
Abstract
A three-dimensional numerical model formulated by coupling the computational fluid dynamics model and discrete phase model (DPM) was developed to investigate the fundamental aerodynamic mechanisms during the particle deposition process in aerosol jet printing. Under the assumptions of compressible and turbulent flow, governing equations were numerically solved to analyze the influence of crucial flow variables throughout the fluid domain. Moreover, combined with the theory of the Taylor analogy breakup model, a Lagrangian DPM was further developed to evaluate the droplet flow behavior under Saffman lift force after exiting from the nozzle. Numerical experiments were conducted to reveal the effects of material rheological properties, as well as printing process parameters including different gas flow rates, and standoff distance on the printed line width. Overall, the experiments showed good agreement with numerical results, thus indicating the developed numerical model a valuable tool in providing insights for decision-making during parametric optimization.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In recent years, additive manufacturing including aerosol jet printing (AJP) has emerged as a highly promising non-contact direct writing technology in the field of advanced manufacturing [1,2,3,4,5]. These technologies have gained substantial popularity due to its notable advantages when juxtaposed with conventional syringe and ink-jet methods [6,7,8,9,10]. Specifically, AJP distinguishes itself by its impressive compatibility with a wider range of functional inks [11,12,13], which not only broadens its application but also contributes to a significant reduction in fabrication steps, minimizing chemical waste and simultaneously reducing overall production costs [14, 15]. Consequently, AJP is gaining recognition as an environmentally sustainable and cost-efficient manufacturing technique, making significant strides in the domain of printed electronics. Moreover, the exceptional flexibility and superior resolution of AJP technology have garnered increased focus within the aerospace and mobile industries, which demand advanced electronic device applications like sensors [11], integrated circuits [17], and antennae [18] to be precisely printed on narrow surfaces with minimal gaps. Furthermore, AJP has the potential to transform into a smart and AI-assisted manufacturing approach due to its precision, adaptability, and the ability to achieve real-time control, optimization, and quality assurance through AI integration [19, 20].
Although AJP has unique strengths and a wide range of applications, the material instability and low process controllability effects on the printed line morphology are still significant hurdles that should be overcome to improve AJP technology [21]. Extensive research has thus been conducted to optimize the AJP process [22]. For example, as the electrical performance of microdevices fabricated by AJP is highly process parameters (standoff distance, carry gas flow rate (CGFR), and sheath gas flow rate (ShGFR)) dependent, various investigations have been performed to optimize the main influencing factors for specific applications. Salary et al. reported that the printed line width is inversely proportional to ShGFR [23]. However, opposite experimental results were observed by Goth et al. [24]. This can be attributed to an excessive ShGFR, leading to inconsistent flow collimation during the printing process. Moreover, as the aerosolized ink was entrained to the printhead by the CGFR, extensive investigations showed that the line width was proportional to the CGFR, followed by a constant line width [25]. Similarly, despite that the focusing capability of AJP is proportional to ShGFR, the maximum focusing effect can be reached when the ShGFR exceeds a certain threshold [26]. Furthermore, the printed line features have been studied by varying the standoff distance from 5 to 12 mm [27]. The results revealed that an appropriate standoff distance is critical to ensure the desired printing quality. The above studies indicated that a set of sub-optimal process parameters in AJP technology may result in inferior printed line features. Therefore, the fluid interaction mechanism within the printhead should be comprehensively studied, which will be beneficial to rectifying sub-standard transport and deposition of atomized ink aerosols.
In this respect, different theoretical models were developed to elucidate aerodynamic mechanisms in the AJP process. Based on a one-dimensional (1D) analytical model, Chen et al. evaluated the velocity distribution within the microcapillary [28], and revealed significant impacts of the velocity distribution and droplet size on the force exerted on particles. Moreover, as the fluid shear rate and particle size significantly affect the particle focusing effect within the microcapillary, two-dimensional (2D) computational fluid dynamics (CFD) models were further proposed to investigate the effects of the fluid field and particle size distribution on the printed line morphology [29, 30]. The results showed that the Saffman lift force exerting on the larger droplets was the main factor to ensure a narrow line width. As the CFD-based studies focus on the aerodynamic interaction within the print channel, further study on the influence of different process parameters on the overall printed line morphology should be carried out. Hence, based on the developed holistic CFD models and discrete phase model (DPM), varies studies explored the influence of the CGFR and ShGFR on the printed line morphology [31, 32]. Specifically, with an increase of ShGFR, the particles collimation at the nozzle tip was accelerated, resulting in a narrower line width. Correspondingly, the opposite results were observed when the CGFR was slightly increased. Generally, based on the velocity and pressure distribution obtained within the combination chamber, the aerosol transport mechanisms of the AJP process can be clarified. However, as the trajectories of particles exiting from the nozzle will directly affect the produced line features, it is important to further analyze the forces exerted on the particles and the corresponding particle behavior under varied conditions. This would be helpful to fundamentally elucidate the particle deposition mechanism and improve the process controllability of AJP. Although fruitful results have been obtained in the study of AJP, investigations on the following aspects remain limited. Specifically, the effects of material properties on printed line morphology have not been reported yet. Moreover, the phenomenon of droplets (particles) breaking up during the transportation process, attributed to the high velocity relative to the fluid, has not been previously addressed. Additionally, while there has been comprehensive research on particle movement within the capillary, detailed explanations regarding the trajectories of particles upon exiting from the nozzle are lacking. Furthermore, due to the simplifications of developed one-dimensional and two-dimensional models, a three-dimensional (3D) numerical model capable of systemically examining the impacts of printing process parameters and material properties on printed line morphology is in demand for AJP.
