
Abstract
The competition between epitaxial vs. equiaxed solidification has been investigated in CMSX-4 single crystal superalloy during laser melting as practiced in additive manufacturing. Single-track laser scans were performed on a powder-free surface of directionally solidified CMSX-4 alloy with several combinations of laser power and scanning velocity. Electron backscattered diffraction (EBSD) map** facilitated identification of new orientations, i.e., “stray grains” that nucleated within the fusion zone along with their area fraction and spatial distribution. Using high-fidelity computational fluid dynamics simulations, both the temperature and fluid velocity fields within the melt pool were estimated. This information was combined with a nucleation model to determine locations where nucleation has the highest probability to occur in melt pools. In conformance with general experience in metals additive manufacturing, the as-solidified microstructure of the laser-melted tracks is dominated by epitaxial grain growth; nevertheless, stray grains were evident in elongated melt pools. It was found that, though a higher laser scanning velocity and lower power are generally helpful in the reduction of stray grains, the combination of a stable keyhole and minimal fluid velocity further mitigates stray grains in laser single tracks.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Nickel-based superalloys are used extensively in gas turbine engine applications owing to their unique combination of excellent properties including high tensile strength, low oxidation and good creep resistance at elevated temperature for long exposure times. CMSX-4 is a second-generation, rhenium-bearing nickel-based single crystal superalloy with ultrahigh strength, particularly with regard to long-term creep behavior.[1,2] Recognition that the presence of grain boundaries accelerates creep led to the development of single crystal blades for the hot stage of gas turbine engines, thereby contributing to elevated operating temperatures and higher efficiency. Such components are subject to wear during service which means that there has been sustained work to develop repair methods that restore the integrity of the component and maintain the single crystal microstructure.[3,4,5]
Before the advent of additive manufacturing (AM), repair attempts on single crystal superalloys were performed with a variety of welding processes. Severe defects such as cracks[6,7] and stray grains[8,9] frequently occur during this repair. The formation of new grains with crystallographic orientations different from that of the base material during solidification, commonly referred to as “stray grains”, is of significant interest due to its deleterious effects during the repair of nickel-based single crystal superalloys.[3,10] As a result, the single crystal structure of the material is lost and the mechanical properties are compromised in comparison to the original component. Such stray grains correspond to the onset of equiaxed solidification that replaces epitaxial growth under certain conditions.
To mitigate stray grain formation, previous work has focused on understanding the dendritic solidification behavior and the processing conditions that affect the stray grain formation during solidification within the fusion zone (FZ).[11,12,13,14] Researchers have proposed several possible mechanisms for stray grain formation during welding of single crystal alloys.[12,13,14,15] The localized constitutional undercooling ahead of the solidification front can lead to heterogeneous nucleation and growth of equiaxed grains. In addition, dendrite fragmentation caused by vigorous fluid flow in the melt pool can also lead to the formation of new grains near the melt pool boundary. In both mechanisms, stray grain formation relies on nucleation sites, the difference being that dendrite fragmentation implies that pieces of dendrites act as the nucleation sites whereas the other mechanism uses any other type of nucleation site found in the material, e.g., oxide particles. As is well-known, the converse approach for many castings is to promote equiaxed solidification via the introduction of nucleants such as TiB\(_2\) in aluminum alloys.
In the constitutional undercooling mechanism, Hunt[11] developed a model to describe the columnar to equiaxed transition (CET) under steady state conditions. Gaumann and Kurz modified Hunt’s model and explained the extent to which stray grains can nucleate and grow during the solidification of single crystals.[12,14] In later research, Vitek improved on Gaumann’s model and included a more detailed analysis of the effect of weld conditions, such as power and scanning velocity. Vitek also included the effect of substrate orientation on the stray grain formation through both experimental and modeling techniques.[3,10] It was found that, in general, high weld speeds and low powers minimize the amount of stray grains and maximize the epitaxial single crystal growth during laser welding process.[3,10] Vitek did not, however, consider dendrite fragmentation and his work indicated that heterogeneous nucleation is the primary mechanism leading to stray grain formation in laser welded CMSX-4 single crystal alloy. In the present work, Vitek’s numerical methods are employed and extended to the higher speeds and lower powers characteristic of the rapid nature of metals AM.
