
Abstract
SiC particle reinforced Al matrix composites (SiCp/Al MMCs) have been widely used in aerospace and other fields due to their excellent mechanical properties, and their machined surface integrity is crucial for the use of new generation high-tech equipment. In order to enhance the understanding and regulation of machined surface integrity in Al matrix composites, this article provides a comprehensive review of the research advancements regarding influential factors, damage characteristics, creation techniques for machined surfaces, as well as technologies for controlling machined surface integrity both domestically and internationally. The present study discusses the key issues and solutions in the processing of aluminum matrix composite materials, along with examining the extent and mechanism of various energy field assistance influence on the surface integrity of mechanically processed aluminum matrix composites. Ultimately, this article proposes future research prospects for achieving high surface integrity machining of aluminum matrix composites.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Al matrix composites are composite materials prepared by using a second phase as the reinforcing material and Al (or Al alloy) as the matrix material [1]. The material exhibits exceptional comprehensive properties, including low density, high specific strength and modulus, minimal expansion, excellent thermal conductivity, and outstanding reliability. It has demonstrated promising prospects for extensive applications in aerospace, transportation, nuclear energy, and electronic packaging fields (Fig. 1). The advancement in Al-based composite materials has facilitated the production of lightweight, flexible, and high-performance aircraft and satellites in the contemporary aerospace industry. For example, Pratt & Whitney Group's SiCp/Al MMCs was used as an engine fan outlet guide vane on the Boeing 777. Reports show that Al-based composites exhibit 7 times greater erosion resistance than resin-based composites in terms of impact resistance, resulting in a cost reduction of over 30%. Additionally, Al MMCs have gained widespread use and are currently one of the most popular research topics in the manufacturing industry.

Application of Al matrix composite materials in various fields
The incorporation of reinforcing phases, however, compromises the plasticity, toughness, and machinability of Al MMCs, rendering them challenging to machine. This is primarily evidenced by the accelerated tool wear rate during machining operations, subpar surface finish post-machining, and occurrence of multiple defects [2]. The integrity of the machined surface of Al MMCs is crucial as a key material in the aerospace field [3]. The quality of the machined surface directly impacts product performance, and once accuracy or quality falls short, repairing it becomes nearly impossible. The processing of damage can result in surface and interior deterioration of the material, leading to a reduction in its mechanical properties and constraining the optimal design of composite material structures [4]. The presence of processing damage, which serves as the root cause for crack initiation, significantly diminishes the fatigue life of components under cyclic loading conditions. Consequently, this leads to catastrophic failures and incalculable losses during operation. The extensive application of Al MMCs in various fields is severely impeded by the existence of processing damage. The suppression of processing damage and the achievement of high-quality processing in Al MMCs are of significant importance for their application. Consequently, extensive theoretical and experimental research on this topic has been conducted by scholars both domestically and internationally.
This article provides a comprehensive review of the research progress on influencing factors, damage characteristics, surface formation, and surface integrity control technologies of Al-based composite materials during processing, both domestically and internationally. Furthermore, it discusses the key challenges faced in the processing of Al-based composite materials along with their corresponding solutions. Finally, the research prospects for high surface integrity machining of aluminum matrix composites (Al MMCs) were proposed. Figure 2 illustrates the developmental process of surface creation and control technology to ensure superior surface integrity in Al-based composite materials.

2 Typical damage characteristics and influencing factors
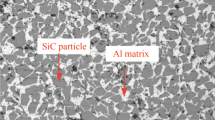
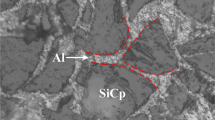
The SiCp/Al MMCs represent the most prominent category of Al-based composite materials, wherein aluminum or its alloy serves as the matrix and is reinforced with hard and brittle SiC particles. The presence of SiC reinforcement complicates the internal structure of SiCp/Al composites, rendering cutting operations challenging [11]. The primary manifestations include the intricate contact and friction conditions between the reinforced particles within the matrix and the cutting tool during the machining process, resulting in escalated tool wear and significantly reduced tool lifespan [12]. Furthermore, there exist notable disparities between the reinforced particles and the matrix material in various aspects, thereby leading to a significant impact on the machined surface due to particle motion and deformation behavior [13]. During the cutting process, a significant number of surface and subsurface damages, such as micro voids and microcracks, are generated. Additionally, the accumulation of dislocations caused by inconsistent deformation near the reinforced particles also alters the material removal mechanism, leading to a substantial reduction in both service life and performance of the material.
The combination of finite element analysis (FEA) and experimental investigations is employed by researchers to examine the deformation and failure of materials throughout the modeling process. By comparing the obtained results with experimental data, consistent damage phenomena are produced, thereby revealing the underlying mechanism of damage development. Additionally, it should be noted that the morphology of machining damage is influenced by both the relative position of reinforcing particles and the cutting edge of the tool. Pramanik et al. [14] simplified the cutting process of particle reinforced composite materials into three scenarios. The interaction between cutting tools and particles alters the fracture and debonding behavior of particles, potentially leading to localized surface hardening during machining. Liu et al. [15] improved the model and summarized the effect of SiC particle removal mode on surface damage morphology. When the cutting edge is positioned above the reinforced particles, it will traverse over them, resulting in micro fragmentation on their surface. Conversely, when the cutting edge is situated within the center of the reinforced particles, fracture will occur at their midpoint. When the cutting edge is positioned below the reinforced particles, it may cause the reinforced particles to be extracted from the matrix, resulting in surface pits. Interfacial debonding could also occur in all three scenarios. Some studies [16, 17] have also reached similar conclusions, and it has been found that the size of SiC particles significantly affects the quality of the processed surface.
The processing damage of SiCp/Al composite materials can be categorized into surface damage, subsurface damage, and edge damage based on their respective locations. Among them, typical surface damage features include: fragmentation of SiC particles, formation of holes due to extraction of SiC particles, grooves formed by scratching the machined surface with SiC particles, cracks formed around SiC particles due to interface debonding, tearing of Al matrix and its coating on the workpiece surface (Fig. 3a-c) [18]. The typical characteristics of subsurface damage primarily encompass particle fracture resulting from direct contact and stress transfer, particle detachment caused by direct contact and matrix displacement, as well as matrix cracking induced by crack propagation (Fig. 3d-f) [19]. The primary manifestation of edge damage is observed as severe edge collapse at the periphery of the workpiece [20], particularly in areas where the flat machining tool cuts into the workpiece (Fig. 3h-i). The primary causes of edge collapse damage include particle fracture, interfacial debonding, and matrix ductile fracture resulting from crack propagation along the negative shear plane. Moreover, an increase in the volume fraction of SiC particles enhances the susceptibility to edge collapse damage during the machining process. Hu et al. [21] explained the formation mechanism of drilling entrance damage in SiCp/A1 composite materials, suggesting that edge damage caused by crack opening and brittle fracture occurs when the maximum principal stress in the outer edge area of the drill bit exceeds the material's tensile strength limit.