Under such circumstances, a three-dimensional (3D) numerical model formulated by coupling the CFD model and DPM was developed to investigate the fundamental aerodynamic mechanisms during the particle deposition process in aerosol jet printing in this study. Under the assumptions of compressible and turbulent flow, governing equations were numerically solved to analyze the influence of crucial flow variables throughout the fluid domain. Moreover, combined with the theory of the Taylor analogy breakup (TAB) model, a Lagrangian DPM was further developed to evaluate the droplet flow behavior under Saffman lift force after exiting from the nozzle. Numerical experiments were then conducted to reveal the effects of material rheological properties, as well as printing process parameters including different gas flow rates, and standoff distance on the printed line width after exiting from the nozzle. Overall, the experiments showed good agreement with the numerical results, thus demonstrating that the developed numerical model will be a valuable tool in providing insights for decision-making during parametric optimization.
2 Experimental Methods
2.1 Experimental Setup
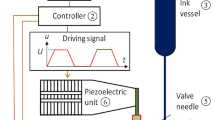
Figure 1 describes the basic working principles of the aerosol jet 3D printer adopted in this research. Initially, based on the equipped ultrasonic transducer, ink droplets ranging from 0.5 to 5 µm in diameter are generated from the ink vial. The atomized ink aerosol is then loaded and entrained to the printhead by a carrier gas flow. After enwrap** by a sheath gas flow within the print channel, the accelerated ink stream accumulates on the moving platform, and a line sample is deposited onto the substrate. The transportation process demonstrates that the particle size as well as the density and the degree of ink aerosol collimation have a direct impact on the printing resolution [28]. Therefore, it is important to comprehensively study the influence of varied process parameters (ShGFR, CGFR, and standoff distance) and ink properties on the forces exerted on the particles and the corresponding particle trajectories.

Process schematic illustrating the basic working principles involved in ultrasonic AJP
The correlation between the droplet size generated by ultrasonic atomization is influenced by various factors. Atomization conditions such as the atomizer current/voltage, the shape of the atomization chamber, and the type of nozzle all play roles in determining the resulting droplet size. Generally, higher current/voltage, optimized chamber and nozzle designs tend to produce smaller and more uniform droplets. In this research, the atomization conditions are kept constant, while the printing process parameters and ink properties are varied to comprehensively investigate their influence on printed line morphology. Moreover, the positions of the ink bottle and transducer also impact ink atomization significantly. Specifically, the optimal placement of a transducer ensures even ultrasonic vibrations, leading to consistent and high-quality atomization. On the other hand, proper positioning of the ink bottle is crucial for maintaining a steady ink supply, contributing to stable atomization during printing. In this research, the optimal positions of the ink bottle and transducer have been predetermined and fixed by the manufacturer. As constant 48 V power is supplied to the transducer, and the current can be adjusted from 0 to 500 mA, the actual power of the ultrasonic transducer varies from 0 to 24 watts.
In this study, a silver functional ink (Clariant®) was diluted with deionized water 50:50 (v/v) and kept at 20 °C for the AJP system. Purified nitrogen gas (99.99%) was utilized for the input gas flows (25 °C). The atomizer current was set to 0.4 A, and the input gas flows were in standard cubic centimeters per minute (sccm). Before printing, surfaces of polyimide substrates were subjected to bath cleaning for three minutes and corona plasma ultrasonic treatment for one minute successively, which helps improve the wetting behavior of the polyimide substrate. At a print speed of 1 mm/s, a single pass of line sample was produced with a nozzle having a diameter of 150 µm, and five experiments were conducted for each designed point.
2.2 Morphological Characterization
After printing, the printed line features were measured immediately by using an Olympus microscope. Figure 2a illustrates the geometric features of a deposited line sample. Specifically, the printed mean line width \(\overline{w }\) was defined as the mean vertical distance between the edges of two lines. In this research, a MATLAB code (MathWorks®) was developed for image processing. As shown in Fig. 2b, c, the original image of a printed line sample was preprocessed and converted into a discretized binary image, and then the width of mean lines can be determined by the extracted actual line edge from the grey image. For each experimental point, five line samples were printed and analyzed, and the average line width \(\overline{w }\) was calculated as follows:
where \({w}_{i}\) denotes the corresponding line width of the discretized i-th column and \(N\) denotes the total columns of a discretized edge.

An illustration of morphological characterization. a Definition of the printed mean line width, b original image of printed line sample, c extracted printed line morphology with denoising
3 Methodology
3.1 3D Geometry Modeling and Meshing
As shown in Fig. 3a, the original 3D geometry of the print head is mainly composed of a combination chamber, outer shell, gas inlets, plenum chamber, and a converging microcapillary nozzle. In this study, the external dimensions of the print head were measured using a combination of caliper and digital microscope, and the internal dimensions were measured using X-ray computed tomography. Having determined the original model, pre-processor ICEM software (Ansys®) was adopted to mesh the simplified 3D model geometry as shown in Fig. 3b. Specifically, the simplified 3D CFD model was divided into different partitions and then discretized into more minor elements to create 5,031,494 nodes distributed throughout the domain. A fine mesh was generated within a specific zone to capture the interaction between particles and fluid. The developed mesh was then imported to FLUENT software (Ansys®) for further analysis. Figure 3c–e illustrate the mesh distribution of the combination chamber, nozzle cross-section and nozzle tip, respectively.

