
Abstract
This paper introduces a test system for microwave-assisted dual-mode mechanical cutting of hard rock under true triaxial compression. The test system was developed by Northeastern University, China, to simulate the cutting and breaking of hard rock by a tunnel boring machine (TBM). The test system is mainly composed of a dual-mode mechanical cutting subsystem, a true triaxial loading subsystem and a high-power microwave presplitting subsystem. The system performs dual-mode cutting under true triaxial stress, applies a single sensor to monitor the three-dimensional force of the cutter head, and integrates the reduction in the vibration and resistance to torsion during the cutting process. Mechanical cutting tests of basalt under different amounts of microwave irradiation and true triaxial stress conditions were conducted in Chifeng, Inner Mongolia, China. The results showed that microwave radiation presplitting effectively improved the efficiency of mechanical rock breaking. However, after 180 s of microwave irradiation, true triaxial high stress inhibited the mechanical breaking of basalt in terms of the overall excavation depth. During the tests, each system performed stably. The test results verified the reliability of the test system.
Highlights
-
A true triaxial stress microwave-assisted mechanical dual-mode cutting test system is independently developed. The proposed system simulates rock breaking by a microwave-assisted roadheader under different ground stress conditions.
-
The cutting test system innovates in three main facets: it carries out a dual-mode cutting test system in rock breaking; it realizes a unified monitoring output of a single sensor for the three-dimensional force; and it integrates the seismic resistance and torsion resistance to create a smooth system body.
-
As the cutting test is conducted, the effective influence range of microwave radiation on rock is verified, and the degree of influence of true triaxial high stress on microwave-assisted mechanical cutting is revealed, providing guidance for deep microwave-assisted rock breaking of roadheaders. The necessity and feasibility of the system development is thus verified.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Deep underground engineering rock masses have variable mechanical properties and exhibit severe environmental changes. The great strength and high crustal stress of rock are frequently relevant in the excavation process. These characteristics lead to a wide range of conditions that can significantly affect the efficiency and stability of deep tunnel construction (Feng et al. 2021). Full section tunnel boring machines (TBMs) are used as cutters for tunnel excavation, and their main advantages are high efficiency and environmental protection (Qian 2012). Fully automated TBMs provide good convenience and guarantee safety for tunnel excavation. However, the loss of cutters is enormous, their cost is high, and they account for a large proportion of the overall budget for TBM operations.
According to the rock-breaking efficiency of cutters and the relationships between penetration, cutter spacing, and lithology, some researchers (Innaurato et al. 2007; Gertsch et al. 2007; Balci and Tumac 2012; Cho et al. 2013) have developed a test platform to study the effects of different penetration, cutter spacing and lithology on linear cutting. Other researchers (Jalali and Naghadehi 2013; Wu et al. 2021) have developed a test platform to study the effects of thrust and penetration speed on rotary cutting. However, there is still an urgent need for a laboratory system to study the high-efficiency cutting of hard rock under large ground stresses. To date, high stress has been considered to have contradictory effects on cutting performance, that is, inhibiting cutting (Gehring 1996) and promoting cutting (Zhang 2022). Related studies have proven that whether high stress gives rise to a change in the cutting performance depends on whether the principal stress reaches a certain value that is related to the rock mass structure (Gong et al. 2010).
To address the above problems, some innovative auxiliary rock-breaking methods have been studied. These methods include the use of ultrasonic waves (Zhao et al. 2019) and abrasive water jets (Liu et al. 2015) and methods involving plasmas (Zhu et al. 2020), electron beams (Han et al. 2004), electric blasts (Vazhov et al. 2008) and microwave irradiation. Microwave-assisted mechanical rock breaking has the characteristics of high efficiency and cleanliness, and microwave irradiation is selective, rapid and gives rise to integral heating (Chen et al. 1984; Lindroth et al. 1993; Walkiewicz et al. 2002; Gwarek and Celuch-Marcysiak 2004; Meisels et al. 2015; Lu et al. 2019a, b). Several studies have discussed and verified the feasibility of microwave-assisted mechanical rock fragmentation (Ge et al. 2008; Nekoovaght et al. 2014; Hassani et al. 2016; Hartlieb et al. 2017; Shepel et al. 2018). Most studies have used indirect means, such as tests of rock strength or cutting tests with generic tools, to evaluate the changes in the rock after microwave irradiation.
However, current testing platforms lack research and development techniques and are not designed for the comprehensive and systematic implementation necessary to model microwave-assisted mechanical rock-breaking equipment; there is no testing platform or testing scheme for microwave-assisted mechanical rock breaking under true triaxial stress (He et al. 2023). Thus, in this study, TBM cutter heads were designed to comprehensively and systematically evaluate microwave-assisted TBM rock breaking under true triaxial high stress. The equipment developed in this study can accurately evaluate the effect of different stress values on rock cutting under true triaxial stress and determine the degree of presplitting of rock irradiated by microwaves.
2 Design and Composition of the System
In this study, the stress state of the surrounding rock subjected to actual TBM excavation (Fig. 1) was simulated using microwave radiation to precrack the rock samples under loading by a true triaxial press and applying cutters with various forms. The force and driving generated in the cutting process were monitored. This process effectively modeled the process of cutting rock by microwave-assisted TBM and other boring machines.