The concept of surface integrity typically encompasses parameters such as surface roughness, surface defects, subsurface damage, and residual stress. Attaining optimal machining for high surface integrity is imperative in the application of Al MMCs. Extensive research has been conducted to investigate the influential factors on surface integrity during machining [22, 23].
From the perspective of the workpiece's inherent properties, the characteristics of the reinforcement play a pivotal role in determining the surface quality of the workpiece post-processing. Wu et al. [24] established a 2D model of SiCp/Al2024, demonstrating that the size, shape, and volume fraction of SiC particles directly affect the machinability of the material. Teng et al. [25] created a 2D milling FEA model of SiCp/Al composite material reinforced by micro/nanoscale particles (Fig. 4). The tool particle interaction and machined surface morphology of two different scales of Al MMCs were compared. Research findings indicate that nanoscale reinforced particles exhibit enhanced integrity and reduced susceptibility to fracture during the cutting process. The chip morphology exhibits continuity and the surface quality is enhanced, whereas micron-sized particles are susceptible to fracturing and debonding due to stress concentration, leading to chip segmentation and an increase in surface defects. Chen et al. [26] investigated the effect of reinforcement size and distribution on the cutting mechanism using simulated approaches. The machining performance of composite materials can be enhanced by achieving an optimal state with consistent dimensions and uniform dispersion, which also helps to mitigate fluctuations in cutting force and elevate machining quality.

Milling simulation and surface morphology of two types of enhanced particle sizes [25]
However, simulation of randomly distributed states can better simulate actual working conditions. Bao et al. [27] used the Johnson–Cook constitutive model to simulate the removal process of 45% and 65% SiC particles, and combined with experiments to study the phenomenon and pattern of burr formation during SiCp/Al cutting. They infer that a high proportion of SiC volume has an adverse effect on improving surface integrity, as it increases overall brittleness and tensile stress during processing, leading to increased risks of Al burrs protruding, interface debonding, and particle crushing. The key elements controlling the surface morphology of composite materials are the properties and orientation distribution of the reinforcement, as well as the cutting tool. The work hardening of composite materials is directly related to variations in reinforcing size [28].
Choosing different processing methods or adjusting and optimizing processing techniques is the main means for researchers to improve the surface integrity of machining. Lu et al. [29] investigated the surface integrity of SiCp/Al MMCs using diamond cutting tools and a small depth multiple cutting turning process. Research suggests that the method of multiple cuts with small cutting depths greatly eliminates machining residual stress, with the maximum residual stress being only about 37% of that of a single cut. Secondly, this technology also reduces the hole size of the cutting surface. Hung et al. [30] pointed out that there is a critical cutting depth for brittle plastic transition in MMCs. Zhou et al. [31] obtained through experiments that the cutting speed range for converting surface defects into plastic deformation in 25% SiCp/Al composite materials is between 100 mm/min and 200 mm/min. Saini et al. [32] used variance analysis and regression equations to determine the optimal cutting amount.
Essentially, the machined surface integrity of Al MMCs is closely related to the removal method and mechanism of reinforcement [33]. Wu et al. [34] established a 3D turning simulation model to study the effect of particle fracture mode on the machined surface. Particle fragmentation, total particle extraction, and particle compression entering the matrix are all observed in SiC reinforced particles. The cutting surface quality improves when the particle failure mode is mostly particle cutting. Therefore, particle properties (volume fraction, shape, size), processing methods, and particle removal methods are the main factors that affect the integrity of the processed surface. The following will be elaborated in detail in the specific processing technology.
3 Surface creation and surface integrity control
Currently, the material removal technologies for Al based composite materials include cutting (mainly turning and milling), grinding, and special machining processes (including high-pressure jet cutting, electric spark cutting, and laser cutting). However, pure special machining is only used for material segmentation or removal, resulting in low surface quality and difficult to meet the high-precision and high-quality surface requirements in aerospace and other fields [35, 36], Therefore, it will not be discussed separately in this article. This section mainly introduces the latest progress in cutting, grinding and energy field assisted machining technologies in the field of Al MMCs.
3.1 Cutting process
Cutting is the main method for high-quality and efficient removal of Al MMCs, mainly divided into turning and milling. Turning is the most basic and common cutting method, occupying a very important position in production. It is used to process workpieces with rotating surfaces, including Al MMCs. Milling is mostly used in the form of end face milling to process the flat surface of Al matrix composite workpieces.
Numerous studies have delved into the existence and formation mechanisms of machining defects during the cutting process. When Srivastava [37] turned A359/B4C/Al2O3 composite materials, it was pointed out that during the cutting process, holes are easily formed around silicon carbide particles and aggregate along the shear plane to form microcracks. The formation of these holes and cracks increases with the increase of feed speed. Particles are prone to fracture during the cutting process due to the high stress applied, which is also the main cause of crack initiation and will affect the fatigue life of the workpiece [38]. Zhou et al. [39] established FEA cutting models for two types of SiCp/Al MMCs, as shown in Fig. 5, taking into account the influence of the shape of SiCp (circular and irregular) on simulation accuracy. Analysis suggests that irregular polygons can more accurately reflect stress distribution and more specifically depict the generation and propagation of microcracks, which is conducive to a more comprehensive prediction of the degree of subsurface damage. Wu et al. [40] developed a FEA model for turning with polygonal SiC particles in order to investigate the material removal mechanism. It was found that SiC particles are prone to fragmentation during the machining process, and are mostly brittle erased, forming defects such as voids on the machining surface. **ang et al. [41] pointed out that the chip morphology will be affected by high shear strain in the first deformation zone during high-speed dry turning of 15% volume fraction Al6061/SiCp composite material, and increasing cutting speed will cause the chips to evolve from serrated to intermittently broken chips.

