained with up to four sub-pulses for both investigated pulse durations (\({\mathrm{SRR}}_{\mathrm{Total}}^{\mathrm{BM}}={\mathrm{SRR}}^{\mathrm{BM}}\)). The processing conditions in this case can be considered to strike a balance between the advantages associate with the heat accumulation on SRRs and the negative ones due to the plasma shielding and material redepositing effects. When the number of sub-pulses increased and was in the range from 5 to 100, the plasma shielding and material redeposition started to dominate due to the plasma excitation by subsequent sub-pulses [51]. Therefore, SRRs attained on processed pockets were much lower than those achieved on the single spot crater. The positive impact of the residual heat on stainless steel could only be observed when the number of sub-pulses exceeded 200 and 100 at 500 fs and 5 ps pulse durations, respectively. Similar to the copper response at 5 ps pulse duration, the positive influence of heat accumulation in burst mode processing of stainless steel started to become noticeable when the number of sub-pulses per burst exceeded 100.
In addition, the SRR results obtained on stainless steel and also on copper at different processing conditions (see Fig. 8) revealed that SRRs increased with the increase of the pulse/burst distance, i.e. when the respective overlap levels decreased. Also, it was confirmed that SRRs increased when the number of sub-pulses used led to a near optimum fluence as discussed in the previous section. This is indicative of some interdependences between the pulse/burst overlap level and the optimum number of sub-pulses on both materials. Thus, it can be stated that relatively low pulse/burst overlap levels require a higher number of sub-pulses to attain the maximum SRR values.
3.4 Surface roughness
The effects on surface roughness were investigated at only two pulse durations. i.e. 500 fs and 5 ps, due to the discussed similarity between SRRs achieved with 1 ps and 10 ps pulses, respectively, in Sect. 3.2. Three different scanning speeds, i.e. 500 mm/s, 1000 mm/s and 1500 mm/s, were investigated that led to pulse distances of 5 µm, 10 µm and 15 µm, respectively. In addition, two burst settings of 15 and 50 sub-pulses were selected for the conducted experiments on copper and stainless steel, respectively, because one of the highest SRRs was achieved with them (see Sect. 3.2). Also, it is important to note that it was necessary to ablate more than ten layers when the single pulse processing was used, as presented in Table 4, and thus to achieve a similar depth with the two processing regimes as shown in Fig. 9a and b.

The surface roughness results: Representative cross-sectional profiles of ablated pockets produced on copper (a) and stainless steel (b) with different numbers of layers for single pulse and burst mode processing (at 500 fs pulse duration and 1000 mm/s scanning speed); and surface roughness (Sa) measurement at the bottom of the ablated pockets produced on copper (c) and stainless steel (d) with single pulse and burst mode at different pulse durations and scanning speeds
Figure 9c and d presents the surface roughness measurements on copper and stainless steel after undergoing processing with the two pulse durations. The respective surface morphologies achieved with the two processing modes are shown in Fig. 10. A marginally lower surface roughness was achieved on copper with the 500 fs burst mode processing at 500 mm/s and 1000 mm/s, whilst the surface quality was similar at 1500 mm/s as shown in Fig. 9c. The difference in surface quality was more pronounced at 5 ps processing of copper. The roughness values obtained with the burst mode were two times higher than those achieved with the single pulse processing at the lower scanning speed of 500 mm/s. Nevertheless, the burst mode resulted in a significantly smaller roughness at the higher scanning speeds of 1000 and 1500 mm/s.

SEM micrographs taken at the bottom surfaces of ablated pockets with the investigated two pulse durations and three scanning speeds on copper (left) and stainless steel (right). It is important to note that the depth of the pockets was kept the same but different number of layers was used to achieve this with the two processing regimes. The numbers with the white colour denote the surface roughness (µm). Scale bar: 100 µm
Based on the results obtained on stainless steel, the pulse duration had a clear influence on surface quality (see Fig. 8d). In particular, a significant increase in surface roughness was observed when the pulse duration increased from 500 fs to 5 ps in the single pulse processing whilst the roughness differences were marginal on the pockets produced with the burst mode processing at the investigated two pulse durations. The MHz burst mode did not lead to any improvements in surface roughness across all three scanning speeds at 500 fs pulse duration. Whereas, the burst mode with 5 ps pulses had a significant positive impact on surface quality across all investigated scanning speeds. The biggest reduction of surface roughness achieved with the burst mode in comparison to that obtained with the single pulse processing was observed at 1000 mm/s, i.e. 10 µm pulse distance, with 5 ps pulses, i.e. a reduction from 13 to 5 µm was achieved. It should be stressed that having a significantly smaller number of ablated layers in the burst mode, i.e. especially when processing stainless steel, did not only lead to a better surface quality, but also reduced the overall processing time, substantially. Considering the industry requirements for a viable ultrashort laser processing, especially higher SRRs, the use of the MHz burst mode can help to broaden the industrial applications of this technology.