Schematic diagram of microwave-assisted cutting of deep hard rock
The microwave-assisted dual-mode mechanical cutting test system for hard rock under true triaxial compression (Fig. 2) was designed and developed by Northeastern University to study on-site rock breaking and ore cutting. The system mainly included (a) a dual-mode cutting test subsystem, (b) a true triaxial loading test subsystem and (c) a high-power microwave presplitting subsystem. It was mainly used to study the rock and ore breaking state of microwave-assisted mechanical cutting mechanisms in a high true triaxial stress state.

Components of the test system for microwave-assisted dual-mode mechanical cutting hard rock under true triaxial compression. a Schematic diagram of the overall structure, b photo of dual-mode mechanical cutting test system, c photo of true triaxial loading system, and d photo of high-power microwave presplitting system
2.1 Dual-Mode Mechanical Cutting Test Subsystem
This test subsystem included an axial rotary propulsion device, a transverse linear reciprocating propulsion device, a cutterhead device, a large-range three-dimensional force sensing and monitoring device, and a servo control system.
2.1.1 Axial Rotary Cutting Propulsion Device
The axial rotary cutting propulsion system included a cutterhead, a spindle lead screw bearing, a body front baffle, a horizontal ball screw assembly, a wire encoder, a spindle coupler, a planetary reducer and a servomotor, as shown in Fig. 3.

Schematic diagram of the axial rotary cutting propulsion device (device left view)
The maximum test force that the outer double column carrying frame could bear was far greater than the maximum propulsion force of the oil cylinder (500 kN). The whole cutterhead was pushed forwards with a total stroke length of > 100 mm. According to the cutting requirements, the maximum torque output from the axial rotation motor to the cutterhead was 8.75 kN m, the maximum speed of the cutterhead was 10 rpm, the motor power was 11 kW, and the maximum allowable working pressure of the hydraulic transmission cylinder was 500 kN.
2.1.2 Transverse Linear Reciprocating Cutting Device
The transverse linear reciprocating cutting system mainly included a lateral servomotor, a lateral planetary reducer, a bearing, a lateral ball screw assembly, a lateral moving limiter, a lateral moving slideway position, a cutterhead and a lateral fixed tray, as shown in Fig. 4.

Schematic diagram of the transverse linear reciprocating cutting device (top view of device)
According to the design requirements of the rolling force, the driving force of transverse reciprocating linear cutting was 100 kN, and the feed speed was 5–15 mm/min. The specified maximum speed of the motor was 1.5 rpm. The transverse sliding guide rail was designed according to the bearing dynamic force of 500 kN.
2.1.3 Cutterhead Device
The cutterhead system mainly included four sets of mounted turntables and the corresponding rock-breaking cutters. The cutterhead and the equipment body were anchored by bolts. The outer diameter or length of the cutterhead was 360 mm, the rotation speed of the cutterhead was 0–10 rad/min, and the rock-breaking cutters were front-end cutters and drilling cutters. Small cutters and different types of cutters and drill bits (4–8 inches) were used according to the needs for rotation, and the cutter spacing could be adjusted. Several cutterhead shapes are depicted in Fig. 5. The experimental rolling cutter is a professional production process in which TBM cutter manufacturers reduce according to the proportion of full size rolling cutters. The force form and principle when cutting with a cutter are the same as those of a full size cutter. The production process is identical to that of full size rolling cutters, and the experimental parameters and results can be converted into full size results based on the similarity ratio.

Schematic diagram of cutterheads with different cutters
2.1.4 Large-Range Three-Dimensional Force Sensing and Monitoring Device
The large-range three-dimensional force sensor developed for this testing device was a comprehensive system that can simultaneously monitor the normal, rolling and side forces. A three-dimensional force sensor eliminated coupling among the three dimensions, as shown in Fig. 6.