The manufacturing of metal components via AM has witnessed a drastic increase in popularity over the last decade.[16] Though the possibility of fabricating CMSX-4 by electron beam melting (EBM) has been frequently investigated,[17,18,19,20,21] a very limited number of investigations have been conducted on the manufacture and repair of CMSX-4 single crystal components using laser powder bed fusion (LPBF), a popular subset of AM, especially as it pertains to the mechanism of mitigating stray grain formation.[22] This lack of investigation is primarily caused by the processing challenges related to these alloy systems.[2,19,22,23,24] Strict control of the processing parameters (e.g., the heat source power, scanning velocity, spot size, preheating temperature, and scan strategy) is essential to be able to build fully dense parts and maintain a single crystal microstructure.[25] While crack-free repair of single crystal alloys is currently possible using EBM,[19,24] repairs that do not generate stray grains are not easily achievable.[23,26]
In this work, laser melting with conditions representative of LPBF was employed to investigate stray grain mitigation in single crystal CMSX-4. LPBF uses a scanning laser beam to melt and fuse a thin layer of metallic powder to a substrate.[27] The use of a laser beam in the layer-wise deposition generates a melt pool that experiences steep temperature gradients, rapid heating/cooling cycles, and violent fluid flow. This usually leads to highly dynamic physical phenomena that can cause defects in the parts.[28,29,30] The dynamics of laser-induced keyhole (i.e., a topological depression caused by vaporization-induced recoil pressure) and thermofluidic flows are strongly coupled and associated with solidification defects in AM processes.[31,32,33,34] An unstable keyhole that is prone to sudden changes of geometry can lead to detrimental physical defects which include porosity, balling, spatter formation, and uncommon microstructure phases.[35] However, keyhole evolution and fluid flow are naturally difficult to capture via traditional post-mortem characterization techniques. To take advantage of high-fidelity numerical modeling, computational fluid dynamics (CFD) was applied in this study to clarify the laser–matter interaction beneath the surface.[36] This brings keyhole and melt pool fluid flow quantification into practice as compared to long-established post-mortem characterization of the cross-sections of solidified melt pools.
In order to develop a proper procedure for the laser-based AM repair and manufacture of CMSX-4 components, we start by establishing a suitable process window and develo** a predictive capability for the propensity of stray grain formation during solidification. Single-track deposition on multiple alloys has been shown to provide an accurate analysis of melt pool geometry and microstructure in AM processes with or without a powder layer.[37,38,39] Accordingly, this study used single-track laser scan experiments without powder to examine the solidification behavior of CMSX-4. This provides a preliminary experimental guideline for LPBF manufacture of CMSX-4 single crystal. In addition, the solidification modeling was extended from traditional welding to the rapid welding associated with LPBF to identify optimal laser melting conditions for the reduction of stray grains. The highly dynamic fluid flow in the melt pool was modeled to provide further guidance for the processing parameter optimization.
2 Materials and Methods
2.1 Single-Track Experiments
Samples were fabricated from a CMSX-4 directionally solidified single crystal ingot using electrical discharge machining (EDM). The final geometry of the samples were in the form of cuboids of dimensions 20 \(\times \) 20 \(\times \) 6 mm. One of the six \(\langle 001\rangle \) crystallographic directions of the ingot was positioned normal to the cutting surface to ensure that the laser tracks scanned along this preferred growth direction. Single laser-melted tracks were made on a powder-free surface of the sample using an EOS M290 machine. This machine is a LPBF system equipped with an ytterbium fiber laser with maximum power output of 400 W and Gaussian beam diameter of 100 \(\mu \)m at the focal spot. During the experiment, the rectangular samples were fitted into pockets in a customized sample holder for the LPBF machine to keep the surfaces at the same height. More details of this customized sample holder are described elsewhere.[39] Experiments were conducted under an argon purged atmosphere and no preheating was applied. Single-track laser melting experiments were performed under various laser powers (200 to 370 W) and scan speeds (0.4 to 1.4 m/s).
2.2 Characterization
After laser scanning, the samples were sectioned using a diamond saw through the FZ on the plane perpendicular to the laser beam scanning direction. Subsequently, the samples were mounted and auto-ground starting with 220 grit SiC papers and concluding with a colloidal silica suspension polish. Crystallographic characterization was carried out on a TESCAN MIRA 3XMH field emission scanning electron microscope (SEM) at an accelerating voltage of 20 kV. EBSD maps were acquired at a \(0.4\,\mu {\text {m}}\) step size. EBSD data were cleaned up and analyzed using Bruker system. The EBSD cleanup began with a grain dilation routine to bring the grains into contact and then followed with a neighbor orientation cleanup routine to resolve the black pixels associated with unindexed diffraction patterns. The cross-sections were also analyzed under an optical microscope to analyze the melt pool morphology. To enhance the contrast in optical characterization, samples were etched with a variation of Marbles reagent composed of 10 g CuSO\(_4\), 50 mL HCl and 70 mL H\(_2\)O.