An illustration of 3D geometry modeling and meshing. a Original geometry model of the deposition head, b simplified 3D CFD model of the deposition head, c–e mesh distribution of combination chamber, nozzle cross-section and nozzle tip
3.2 Mathematical Model
3.2.1 Continuity, Momentum, and Energy Equation
The basic working principles involved in ultrasonic AJP demonstrate that the AJP process is a critical multi-phase flow problem. To evaluate the fluid velocity, density, and pressure distribution as well as the aerosol particle flow behavior after exiting from the nozzle, the density-based Navier–Stokes and energy equations are solved numerically.
Continuity equation [33,34,35]
Equation of momentum [33, 36, 37]
Energy equation
Equation of state
where P (Pa), K (W/(m k)), ρ (kg/m3), e (J/kg), \(\overrightarrow{v}\) (m/s), T (K) and μ (Pa s) refer to the fluid pressure, fluid thermal conductivity, fluid density, internal energy, fluid velocity, fluid temperature, and fluid dynamic viscosity, respectively. R (8.314 J/(mol k)) denotes the ideal gas constant, \({C}_{v}\) (J/k) refers to the heat capacity under constant volume, Φ indicates the dissipation equation, and \({S}_{M}\) and \({S}_{E}\) refer to momentum source and energy source, respectively. As the Reynolds number (\(Re=\rho vd/\mu\)) at the nozzle tip is larger than 5000, the \(K-\varepsilon\) turbulence model is employed in this study. The interaction between the ShGFR and CGFR results in the canonical and combined flow mechanism with complicated features. The equations for the \(K-\varepsilon\) model are given as Eqs. (6–7):
where \({\mu }_{t}\) (kg/(s.m)) and κ (J/kg) refer to the eddy viscosity and turbulence kinetic energy, respectively. ε (J/(kg.s)) is the turbulence dissipation rate and \({\varepsilon }_{D}\) is the dissipation rate caused by fluctuation dilatation of the turbulence in J/(kg.s). \({Pr}_{k}\)(0.82), \({Pr}_{\varepsilon }\) (1.0), and \({Pr}_{E}\) (0.85) are the Prandtl number for the turbulence kinetic energy, dissipation rate, and fluid energy, respectively. \({S}_{E}\) and \({S}_{k}\) refer to the dissipation rate source and the turbulence kinetic energy source, respectively. In this research, the time step for the simulation is 10–5 s, and the numerical model is developed based on the following assumptions.
-
1.
The material properties during the ink transportation and deposition process are stable.
-
2.
The atomized droplets size is uniform, and there are no droplet collisions during the transportation and deposition process.
-
3.
The ambient and fluid temperature remain stable.
-
4.
No droplets evaporate during the printing process.
3.2.2 Discrete Phase Model
As the fluid is steady, the DPM will be developed to identify the particle trajectories after exiting from nozzle. Based on Newton’s second law of motion, Eq. (8) is adopted to track the aerosol particle movements [38].
As the aerosol particle size is quite small (0.5–5 µm) and assumed to be non-rotational in AJP, only the Saffman lift force, gravity force and drag force are investigated in the DPM [39]. The total force exerted on the particles can be expressed as Eq. (9):
where \({V}_{d}\) (m3) and \({\rho }_{d}\) (kg/m3) are the particle volume and density, respectively. \(\overrightarrow{{v}_{p}}\) is the particle moving velocity in m/s. Figure 4(a) illustrates the total force \(\overrightarrow{F}\) (N) exerted on the particles moving through a shear flow, including the drag force \(\overrightarrow{{F}_{D}}\), Saffman force \(\overrightarrow{{F}_{Saff}}\), and gravity force \(\overrightarrow{{F}_{g}}\).

a Total force exerted on the particles transporting through a shear flow. b Particles tracking within the combination chamber using the DPM. c The width of the predicted ink stream trajectory was adopted to numerically measure the printed line width of AJP
Specifically, the drag force \(\overrightarrow{{F}_{D}}\) added on the particles is expressed as Eq. (10)
where \({C}_{D}\) (\({C}_{D}=\) \({a}_{1}+{a}_{2}/Re+{a}_{3}/Re)\) is the drag force coefficient. \({a}_{1}\), \({a}_{2}\), and \({a}_{3}\) are constants identified based on Reynolds numbers [40]. μ (\({m}^{2}/s\)) is the fluid kinematic viscosity. \({d}_{D}\) and \({d}_{p}\) (m) are the particle and channel diameters, respectively. \(\overrightarrow{v}\) (m/s) is the fluid velocity. The Saffman force \(\overrightarrow{{F}_{Saff}}\) caused by shear flow and relative velocity of the fluid with respect to the particles is given by Eq. (11):
where \({\gamma }_{c}\) (\({m}^{2}/s\)) is the kinematic viscosity and \({d}_{u}/{d}_{y}\) in 1/s is the velocity gradient. Mathematically expressed as Eq. (12), the gravity force \(\overrightarrow{{F}_{g}}\) is caused by acceleration of gravity.