The surface morphology of ablated pockets are shown in Fig. 9. The burst mode processing minimised and also eliminated the micro pinhole formation, especially on copper with both pulse durations. However, the higher ablation rate achieved with the burst mode led to the appearance of a different surface morphology, i.e. some line-like patterns. This reflects the scanning path used to process the last layer, and the same patterns were also observed on stainless steel. The effect of heat accumulation in the burst mode was more pronounced on stainless steel. There was a clear redepositing of an ablated material that led to the formation non-uniform micro-structures at the bottom surface of the pockets. Again, this can be explained with the lower thermal conductivity of stainless steel compared to copper.
4 Conclusions
The capability of the MHz burst mode processing was investigated in this research as a means to increase SRRs achievable in laser micro-machining on copper and stainless steel while utilising fully the available maximum pulse energy. Specifically, the experiments were conducted with a relatively high pulse fluence, i.e. 25.5 J/cm2, and four different pulse durations, i.e. from 500 fs to 10 ps. The results showed that the MHz burst mode processing has clear advantages in regard to achievable SRRs and thus to utilise fully the available average power. These removal rate improvements can be explained with the near optimum fluence levels of sub-pulses and beneficial heat accumulation effects in the burst mode compared to those in the single pulse processing. Especially, high SRRs were achieved with a relatively higher number of sub-pulses per burst, e.g. 15 to 20 and 20 to 50 on copper and stainless steel, respectively. However, the results also showed that the ablation efficiency improvements achievable with the burst mode can only be obtained under some specific processing conditions. Sustained high SRRs with the burst mode were achieved when the pulse overlap was relatively small, i.e. less than 87%. Especially, the highest SRRs achieved on copper and stainless steel were 5.4 µm3/µJ (with 20 sub-pulses, 33% pulse overlap and 5 ps pulse duration) and 5.7 µm3/µJ (at 50 sub-pulse, 60% pulse overlap and 500 fs pulse duration), respectively. There were similarities in the SRR dependence on the number of sub-pulses per burst when relatively low and high pulse durations, i.e. 500 fs and 1 ps, and 5 and 10 ps, respectively, were used.
In addition, a novel empirical approach is implemented in this research to assess the heat accumulation effects on SRRs in the burst mode processing. In general, the heat accumulation effects were predominantly advantageous both at relatively small (from 1 to 3) or high (above 100) number of sub-pulses per burst. The results clearly show the potential of the MHz mode processing for improving SRRs and reducing the machining time in ultrashort laser machining and structuring. In addition, it is worth noting that the surface quality attained with the burst mode processing was comparable to that achieved with the single mode and even better with some specific process settings. Thus, it can be concluded that the obtained SRR improvements were not in expense of the surface quality and thus it will be possible to benefit fully from the constantly increasing pulse energies and average power in ultrashort laser processing operations.
References
J. Finger, C. Kalupka, M. Reininghaus, High power ultra-short pulse laser ablation of IN718 using high repetition rates. J. Mater. Process. Technol. 226, 221–227 (2015)
M. Smrž et al., Advances in high-power, ultrashort pulse DPSSL technologies at HiLASE. Appl. Sci. 7(10), 1016 (2017)
S. Mishra, V. Yadava, Laser Beam MicroMachining (LBMM)—a review. Opt. Lasers Eng. 73, 89–122 (2015)
J. Cheng et al., A review of ultrafast laser materials micromachining. Opt. Laser Technol. 46, 88–102 (2013)
T. Kramer et al., Influence of pulse bursts on the specific removal rate for ultra-fast pulsed laser micromachining of copper. Phys. Procedia 83, 123–134 (2016)
B. Neuenschwander, et al., Burst mode with ps-and fs-pulses: Influence on the removal rate, surface quality, and heat accumulation. in Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XX. 2015. International Society for Optics and Photonics.