2.3 Solidification Modeling
Solidification modeling based on the constitutional undercooling criterion was carried out to evaluate the effect of processing parameters on the propensity and distribution of stray grains. Details of this analytical modeling approach are provided in previous work.[3,10] As stated in Reference 3, the variation of total stray grain area fraction in a melt pool with crystallographic orientation of the base material is minimal, therefore, the effect of base material orientation was not considered in this work. In order to compare our LPBF results with the previous work, the mathematically simple Rosenthal equation used in Vitek’s work[3] was also adopted here as a baseline to calculate the shape of melt pool and the thermal conditions in the FZ as a function of the laser parameters. The Rosenthal solution assumes heat is transmitted via conduction only through a steady state point source on a semi-infinite plate with constant material properties and is typically expressed as follows[40,41]:
where T is the temperature, \({T_0}\) is the ambient temperature that is set to 313 K (i.e., EOS machine chamber temperature) in this study, P is laser beam power, V is laser beam scanning velocity, \(\eta \) is laser absorptivity, k is thermal conductivity, and \(\alpha \) is thermal diffusivity of the base alloy. The x, y, and z are directions aligned with the opposite of the laser scanning direction, the transverse direction and the vertical direction, respectively. This orthogonal coordinate followed the system in Figure 1 in Reference 3. The solidification front (i.e., solid–liquid interface) was defined as the isotherm average of the solidus temperature (1603 K) and liquidus temperature (1669 K) for CMSX-4.[42,43,44] Thermophysical properties used in the simulation are listed in Table I.
The thermal gradient was determined by the external heat flow \(\nabla T\) as given by[45]:
where \({\hat{i}}\), \({\hat{j}}\), and \({\hat{k}}\) are unit vectors along the x, y, and z directions, respectively. The solidification isotherm velocity, \(v_T\), is geometrically related to the laser beam scanning velocity, V, by the following relation:
where \(\theta \) is the angle between the scanning direction and normal direction of the solidification front (i.e., the direction of maximum heat flow). In constrained growth, such as the welding conditions in this study, the dendritic solidification front is forced to grow at the velocity of the solid–liquid isotherm, \(v_T\).[46]
The local area fraction of newly nucleated grains ahead of the advancing solidification front \(\Phi \), is determined by the liquid temperature gradient G, solidification front velocity \(v_T\), and the nucleus density \(N_0\). By assuming all grains nucleate at a fixed critical undercooling \(\Delta T_n\), the radius of the equiaxed grains is obtained by integrating the growth velocity from the time that the grains start to nucleate to the time the columnar fronts reach the grains. Substituting time by undercooling \({\text {d}}(\Delta T)/{\text {d}}t = -v_T G\), the following relationship between the thermal gradient G, the local volume fraction of equiaxed grains \(\Phi \), the dendrite tip undercooling \(\Delta T\), the nucleus density \(N_0\), the material parameter n, and the nucleation undercooling \(\Delta T_n\), was derived by Gäumann et al.[12,14] based on a modification of Hunt’s model[11]:
To simplify the calculation we approximate the dendrite tip undercooling to be solely that of the constitutional undercooling, \(\Delta T_{\text {c}}\), which can be approximated by the power law form \(\Delta T_{\text {c}} = (av_T)^{1/n}\), where a and n are material-dependent constants. For CMSX-4, these values are \(a = 1.25\times 10^6\) s K3.4 m\(^{-1}\), \(n=3.4\), and \(N_0 = 2\times 10^{15}\) m\(^{-3},\) as reported by Reference 3. \(\Delta T_n\) is 2.5 K and can be neglected for solidification under cooling rates greater than \(10^6\) K/s. The expression for \(\Phi \) is solved by rearranging the above equation:
As proposed by Hunt,[11] a value of \(\Phi \le 0.66\) pct represents fully columnar epitaxial growth condition, and, conversely, a value of \(\Phi \ge 49\) pct indicates that the initial single crystal microstructure is fully replaced by an equiaxed microstructure. To calculate the overall stray grain area fraction, we followed Vitek’s method by dividing the FZ into roughly 19 to 28 discrete parts (depending on the length of the melt pool) of equal length from the point of maximum width to the end of melt pool along the x direction. The values of G and \(v_T\) were determined at the center on the melt pool boundary of each section and these values were used to represent the entire section. The area-weighted average of \(\Phi \) over these discrete sections along the length of melt pool is designated as \({\overline{\Phi }}\), and is given by:
where k is the index for each subsection, and \(A_k\) and \(\Phi _k\) are the areas and \(\Phi \) values for each subsection. The summation is taken over all the sections along the melt pool. Vitek’s improved model allows the calculation of stray grain area fraction by considering the melt pool geometry and variations of G and \(v_T\) around the tail end of the pool.