Moreover, due to the high velocity with respect to the fluid, the droplets (particles) may break up after exiting from the nozzle. Consequently, the TAB model, which is highly dependent on droplet rheological properties, is adopted to check the droplets breakup phenomenon. Based on the adopted TAB model, the equivalence between distorting and oscillating is assumed [41], and mathematically expressed from Eqs. (13) to (16):
where x is the droplet displacement from the spherical position (undisturbed) and r is the droplet radius in m. The droplet will break up once the distortion grows to a critical value, as expressed in Eq. (17). The constants \({C}_{F}\), \({C}_{k}\), and \({C}_{d}\) can be obtained from [41].
As shown in Fig. 4b, the particle trajectories were tracked by integrating the force balance on the particles from the combination chamber using the DPM. After exiting from the nozzle as shown in Fig. 4c, the width of the predicted ink stream trajectory was adopted to numerically measure the printed line width of AJP, and the predicted numerical results were compared with the results of experiments to verify the performance of the developed 3D CFD model.
3.3 Boundary Conditions
In this study, the main boundary conditions of the developed numerical model were as follows.
-
1.
The ShGFR and CGFR inlets are set to be the velocity inlet and mass flow rate inlet, respectively.
-
2.
The atomized ink droplets were assumed to have the same initial velocity as the carrier gas flow [30, 42].
-
3.
For continuous phase modeling, stationary-wall with no-slip was set as the boundary condition. For discrete phase modeling, a reflect condition and a trap condition were set as the boundary type for the nozzle interior surface and substrate, respectively.
-
4.
For continuous phase modeling, the gas flow exiting from the nozzle (perpendicular to the substrate) at atmospheric pressure was set as the boundary condition of the pressure outlet. For discrete phase modeling, an additional escape condition was set as the boundary condition of the pressure outlet.
4 Results and Discussion
In this section, the effects of ShGFR, CGFR, standoff distance, and material properties on printed line width are evaluated. Furthermore, the developed 3D-CFD model is further verified with experimental data.
4.1 Effects of Sheath Gas Flow Rate on Line Width
Previous studies show that the significant aerodynamic interaction within the deposition head is caused by the sheath flow entering the combination chamber [28]. However, the effects of the ShGFR on the fluid velocity distribution, and consequently the particle collimation after exiting from the nozzle, requires further investigation. To evaluate the effects of the ShGFR on the fluid velocity distribution, particle collimation, and consequently the line width when the CGFR is specified at 27 sccm, the ShGFR in this study is varied from 40 to 70 sccm with an interval of 10 sccm. The droplet diameter is set to 4 µm, which is in the range of 1–5 µm recommended by [43]. Figure 5 shows the effects of the ShGFR (40–70 sccm) on the observed experimental line width (red solid line) and numerically predicted line width (black dotted line). The experimental results show that the line width decreases to a minimum with an increase of the ShGFR. This is due to the enhancement of the focusing and collimation effect caused by the increase of the ShGFR within the gradually converging channel and outside the nozzle, respectively. Since the effects of ink-substrate interactions and droplet wetting and spreading are not considered in the developed CFD model, there are observable deviations between the experimental results and the simulation results (less than 20%). On the other hand, as the same trend is observed in the simulation results, the numerical predictions are deemed to be consistent with the experimental results, and can be adopted as a proxy if the experimental data is insufficient.

Comparison between the simulation results and experimental results of the printed line width under various ShGFR
Figure 6 shows the obtained numerical results based on the developed CFD model under varied ShGFR. Specifically, as can be seen in Fig. 6a1–a4, the velocity profiles of the combination chamber tend to gradually accumulate due to the increase of the ShGFR.

Analysis of simulation results based on the developed CFD model under varied ShGFR (CGFR = 27 sccm). a1–a4 Obtained velocity profiles within the combination chamber at an ShGFR of 40 sccm, 50 sccm, 60 sccm and 70 sccm, respectively. b1–b4 Fluid velocity contours after exiting from the nozzle corresponding to a1–a4. c1–c4 Predicted ink stream trajectories corresponding to b1–b4. d1–d4 The experimentally obtained lines under the varied working conditions corresponding to a1–a4
In addition, the transported gas flows will undergo further acceleration because of the converging channel, which is more prominent at a high ShGFR. Therefore, corresponding to Fig. 6a1–a4, the determined velocity contours of fluid after exiting from the nozzle can be seen in Fig. 6b1–b4. Obviously, due to the absence of wall confinement outside the nozzle, the fluid divergence is more significant for a high ShGFR. However, as shown in Fig. 6c1–c4, the predicted ink stream trajectory tends to exhibit a higher degree of collimation with an increase of the ShGFR. This is because the Saffman lift force predominates the spread of the droplet after exiting from the nozzle. Specifically, the Saffman force is proportional to the fluid velocity gradient and the droplet relative velocity with respect to the fluid (as shown in Eq. (11)). As the fluid velocity gradient at the same position is proportional to the ShGFR (as shown in Fig. 6b1–b4), a higher ShGFR is conducive to improving the collimation of droplets, and hence narrowing the printed line width. On the contrary, the fluid velocity decreases significantly near the substrate under a lower ShGFR, the Saffman force exerted on the particles is negligible, leading to divergence of the particles and consequently an increased line width. Figure 6d1–d4 validates the influence of the ShGFR on the line width experimentally.
