
Abstract
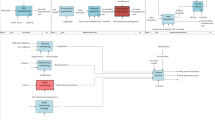
Additive Manufacturing (AM) is a promising manufacturing technology as compared to subtractive processes, in terms of cost and freedom of manufacturing. Among the AM techniques, Direct Energy Deposition (DED) processes are dedicated to functional metallic parts manufacturing. The energy input can be provided either by laser or electric arc, and having its deposited material as wire or powder form. DED processes incur drawbacks from lack of reproducibility and important production losses, mainly because they are operated in open-loop. Consequently, process monitoring is investigated to control the manufacturing state in real-time and ensure acceptable final parts. Presently, lots of papers have designed single closed-loop controls for DED processes, controlling either thermal, geometrical, or material delivery aspects. Multi-sensors monitoring strategies are also increasingly proposed, as controlling only one criterion has shown some limitations. Nevertheless, the developed multi-sensor strategies still focused on one type of phenomenon—mainly geometry—and have been implemented for only one DED process. This paper presents a new methodology of multi-sensor and multi-physics monitoring dedicated to at least two DED processes. The first investigations focus on a coupling between thermal and geometrical control loops, considering global part’s temperature and layer height for thermal and geometrical aspects respectively. At the end of this paper, perspectives are given for closed-loop corrections according to the precited descriptors. These perspectives will be implemented in further works.















Similar content being viewed by others

References
Muller P, Mognol P, Hascoet J-Y (2013) Modeling and control of a direct laser powder deposition process for functionally graded materials (FGM) parts manufacturing. J Mater Process Technol 213(5):685–692
Kerninon J, Mognol P, Hascoet J-Y and Legonidec C (2008) “Effect of path strategies on metallic parts manufactured by additive process”, Solid Freeform Fabrication Symposium, Texas, USA, pp. 52–361
Shamsaei N, Yadollahi A, Bian L, Thompson SM (2015) An overview of direct laser deposition for additive manfuacturing; Part II. Additive Manufacturing Journal 8:12–35
Purtonen T, Kalliosaari A, Salminen A (2014) Monitoring and adaptive control of laser processes. Phys Procedia 56:1218–1231
Farshidianfar MH, Khajepour A, Gerlich A (2015) Real-time control of microstructure in laser additive manufacturing. Int J Adv Manuf Technol 82:1173–1186
Karnati S, Matta N, Sparks T, Liou F (2013) “Vision-based process monitoring for laser metal deposition processes”, 24th international solid freeform fabrication symposium; Austin (Texas)
Yang D, Wang G, Zhang G (2017) Thermal analysis for single-pass multi-layer GMAW based additive manufacturing using infrared thermography. J Mater Process Technol 244:215–224
Wu B, Pan Z, Ding D, Cuiuri D, Li H, Fei Z (2017) The effects of forced interpass cooling on the material properties of wire arc additively manufactured Ti6Al4V alloy. J Mater Process Technol 258:97–105
Tang L, Landers RG (2011) Layer–to–layer height control for laser metal deposition processes. ASME Journal of Manufacturing Science & Engineering 133(2):021009
**ong J, Zhang GJ (2013) Online measurement of bead geometry in GMAW-based additive manufacturing using passive vision. Meas Sci Technol 24(11):115103
Hu DM, Kovacevic R (2003) Sensing, modeling and control for laser based additive manufacturing. Int J Mach Tools Manuf 43:51–60
Tang L, Ruan J, Landers RG, Liou F (2007) Variable powder flow rate control in laser metal deposition processes. ASME Journal of Manufacturing Science & Engineering 130(4):041016
Song L, Mazumder J (2011) Feedback control of melt pool temperature during laser cladding process. IEEE Trans Control Syst Technol 11(6):1349–1356
Landers RG, Pan H, Liou FW (2006) Dynamic modeling of powder delivery systems in gravity–fed powder feeders. ASME Journal of Manufacturing Science & Engineering 128(1):337–345
Salehi D, Brandt M (2005) Melt pool temperature control using LabVIEW in Nd:YAG laser blown powder cladding process. Int J Adv Manuf Technol 29:273–278
Xu F, Madhaven N, Dhokia V, McAndrew AR, Colegrove PA, Williams S, Henstridge A, Newman ST (2016) “Multi-sensor system for wire-fed additive manufacture of titanium alloy”, 26th International Conference on Flexible Automation and Intelligent Manufacturing, Seoul (North Korea)
Han Q, Li Y, Zhang G (2018) Online control of deposited geometry of mutli-layer multi-bead structure for wire and arc additive manufacturing. Transactions on Intelligent Weld Manufacturing. https://doi.org/10.1007/978-981-10-5355-9_7
Hascoet JY, Rauch M (2006) “A new approach of the tool path generation in manufacturing operations using CNC data”, International Conference on High Speed Milling, Suzhou (China), pp. 101–113
Poulhaon F, Rauch M, Leygue A, Hascoet J-Y, Chinesta F (2014) Online prediction of machining distortion of aeronautical parts caused by re-equilibration of residual stresses. Key Eng Mater 611-612:1327–1335
Hascoët JY, Chabot A, Rauch M, (2017). “Towards Closed-Loop Control for Additive Manufacturing”, 1st Int. Conf. on Welding and Additive Manufacturing, Metz (France)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission IV - Power Beam Processes
Rights and permissions
About this article

Cite this article
Chabot, A., Rauch, M. & Hascoët, JY. Towards a multi-sensor monitoring methodology for AM metallic processes. Weld World 63, 759–769 (2019). https://doi.org/10.1007/s40194-019-00705-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-019-00705-4