B. Jaeggi, et al., Influence of the pulse duration and the experimental approach onto the specific removal rate for ultra-short pulses. in Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XXII. 2017. International Society for Optics and Photonics.
A. Žemaitis et al., Rapid high-quality 3D micro-machining by optimised efficient ultrashort laser ablation. Opt. Lasers Eng. 114, 83–89 (2019)
A. Amouye Foumani et al., Atomistic simulation of ultra-short pulsed laser ablation of metals with single and double pulses: an investigation of the re-deposition phenomenon. Appl. Surf. Sci. 537, 147775 (2021)
D.J. Förster et al., Review on experimental and theoretical investigations of ultra-short pulsed laser ablation of metals with burst pulses. Materials 14(12), 3331 (2021)
R. Knappe, et al., Scaling ablation rates for picosecond lasers using burst micromachining. in Laser-based Micro-and Nanopackaging and Assembly IV. 2010. International Society for Optics and Photonics.
N. Hodgson, et al., Ultrafast laser machining: process optimization and applications. in Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XXVI. 2021. International Society for Optics and Photonics.
C. Kerse et al., Ablation-cooled material removal with ultrafast bursts of pulses. Nature 537(7618), 84 (2016)
P. Elahi et al., High-power Yb-based all-fiber laser delivering 300 fs pulses for high-speed ablation-cooled material removal. Opt. Lett. 43(3), 535–538 (2018)
C. Gaudiuso et al., Incubation during laser ablation with bursts of femtosecond pulses with picosecond delays. Opt. Express 26(4), 3801–3813 (2018)
P. Lickschat, A. Demba, S. Weissmantel, Ablation of steel using picosecond laser pulses in burst mode. Appl. Phys. A (2017). https://doi.org/10.1007/s00339-016-0743-y
E. Gärtner et al., Laser micro machining of alumina by a picosecond laser. J. Laser Micro Nanoeng. 13(2), 76–84 (2018)
D. Esser et al., Time dynamics of burst-train filamentation assisted femtosecond laser machining in glasses. Opt. Express 19(25), 25632–25642 (2011)
B. Jaeggi et al., Optimizing the specific removal rate with the burst mode under varying conditions. J. Laser Micro/Nanoeng. (2017). https://doi.org/10.2961/jlmn.2017.03.0015
D.J. Förster et al., Shielding effects and re-deposition of material during processing of metals with bursts of ultra-short laser pulses. Appl. Surf. Sci. 440, 926–931 (2018)
T. Kramer et al., Increasing the specific removal rate for ultra short pulsed laser-micromachining by using pulse bursts. J. Laser Micro/Nanoeng. 12, 107 (2017)
C. Javaux, et al., Effects of burst mode on transparent materials processing. in Laser-based Micro-and Nanoprocessing IX. 2015. International Society for Optics and Photonics.
V. Belloni et al., Burst mode versus single-pulse machining for Bessel beam micro-drilling of thin glass: study and comparison. SN Appl. Sci. 2(9), 1–12 (2020)
B. Neuenschwander et al., Influence of the burst mode onto the specific removal rate for metals and semiconductors. J. Laser Appl. 31(2), 022203 (2019)
G. Bonamis et al., High efficiency femtosecond laser ablation with gigahertz level bursts. J. Laser Appl. 31(2), 022205 (2019)
P. Lickschat, D. Metzner, S. Weißmantel, Manufacturing of high quality 3D microstructures in stainless steel with ultrashort laser pulses using different burst modes. J. Laser Appl. 33(4), 042002 (2021)
S. Butkus et al., Micromachining of Invar Foils with GHz, MHz and kHz femtosecond burst modes. Micromachines (Basel) 11(8), 733 (2020)
J. Martan et al., Heat accumulation temperature measurement in ultrashort pulse laser micromachining. Int. J. Heat Mass Transfer 168, 120866 (2021)
M. Domke, V. Matylitsky, S. Stroj, Surface ablation efficiency and quality of fs lasers in single-pulse mode, fs lasers in burst mode, and ns lasers. Appl. Surf. Sci. 505, 144594 (2020)
A. Michalowski, F. Nyenhuis, G. Kunz, Smooth surfaces by pulsed laser processing with bursts: making use of the effects of successive pulses. PhotonicsViews 17(3), 42–45 (2020)
A. Žemaitis, et al., Novel Ultrafast Laser Ablation by Bibursts in MHz and GHz Pulse Repetition Rate. ar**v preprint ar**v:2011.14770, 2020.