4.2 Effects of Carrier Gas Flow Rate on Line Width
The effects of the CGFR on the width of the aerosol stream within the print channel have been elaborated extensively. However, due to the absence of wall confinement, the influence of the CGFR on particle collimation may vary after the particles exiting from the nozzle. To investigate the impact of the CGFR on the fluid velocity distribution and particle movement within this zone, a single factor experiment was designed in this section, where the CGFR was varied from 26 to 32 sccm while the ShGFR was kept at 70 sccm. Figure 7 illustrates the effects of the CGFR (26–32 sccm) on the measured experimental line width (red solid line) and the numerically predicted line width (black dotted line). The experimental results indicate that a higher CGFR will lead to a wider line. This is due to the reduced collimation effect caused by the increase of the CGFR after exiting from the nozzle. Although there are some discrepancies between the simulation results and the experimental results, the same trend is found in the line width variation. Specifically, the observed discrepancies between the simulation results and the experimental results in Fig. 7 can be attributed to several potential factors. Firstly, the non-uniform size of atomized droplets may contribute to the variations. Additionally, collisions between droplets during the transportation and deposition process could impact the outcomes. The deposition process itself is susceptible to the evaporation of liquid, particularly influenced by a high carrier gas flowrate. Furthermore, the intricate interplay of dynamic factors during printing, including temperature fluctuations, and random variations, may introduce complexities that are challenging to capture accurately in the simulation. Therefore, a combination of these factors could collectively contribute to the observed differences between the simulated and experimental results.

Comparison between the simulation results and experimental results of the line width under various CGFRs
Figure 8 shows the analysis of simulation results based on the developed CFD model under varied CGFR. Specifically, Fig. 8a1–a4 demonstrates the variations in the velocity profiles of the mist tube due to the increase of the CGFR. The velocity distribution within the mist tube indicates that increasing the CGFR is conducive to delivering atomized ink droplets with greater momentum. However, as shown in Fig. 8b1–b4, the corresponding fluid velocity profiles obtained after exiting from the nozzle are almost the same under varied CGFR. It contributes to the fact that a slight increase of the CGFR has little effect on the overall velocity distribution at a high ShGFR. On the other hand, as shown in Fig. 8c1–c4, contrary to the similar velocity distribution outside the nozzle, wider lines can be obtained with an increase of the CGFR. This may be attributed to the following reasons. First, as expressed in Eq. (18), the Saffman force is proportional to the particle relative velocity with respect to the fluid

Analysis of simulation results based on the developed CFD model under varied CGFR (ShGFR = 70 sccm). a1–a4 Velocity profiles of the combination chamber at a CGFR of 26 sccm, 28 sccm, 30 sccm and 32 sccm, respectively. b1–b4 Fluid velocity contours after exiting from the nozzle corresponding to a1–a4. c1–c4 Predicted ink stream trajectories corresponding to b1–b4. d1–d4 The experimentally obtained lines under the varied working conditions corresponding to a1–a4
However, based on mass conservation in Eq. (19), the droplet velocity increases with an increase of the CGFR. Accordingly, the particle velocity difference with respect to the fluid is decreased. Thus, the Saffman force exerted on the particles will be reduced under a higher CGFR, resulting in an increased line width. Second, as the ink evaporation rate is proportional to the velocity of the fluid flowing through the droplet, increasing the CGFR contributes to higher droplet evaporation rate and a smaller droplet diameter at the nozzle exit [44, 45]. Therefore, the Saffman force exerted on the droplets decreases with an increase of the CGFR within the delivery system. Third, gaining more energy by increasing the CGFR will help the aerosol flow overcome the collimation effect correspondingly. For these reasons, a wider line will be fabricated at a higher CGFR. Figure 8d1–d4 validates the effects of the CGFR on the printed line width experimentally.
4.3 Effects of Standoff Distance on Line Width
Previous investigations show that the process parameters are very sensitive to the nozzle standoff distance as it plays an important role in affecting the dispensing of the material as well as the deposited line width [23, 46, 47]. However, the influence of the standoff distance on particle collimation after exiting from the nozzle should be further elucidated. Therefore, the developed CFD model was adopted to analyze the effects of the nozzle standoff distance on the line width. In this section, the ShGFR and CGFR were set at 30 sccm and 27 sccm, respectively, while the standoff distance was varied from 2.5 to 4 mm with an interval of 0.5 mm. The simulation results are depicted in Fig. 9. The deposited line width clearly increases with an increase of the standoff distance. This may be attributed to the following reasons. First of all, as shown in Fig. 10a, due to the absence of wall confinement outside the print channel, the fluid starts to diverge after exiting from the nozzle and the droplets tend to follow the divergent streamlines. Therefore, a wider line can be deposited at a higher standoff distance. Moreover, as shown in Fig. 10b, the velocity gradient reduces along the flow direction. Thus, the Saffman force exerted on the droplets significantly decreases with an increase of the standoff distance, leading to weaker collimation of the droplets and an increased width of stream trajectories. The effects of standoff distance on the printed line width are experimentally validated, as presented in Fig. 10c1–c4.

The impacts of the standoff distance on the line width based on the developed CFD model

Analysis of the influence of standoff distance on the printed line width. a Fluid velocity contours after exiting from the nozzle at different standoff distance. b Divergent ink stream trajectories after exiting from the nozzle. c1–c4 The experimentally obtained lines at a standoff distance of 2.5 mm, 3 mm, 3.5 mm and 4 mm, respectively
4.4 Effects of Ink Material Rheological Properties on Printed Line Width
While previous studies have shown that the rheological properties of ink materials directly affect the atomization performance [48, 49] and the evaporation rate [44] during the printing process, extensive researches focus on the influence of process parameters on printed line quality [25, 39, 50]. Therefore, the correlation between material properties and printed line morphology warrants further investigation.