Finite element cutting models with different enhanced particle shapes [39]
Due to the extremely high hardness of SiC particles, this may result in rapid tool wear throughout the machining. Therefore, tool material selection, tool structure, and morphology all play a crucial role in optimizing the machining surface integrity of Al MMCs. High speed steel (HSS) has lower hardness and wear resistance, far from meeting the requirements for cutting SiCp/Al composite materials. Hard alloy tools (WC) only perform well when the volume fraction of SiC particles is low. The core of research on low damage machining tools for SiCp/Al composite materials is to improve tool wear resistance and sharpness. PCD tools have extremely high hardness and can maintain high wear resistance. They exhibit superior cutting ability when machining hard particle composite Al matrix materials, and have been found to achieve ductile removal of hard SiC particles. Bian et al. [42] conducted precision milling experiments on SiCp/A1 composite materials with a volume content of 65% SiC particles and an average diameter of 60–80 μm using a single crystal diamond milling cutter with a diameter of 3 mm. The results revealed that an extremely low surface roughness value of Ra of 0.078 μm was obtained under processing parameters such as spindle speed of 10 000 r/min, feed rate of 1 μm per tooth, and cutting depth of 2 μm. Ding et al. [43] examined the cutting performance of PCBN and PCD tools in the turning process of SiCp/Al MMCs. It was found that there is a positive relationship between the surface quality of machining and tool wear. The higher surface finish of PCD tools is attributed to the low adhesion of diamond materials and the higher wear resistance of PCD tools [44]. Overall, for processing SiCp/A1 MMCs, the higher the hardness of the tool material, the lower the surface roughness.
In addition to the tool material, the structure and surface morphology of the tool have also been proven to affect the quality of the machined surface. A study [45] showed that during turning, the larger the tool rake angle, the lower the surface roughness. The tool rake angle also has an impact on edge damage. As the rake angle increases, the size of edge damage in right angle cutting first decreases and then increases [46]. Liu et al. [47] showed that turning SiCp/2024A1 changed the removal mode of hard particles (pulling and cutting—pressing and cutting) with an increase in negative rake angle. The surface roughness was the smallest when the tool rake angle was -30°. Lu et al. [48] established a two-dimensional cutting simulation model considering the characteristics of the particle matrix interface, and studied the influence of PCD geometric parameters (mainly the tool rake angle) on the machinability of SiCp/Al composite materials. The change in tool rake angle can significantly affect the stress state and particle removal form in the machining area, ultimately affecting cutting force and surface integrity. Positive rake angle tools can easily pull particles out of the substrate, causing large surface cavities, while negative rake angle tools can easily cause particles to press into the machined surface and form small cavities. The experimental and simulation results are shown in Fig. 6. The optimal rake angle was -5°, which was conducive to particle fracture and the formation of a smooth machined surface with small cavities. Wang et al. [49] investigated how textured PCD tools affected cutting performance, as shown in Fig. 7. Infrared nanosecond laser processing was used to machine rounded micro grooves on the tool and used for processing SiCp/Al composite materials. The textured tool reduces cutting force and tool wear, reduces Ra value by 20%, and reduces the interaction between the tool and chips, improving the anti-adhesion effect of the tool surface.

Relationship between the effect of tool rake angle on average cutting force and roughness [48]