Schematic diagram of the large-range three-dimensional force sensing and monitoring device. a Normal force, rolling force and side force diagram and b sensor structure
The maximum propulsive force of the testing equipment in the Z-direction reached 500 kN, and the maximum rated monitoring value in the X- and Y-directions was 250 kN. Thus, the three-dimensional force sensor had a large monitoring range and high resolution. During three-dimensional force monitoring, the device shouldered the front support point of spindle rotation and withstood the large torque that arose due to the operation of the equipment. It was necessary to achieve a force measurement accuracy greater than level 1 and a measurement sensitivity greater than 1 mV/v. According to the operational requirements, the working frequencies were 13 rpm and 0.43 Hz. The natural frequency of the design was greater than 50 Hz.
2.1.5 Servo Control System
The servo control system used a Siemens PLC programmable controller. It was characterized by strong scalability and high flexibility. The central processing unit (CPU) connected as many as 8 signal modules, and the controller system was designed according to the modular concept. The integrated PROFINET interface was used for programming and communication between the human‒machine interface (HMI) and programmable logic controller (PLC) devices. All components had compact structures that saved space and reduced interference. The acquisition system was composed of a displacement sensor, force sensor, temperature sensor and DELTA controller. During the test, the data were transmitted to the DELTA controller after being monitored by the sensor and displayed and stored by independently developed software. Under the condition of a continuous power supply, the data can be stored in the database in real time.
2.2 True Triaxial Loading Subsystem
The main function of the true triaxial loading system was to apply a load to the rock sample during the processes of cutting and microwave irradiation. As shown in Fig. 2b, the system was composed of a true triaxial outer frame, central force frame, hydraulic system and control system. The external frame was tightened by bolts to provide reaction forces in the X- and Y-directions from the axial force, while the oil cylinder aligned along the Z-direction behind the four beam columns was balanced by the reaction force provided by the four beam columns and the front force baffle. The split truss was riveted. Two horizontal and vertical 500 t oil cylinders were set inside the truss. The front and rear baffles were used as force support points for the central force part. The two baffles were connected through four horizontal bars. The rock sample was forced on five sides and clamped in the X- and Y-directions, and the oil cylinder aligned along the Z-direction was pushed forward and clamped. Thus, a five-sided force body was formed. A displacement sensor was installed on the exterior of the cylinder piston to monitor the displacement of the front end of the cylinder during loading.
2.3 High-Power Microwave Presplitting Subsystem
The high-power microwave radiation presplitting system performed rock presplitting to reduce the rock strength and facilitate subsequent cutting work. The system adopted an intelligent and high-power hard rock microwave cracking test device, as shown in Fig. 2d, which had a single-mode cavity. The maximum microwave power is 15 kW (2.45 GHz). The high-power microwave radiation presplitting system mainly included a power supply and microwave generator, microwave reflection regulation system, microwave, rotary device, and microwave terminal output device. The microwave generator was a starting part for the orderly guidance and output of the disordered electromagnetic waves generated by the magnetron based on the electromagnetic principle. The microwave reflection adjustment system was important for adjusting the number of reflected microwaves in the direction of the final output of microwaves in time and was an important system of microwave generators. The microwave rotary device conducted directional dredging and rotation of microwaves. The microwave terminal output device directly emitted microwave energy, i.e., microwave energy was directly irradiated on the external object. To improve the microwave irradiation gain, the principle of optimal size was followed. The antenna had the optimal gain–volume ratio, and different forms of microwave trumpets can be selected according to different lithologies or working conditions. The 15 kW microwave equipment was used in this test to verify the performance of microwave-assisted mechanical cutting of hard rock. A 100 kW (0.915 GHz) microwave equipment with tunable power is expected to provide further experimental studies.
3 Key Technology
3.1 Dual-Mode Collaborative Cutting Under True Triaxial Stress
A unified combination of dual-mode rock cutting and breaking, true triaxial loading and microwave-assisted presplitting was realized. In the so-called dual-mode, axial rotation and lateral movement of the cutterheads were carried out at the same time, i.e., the wire cutting mode and rotary cutting mode were conducted simultaneously. These two cutting modes can be performed either simultaneously or separately. Axial rotary drilling means that the motor drives the front cutterhead for rotary rock-breaking operations. The linear lateral movement mode is added, which cannot only simulate linear cutting but also conduct a wear test on the scaled cutter. Since the diameter of the cutterhead is small, it can only simulate the cutter movement mode at the position of the positive cutter and the central cutter. The specific principle is shown in Fig. 7.

Schematic diagram of the dual-mode cutting principle
Therefore, the three-dimensional force monitoring device was set in a static state relative to the cutting test device. In this design, the front slider of the cutting test equipment was fixed on the stress baffle in front of the press as a transverse positioning slide. The transverse motor drove the cutting test body to move as a whole. Through the left–right sliding movement of the whole equipment combined with axial rotary cutting, the dual-mode cutting process was realized. Throughout the test, the device met this requirement. The internal and external double closed-frame fuselage structure ensured feeding and rotational movements and had the advantages of high stiffness.
3.2 Integrated Monitoring of Three-Dimensional Force
A three-dimensional force sensor was used to measure the three-dimensional force of the cutter in the rock-breaking process. It has the advantages of simple structure, large range, reliable measurement, no wireless signal transmission and reduced transmission error. The value of the three-dimensional force was monitored, and the three-dimensional forces did not affect one other. The values of the traditional force and torque output were converted to the value of the pressure fed back by the propulsion cylinder, and the value of the torque fed back by the servomotor into the rolling force was used to determine the actual monitored value of cutting. However, due to the long distance, the influence of the deformation and deflection of the body on the monitoring value during the transmission process cannot be ruled out.
As shown in Fig. 8, for a test cutter size of 4 inches, the oil source pressure was set to 20 kN, and the cutterhead speed was 5 rad/min. The three-dimensional force sensor simultaneously monitored the three-dimensional forces on the tool during the cutting process. Although the propulsion force set by the oil source cylinder was constant (20 kN), the monitoring value of the normal force of the cutting force fluctuated around approximately 20 kN; thus, the accuracy of monitoring could be verified.