Over the years, many advanced numerical methods have been developed to improve the accuracy of modeling melt pool phenomena. We used high-fidelity CFD with FLOW-3D, which is a commercial finite volume method (FVM) that incorporates multiple physics models.[47,48] CFD numerically simulates fluid motion and heat transfer and the primary physics models used here were the laser and surface force models. In the laser model, multiple reflections and Fresnel absorption are implemented through the ray-tracing technique.[36] First, the laser beam is discretized into multiple rays based on each grid cell that is illuminated by the laser beam. Then for each incident ray, some portion of its energy is absorbed by the metal when the incident vector is aligned with the normal vector of the metal surface at the incident location. The absorptivity is estimated using the Fresnel equation.[36] The rest of the energy is retained by the reflected ray, which is treated as a new incident ray if it hits a material surface. Two major forces act on the surface of the liquid metal and deform the free surface. Recoil pressure created by the evaporation of the metal is the primary force causing vapor depression. The recoil pressure model used in this study is \(P_{\text {r}}=A \exp \{ B(1-T_v/T) \}\), where \(P_{\text {r}}\) is recoil pressure, A and B are coefficients related to material properties, which are 75 and 15, respectively. \(T_v\) is the saturation temperature and T is the temperature of the keyhole wall. The other driving force for surface flow and keyhole formation is surface tension. The surface tension coefficient is estimated as a linear function of temperature to include Marangoni flow, \(\sigma = 1.79 - 9.90 \cdot 10^{-4} (T - 1654\,{\text {K}})\) N m\(^{-1}\).[49] The computational domain is one-half of a bare plate (2300 \(\mu \)m \(\times \) 250 \(\mu \)m \(\times \) 500 \(\mu \)m) with a symmetric boundary condition applied on the xz plane. The mesh size is 8 \(\mu \)m and the time step is 0.15 \(\mu \)s, which provides a balance between computational efficiency and accuracy.
3 Results and Discussion
3.1 Melt Pool Morphology
The five laser powers (P) and six scanning velocities (V), utilized in this work generated 29 melt pools with different \(P{-}V\) combinations. The one with highest P and V values was not analyzed in this study because it is associated with excessive balling based on Figure 1.
The single-track melt pools, as shown in Figure 1, can be categorized into four types based on the geometry[39]: (1) conduction mode (in blue boxes), (2) keyhole mode (red), (3) transition mode (magenta), (4) balling mode (green). In keyhole mode, with the typical combination of high laser power and low scanning velocity, the melt pool usually presents a deep and slender shape, with width/depth (W/D) ratios much greater than 0.5. As the scanning velocity increases, the melt pool becomes shallower, presenting a semicircular conduction mode melt pool where W/D is approximately 0.5. The W/D for transition mode melt pools is between 1 and 0.5. A further increase of the scanning velocity to 1200 and 1400 mm/s can generate a sufficiently large cap height and excessive undercutting, which is characteristic of a balling mode melt pool.
Melt pool depth and width as a function of power and velocity are plotted in Figures 2(a) and (b), respectively. The melt pool width was measured at the substrate surface. Figure 2(a) shows that the depth follows a highly linear relationship with laser power. As the velocity increases, the slope of the depth vs. power curves decreases steadily, although there is some overlap in the higher velocity curves. This unexpected overlap may be due to the effects of fluid flow that often causes dynamic variation in melt pool morphology and the fact that only one image was extracted per laser scan. Such linear behavior is not as obvious for width in Figure 2(b). Figure 2(c) shows the melt depth and width as a function of linear energy density P/V. The linear energy density is a measure of the energy input per unit length of the deposit.[3 exhibit a better single crystalline quality as evidenced by the absence of stray grains. It is obvious that minimal grain nucleation occurs in these shallower melt pools created by a scanning laser with relatively low power and high velocity. Stray grains with larger area fractions are observed more frequently in deep melt pools created under high power and low velocity. The effects of power and velocity on the local solidification conditions will be investigated in the subsequent modeling section.