Cutting simulation and machining surface morphology of texture tools [49]
The surface integrity of SiCp/Al composite materials is highly dependent on particle content and particle size in the material. Researchers investigated the effect of particles on machining surface integrity using various cutting process parameters, giving a theoretical foundation for optimizing the cutting process of Al MMCs.
Zhou et al. [50] established a high-volume fraction (56 vol%) SiCp/Al MMCs heterogeneous composite FEA model. The particles are randomly distributed polygons, and the failure behavior of SiC particles is described using the brittle fracture criterion. In addition to studying the effects of different processing parameters on the machinability (surface quality and sub surface residual stress) of composite materials, the formation mechanism of edge defects in cutting SiCp/Al composite materials with cutting tools was also emphasized. Research has shown that the surface quality and edge defects of machining mainly depend on the form of particle fracture, including fragmentation, partial fragmentation, cutting, fracture, and extraction. Increasing cutting speed and reducing cutting depth is beneficial for reducing the size of edge defects. Pramanik et al. [51] used diamond blades to turn 20% SiCp/Al MMCs and found that the roughness of the machined surface is most affected by the feed rate. After processing, there is residual compressive stress on the surface, which is caused by the squeezing effect of the tool on SiC particles. Moreover, increasing the feed rate can reduce the longitudinal compressive residual stress. Baburaj et al. [52] experimentally recorded the surface roughness values of 5% SiCp/Al MMCs turning with hard alloy blades, and optimized the turning parameters of SiCp/Al (cutting speed, feed rate, cutting depth, and tool tip radius) using genetic algorithm, establishing a surface roughness model. The model shows that the feed rate and cutting depth have the greatest impact on surface roughness, while the tool tip radius has the smallest impact. Wu et al. [40] discussed the effect of cutting depth on the surface integrity and cutting force of Al MMCs with a 20% particle volume ratio through experiments and FEA models, and analyzed the formation mechanism of subsurface damage. Liu et al. [15] investigated the effect of cutting speed on the removal mode of SiC particles, and the results showed that at higher cutting speeds, due to the work hardening of the matrix, the fracture strength was increased, and more stress was applied to SiC particles, making the stress on SiC particles faster and easier to reach their fracture limit. The fracture of SiC particles occurred before debonding, making it easier for SiC particles to be cut off rather than pulled out, thereby reducing larger machining damage such as pits. Wu et al. [53] have drawn different conclusions through simulation that when the cutting speed is low, the fracture of SiC particles will occur before the interface debonding. These conflicting results may be caused by different interface failure criteria.
The milling process parameters also play an important role in the quality of the processed surface [54]. Jayakumar et al. [55] conducted milling experiments on SiC/Al356 composite materials using ball end milling cutters and found that the surface roughness Ra decreased with increasing cutting speed, feed rate, and cutting depth, fluctuating between 0.564 and 2.804 μm. Zhang et al. [56] analyzed through orthogonal experiments that increasing milling speed can affect the accumulation of chips on the cutting edge, resulting in unstable cutting conditions and an increase in surface roughness. Zhang [57] used PCD micro milling cutters to process 20% volume fraction SiCp/Al2009 composite materials. The influence of feed rate, milling speed, and milling depth on surface quality gradually decreases. **ong et al. [58] obtained a similar conclusion when milling 6% TiB2/Al composite materials, and the feed rate has a major impact on surface roughness. In addition, he also studied the variation pattern of residual stress, which is positively correlated with the feed rate range and negatively correlated with the milling speed. Overall, the conclusion is that smaller cutting depths, lower cutting speeds, and smaller feed rates lead to better surface finish.
3.2 Grinding process
Grinding processing is the process of numerous abrasive particles being scraped, plowed, and formed into chips to remove material from the workpiece substrate material [59]. Grinding is often used as the final manufacturing process for SiCp/Al composite materials, exerting a direct influence on the ultimate surface quality. Conventional grinding of SiCp/Al can produce good machined surface quality with minimal damage [13, 60]. The processing method, however, is also associated with the limitations of minimal material removal per pass and rapid abrasive wear [61].
The characteristics of the cutting tool during the cutting process significantly impact the workpiece's machinability. Similarly, the type of grinding wheel and the arrangement of abrasive particles have an impact on the workpiece's grindability. Xu et al. [62] proposed using SiC grinding wheels for grinding SiCp/Al composite materials, where a large number of SiC particles were broken and attached to the grinding surface. Considering the high economic efficiency of SiC grinding wheels, they are considered to have the potential for rough grinding of SiCp/Al MMCs. Du [63] reported that when using diamond grinding wheels to finely grind 10% SiCp/Al MMCs, the removal methods of SiC particles exhibit diversity, with fewer brittle fractures and more shear removal (plastic removal), resulting in higher surface quality during grinding. Under the same processing conditions, the surface quality of SiCp/Al composite materials processed with SiC grinding wheel, CBN grinding wheel, and diamond grinding wheel gradually increases, while surface damage such as debonding, particle breakage, and surface cracks of the reinforcement in the workpiece gradually decreases [64]. Researchers have found great potential for textured grinding wheels to improve the quality of ground surface processing [65, 66]. Li et al. [67] used laser pulse ablation technology (PLA) to texturize diamond particles and dry grind 70% SiCp/Al composite material using this diamond grinding wheel. The abrasive texturing treatment formed multiple micro cutting edges, as shown in Fig. 8. Multiple micro cutting edges reduce the thickness of each material removal, reducing the probability of brittle removal. On the other hand, they also increase the chip capacity of the grinding wheel, resulting in lower grinding temperature and higher surface integrity. After grinding, delamination and holes are commonly formed on the machined surface of SiCp/Al workpieces, which is due to the coating of the Al substrate on the ground surface and the pulling out of hard particles. The volume content and processing parameters of the enhanced particles are expected to exert a significant influence on the surface quality of the processing.