Test results of large-range three-dimensional force sensing and monitoring device. a Three-dimensional force and b torque and spindle feed values during the cutting process
3.3 Integration of Vibration Dam** and Torsion Resistance in the Cutting Process
The cutting body formed an internal stress-type stress mode through the bolt connection with the true triaxial central stress frame at the three points that formed a stable fixing mode on different straight lines. True triaxial loading means that loading of the cylinder is completed through the central stress frame. As shown in Fig. 9, true triaxial loading was mainly balanced through the central stress frame; the thrust in the Z-direction, that is, parallel to the free face, was mainly balanced and offset through the front stress baffle. Moreover, during the process of cutting by the cutterhead, the torque on the cutterhead was offset by the integration of the cutting test equipment and true triaxial central stress frame. Since the stress arm of the true triaxial outer frame was long, as shown in Fig. 9a, we assumed that the cutting stress was f and the stress on the true triaxial frame was F, r was the cutting short moment arm and R was the long moment arm on the frame; thus, the torque needed for the cutterhead to rotate and break the rock was M2 = Fr = M1 = fR. Since r was much less than R, f was much less than F; that is, the torque of the cutterhead transmitted to the rock was much lower than the torque transmitted by the rock to the true triaxial outer frame. The converted stress on the cutterhead was much lower than the tangential stress perpendicular to the diameter direction, i.e., the cutting process had little influence on the whole external stress frame. For example, the diameter of the cutter head was 0.36 m, that is, the radius of the hob was R < 0.18 m. The dimensions of the outer frame of the true three-axis press were 4.4 m × 3.5 m × 1 m. According to the force radius of the longest side (2.2 m), under the same torque, the force on the outer frame of the true three-axis was 1/12 of the rolling power of the hob, and the rolling power was not large as long as the cutting axial direction was stable.

Schematic diagram of the shock absorption and torsion resistance integration structure. a Front view of the equipment, b I–I section
The maximum design for the torque of cutting was 8.75 kN m, and the average value of R was approximately 2 m; thus, f = 4.375 kN, which was a low order of magnitude. In addition, it was assumed that the impact rock-breaking force was Fnmax = 800 kN and the rolling force was Fvmax = 61.54 kN after the conversion of the maximum rock-breaking force. This value had little impact on the press with a rated load above 5000 kN.
As shown in Fig. 10, the three sides of the true triaxial equipment body (right, upper and rear) corresponded to the hydraulic loading directions, and the left and bottom sides corresponded to the rigid stress directions. During rotary cutting, transverse cutting and dual-mode cutting by the cutting test equipment, the loading conditions and load retention curves under true triaxial stress were observed, and the cutting process had essentially no impact on the loading of the true triaxial equipment.

Typical true triaxial loading force curve with time
During the cutting process, the load from the pressure cylinder was increased to maintain a stable load at different load levels. The three systems could be disassembled freely and used alone without affecting each other.
4 Test Method and Results
The microwave radiation time is set according to the empirical values of the previous tests, and the radiation power and time follow the empirical values (Lu et al. 2019a, b).
Chifeng basalt in Inner Mongolia with high strength is used as the sample in this test. The bulk basalt sample was cored, dried for 48 h, and then tested for uniaxial compressive strength, Brazilian splitting tensile strength and point load strength. The specific mechanical parameters of the sample are shown in Table 1.
To verify the stable functioning of each subsystem of the system, the mode of one-by-one functional test verification will be adopted. The test category, sample size and cutters used are shown in Table 2.
4.1 Rock Breaking Test by Axial Rotation of the Cutter
Two different cutters (4 inches and 6 inches) are selected for testing. The sample was 400 mm × 400 mm × 400 mm cubic basalt. According to the requirements for the maximum number of cutters that can be arranged on the cutter head with a diameter of 360 mm and the balance of the overturning moment on the cutter head, the center distance between 4-inch cutter holders is 3 cm, and the center distance between 6-inch cutter holders is 1 cm. The test scheme is described in Table 3.
According to the rated load of the cutter, the thrust of the oil cylinder is set to 60 kN. The propulsion force of the oil cylinder remains constant during the test. The cutting test results of the two sizes of cutters are shown in Fig. 11.

Axial rotation rock-breaking results of different cutter size and cutterhead arrangements. a 4-inch cutter and b 6-inch cutter
As shown in Fig. 12, the threshold value of the normal cutting force of the 4-inch cutter arrangement is within the range of [50.6 kN, 78.4 kN]. The threshold values of the rolling force and lateral force are within the range of [−8.94 kN, 15.95 kN]. The positive and negative symbols indicate the direction of the force. For the 6-inch cutter arrangement, the normal force is within the range of [57.4 kN, 85.4 kN], and the rolling and tangential force threshold is within the range of [−23.07 kN, 35.7 kN]. As shown in Fig. 12, the more uniform the cutter distribution is, the greater the number of cutter rings, and the smaller the amplitude of the normal, rolling and lateral forces during the test are, which means that the vibration of the cutter head is small and stable during cutting. Since the 6-inch cutter is concentrated in a smaller range, the overturning torque and vibration brought to the cutter head are also greater, and the force fluctuation in Fig. 12b is greater than that in Fig. 12a.

Monitored three-dimensional force of the cutterhead during the axial rotary rock-breaking processes using the two types of cutterheads. a 4-inch cutter and b 6-inch cutter
As shown in Fig. 13, for the 4-inch cutter with a spacing of 1–3 cm and the 6-inch cutter with a smaller spacing of 1–2 cm, the excavation depths are 2.16 mm and 6.7 mm, respectively. Therefore, under the cutting conditions of the same cutter head diameter and the same propulsion force, a smaller cutter spacing will lead to a higher tunneling speed. This test mainly verified the effectiveness of rock breaking with different cutters and proved that a smaller cutter spacing has greater rock-breaking efficiency. On the other hand, it is also verified that the overturning moment for the cutter head and the vibration caused by rock breaking decrease with the more uniform distribution of the cutters on the cutter head.

