
Abstract
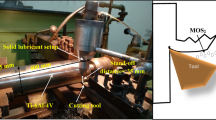
Titanium alloy is widely used in the aerospace industry due to many excellent properties such as high strength, low density, and good corrosion resistance. However, it is considered to be difficult to machine owing to their poor machinability, which is characterized by their low thermal conductivity and low chemical stability. To study the influence of cutting feed rate conditions on surface integrity, in this work, the experimental setup for the cutting test was developed with the online monitoring system using the dynamometer and infrared temperature tester. Variable cutting feed rates were applied in the cutting of Ti-6Al-4V alloy. The cutting force and cutting temperature during machining process were analyzed. Additionally, the surface roughness, hardness, residual stress, and microstructure of the machined surface of Ti-6Al-4V alloy were investigated. The cutting force, cutting temperature, and residual stress of workpiece were simulated based on the cutting experiments. The average error of cutting force and temperature between simulation and experiment was less than 10%, which showed a good agreement. The surface roughness exhibited an increasing trend as the feed rate increased. But there is a rapid increase of the surface roughness occurred when the feed rate exceeded 0.1 mm/rev. The compressive residual stress of the machined surface was characterized as increased at first and then decreased, reaching the maximum compressive residual stress value of 358.6 MPa at the feed rate of 0.10 mm/rev. The phase transition analysis was carried out by MATLAB after cutting Ti-6Al-4V. It was found that the α phase was decreasing and the β phase was increasing compared with the Ti-6Al-4V matrix. The transition from α phase to β phase during cutting Ti-6Al-4V could be facilitated by the high stress and rapid heating. The hardness evolution of the machined subsurface of Ti-6Al-4V was also characterized as increased at first and then decreased, reaching a maximum hardness value of 354.64 HV at the feed rate of 0.10 mm/rev. The work hardening-affected layer was about 400 μm. In summary, the high cutting force and high cutting temperature would induce the tool wear and deterioration of surface integrity of the machined workpiece when the feed rate exceeds 0.1 mm/rev. This suggests the existence of an optimal feed rate close to 0.1 mm/rev for the Ti-6Al-4V machining. It could provide a solid foundation for the further high-performance manufacturing of the key components with Ti-6Al-4V alloy.


















Similar content being viewed by others

References
Boyer RR (2010) Attributes, characteristics, and applications of titanium and its alloys. The Journal of The Minerals. Met Mater Soc (TMS) 62:21–24
Zhao QY, Sun QY, **n SW et al (2022) High-strength titanium alloys for aerospace engineering applications: a review on melting-forging process. Mater Sci Eng: A 845:143260
Zha XM, Yuan Z, Qin H et al (2023) Coupling mechanisms of static and dynamic loads during the ultrasonic impact strengthening of Ti-6Al-4V. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-023-11676-8
Elias CN, Lima JHC, Valiev R et al (2008) Biomedical applications of titanium and its alloys. J Miner Met Mater Soc (TMS) 60:46–49
Baltatu MS, Vizureanu P, Sandu AV et al (2021) New titanium alloys, promising materials for medical devices. Materials 14(20):5934
Zhuang KJ, Zhang XM, Ding H (2015) Evaluation of cutting forces and surface integrity in flank milling of heat-resistant-super-alloys with coated cemented carbide tools. Int Robot Appl Springer Int Publ 9245:651–663
Huang XD, Zhang XM, Ding H (2015) An analytical model of residual stress for flank milling of Ti-6Al-4V. Procedia CIRP 31:287–292
Zhuang KJ, Zhang XM, Zhu DH et al (2015) Employing preheating- and cooling-assisted technologies in machining of Inconel 718 with ceramic cutting tools: towards reducing tool wear and improving surface integrity. Int J Adv Manuf Technol 80(9):1815–1822
Ghani JA, Haron CHC, Hamdan SH et al (2013) Failure mode analysis of carbide cutting tools used for machining titanium alloy. Ceram Int 39(4):4449–4456
Liu MZ, Li CH, Zhang YB et al (2022) Analysis of grinding mechanics and improved grinding force model based on randomized grain geometric characteristics. Chin J Aeronaut 36(7):160–193
Abboud E, Attia H, Shi B et al (2016) Residual stresses and surface integrity of Ti-alloys during finish turning-guidelines for compressive residual stresses. Procedia CIRP 45:55–58