Grinding mechanism and machined surface of abrasive textured grinding wheel [67]
The grinding process parameters, serving as the primary means for adjusting the quality of the grinding surface in traditional grinding processes, have been extensively investigated. When SiCp/Al composite materials are ground, the removal method is a combination of toughness and brittle breakage. Grinding settings can be changed to change the proportion of toughness and brittle fracture. As the feed speed and grinding depth rise, severe buildup and adhesion phenomena occur on the grinding surface [68]. Du et al. [69] established a simulation model for single diamond grinding, which studied the effects of cutting depth and cutting speed on particle removal and surface formation processes. When the cutting depth was small, there was less collision and friction between abrasive particles and SiC particles. When the cutting speed was high, the Al coating cover up some defects, and the scratch surface of the workpiece was the smoothest. Zhu et al. [70] developed a surface roughness prediction model for 70% SiCp/Al MMCs. Based on this, the lowest surface roughness can be quickly obtained by optimizing the grinding wheel speed, workpiece feed speed, and grinding depth. Gao et al. [71] established a prediction model for grinding surface roughness of 60% SiCp/Al composite materials. The model evaluated the impact of three grinding parameters on surface roughness, and the spindle speed had the highest impact. As the speed increased, the surface roughness dropped and subsequently rose. The degree of effect of grinding depth is second, and as the grinding depth increases, the surface roughness first increases and then reduces. Surface roughness is positively connected with feed rate, which has the least influence on it. The minimum value of surface roughness Ra was obtained as 0.51 μm under the same process optimization. Guo et al. [3] used ceramic bonded CBN grinding wheels to process SiCp/Al workpieces and studied the effect of grinding speed on surface and subsurface damage. The research content covers the evolution of surface damage morphology, the control mechanism of Al crystallization on the sub surface, the effect mechanism of oxygen rich zone distribution on sub surface cracks, and the material removal mechanism. The increase in grinding speed reduces defects such as surface scratches and dents, reduces the plastic deformation of subsurface Al crystals (Fig. 9), reduces the thickness of the first and second deformation zones (Fig. 10), and improves the surface integrity of SiCp/Al MMCs through high-speed (307.0 m/s) grinding.

Effect of grinding speed on subsurface morphology and surface morphology [3]

Effect of grinding speed increase on machining deformation zone [3]
However, compared to cutting, there is relatively little research on the grinding process of SiCp/Al MMCs, and it mainly focuses on the grinding performance of grinding wheels. The wear and blockage of grinding wheels are the difficulties in the grinding process of SiCp/A1 MMCs. This is because during the grinding process, the grinding debris itself can absorb relatively less heat and carry it away. Most of the heat is transferred to the workpiece through the grinding wheel, causing a sudden increase in the temperature of the processing area. Due to the lower melting point of the aluminum matrix in comparison to silicon carbide, it is more susceptible to undergoing a phase transformation into a molten state. Consequently, the molten aluminum matrix envelops and adheres to the silicon carbide particles, resulting in their bonding with the grinding wheel and subsequently leading to blockage [72].
3.3 Energy field composite processing technology
The increasing demand for surface integrity in machining has rendered traditional mechanical removal alone insufficient. Currently, the development trend in high surface integrity machining technology for SiCp/Al composite materials involves integrating traditional cutting processing with other non-traditional energy fields to maximize their respective advantages. There are now numerous non-traditional processing methods available for SiCp/Al MMCs, including as laser aided machining (LAM) and ultrasonic vibration-assisted machining (UVAM), which have been shown to increase surface quality and minimize cutting force [73]. To reduce hardness, enhance ductility, and minimize component damage, LAM integrates localized high-temperature heating with conventional processing techniques. It primarily encompasses laser-assisted turning and milling.
3.3.1 Ultrasonic vibration-assisted machining technology
The UVAM method incorporates ultrasonic vibration into traditional cutting and grinding techniques, enabling the tool or workpiece to experience both high-frequency and regular vibrations while in motion, as shown in Fig. 11. The characteristic of intermittent cutting is observed, which significantly impacts the reduction of cutting force and cutting temperature. Furthermore, it has been experimentally demonstrated to possess advantages in enhancing machining surface quality and diminishing cutting force [74]. It finds extensive application in the processing of hard and brittle materials, high-temperature alloys, as well as composite materials.

UVAM is also applied to machining Al MMCs, and there are advantages in surface integrity during machining [75]. Kim et al. [76] conducted routine turning and ultrasonic vibration-assisted turning (UVAT) experiments on SiCp/Al composites with particle content of 17% and 15%, and found that the surface roughness of UVAT decreased by 33% and 52.5%, respectively. Wang et al. [18] used ultrasonic vibration-assisted milling to process 20% SiCp/Al MMCs. Research has shown that UVAM can effectively reduce surface defects. Zhou et al. [72] used rotational ultrasonic surface grinding to grind (45%) SiCp/Al MMCs. Compared with conventional grinding, the average surface roughness can be reduced by 11.53%. The UVAM process was very crucial in determining the quality of the machined surface. Ying et al. [77] studied the ultrasonic vibration-assisted grinding (UVAG) process of SiCp/Al, and obtained the proportion of the influence of ultrasonic amplitude and grinding parameters on surface roughness through single factor experiments. The conclusion was: ultrasonic amplitude > feed speed > grinding wheel linear speed > grinding depth. The minimum value of Ra was obtained as 0.151 μm when the amplitude was fixed at 2 μm. The machined surface roughness is significantly influenced by the different texture morphologies generated due to variations in vibration characteristics. Liu et al. [78] suggested using higher cutting speeds and vibration frequencies in ultrasonic vibration-assisted milling, which can reduce surface roughness by more than 40%.
A significant number of researchers have conducted an in-depth analysis on the factors contributing to enhanced surface quality in UVAM through a comprehensive examination of ultrasonic motion characteristics and material removal mechanisms. Zhou et al. [79] studied the mechanism of ultrasonic vibration and material removal during the turning process of SiCp/Al composite materials through scratch experiments. He believed that ultrasonic vibration can reduce surface roughness by about 20%. The machining schematic and surface are shown in Fig. 12a and b. High frequency vibration provides greater cutting kinetic energy, making it easier for SiC particles to be broken and filled into defects such as pits, reducing surface scratches caused by broken particles during movement. From Fig. 12c, it can be concluded that the roughness values (Ra and Rz) increased with the increase of cutting speed. Compared with CT (traditional turning), the roughness values of UVAT surface were significantly reduced, reaching about 20%. In traditional cutting processes, with the advancement of the cutting edge, the passive aggregation of particles is enhanced, ultimately leading to cluster detachment. This is also the reason why surface roughness increases with the increase of cutting speed. Scholars have reached a similar conclusion through experiments [80]. In traditional turning, the fracture strength of SiC particles was 1427 MPa. In contrast, UVAM reduced the fracture strength of SiC by 89 MPa. Du et al. [81] discussed the effect of dynamic impact of ultrasonic elliptical vibration on the material removal mechanism. Ultrasonic elliptical vibration improved the machinability of composite materials. From the perspective of removal process of hard particles, the difficulty of particle fracture was reduced, mainly due to the acoustic softening effect of ultrasound. Li et al. [82] conducted a similar rotational ultrasonic vibration single scratch experiment for high volume fraction composite materials. The sound softening effect and high strain rate impact force brought by ultrasound make hard SiC particles easier to crack and be pressed into the Al matrix, thus filling the defects while also suppressing crack propagation. In terms of subsurface damage, it has also been reduced, as explained by the "skin effect" and stress relaxation effect. Zheng et al. [83] conducted experimental research on ultrasonic vibration-assisted single particle cutting of SiCp/Al composite materials. The results demonstrated that ultrasonic vibration effectively fractures SiC particles into smaller fragments, thereby enhancing the material removal rate. Simultaneously, the cutting force and friction coefficient between the workpiece material and abrasive particles were observed to be lower compared to conventional machining techniques.