Evolution of the excavation depth during the cutter processes using the two types of cutterheads
4.2 Dual-Mode Drill Cutting and Single Cutter Linear Cutting Test
For the dual-mode cutting test, the control interface is set to the transverse reciprocating cutting mode. At the same time, the rotary motor is turned on, and the oil source is started. A cone bit with high flexibility is selected as the cutting cutter to simulate the cutting action of the cantilever tunneling machine. Since the bit trajectory of this test is relatively complex, to avoid damaging the bit, the oil source thrust is set to 20 kN. The sample was 400 mm × 400 mm × 400 mm cubic basalt. These experiments mainly test the functions of dual-mode drill cutting and single lateral cutter cutting.
As shown in Fig. 14, the horizontal dual-mode cutting forms a long strip rock-breaking area, which is the result of the joint action of the drill bit rotation and linear reciprocating motion. The rotation enables more effective scra** of the rock by the drill bit. Linear reciprocating movement causes the bit position to move relative to the rock surface. As shown in Fig. 15a, since the motor speed and oil source thrust are constant, the excavation depth gradually increases with the lateral reciprocating motion. As shown in Fig. 15b, the reciprocating travel of the drill bit is recorded continuously, and the linear slope remains unchanged, proving that axial drilling does not affect the lateral movement. As shown in Fig. 15c–e, in the three-dimensional force test, when the oil source propulsion force is set to 20 kN, the monitoring results show that the normal force fluctuates approximately 20 kN, and the monitoring values in the direction of the rolling force and lateral force are also relatively regular. Thus, the stability and accuracy of the monitoring method in the dual-mode cutting process are demonstrated.

Dual-mode drill cutting and single cutter transversely linear cutting results of the basalt sample. a Cutting drill and cutters and b cutting effect

Monitoring data during the dual-mode cutting process. a Excavation depth–time curve, b linear displacement–time curve, c normal force–time curve, d rolling force–time curve, and e side force–time curve
For the single cutter linear cutting test, the cutting mode was set to the transverse reciprocating mode only, the motor was turned off, the cutting cutter was replaced with a cutter, and the cutter penetration was set to a fixed value of 0.4 mm. The cutting effect of the disk cutter is shown in Fig. 14b, and the monitored three-dimensional forces are shown in Fig. 16. The range of the normal force is [35.74 kN, 51.74 kN], and the average normal force is approximately 40 kN. The range of the rolling force is [−10.6 kN, 14.51 kN], and the range of the lateral force is [−11.88 kN, 18.74 kN]. Due to the direction of the side force and rolling force, the monitoring value can be either positive or negative.

Monitored three-dimensional forces of a disk cutter during the linear cutting process
4.3 Microwave-Assisted Linear Cutting Test
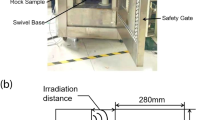
To verify the effect of microwave radiation on the rock cutting performance, a wave frequency of 2.45 GHz and a microwave power of 15 kW were used to irradiate the central position of the 400 mm × 400 mm × 400 mm cubic basalt samples for 5 min first. Then, the rock is cut according to the cutting test of a single transverse cutter in Sect. 4.2, and the penetration of the cutter is still set at 0.4 mm. Horizontal linear cutting was carried out at a distance of 5 cm above and below the center point of the rock irradiating surface.
The cutting position and effect are shown in Fig. 17. The cutting force of three cutting positions (hereinafter referred to as the first, second and third cuts) is analyzed. The monitoring data of the three-dimensional force of the first, second and third cuts are shown in Fig. 18. The whole length of each cut is 15 cm, cutting from left to right. For the first cut, the normal force decreases at 80–90 cm and then increases again. For the second cut, the normal force increases to the maximum at 60 cm, decreases at 70–110 cm, and then increases. The normal force fluctuation of the third cut was not significantly different. Compared with the lateral force, the rolling force of the first cut and the third cut changes greatly, and the rolling force and lateral force of the second cutting are basically stable. The threshold values of the three-dimensional force of each cut are shown in Table 4.

Transverse linear cutting effect at different positions of the basalt sample after microwave irradiation

Curve of the variation of the three-dimensional force on the cutter cutting at different positions with the displacement of the cutter. a First cut, b second cut and c third cut
It is observed from the curve and data that under the same penetration, the obvious weakening effect of microwaves on rocks can be observed intuitively from the feedback of the cutting force. The degree of weakening gradually decreases outwards from the microwave irradiation center.
4.4 Microwave-Assisted Mechanical Axial Rotation Rock Breaking Test Under True Triaxial Stress
In this test, cubic basalt samples of 200 mm × 200 mm × 200 mm were used to conduct the microwave-assisted cutting rock-breaking experiment under high stress. The rock samples were first kept by a true triaxial press and then cut immediately after microwave radiation. The test adopts four conditions: without microwave radiation under no stress conditions, without microwave radiation under true triaxial stress conditions, microwave radiation under no stress conditions, and microwave radiation under true triaxial stress conditions. The true triaxial stress value is (σ1, σ2, σ3) = (56 MPa, 40 MPa, 27 MPa). The microwave radiation power and radiation time are 15 kW and 180 s, respectively. The cutting test parameters and scheme are shown in Table 5.
The microwave radiation and cutting effects under the four conditions are shown in Figs. 19 and 20. The rock sample surface without microwave irradiation (Fig. 19) is relatively flat and regular in shape, while the surface of the rock sample (Fig. 20) after microwave radiation is peeled off to varying degrees, and the irregular shape caused by rock block spalling appears at the cutting edge.