In this section, two different materials are employed to evaluate the effects of the ink rheological properties on the printed line width under varied ShGFR. As shown in Table 1, material 1 has higher surface tension while material 2 has higher density and viscosity. The droplet diameter of material 1 is set to 4 µm, which is in the range of 1–5 µm recommended by [43], and is verified to be appropriate in Sect. 4.1. As the material properties will influence the droplet size generated by the ultrasonic atomizer [51, 52], the atomized droplet diameter of material 2 is set to 3.5 µm based on the selected droplet size of material 1 and Eq. (20):
where σ (N/m), ρ (kg/m3), and η (Pa.s) are the droplet surface tension, density, and viscosity, respectively.
Figure 11 compares the effects of different material properties on the observed experimental line width and numerically predicted line width. The comparison results indicate that the line width printed using material 2 is wider compared to material 1 across all the ShGFRs. It contributes to the reduced collimation effect outside the nozzle caused by the absence of physical confinement and the reduction of droplet size. Although there are some discrepancies between the simulation results and the experimental results, the same trend is found in the line width variation.

Comparison between the simulation results and experimental results of the line width fabricated using different materials
Figure 12 shows the analysis of the simulation results based on the developed CFD model under different material properties. As shown in Fig. 12a1, a2, despite that similar fluid divergence is observed for material 1 and material 2 after the fluid exists the nozzle, wider line width can be achieved using material 2 under varied ShGFR. Overall, this may be attributed to the weaker collimation effect outside the nozzle. Specifically, the Stokes drag on ink droplets transporting through a shear flow can be evaluated based on the Stokes number (Stk) [53]
where \({d}_{D}\), Cc, D, and U are the particle diameter, Cunningham slip correction factor, characteristic diameter, and overall fluid velocity, respectively. Equation (21) indicates that the ink stream trajectories of smaller droplets tend to follow the fluids due to the low Stokes number, while larger droplets show lower spread after exiting from the nozzle because of the weak following behavior characterized by a high Stokes number. Moreover, as expressed by Eq. (11), the atomized aerosol droplets with smaller diameter will be subject to a negligible Saffman lift force in the transportation process. It indicates that the smaller particles will have weaker collimation towards the nozzle centerline, resulting in wider diffusion between the substrate and nozzle outlet as shown in Fig. 12b1, b2. Generally, the above analysis shows that smaller particles tend to follow the fluids in the transportation process due to a low Stokes number and the negligible Saffman lift force. On the contrary, larger droplets will demonstrate a more significant collimation effect towards the print channel centerline, resulting in narrower printed line features. The effects of material properties on the printed line width are validated experimentally as presented in Fig. 12c1, c2.

Analysis of simulation results based on the developed CFD model under varied material properties. a1–a2 Fluid velocity contours after exiting from the nozzle corresponding to material 1 and material 2, respectively. b1–b2 Predicted ink stream trajectories corresponding to a1–a2. c1–c2 The experimentally obtained lines corresponding to material 1 and material 2, respectively
5 Conclusion
In this study, a 3D numerical model formulated by coupling the CFD model and DPM has been developed to evaluate the fluid and droplet flow behavior after exiting from the nozzle. The impacts of material rheological properties, and printing process parameters including ShGFR, CGFR, and standoff distance on line width have been investigated. The main conclusions drawn from the studies are as follows:
-
1.
The 3D CFD model and DPM have been developed to explain the complicated aerodynamic phenomenon outside the nozzle controlling the line width in AJP, and mechanisms accounting for the trend in line width contingent on the ShGFR, CGFR, standoff distance, and material properties are systematically elucidated.
-
2.
The line width decreases with an increase of the ShGFR. Due to the absence of wall confinement outside the nozzle, the fluid divergence is more significant for a high ShGFR. However, the fluid velocity gradient increases with an increase of the ShGFR. This holds promise to enhance the Saffman force exerted on the particles, which would result in a narrower line width. Overall, Saffman force dominates the formation of narrower lines.
-
3.
The line width increases with an increase of the CGFR. The degree of fluid divergence and the velocity gradient are almost the same across all the CGFRs. However, the fluid velocity difference with respect to particles reduces with an increase of the CGFR, leading to a smaller Saffman force exerted on the particles and thus a wider line width.
-
4.
The line width increases with an increase of the standoff distance. As the standoff distance increases, the velocity gradient decreases and the flow of the droplets becomes less collimated. Therefore, a wider line can be deposited at a higher standoff distance.
-
5.
The line width can be influenced by material properties in AJP. This is because the material properties will influence the droplet size generated by the ultrasonic atomizer. In this case, smaller particles can better follow the streamlines after exiting from the nozzle, thereby resulting in wider lines of AJP.
Data Availability
Data will be made available on request.
References
Zhang, H., et al. (2020). 3D printed electronics of non-contact ink writing techniques: Status and promise. International Journal of Precision Engineering and Manufacturing-Green Technology, 7, 511–524.
Li, M., et al. (2023). Comparison and identification of optimal machine learning model for rapid optimization of printed line characteristics of aerosol jet printing technology. International Journal of Precision Engineering and Manufacturing-Green Technology, 1–17.