Schematic diagram of comparison between ultrasonic vibration-assisted turning and traditional turning [79]
The utilization of ultrasonic vibration cutting overcomes challenges encountered in traditional cutting and grinding processes, including excessive cutting force, significant tool wear, and subpar surface quality. Table 1 shows the comparison of output parameters between the ultrasonic vibration assisted machining process of SiCp/Al and traditional mechanical machining. By harnessing the acoustic softening effect of ultrasonic vibrations, the challenges associated with removing difficult-to-machine materials have been significantly mitigated, thereby showcasing remarkable capabilities in enhancing surface quality and minimizing subsurface damage. Moreover, ultrasonic assistance has proven to be highly effective in ameliorating grinding wheel clogging issues and prolonging their operational lifespan.
3.3.2 Laser assisted machining technology (LAM)
LAM is a precision manufacturing technique that involves utilizing a laser beam to heat the workpiece, inducing microstructural changes or localized material modification near the tool, followed by cutting to remove excess material. During the LAM process, external heat sources are utilized to thermally activate local workpiece materials prior to processing, resulting in material softening or modification. Consequently, facile removal using tools is facilitated. Moreover, a substantial reduction in cutting force ensues, thereby yielding superior surface quality. The majority of current research on LAM of SiCp/Al MMCs focuses on turning and milling processes.
Laser assisted processing rapidly softens difficult to machine materials and improves their machinability. Abedinzadeh et al. [85] studied laser assisted turning (LAT) of SiC-Al2O3/Al composite materials, and Fig. 13 shows the machining schematic. The results demonstrate that laser preheating can lower cutting force by 26%, and surface roughness decreased with the decrease of cutting force. Surface roughness was reduced by 51% when cutting conditions were adjusted (laser power, cutting depth, and cutting speed). Zhai et al. [86] analyzed the microstructure, residual stress, and roughness of the machined surface following the LAM experiment, and found that LAM was superior to traditional turning techniques, with a considerable drop in surface roughness values. Through studies on LAM of SiCp/Al composite materials, Kong et al. [87] investigated the wear of hard alloy tools and the surface roughness of workpieces. They discovered that the surface roughness achieved by LAM under the same conditions was lower, and that the tool wear rate was reduced by 2.31 times. Deng et al. [88] suggested a novel material processing method that combines laser surface melting modification with precision milling. By controlling the laser processing parameters and enhancing the volume fraction of the material, surface laser modification experiments were conducted. The laser changed zone's milling surface and edge morphology were uniform and defect free, and the processed surface quality increased by 90.4% when compared to the original unmodified zone. Zhao et al. [9] proposed a novel laser assisted micro milling technology, as shown in Fig. 14.

Laser assisted turning device [85]

Laser surface modification system and its principle [9]
In an oxygen rich environment, nanosecond laser induced generation of easily removable metamorphic layers, combined with mechanical milling, can easily (with minimal cutting force) remove high-quality SiCp/Al composites with high particle size ratio (Sa = 147 nm). The main advantage lies in the laser modification of Al matrix composite materials, which enhances workpiece machinability, reduces tool wear, and consequently improves processing integrity.
Laser can melt and evaporate SiC particles and Al substrates, making them very suitable for high feed rates and improving processing efficiency. However, due to the varying temperature rise rates and other features of the two materials, controlling the quality of the treated surface is difficult [89, 90]. Kong et al. [91] also conducted LAM experiments and found that tool wear can be significantly reduced within the preheating temperature range of 220–320 °C. From the perspective of the effect of LAM of SiCp/A1 MMCs, its advantage mainly lies in reducing tool wear, with little influence on reducing machining damage. Niu and Chen [54] found that thermal loading can also enhance surface integrity through surface defect coatings based on deformable substrates, resulting in smoother surfaces. But it will lead to a decrease in the mechanical properties of the coating surface. Wang et al. [92] studied LAM of 45% SiCp/Al MMCs. Although the surface defects such as dents and voids were significantly reduced, thermal cracks were inevitably generated at high laser temperatures. The experiment of laser assisted high-speed cutting of 17% SiCp/Al MMCs also showed a similar phenomenon. This method can effectively improve surface quality and significantly improve production efficiency, but the laser generates thermal residue at high temperatures [93].
Table 2 shows the comparison of output parameters between the LAM processing technology of SiCp/Al and traditional mechanical machining. However, the use of cutting fluid is often omitted in this process, and strict control over laser power is necessary to prevent the expansion of thermal impact and internal damage to the material [94]. Additionally, the softening of metal caused by high temperatures from the laser and blockage of the grinding wheel make it unsuitable for grinding operations.
3.3.3 Other auxiliary processing technologies
Ultra-low temperature assisted machining (ULTAM) is the addition of a liquid nitrogen cooling system on the basis of traditional machining techniques to achieve an ultra-low temperature environment in the cutting area. Under ultra-low temperature conditions, the plasticity of the Al matrix decreases and the supporting effect on silicon carbide particles increases [97]. Zhang et al. [98] sprayed low-temperature liquid nitrogen to the milling center in the form of spray during the PCD tool milling of 45% SiCp/Al composites, as shown in Fig. 15a. Under low temperature conditions, using a higher milling speed (above 240 m/min) helps to reduce the micro hardness and residual stress of the machined surface. Under grinding conditions, as shown in Fig. 15b, the addition of stable low-temperature conditions transforms the removal mode of SiC reinforced particles from brittle removal to plastic removal [99]. ULTAM has unparalleled advantages over conventional machining methods, including less/no environmental pollution, low health hazards, good surface integrity of parts, high machining efficiency, long tool life, and low overall machining costs. It is suitable for turning, milling, and grinding difficult to machine materials.