Drill cutting effect of the basalt sample under a true triaxial stress and b no stress, without microwave presplitting

Drill cutting effect of the basalt sample under a true triaxial stress and b no stress, with microwave presplitting
As shown in Fig. 21a and b, the curve shows the monitored values of the three-dimensional force during the cutting process in the absence of microwave irradiation. The fluctuation of the three-dimensional force under true triaxial stress is slightly greater than that under no stress conditions. With the 40 kN thrust of the oil source, the normal force fluctuates within the range of [21.7 kN, 50.45 kN] and [21.4 kN, 55.49 kN] under no stress and true triaxial stress conditions, respectively. This is because the true triaxial stress inhibits the rotation of the drill bit to some degree, so that a greater cutting force is needed to overcome this effect.

Monitored three-dimensional forces during the bit cutting process under a no stress and b true triaxial stress, without microwave presplitting
To initially test the performance of the drill bit during the test, the oil source thrust was abruptly increased from the initial 20–40 kN at 80 s, and the higher oil source thrust makes the role of the cutting force more obvious. Figure 22 and Table 6 show that the incensements and decrements in the amplitudes of the three-dimensional force during the test with microwave radiation are larger than those without microwave radiation. This is because the rock surface is weakened after microwave irradiation. As the oil source thrust remains unchanged, the distance of single rock breaking is increased, thus enhancing the impact performance of the cutter so that the amplitude of the cutting force is increased.

Monitored three-dimensional force during the microwave-assisted bit cutting process under a no stress and b true triaxial stress
As shown in Fig. 23, the monitoring curves of the drilling torque for each rock show a significant frequency fluctuation trend. In the absence of microwave radiation, the drilling torques under no stress and true triaxial stress conditions are 36.91 N m and 42.42 N m, respectively. In the absence of microwave radiation, the drilling torques under no stress and true triaxial stress conditions are 23.94 N m and 28.35 N m, respectively. The results show that the drilling torques under microwave conditions are smaller than those without microwave conditions. The true triaxial stress increases the cutting torque. Under no stress conditions, the microwave radiation torque decreases by 35% compared to the without microwave radiation torque, while under true triaxial stress, the microwave radiation torque decreases by 33% compared to the without microwave radiation torque.

Comparison of torque under different conditions: a true triaxial stress and b no stress, without microwave presplitting. c True triaxial stress and d no stress, with microwave presplitting
As shown in Fig. 24, when each rock sample is drilled for approximately 250 s, the excavation depths are 6.1 mm, 5.5 mm, 9.7 mm and 5.8 mm under testing conditions of no stress without microwave radiation, true triaxial stress without microwave radiation, no stress with microwave radiation conditions, and true triaxial stress with microwave radiation, respectively. After 250 s of continuous drilling, the excavation rate of each rock sample essentially remains stable. This shows that the influence of microwave radiation on rock cutting is quite small after drilling to a certain excavation depth. In the absence of microwave irradiation, the excavation depth under true triaxial stress is 7.8% lower than that under the condition of no stress (Fig. 24a). Under no stress conditions, the excavation depth with microwave irradiation is 41% higher than that without microwave irradiation (Fig. 24b). Under true triaxial stress, the excavation depth with microwave irradiation is 10.2% higher than that without microwave irradiation (Fig. 24c). With microwave irradiation, the excavation depth under true triaxial stress is 27.98% lower than that under no stress. It is clear that microwave irradiation is beneficial for rock breaking during drilling, but the high stress decreases the drilling efficiency and some microwave irradiation effects.

Comparison of the drilling progress of rock samples under different conditions. a Under true triaxial stress and no stress, without microwave irradiation, b with and without microwave irradiation, under no stress, c with and without microwave irradiation, under true triaxial stress and d under true triaxial stress and no stress, with the same microwave irradiation time
The above results show that the developed system can provide a reasonable apparatus and techniques for assessing the cutting effect of microwave-assisted cutters under true triaxial stress. The current test results are mainly obtained under the conditions of small microwave power, small rock sample size, small cutter head, and small cutter size to verify the law of mechanical rock breaking assisted by microwave irradiation under true triaxial stress and provide guidance for future work. In this test, two stress levels are used for comparison. On the one hand, it is proven that true triaxial stress can inhibit tunneling and that true triaxial stress can inhibit the effect of microwave fracturing of rock. On the other hand, it also proves the limitation of the effective influence range of one-time microwave irradiation on rocks, which is proven to be within 1 cm. Therefore, a microwave source with higher power can be appropriately selected in the project site to irradiate rocks under high stress to play an effective auxiliary role. With the continuous improvement of microwave power, the effective influence range will continue to expand and eventually will be matched with the on-site roadheader, similar to the rock-breaking method. The ultimate goal is to achieve synchronous loading with the on-site cantilever tunneling machine and TBM.
5 Verification of the Cutting Effect of the 100 kW Microwave-Assisted Cutter
This test uses large-sized basalt (400 mm × 400 mm × 400 mm) for testing. The installation diameters of the four cutters are 8 cm, 14 cm, 20 cm, and 26 cm in sequence. The specific distribution is shown in Fig. 25.