Zhankui, W., et al. (2023). A novel technique for dressing fixed abrasive lap** pad with abrasive water jet. International Journal of Precision Engineering and Manufacturing-Green Technology, 10, 1351–1373.
Sung, Y., et al. (2023). Conformal three-dimensional platinum coating using rotary-type atomic layer deposition on diesel oxidation catalysts for potential environmental and bio applications. International Journal of Precision Engineering and Manufacturing-Green Technology, 10, 1249–1261.
Michael, R., et al. (2022). Towards green 3D-microfabrication of bio-MEMS devices using ADEX dry film photoresists. International Journal of Precision Engineering and Manufacturing-Green Technology, 9, 43–57.
Chang, C. (2022). Establishment of the model widely valid for the melting and vaporization zones in selective laser melting printings via experimental verifications. International Journal of Precision Engineering and Manufacturing-Green Technology, 9, 143–162.
Jae, J., et al. (2023). Efficient solar heat absorption and counter passive air cooling using supersonically sprayed rGO/AgNW nanotextured surface for solar devices. International Journal of Precision Engineering and Manufacturing, 24, 511–529.
Kang, M., & Kang, K. T. (2018). Flexible 2-layer paper printed circuit board fabricated by inkjet printing for 3-D origami electronics. International Journal of Precision Engineering and Manufacturing-Green Technology, 5, 421–426.
He, Y., et al. (2021). Inkjet printing and in-situ crystallization of biopigments for eco-friendly and energy-efficient fabric coloration. International Journal of Precision Engineering and Manufacturing-Green Technology, 9, 1–13.
Lee, J., et al. (2017). A review on 3D printed smart devices for 4D printing. International Journal of Precision Engineering and Manufacturing-Green Technology, 4, 373–383.
Borghetti, M., et al. (2022). Aerosol jet printed and photonic cured paper-based ammonia sensor for food smart packaging. IEEE Transactions on Instrumentation and Measurement, 71, 1–10.
Makhinia, A., et al. (2022). High performance organic electrochemical transistors and logic circuits manufactured via a combination of screen and aerosol jet printing techniques. Advanced Materials Technologies, 7(10), 2200153.
Secor, E. B., et al. (2022). Titanium hydride nanoparticles and nanoinks for aerosol jet printed electronics. Nanoscale, 14(35), 12651–12657.
Zhao, D., et al. (2012). Fabrication and characterization of aerosol-jet printed strain sensors for multifunctional composite structures. Smart Materials and Structures, 21(11), 115008.
Seifert, T., et al. (2015). Aerosol jet printing of nano particle based electrical chip interconnects. Materials Today: Proceedings, 2(8), 4262–4271.
Fisher, C., et al. (2023). Aerosol-jet printed sensors for environmental, safety, and health monitoring: A review. Advanced Materials Technologies, 8, 2300030.
Krzeminski, et al. (2018). Microscale hybrid flexible circuit printed with aerosol jet technique. IEEE Transactions on Nanotechnology, 17(5), 979–984.
Gamba, L., et al. (2023). Multi-material aerosol jet printing of Al/Cuo nanothermites for versatile fabrication of energetic antennas. Advanced Functional Materials, 33, 2304060.
Zhang, H., et al. (2020). A hybrid multi-objective optimization of aerosol jet printing process via response surface methodology. Additive Manufacturing, 33, 101096.
Zhang, H., & Moon, S. K. (2021). Reviews on machine learning approaches for process optimization in noncontact direct ink writing. ACS Applied Materials and Interfaces, 13, 53323.
Ding, S., Teo, Z. W., Wan, M. P., & Ng, B. F. (2021). Aerosols from speaking can linger in the air for up to nine hours. Building and Environment, 205, 108239.
Gu, Y., et al. (2017). Inkwells for on-demand deposition rate measurement in aerosol-jet based 3D printing. Journal of Micromechanics and Microengineering, 27(9), 097001.
Salary, R., et al. (2021). A computational fluid dynamics investigation of pneumatic atomization, aerosol transport, and deposition in aerosol jet printing process. Journal of Micro-and Nano-Manufacturing, 9(1), 010903.
Goth, C., et al. (2011). Aerosol Jet printing on rapid prototy** materials for fine pitch electronic applications. In: 2011 IEEE 61st electronic components and technology conference (ECTC), IEEE.
Binder, S., et al. (2014). Analytical investigation of aerosol jet printing. Aerosol Science and Technology, 48(9), 924–929.
Smith, M., et al. (2017). Controlling and assessing the quality of aerosol jet printed features for large area and flexible electronics. Flexible and Printed Electronics, 2(1), 015004.
Sukeshini, A., et al. (2010). Investigation of aerosol jet deposition parameters for printing SOFC layers. In International conference on fuel cell science, engineering and technology.
Chen, G., et al. (2018). The effect of droplet sizes on overspray in aerosol-jet printing. Advanced Engineering Materials, 20(8), 1701084.
Schulz, D., et al. (2010). Collimated aerosol beam deposition: Sub-5-$\mu $ m resolution of printed actives and passives. IEEE Transactions on Advanced Packaging, 33(2), 421–427.
Akhatov, I., et al. (2008). Aerosol flow through a long micro-capillary: Collimated aerosol beam. Microfluidics and Nanofluidics, 5(2), 215–224.
Feng, J. Q. (2018). Multiphase flow analysis of mist transport behaviour in Aerosol Jet® system. International Journal of Computational Methods and Experimental Measurements, 6, 23–34.