The surface integrity of grinding is closely related to the working surface state of the grinding wheel. For example, for super hard abrasive wheels, severe wear of the grinding wheel can cause a sharp deterioration of surface integrity. The online electrolytic dressing assisted grinding (ELID) technology is an electrochemical technique that applies current to the grinding wheel during the conventional grinding process to maintain efficient use of the grinding wheel. The schematic diagram is shown in Fig. 16. ELID is applied to ultra-precision machining of SiCp/A1 composite materials, which can increase the height of abrasive grains, increase the chip holding space of the grinding wheel, and greatly remove SiC particles by plasticity [100]. The common feature of both methods mentioned above is the use of grinding processing, which involves deep cutting of SiCp/Al composite materials with very small single abrasive particles to achieve the removal of SiC particles in the ductile domain, thereby reducing machining damage. However, this technology cannot be separated from the use of a large amount of grinding fluid, which can easily cause waste and environmental pollution issues.

ELID schematic diagram [101]
3.3.4 Multi energy field composite processing technology
The single energy field composite machining technology has excellent performance in cutting low particle volume fraction Al MMCs. In order to further high-quality remove (70%) SiCp/Al MMCs, researchers have integrated ultrasonic vibration and laser into the traditional cutting process. Peng et al. [102] proposed a dual layer ultrasonic vibration composite laser assisted machining technology (L-UVAM). This multi field composite processing technology improves the plastic removal ability of (70%) SiCp/Al composite materials, reduces surface roughness during processing, and suppresses surface and subsurface damage. Optimization of laser power is important for L-UVAM high quality machining [103]. Kim et al. [104] used L-UVAM technology to turn SiCp/Al2124 workpiece, which reduced the chip accretion caused by turning tool in the process of LAM, reduced the cutting force and improved the surface quality. By changing the laser power, the heat affected zone of the laser can be controlled within the cutting depth of the material. Li et al. [10] also conducted a similar study, which combines laser heating and ultrasonic vibration on the basis of conventional turning. Among them, the softening effect caused by laser heating weakens the matrix's support for particles, reduces the overall hardness of the material, and makes it easier for the tool to push particles along the shear plane distribution. The intermittent contact separation machining method enhances heat dissipation efficiency and extends the service life of the cutting tool. As shown in Fig. 17e, it was found that there were a large number of pores on the surface of CM and a large area of matrix detachment. However, L-UVAM greatly improved this phenomenon, with only a small number of pits. In addition, the Al material was softened and coated with some surface defects by heating (Fig. 17d). Figure 17c shows that the surface roughness Ra of L-UVAM was significantly lower than that of CM, and the surface roughness can be minimized by optimizing laser power (200W).

Schematic diagram of L-UVAM and machined surface morphology [10]
In terms of grinding, Wang et al. [105] proposed a novel hybrid machining technology that comprehensively utilizes photocatalysis, electrochemistry, and mechanical grinding technology (PAECMG). The equipment schematic is depicted in Fig. 18. On one hand, this technology facilitates the electrochemical dissolution of Al to accelerate its dissolution, while simultaneously inducing abrasive particle damage to the surface passivation layer of the workpiece. On the other hand, by softening SiC hard particles through photocatalytic reactions (converting SiC into SiO2), and then cooperating with mechanical grinding, protruding SiC particles can be easily removed. From the perspective of processing effect, PAECMG technology with photocatalysis can form a neat and smooth processing surface, while electrochemical grinding (ECMG) without photocatalysis causes many pits on the processing surface.

Schematic diagram of PAECMG system and material removal process [105]
4 Conclusion
Al matrix composites play a crucial role in various industries, particularly aerospace. This article examines the factors influencing surface integrity and damage characteristics of Al matrix composite materials during processing, providing a comprehensive review on surface creation and control technology for maintaining surface integrity throughout the process. The influence and mechanism of different energy field aids on the surface integrity of machined aluminum matrix composites were discussed. The control of surface integrity in Al matrix composites can be achieved through various methods during mechanical processing. In summary, the following points can be highlighted as follows:
-
(1)
To achieve high-quality processing, it is essential to focus on the suppression of processing damage. The processing damage of aluminum matrix composite materials primarily encompasses three key aspects: surface damage, subsurface damage, and edge damage. The defects generated on the processed surface are the primary cause for diminishing the surface quality and integrity of the workpiece.
-
(2)
The properties of the matrix material, including its shape, volume ratio, size, and distribution state of the reinforcement, significantly impact the machinability of Al matrix composites. The mode and mechanism of removing reinforcement material are crucial factors that determine the integrity of the processed surface.
-
(3)
Cutting and grinding are the fundamental methods for achieving high-quality surface machining. Surface integrity can be controlled by modifying processing techniques, adjusting processing parameters, and optimizing tool (grinding wheel) characteristics. The relationship between chip state, cutting force, cutting temperature, and surface quality is inherently interconnected during the machining process. Aiming for low damage machining of Al matrix composites involves reducing both the cutting force and cutting heat.
-
(4)
Various energy field-assisted machining technologies, such as ultrasonic vibration, laser, low-temperature, and electrochemical methods, are effective means of enhancing the surface integrity of aluminum matrix composites during machining.
The high surface integrity processing technology of Al matrix composites has achieved significant progress. However, there are still areas with insufficient research that may become future research hotspots. Figure 19 shows the summary and prospect of surface formation and integrity control technology.