EBSD inverse pole figure maps (color-coded with respect to the x axis direction) and corresponding inverse pole figures showing crystal orientations in solidified melt pools processed by various laser power and velocity conditions (a) P = 200 W, V = 600 mm/s, (b) P = 200 W, V = 1000 mm/s, (c) P = 200 W, V = 1400 mm/s, (d) P = 250 W, V = 600 mm/s, (e) P = 250 W, V = 1000 mm/s, (f) P = 250 W, V = 1400 mm/s, (g) P = 300 W, V = 600 mm/s, (h) P = 300 W, V = 1000 mm/s, and (i) P = 300 W, V = 1400 mm/s. The black dashed curves delineate melt pool boundaries. The scale bar is equivalent to 50 \(\mu \)m in all subfigures. A 5 deg misorientation is used as the threshold to differentiate stray grains (Color figure online)
3.4 Solidification Modeling
As stated in the introduction, researchers evaluated possible mechanisms of stray grain formation during welding of single crystal.[12,13,14,15,55] The two most popular mechanisms discussed are (1) heterogeneous nucleation aided by constitutional undercooling ahead of the solidification front and (2) dendrite fragmentation caused by fluid flow in the melt pool. The first mechanism has been studied extensively. Taking a binary alloy as an example, the solid cannot accommodate as much solute as the liquid, so it rejects solute into the liquid during solidification. Consequently, solute partitioning ahead of the growing dendrites creates an undercooled liquid of which the actual temperature is lower than the local equilibrium liquidus. The existence of a sufficiently extensive constitutionally undercooled zone promotes nucleation and growth of new grains.[56] Note that the total undercooling is the sum of several contributions including constitutional, kinetic, and curvature undercooling at the solidification front. A common assumption is that the kinetic and curvature undercooling can be neglected with respect to the larger contribution of the solutal undercooling for alloys.[57]
To better understand the underlying mechanisms at different \(P{-}V\) conditions, solidification modeling is carried out. The first purpose is to evaluate the overall extent of stray grains (\({\overline{\Phi }}\)) as a function of processing parameters and to examine the variation of local stray grain fraction (\(\Phi \)) as a function of location in the melt pool. The second purpose is to understand the relationship between the solidification microstructure and the stray grain formation mechanism during the fast solidification of metal AM.

Plot of analytical simulated area-weighted stray grain fraction \({\overline{\Phi }}\) vs. laser scanning velocity for three different powers (a) P = 200 W, (b) P=250 W, and (c) P = 300 W, as practiced in LPBF using varying laser absorptivity values
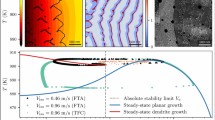
Figure 4 displays the analytically simulated stray grain fraction \({\overline{\Phi }}\) for various laser scanning velocity and laser powers under three laser absorptivity values. The results reveal that the stray grain area fraction is sensitive to the absorbed energy. By increasing the absorptivity from 0.30 to 0.80, the value of \({\overline{\Phi }}\) is approximately tripled, and this effect is more pronounced in low velocity and high power regions. All else being equal, the large impact of absorbed power is attributed a general decrease in average thermal gradient magnitude and increase in average solidification rate within the melt pool. The average stray grain fraction decreases as the scanning velocity increases and power decreases. This general trend is in line with the simulated welding result in blue region of Figure 5, adapted from Vitek’s work.[3] The larger undercooled zone (i.e., \(G/v_T\) zone) in a conventional weld pool means that the area fraction of stray grains in a weld pool is orders of magnitude larger than that for LPBF conditions corresponding to the pink region. In spite of this, the general tendencies of both data sets are similar, i.e., the fraction of stray grains decreases as the laser power decreases and laser velocity increases. It can also be inferred from Figure 5 that the effect of variation in laser parameters on the stray grain area fraction diminishes as the scanning velocity increases into the LPBF region. Figure 6(a) compares the experimental stray grain area fraction from EBSD analysis in Figure 3 with analytical simulation results in Figure 4. Although the exact values differ in keyhole shaped FZs, the trend was consistent in both simulation and experimental data. The keyhole shaped melt pools-especially the two with power 300 W have a significantly larger amount of stray grains than the analytically simulation prediction. This discrepancy is actually expected as the Rosenthal equation usually fails to properly reflect the heat flow in the keyhole regime due to its assumption that heat transfer is governed purely by conduction.[39,40] It also further validates the findings from Figure 4, namely that the increase in absorbed power during keyhole modes leads to more ideal conditions for stray grain formation. Figure 6(b) compares the experimental \({\overline{\Phi }}\) with numerical CFD simulated \({\overline{\Phi }}\). Although the CFD model slightly over predicts \({\overline{\Phi }}\) in all \(P{-}V\) conditions, its prediction under keyhole condition is more accurate than the analytical model. For conduction mode melt pools, the experimental values align more closely with the analytical simulated values.