4-inch single-edge cutter and cutterhead arrangement
The microwave equipment adopts a frequency of 0.915 GHz, a power of 70 kW, a cutting speed adjusted to 8 rad/min, and a cylinder propulsion force set to 60 kN. The true triaxial stress value (σ1, σ2, σ3) = (20 MPa, 8 MPa, 2.5 MPa) and specific radiation and cutting parameters are shown in Table 7.
The cutting effect is shown in Fig. 26. Figure 26a shows the cutting state no stress without microwave, Fig. 26b shows the cutting state under true triaxial stress without microwave, and Fig. 26c shows the effect of microwave radiation cutting under true triaxial stress. From the cutting effects of the three, it can be preliminarily seen that under true triaxial stress, more rock pieces fall off during cutting than under no stress conditions. This proves that true triaxial stress promotes the spalling of rock slices between cuts. After being microwaved, the rock-breaking effect of the cutter is greatly improved. From Fig. 26c, it can be seen that the entire cutting process not only generates many rock fragments and debris but also led to the cutting of larger rock blocks. This process greatly increases the excavation efficiency, forming a clear contrast.

Comparison of cutting effects under different conditions. a Cutting effect under no stress, b cutting effect under true triaxial stress, c microwave-assisted cutting effect under true triaxial stress
As shown in Fig. 27, from the perspective of excavation depth, within the same period, the excavation depth under no stress without microwaves is 7.02 mm, while the excavation depth without microwaves under true triaxial stress is 6.82 mm. The difference between the two is not significant, and true triaxial stress slightly suppresses the excavation depth. Under true triaxial stress, the amount of microwave-assisted cutting excavation depth is 17.44 mm, so under the same time and conditions, the effect of the microwave-assisted cutting cutter on rock breaking is significant.