D. Metzner, P. Lickschat, S. Weißmantel, Optimization of the ablation process using ultrashort pulsed laser radiation in different burst modes. J. Laser Appl. 33(1), 012057 (2021)
A. Zemaitis et al., Femtosecond laser ablation by bibursts in the MHz and GHz pulse repetition rates. Opt. Express 29(5), 7641–7653 (2021)
F. Caballero-Lucas, K. Obata, K. Sugioka, Enhanced ablation efficiency for silicon by femtosecond laser microprocessing with GHz bursts in MHz bursts (BiBurst). Int. J. Extreme Manuf. 4(1), 015103 (2022)
P. Lickschat, D. Metzner, S. Weißmantel, Burst mode ablation of stainless steel with tunable ultrashort laser pulses. J. Laser Appl. 33(2), 022005 (2021)
B. Neuenschwander et al., Heat accumulation effects in laser processing of diamond-like nanocomposite films with bursts of femtosecond pulses. J. Appl. Phys. 126(11), 115301 (2019)
D. Metzner, P. Lickschat, S. Weißmantel, Laser micromachining of silicon and cemented tungsten carbide using picosecond laser pulses in burst mode: ablation mechanisms and heat accumulation. Appl. Phys. A (2019). https://doi.org/10.1007/s00339-019-2755-x
L. Cangueiro, J.A. Ramos-de-Campos, D. Bruneel, Prediction of thermal damage upon ultrafast laser ablation of metals. Molecules 26(21), 6327 (2021)
J. Penczak et al., The role of plasma shielding in collinear double-pulse femtosecond laser-induced breakdown spectroscopy. Spectrochim. Acta, Part B 97, 34–41 (2014)
S. Tan et al., A model of ultra-short pulsed laser ablation of metal with considering plasma shielding and non-Fourier effect. Energies 11(11), 3163 (2018)
B.S. Thurow, A. Satija, K. Lynch, Third-generation megahertz-rate pulse burst laser system. Appl. Opt. 48(11), 2086–2093 (2009)
M. Chowdhury et al., Wear performance investigation of PVD coated and uncoated carbide tools during high-speed machining of TiAl6V4 aerospace alloy. Wear 446, 203168 (2020)
K. Leksycki, J.B. Królczyk, Comparative assessment of the surface topography for different optical profilometry techniques after dry turning of Ti6Al4V titanium alloy. Measurement 169, 108378 (2021)
Metrology, J.C.f.G.i., Evaluation of measurement data—Guide to the expression of uncertainty in measurement. JCGM 100(2008), 1–116 (2008)
Z. Sun, M. Lenzner, W. Rudolph, Generic incubation law for laser damage and ablation thresholds. J. Appl. Phys. 117(7), 073102 (2015)
J. Liu, Simple technique for measurements of pulsed Gaussian-beam spot sizes. Opt. Lett. 7(5), 196–198 (1982)
S. Eshkabilov et al., Mechanical and thermal properties of stainless steel parts, manufactured by various technologies, in relation to their microstructure. Int. J. Eng. Sci. 159, 103398 (2021)
J. Carvill, 3-Thermodynamics and heat transfer, in Mechanical engineer’s data handbook. ed. by J. Carvill (Butterworth-Heinemann, Oxford, 1993), pp. 102–145
N. Hodgson et al., Femtosecond laser ablation in burst mode as a function of pulse fluence and intra-burst repetition rate. J. Laser Micro/Nanoeng. 15(3), 236–244 (2020)
A. Žemaitis et al., Advanced laser scanning for highly-efficient ablation and ultrafast surface structuring: experiment and model. Sci. Rep. 8(1), 17376 (2018)
A. Semerok, C. Dutouquet, Ultrashort double pulse laser ablation of metals. Thin Solid Films 453, 501–505 (2004)
Acknowledgements
The authors would like to acknowledge the collaboration with LASEA SA, Belgium within the framework of the ESIF project “Smart Factory Hub” (SmartFub). The project was also partly supported by the Manufacturing Technology Centre (MTC).
Funding
This research was supported by European Regional Development Fund (Grant 06R1702266).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Le, H., Karkantonis, T., Nasrollahi, V. et al. MHz burst mode processing as a tool for achieving removal rates scalability in ultrashort laser micro-machining. Appl. Phys. A 128, 711 (2022). https://doi.org/10.1007/s00339-022-05864-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-022-05864-8