Plot of analytical simulated area-weighted stray grain fraction \({\overline{\Phi }}\) vs. laser moving velocity for laser welding conditions at the green region which is adapted from Ref. 3, and laser melting practiced in LPBF using an absorptivity 0.8 in the pink region (Color figure online)
Inspection on the distribution of the simulated temperature gradient G and solidification rate \(v_T\) pairs from analytical modeling is shown on the CMSX-4 microstructure selection map in Figure 7(a). Provided that \(G/v_T\) (i.e., morphology factor) controls the morphology and \(G \times v_T\) (i.e., cooling rate) controls the scale of the solidified microstructure,[3
The \(G{-}v_T\) pairs at the solidification front simulated using CFD model are shown in Figure 7(b). Unlike the analytical simulation that was performed on predefined coordinates with constant spacing between each point on all three directions, the output of high-fidelity CFD model was on an irregular tetrahedral coordinate system which was then linearly interpolated onto a regular 3D grid before extracting the G and \(v_T\) pairs which are then plotted on the microstructure selection map. The general trend was consistent with that in Figure 7(a), however, there was more scatter in the results due to the highly dynamic fluid flow that is modeled with this method. The \(G{-}v_T\) pair path from the analytical thermal model is more continuous while the path for the numerical simulation has a sharp bend in it illustrating the differences in the melt pool tail shape (which significantly affects the calculation of G and \(v_T\)) simulated by the two models.

Microstructure selection map for the superalloy CMSX-4 using laser powers 200 W calculated from (a) analytical Rosenthal model and (b) numerical CFD model. The three colored curves trace changes in the local thermal conditions at the solid–liquid interface on the xy horizontal cross section under three different processing parameters (Color figure online)

Distribution of solidification properties on the yz cross section at the maximum width of the melt pool. (a) thermal gradient G, (b) solidification velocity \(v_T\), (c) cooling rate \(G \times v_T\), and (d) morphology factor \(G/v_T\). These profiles are calculated with a laser power 300 W and velocity 400 mm/s using (a1 through d1) analytical Rosenthal simulation and (a2 through d2) high-fidelity CFD simulation. The laser is moving out of the page from the upper left corner of each color map (Color figure online)
3.5 Solidification Modeling Incorporating Fluid Flow
Numerical CFD model was used to understand the effect of fluid flow on the extent of stray grain formation and compare the simulated results with analytical Rosenthal solution. Figure 8 shows the distribution of solidification parameters, G, \(v_T\), \(G/v_T\), and \(G \times v_T\) on the yz cross section where x is at the maximum width of the melt pool simulated using (a1–d1) analytical thermal modeling and (a2–d2) FVM method in FLOW-3D. The values in Figure 8 are transient fictitious values meaning they may or may not be the exact values when the solidification front reaches that specific location, but they reflect the general trends. These profiles are simulated from a laser beam of power 300 W and velocity 400 mm/s. The melt pool boundaries are delineated by white curves. The CFD simulated melt pool depth in (a2–d2) is 342 \(\mu \)m, which is in good agreement with the measured depth of 352 \(\mu \)m in the experimental FZ shown in Figure 1 along with the matching elongated keyhole shape. However, the analytical model outputs a semicircle shaped melt pool and the melt pool depth is only 264 \(\mu \)m which is far from the reality in keyhole cases. In the CFD simulated result, thermal gradient is higher at the bottom of the FZ because it is near the dynamic part of the vapor depression where increased laser reflections and unstable liquid–vapor interaction occurs. By contrast, the thermal gradient magnitude in the analytical result is uniform along the boundary. In both simulation results thermal gradient gradually decreases as the solidification progresses toward the top centerline of the melt pool in Figures 8(a1) and (a2). The solidification rate is almost zero near the boundary as shown in Figures 8(b1) and (b2). This is because when the boundary region begins to solidify the normal direction of the local solidification front is perpendicular to the laser scanning direction. This drives \(\theta \rightarrow \pi /2\) and \(v_T \rightarrow 0\) in Eq. [3]. In contrast, the normal