Comparison of cutting excavation quantities under stress free conditions, true triaxial stress conditions, and microwave-assisted conditions under true triaxial stress
The true triaxial stress has a slight inhibitory effect on the excavation depth but promotes the penetration and falling of rock fragments between the rolling cutters. The comparison of experiments with and without microwave under true triaxial stress has demonstrated a significant improvement in excavation efficiency by microwave, which is consistent with the results of small specimens. The law is that true triaxial stress promotes the falling of rock fragments between the rolling cutters, but true triaxial stress suppresses the overall excavation efficiency, and microwaves greatly promote the rock-breaking efficiency.
6 Conclusions
To study the mechanism and relationships of microwave-assisted mechanical rock breaking of deep hard rock, a true triaxial microwave-assisted mechanical rock-breaking test system was developed. The components, functions, key technologies and corresponding test methods of the system were introduced in detail. Tests of the microwave-assisted rock breaking of basalt under true triaxial stress and without stress were conducted to verify the feasibility of the testing system. Reliable experimental data were obtained. The following conclusions were drawn from the tests:
-
1.
By combining the cutting subsystem with the true triaxial loading subsystem and high-power microwave presplitting subsystem, the test system provided effective means and methods for the study of the mechanism and the evaluation and analysis of microwave-assisted mechanical rock breaking and excavation of deep hard rock.
-
2.
The dual-mode cutting device applied axial rotary cutting and transverse linear cutting separately and simultaneously. A vibration dam** and torsion resistance structure was used to combine the dual-mode cutting device and the true triaxial loading device to perform collaborative cutting under true triaxial stress. The unified large-range three-dimensional force monitoring equipment effectively monitored the changes in the stress in real time during the cutting process.
-
3.
Microwave-assisted mechanical rock-breaking tests were performed under true triaxial stress. The results showed that the magnitudes of the true triaxial stress, cutterhead propulsion stress, microwave power and irradiation time were the main factors that affected the overall tunneling efficiency of the TBM cutterhead. Microwave irradiation improved the efficiency of mechanical rock breaking, particularly in a certain range of excavation depths. True triaxial high stress inhibited the excavation rate in terms of the overall excavation depth without microwave presplitting. The influence was amplified for basalt irradiated with 15 kW microwaves for 180 s or less.
-
4.
The finding of the 100 kW auxiliary cutterhead cutting test is that the true triaxial stress slightly suppresses the excavation depth, while the true triaxial stress promotes the penetration and peeling of rock slices between the rolling cutters, and microwave irradiation greatly improves the excavation efficiency. Notably, the microwave frequencies and powers of 100 kW and 15 kW are different, but the rock-breaking mechanism and rules are the same. A power of 100 kW is more suitable for large-scale engineering sites.
Data availability
The datasets used and analyzed during the current study are available from the corresponding author on reasonable request.
References
Balci C, Tumac D (2012) Investigation into the effects of different rocks on rock cuttability by a v-type disc cutter. Tunn Undergr Space Technol 30:183–193
Chen TT, Dutrizac JE, Haque KE, Wyslouzil W, Kashyap S (1984) The relative transparency of minerals to microwave radiation. Can Metall Quart 23(3):349–351
Cho JW, Jeon S, Jeong HY, Chang SH (2013) Evaluation of cutting efficiency during TBM disc cutter excavation within a Korean granitic rock using linear-cutting-machine testing and photogrammetric measurement. Tunn Undergr Space Technol 35:37–54
Feng XT, Zhang J, Yang C, Tian J, Su X (2021) A novel true triaxial test system for microwave-induced fracturing of hard rocks. J Rock Mech Geotech Eng 13(5):961–971
Ge W, Radziszewski P, Ouellet J (2008) Particle modeling simulation of thermal effects on ore breakage. Comput Mater Sci 43(4):892–901
Gehring KH (1996) Design criteria for TBM’s with respect to real rock pressure. In: Tunnel boring machines—trends in design & construction of mechanized tunnelling, International lecture series TBM tunnelling trends, Hagenberg. A.A.Balkema, Rotterdam, pp 43–53
Gertsch R, Gertsch L, Rostami J (2007) Disc cutting tests in Colorado Red Granite: implications for TBM performance prediction. Int J Rock Mech Min 44(2):238–246
Gong QM, She QR, Hou ZS (2010) Experimental study of TBM penetration in marble rock mass under high geostress. Chin J Rock Mech Eng 29(12):2522–2532 (in Chinese)
Gwarek WK, Celuch-Marcysiak M (2004) A review of microwave power applications in industry and research. Int Conf Microwaves IEEE 3:843–848
Han JE, Yoon M, Park SY (2004) Design study of an electron gun for a high power microwave source. J Kor Phys Soc 44(5):1265–1268
Hartlieb P, Grafe B, Shepel T (2017) Experimental study on artificially induced crack patterns and their consequences on mechanical excavation processes. Int J Rock Mech Min Sci 100:160–169
Hassani F, Pejman M, Nekoovaght N et al (2016) The influence of microwave irradiation on rocks for microwave-assisted underground excavation. J Rock Mech Geotech Eng 8(1):1–15
He BG, Wang L, Feng XT (2023) Failure modes of jointed granite subjected to weak dynamic disturbance under true-triaxial compression. Rock Mech Rock Eng 56:7939–7957
Innaurato N, Oggeri C, Oreste PP, Vinai R (2007) Experimental and numerical studies on rock breaking with TBM tools under high stress confinement. Rock Mech Rock Eng 40(5):429
Jalali S, Naghadehi MZ (2013) Development of a new laboratory apparatus for the examination of the rotary-percussive penetration in tunnel boring equipments. Tunn Undergr Space Technol 33:88–97
Lindroth DP, Berglund WR, Morrell RJ, Blair JR (1993) Microwave assisted drilling in hard rock. Int J Rock Mech Min Sci 25(6):24–27
Liu X, Liu S, Huifu J (2015) Numerical research on rock breaking performance of water jet based on SPH. Powder Technol 286:181–192
Lu GM, Feng XT, Li YH (2019a) The microwave induced fracturing of hard rock. Rock Mech Rock Eng 52(9):3017–3032
Lu GM, Feng XT, Li YH, Zhang X (2019b) Influence of microwave treatment on mechanical behaviour of compact basalts under different confining pressures. J Rock Mech Geotech Eng 12(2):213–222
Meisels R, Toifl M, Hartlieb P, Kuchar F, Antretter T (2015) Microwave propagation and absorption and its thermo-mechanical consequences in heterogeneous rocks. Int J Miner Process 135:40–51
Nekoovaght P, Gharib N, Hassani F (2014) Numerical simulation and experimental investigation of the influence of 2.45 GHz microwave radiation on hard rock surface. In: 8th Asian rock mechanics symposium, Sapporo, Japan
Qian QH (2012) New developments of technology in rock engineering in China. Engineering 10(2):14
Shepel T, Grafe B, Hartlieb P, Drebenstedt C, Malovyk A (2018) Evaluation of cutting forces in granite treated with microwaves on the basis of multiple linear regression analysis. Int J Rock Mech Min Sci 107:69–74
Vazhov VF, Zhurkov MY, Lopatin VV, Muratov VM (2008) Electric-discharge cutting of rocks. J Min Sci 44(2):176–182
Walkiewicz JW, Clark AE, Mcgill SL (2002) Microwave-assisted grinding. IEEE Trans Ind Appl 27(2):239–243
Wu F, Gong Q, Li Z, Qiu H, Yin L (2021) Development and application of cutterhead vibration monitoring system for TBM tunnelling. Int J Rock Mech Min Sci 146(9):104887
Zhang HE (2022) Optimization research and engineering application of influencing factors of TBM hob rock breaking under high ground stress. Shandong Jianzhu University, **an ((in Chinese))
Zhao D, Zhang S, Zhao Y, Wang M (2019) Experimental study on damage characteristics of granite under ultrasonic vibration load based on infrared thermography. Environ Earth Sci 78(14):419–431
Zhu X, Luo Y, Liu W (2020) On the rock-breaking mechanism of plasma channel drilling technology. J Pet Sci Eng 194:107356
Acknowledgements
We gratefully acknowledge financial support from the National Natural Science Foundation of China (Grant No. 41827806), the 111 Project under Grant No. B17009, and the Liao Ning Revitalization Talents Program under Grant No. XLYCYSZX1902. The authors are also grateful to Mr. Jun Tian, Rui Kong, Mr. Jun Zhao, and Mr. Ms. ** Li, Jiu-yu Zhang & Tian-yang Tong
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Feng, XT., Su, Xx., Yang, Cx. et al. A Test System for Microwave-Assisted Dual-Mode Mechanical Cutting of Hard Rock Under True Triaxial Compression. Rock Mech Rock Eng (2024). https://doi.org/10.1007/s00603-024-03815-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00603-024-03815-8