Liu DW, Li CH, Dong L et al (2022) Kinematics and improved surface roughness model in milling. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-022-10729-8
Patil S, Jadhav S, Kekade S et al (2016) The influence of cutting heat on the surface integrity during machining of titanium alloy Ti6Al4V. Procedia Manuf 5:857–869
Wang ZY, Ren JX, Zhou JH et al (2023) Correlation analysis of microstructure evolution on microhardness and residual stress for cutting Ti-6Al-4V titanium alloy. Proc Inst Mech Eng Part B: J Eng Manuf 237(6–7):885–898
Ullah I, Zhang S, Zhang Q et al (2021) Microstructural and mechanical property investigation of machined surface layer in high-speed milling of Ti-6Al-4V alloy. Int J Adv Manuf Technol 116(5–6):1707–1719
Liang XL, Liu ZQ, Wang QQ et al (2020) Tool wear-induced microstructure evolution in localized deformation layer of machined Ti-6Al-4V. J Mater Sci 55(8):3636–3651
Wang QQ, Liu ZQ, Yang D et al (2017) Metallurgical-based prediction of stress-temperature induced rapid heating and cooling phase transformations for high speed machining Ti-6Al-4V alloy. Mater Des 119:208–218
Wang QQ, Liu ZQ, Wang B et al (2017) Stress-induced orientation relationship variation for phase transformation of α-Ti to β-Ti during high speed machining Ti-6Al-4V. Mater Sci Eng: A 690:32–36
Duan ZJ, Li CH, Zhang YB et al (2023) Mechanical behavior and semiempirical force model of aerospace aluminum alloy milling using nano biological lubricant. Front Mech Eng 18(1):4
Liu MZ, Li CH, Zhang YB et al (2021) Cryogenic minimum quantity lubrication machining: from mechanism to application. Front Mech Eng 16(4):649–697
Sun JF, Huang S, Wang TM et al (2018) Research on surface integrity of turning titanium alloy TB6. Procedia CIRP 71:484–489
Pan ZP, Liang SY, Garmestani H (2019) Finite element simulation of residual stress in machining of Ti-6Al-4V with a microstructural consideration. Proc Inst Mech Eng Part B: J Eng Manuf 233(4):1103–1111
Liu HB, Wang CX, Liu ZH (2021) Numerical prediction of machining-induced surface residual stress for TC4 cryogenic turning. Int J Adv Manuf Technol 114(5–8):131–144
Rangasamy N, Rakurty CS, Balaji AK (2022) A multiscale study on machining induced surface integrity in Ti-6Al-4V alloy. Procedia CIRP 108:787–792
Hariprasad B, Selvakumar SJ, Samuel Raj D (2022) Effect of cutting edge radius on end milling Ti-6Al-4V under minimum quantity cooling lubrication-chip morphology and surface integrity study. Wear 498–499:204307
Peng ZL, Zhang XY, Liu LB et al (2023) Effect of high-speed ultrasonic vibration cutting on the microstructure, surface integrity, and wear behavior of titanium alloy. J Market Res 24:3870–3888
Zhuang KJ, Huang YJ, Weng J et al (2022) Numerical investigations on residual stresses in orthogonal cutting of Ti-6A1-4V. Procedia CIRP 108:199–204
Liang XL, Liu ZQ, Wang B et al (2023) Progressive map** surface integrity and multi-objective optimizing surface quality of machining Ti-6Al-4V based novel tool failure criterion. CIRP J Manuf Sci Technol 42:81–94
Li BX, Zhang S, Du J et al (2022) State-of-the-art in cutting performance and surface integrity considering tool edge micro-geometry in metal cutting process. J Manuf Process 77:380–411
Childerhouse T, M’Saoubi R, Franca L et al (2022) The influence of machining induced surface integrity and residual stress on the fatigue performance of Ti-6Al-4V following polycrystalline diamond and coated cemented carbide milling. Int J Fatigue 163:107054
Patel H, Patil H (2022) Tribological performance based machinability investigations of Al2O3-ZrO2 ceramic cutting tool in dry machining of Ti-6Al-4V alloy. Tribol Int 176:107776
Zha XM, Chen FB, Jiang F, Xu XP (2019) Correlation of the fatigue impact resistance of bilayer and nanolayered PVD coatings with their cutting performance in machining Ti-6Al-4V. Ceram Int 45:14704–14717
Zha XM, Jiang F, Xu XP (2018) Investigating the high frequency fatigue failure mechanisms of mono and multilayer PVD coatings by the cyclic impact tests. Surf Coat Technol 344:689–701
Zha XM, Wang TX, Chen FB et al (2022) Investigation the fatigue impact behavior and wear mechanisms of bilayer micro-structured and multilayer nano-structured coatings on cemented carbide tools in milling titanium alloy. Int J Refract Metal Hard Mater 103:105738
Zha XM, Wang TX, Guo BC et al (2023) Research on the oxidation resistance and ultra-high frequency thermal fatigue shock failure mechanisms of the bilayer and multilayer nano-coatings on cemented carbide tools. Int J Refract Metal Hard Mater 110:106043