direction of the solidification front in the region near the top centerline of the melt pool is well aligned with the laser scanning direction, which drives \(\theta \rightarrow 0\) and \(v_T \rightarrow V\), the beam scanning velocity. After the G and \(v_T\) values are obtained, the cooling rate \(G \times v_T\) and morphology factor \(G/v_T\) can be calculated. Due to the extremely high temperature gradient near the bottom of the melt pool and a faster growth velocity at the top, Figure 8(c2) shows that the cooling rate is higher near the bottom and top centerline of melt pool suggesting a finer microstructure in these regions. However, this trend was not captured in Figure 8(c1). The morphology factor in Figures 8(d1) and (d2) decreases appreciably as the centerline is approached. The large value at the boundary is caused by dividing the thermal gradient by a growth velocity that is nearly zero. As this high morphology factor suggests a higher probability of the columnar microstructure formation, while the lower value at the center region indicates a larger potential of equiaxed microstructure. Tan et al. also showed the distribution of these solidification parameters in keyhole-shaped weld pools[59] with comparable general trends. As shown in Figure 3, the stray grains at the top centerline of the melt pool coincide with the regions featuring low \(G/v_T\) values in Figures 8(d1) and (d2). This agreement between simulation and experiment demonstrates that the nucleation and growth of the stray grains accumulated at the top centerline of the melt pool is promoted by an increase in the isotherm velocity and a decrease in the temperature gradient.

3D high-fidelity simulation results of the velocity fields represented by fluid velocity vectors and local stray grains propensity (\(\Phi \)) in melt pools at different laser parameters (a, d) P = 300 W, V = 400 mm/s, (b, e) P = 300 W, V = 800 mm/s, and (c, f) P = 300 W, V = 1200 mm/s. In (a through c) the nearest vertical planes are looking from the y direction. Subfigures (d) to (f) shows the corresponding \(\Phi \) distribution on yz cross-sections which has the highest \({\overline{\Phi }}\) value. The maximum melt pool boundaries are represented by blue curved lines. The specific location of these yz cross-sections are shown as transparent gray sections in the corresponding 3D views (Color figure online)
Figure 9 shows the fluid velocity and local nucleation propensity \(\Phi \) throughout the 3D melt pool generated by a constant laser power of 300 W and three different laser velocities, 400, 800, and 1200 mm/s. Figures 9(d) through (f) show the local \(\Phi \) distribution on specific yz cross-sections delineated in the corresponding 3D view by light gray planes. These yz sections were selected since the have the highest \({\overline{\Phi }}\) value within the melt pools, which are 23.40, 11.85 and 2.45 pct, respectively. These are transient values in a liquid melt pool that may not be appropriate to compare with experimental data in Figure 3 nor the \({\overline{\Phi }}\) values in Figure 6 since these values were taken in the middle of melt pool rather than close to the solid–liquid interface. Nucleation likely occurs closer to the solid–liquid interface as opposed to the middle of the melt pool as the temperatures are much lower, allowing nuclei to survive and grow.
In Figures 3(a), (d), (g), (h), there were stray grains far away from the top centerline. Since they are located in a much higher thermal gradient and lower solidification velocity field undercooling theory is not a satisfactory explanation for the formation of stray grains in these areas. This motivates consideration of the second mechanism that can cause the formation of stray grains, i.e., dendrite fragmentation caused by fluid flow across the tips of dendrites. When the fluid flow has a velocity component along the thermal gradient and is larger than the solid–liquid interface velocity, local remelting of the columnar dendrites can occur through the transportation of the solute enriched liquid from deep in the mushy zone up to the liquidus isotherm.[55] The detached dendrites can be carried by the convection current to the open liquid. Since the pool is undercooled, these fragments may survive long enough in the high temperature conditions to act as nucleation site for stray grains. Consequently, the dendrite fragmentation process could effectively increase the number of active nuclei (\(N_0\)) in the melt pool[15,60,61] and increase the area of stray grains in the resultant microstructure.