Protas, N., et al. (2018). Computer simulation of aerosol nanoparticles focusing and deposition process for functional microstructure fabrication. Journal of Physics: Conference Series, IOP Publishing.
Octavio, P., et al. (2022). International Journal of Precision Engineering and Manufacturing-Green Technology, 9, 73–82
Zeshan, A., et al. (2022). International Journal of Precision Engineering and Manufacturing, 23, 545–563.
Jonggun, K., et al. (2023). International Journal of Precision Engineering and Manufacturing, 24, 837–851.
Tahsin, A., et al. (2022). International Journal of Precision Engineering and Manufacturing-Green Technology, 9, 587–602.
Dong, P., et al. (2023). International Journal of Precision Engineering and Manufacturing-Green Technology, 10, 1235–1248.
Hoey, J. M., et al. (2012). A review on aerosol-based direct-write and its applications for microelectronics. Journal of Nanotechnology, 2012, 1–22.
Salary, R. R., et al. (2017). Computational fluid dynamics modeling and online monitoring of aerosol jet printing process. Journal of Manufacturing Science and Engineering, 139(2), 021015.
Yang, R.-J., et al. (2012). A hydrodynamic focusing microchannel based on micro-weir shear lift force. Biomicrofluidics, 6(3), 034110.
O'Rourke, P. J., & Amsden, A. A. (1987). The TAB method for numerical calculation of spray droplet breakup. SAE technical paper.
Akhatov, I., et al. (2008). Aerosol focusing in micro-capillaries: Theory and experiment. Journal of Aerosol Science, 39(8), 691–709.
Abdolmaleki, H., et al. (2021). Droplet-based techniques for printing of functional inks for flexible physical sensors. Advanced Materials, 33, 2006792.
Chen, L., et al. (2016). Different spray droplet evaporation models for non-ideal multi-component fuels with experimental validation. International Journal of Heat and Mass Transfer, 94, 292–300.
King, B. H., O'Reilly, M. J., & Barnes, S. M. (2009). Characterzing aerosol Jet® multi-nozzle process parameters for non-contact front side metallization of silicon solar cells. In: 2009 34th IEEE Photovoltaic Specialists Conference (PVSC) (pp. 001107–001111). Philadelphia: PA, USA.
Chen, L., Ma, Y., Guo, Y., Zhang, C., Liang, Z., & Zhang, X. (2017). Quantifying the effects of operational parameters on the counting efficiency of a condensation particle counter using response surface Design of Experiments (DoE). Journal of Aerosol Science, 106, 11–23.
Li, Y., et al. (2019). Spray morphology transformation of propane, n-hexane and iso-octane under flash-boiling conditions. Fuel, 236, 677–685.
Rajan, R., & Pandit, A. B. (2001). Correlations to predict droplet size in ultrasonic atomisation. Ultrasonics, 39(4), 235–255.
Wang, W.-N., et al. (2008). Investigation on the correlations between droplet and particle size distribution in ultrasonic spray pyrolysis. Industrial and Engineering Chemistry Research, 47(5), 1650–1659.
Mahajan, A., et al. (2013). Optimization of aerosol jet printing for high-resolution, high-aspect ratio silver lines. ACS Applied Materials and Interfaces, 5(11), 4856–4864.
Zhang, Y., et al. (2021). Investigation of capillary wave, cavitation and droplet diameter distribution during ultrasonic atomization. Experimental Thermal and Fluid Science, 120, 110219.
Khmelev, V., et al. (2017). Determination of the modes and the conditions of ultrasonic spraying providing specified productivity and dispersed characteristics of the aerosol. Journal of Applied Fluid Mechanics, 10(5), 1409–1419.
Ramesh, S., et al. (2022). Numerical and experimental investigation of aerosol jet printing. Additive Manufacturing, 59, 103090.
Acknowledgements
This research work was conducted with funding support from the Key Natural Science Project of Anhui Provincial Education Department (No. 2022AH051372), Key Discipline of Computer Science and Technology (No. 2019xjzdxk1), Intelligent Manufacturing Laboratory (No. 2021XJPT51) and Doctoral Research Startup Project (No. 2021BSK023) of Suzhou University. This research was also supported by the Basic Research Program funded by the Korea Institute of Machinery & Materials (KIMM) (No. NK248I) and the Technology Innovation Program funded by the Ministry of Trade, Industry & Energy (MOTIE, Korea) (No. 20024344). Valuable support from Professor Moon Seung Ki from Singapore Centre for 3D Printing (SC3DP) in Nanyang Technological University is acknowledged.
Author information
Authors and Affiliations
Contributions
ZL: Methodology, Investigation, Writing—original draft. YL: Methodology, Investigation. LH: Conceptualization, Methodology. LC: Investigation, Writing—revision and editing. NL: Investigation, Writing—revision and editing. JPC: Conceptualization, Methodology, Writing—review and editing. HZ: Conceptualization, Methodology, Writing—review and editing.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare no competing financial interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Liu, Z., Liu, Y., He, L. et al. A Comprehensive Investigation of Process Parameters and Material Properties Effects on Printed Line Quality of Aerosol Jet Printing Based on Coupled Three-dimensional Numerical Models. Int. J. of Precis. Eng. and Manuf.-Green Tech. 11, 727–742 (2024). https://doi.org/10.1007/s40684-024-00604-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-024-00604-0