Mia M, Khan MA, Dhar NR (2017) High-pressure coolant on flank and rake surfaces of tool in turning of Ti-6Al-4V: investigations on surface roughness and tool wear. Int J Adv Manuf Technol 90:1825–1834
Koné F, Czarnota C, Haddag B, Nouari M (2013) Modeling of velocity-dependent chip flow angle and experimental analysis when machining 304L austenitic stainless steel with groove coated-carbide tools. J Mater Process Technol 213(7):1166–1178
Smart EF, Trent EM (1975) Temperature distribution in tools used for cutting iron, titanium and nickel. Int J Prod Res 13:265–290
Ezugwu EO, Bonney J (2005) Finish machining of nickel-base Inconel 718 alloy with coated carbide tool under conventional and high-pressure coolant supplies. Tribol Trans 48(1):76–81
Hua Y, Liu ZQ (2018) Effects of cutting parameters and tool nose radius on surface roughness and work hardening during dry turning Inconel 718. Int J Adv Manuf Technol 96:2421–2430
Agrawal C, Khanna N, Pruncu CI et al (2020) Tool wear progression and its effects on energy consumption and surface roughness in cryogenic assisted turning of Ti-6Al-4V. Int J Adv Manuf Technol 111(5–6):1319–1331
Pratap A, Divse V, Goel S et al (2022) Understanding the surface generation mechanism during micro-scratching of Ti-6Al-4V. J Manuf Process 82:543–558
Liang XL, Liu ZQ (2017) Experimental investigations on effects of tool flank wear on surface integrity during orthogonal dry cutting of Ti-6Al-4V. Int J Adv Manuf Technol 93(5–8):1617–1626
Wan ZP, Zhu YE, Liu HW et al (2012) Microstructure evolution of adiabatic shear bands and mechanisms of saw-tooth chip formation in machining Ti6Al4V. Mater Sci Eng: A 531:155–163
Liu H, Wang C, Liu Z (2021) Numerical prediction of machining-induced surface residual stress for TC4 cryogenic turning. Int J Adv Manuf Technol 114:131–144
Elsheikh AH, Shanmugan S, Muthuramalingam T et al (2022) A comprehensive review on residual stresses in turning. Adv Manuf 10:287–312
Hou GM, Li AH, Song XH et al (2018) Effect of cutting parameters on surface quality in multi-step turning of Ti-6Al-4V titanium alloy. Int J Adv Manuf Technol 98(5–8):1355–1365
Hou GM, Li AH (2021) Effect of surface micro-hardness change in multistep machining on friction and wear characteristics of titanium alloy. Appl Sci 11(89):7471
Xu MR, Li CP, Kurniawan R et al (2022) Study on surface integrity of titanium alloy machined by electrical discharge-assisted milling. J Mater Process Technol 299:117334
Funding
This work was supported by the National Natural Science Foundation of China (No. 52205466), Natural Science Foundation for the Science and Technology Project of Fujian Province (No. 2021J05167), Foundation of State Key Laboratory of Digital Manufacturing Equipment and Technology (Grant No. DMETKF2022002), Education Research Project of Young and Middle-aged Teacher of Fujian Province (Project number: JAT200233), and Initial Scientific Research Fund Project of Jimei University (No. ZQ2021029).
Author information
Authors and Affiliations
Contributions
XZ: conceptualization, methodology, validation, resources, writing-review and editing, project administration, funding acquisition. HQ: formal analysis, data curation, writing-original draft. ZY: conceptualization, methodology, resources. LX: conceptualization, methodology, resources. TZ: investigation, supervision. FJ: conceptualization, resources, supervision, project administration.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix. MATLAB program
Appendix. MATLAB program
Image1 = imread (['Graphics file location']);
imshow(image1)
[x, y] = ginput (2);
x = round(x);
y = round(y);
x1 = min(x);
x2 = max(x);
y1 = min(y);
y2 = max(y);
image2 = image1(y1: y2 x1: x2);
imshow(image2)
[xx, yy] = size(image2);
figure (2)
mmax = max(max(image2));
mmin = min(min(image2));
image4 = image2-188;
imshow(image4)
figure (3)
pcolor(image4)
colormap('jet')
shading flat
set(gca,'YDir','reverse')
for i = 1:xx
for j = 1:yy
if image4(i,j) > 0
image4(i,j) = 1;
else
image4(i,j) = 0;
end
end
end
sumwiter = sum(sum(image4));
ratio = sumwiter/(xx*yy);
disp('The β-phase ratio is: ')
ratio
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zha, X., Qin, H., Yuan, Z. et al. Effect of cutting feed rate on machining performance and surface integrity in cutting process of Ti-6Al-4V alloy. Int J Adv Manuf Technol 131, 2791–2809 (2024). https://doi.org/10.1007/s00170-023-12458-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12458-y