In Figures 9(a) and (b), the recoil pressure drives the molten fluid to flow downward which dominates the resultant flow. The backward component of the fluid velocity is correspondingly slower with a maximum value of 1.0 and 1.6 m/s for V = 400 and 800 mm/s, respectively. In Figure 9(c), as the laser velocity is further increased, the vapor depression is shallower and wider and the recoil pressure is more evenly distributed which pushes the fluid from the vapor depression to the surrounding areas. The backward flow becomes faster with a maximum value of 3.5 m/s. The average fluid velocity below the keyhole on the yz cross section at the maximum width of the melt pool is 0.46, 0.45, and 1.44 m/s for the cases shown in Figures 9(a), (b), and (c), respectively. The fluctuation of keyhole depth is quantified by its magnitude, which is defined as the difference between the maximum and minimum depth in each case. A strong vapor depression fluctuation with a range of 240 \(\mu \)m is found in the V = 400 mm/s case in Figure 9(a), but this fluctuation is significantly reduced in Figure 9(c) to a range of 16 \(\mu \)m. The fluid field and high extent of fluctuation in the V = 400 mm/s cases is consistent with previous keyhole dynamics simulations.[34]
Therefore, it is likely that the chaotic fluctuating flow in the V = 400 mm/s keyhole case drives the detached fragments from the solidified columnar dendrites along the melt pool boundary. The strong backward flow in the V = 1200 mm/s case may have the same effect though it was not observed in Figure 3. This heuristic explanation of the effect of fluid flow fields on dendrite fragmentation poses a plausible explanation for the existence of stray grain near the boundary of melt pool. To be clear, we do not have direct experimental observation of this phenomenon to validate this hypothesis. A constant nucleation number density was applied in the nucleation modeling just for the sake of simplicity when calculating the stray grain area fraction in this work. This means that the stray grain area fraction in Figure 9 does not reflect what may be happening in these high fluid flow melt pools, i.e., enhanced nucleation density, if dendrite fragmentation were to occur.
For the above reason, the effect of dendrite fragmentation on nucleation cannot be ruled out as yet. However, it should be noted that fragmentation theory is not sufficiently developed to have been validated in the welding literature[62] and thus is only considered to be of secondary importance. A laser scanning velocity exceeding 1200 mm/s is not suitable for single crystal repair and AM processing because they show evident balling, although they possess minimal stray grain area fractions. Therefore, we can conclude that a melt pool with minimal keyhole fluctuation and milder fluid velocity near the solidification front, generated by a lower P and higher V, though not at the extrema of the processing window, are the least likely to exhibit stray grains.
As a final remark, it is important to note that the investigation of the solidification behavior of single laser tracks gives us a better understanding of the stray grain formation during epitaxial growth. Our current results provide a general guideline for optimal laser parameters to achieve minimal stray grains and maintain single crystal structure. These guidelines provide a suitable process window for minimal stray grains, around power 250 W and scanning velocity 600 to 800 mm/s. Careful selection of each processing parameter has demonstrated success in printing nearly single crystalline microstructure for stainless steel in the past, which shows promise for CMSX-4 AM builds.[63] More stringent experimental testing and simulation would still be needed before initiating any AM repair process to ensure confidence. The interaction between two or more laser tracks must also be taken into account. In addition, the interaction between the laser, CMSX-4 powder and bulk material is important, and furthermore, the effect of different scan strategies can also play a significant role if multiple layers of CMSX-4 material must be accumulated during repair. When powder is involved, it may be difficult to mitigate stray grain formation by simply manipulating the laser powder and velocity because powders will introduce extra nucleation sites primarily when they are not fully melted, as suggested by the research of Lopez-Galilea et al.[22] Consequently, to address the feasibility of laser AM to repair CMSX-4 single crystals, the combination of substrate material, laser power, velocity, hatch spacing, and layer thickness all have to be taken into consideration and should be addressed in future studies. The CFD modeling is able to incorporate the interaction between two or more laser tracks and its effect on the thermal field, which will bridge the knowledge gap of our single bead studies with the nucleation conditions during an AM build scenario.