-
(1)
There are still gaps and limitations in the research of emerging energy field-assisted technologies, such as finite element simulation of laser-assisted machining, low-temperature assisted machining, and other composite machining. Further comprehensive and systematic investigation is required to advance our understanding of these novel composite machining techniques and their impact on surface integrity.
-
(2)
The majority of studies primarily focus on the removal mechanism and surface integrity of materials from a macroscopic perspective, such as the evolution of damage on machined surfaces, chip states, etc. However, there is limited research that delves into material removal from a microscopic standpoint, including grain alterations, characteristics of dislocation motion, and evolution at material interfaces.
-
(3)
The integration of conventional processing with intelligent recognition and automated control systems may also emerge as the next prominent research direction. Enhance surface integrity through monitoring and control systems, develop intelligent technologies for monitoring and automated control of surface integrity, and enforce stringent controls on surface integrity during the production of critical components.
5 Nomenclature
SiCp/Al MMCs SiC particle reinforced Al matrix composites
L-UVAM Laser-ultrasonic vibration-assisted machining
Al MMCs Al matrix composites
ULTAM Ultra-low temperature assisted machining
PCD Polycrystalline Diamond
PLA Laser pulse ablation technology
PCBN Polycrystalline Cubic Boron Nitride
FEA Finite element analysis
UVAM Ultrasonic vibration-assisted machining
ELID Electrolytic dressing assisted grinding
UVAT Ultrasonic vibration-assisted turning
CM Conversional machining
UVAG Ultrasonic vibration-assisted grinding
PAECMG Photocatalysis, electrochemistry, and mechanical grinding technology
LAM Laser assisted machining
ECMG Electrochemical grinding
LAT Laser assisted turning
References
Singh B, Kumar I, Saxena KK, Mohammed KA, Ijaz Khan M, Ben Moussa S, Shukhratovich Abdullaev S (2023) A future prospects and current scenario of aluminium metal matrix composites characteristics. Alex Eng J 76:1–17. https://doi.org/10.1016/j.aej.2023.06.028
Samal P, Vundavilli PR, Meher A, Mahapatra MM (2020) Recent progress in Al metal matrix composites: A review on processing, mechanical and wear properties. J Manuf Process 59:131–152. https://doi.org/10.1016/j.jmapro.2020.09.010
Guo S, Lu S, Zhang B, Cheung CF (2022) Surface integrity and material removal mechanisms in high-speed grinding of Al/SiCp metal matrix composites. Int J Mach Tools Manuf 178:103906. https://doi.org/10.1016/j.ijmachtools.2022.103906
Gatea S, Jwad T, Chen F, Ou H (2023) Micromechanical Modeling of the deformation and damage behavior of Al6092/SiC particle metal matrix composites. J Mater Eng Perform. https://doi.org/10.1007/s11665-023-07907-4
Zhao B, Ding W, Shan Z, Wang J, Yao C, Zhao Z, Liu J, **ao S, Ding Y, Tang X, Wang X, Wang Y, Wang X (2023) Collaborative manufacturing technologies of structure shape and surface integrity for complex thin-walled components of aero-engine: Status, challenge and tendency. Chin J Aeronaut 36:1–24. https://doi.org/10.1016/j.cja.2023.02.008
Chen W, Zheng L, **e W, Yang K, Huo D (2019) Modelling and experimental investigation on textured surface generation in vibration-assisted micro-milling. J Mater Process Technol 266:339–350. https://doi.org/10.1016/j.jmatprotec.2018.11.011
Cao Y, Zhu YJ, Ding WF, Qiu YT, Wang LF, Xu JH (2022) Vibration coupling effects and machining behavior of ultrasonic vibration plate device for creep-feed grinding of Inconel 718 nickel-based superalloy. Chin J Aeronaut 35:332–345. https://doi.org/10.1016/j.cja.2020.12.039
Yue Y, Zhao B, Wu B, Ding W (2022) Undeformed chip thickness and machined surface roughness in radial ultrasonic vibration-assisted grinding process. Int J Adv Manuf Technol 123:299–311. https://doi.org/10.1007/s00170-022-10187-2
Zhao G, Mao P, Li L, Iqbal A, He N (2020) Micro-milling of 65 vol% SiCp/Al composites with a novel laser-assisted hybrid process. Ceram Int 46:26121–26128. https://doi.org/10.1016/j.ceramint.2020.07.107
Li B, **ang D, Peng P, Li Y, Liu G, Gao G, Zhao B (2023) Experimental and FEM study of surface formation and deformation mechanism of SiCp/Al composites in laser-ultrasonic vibration assisted turning. Ceram Int 49:13510–13519. https://doi.org/10.1016/j.ceramint.2022.12.226
Laghari RA, Jamil M, Laghari AA, Khan AM, Akhtar SS, Mekid S (2023) A critical review on tool wear mechanism and surface integrity aspects of SiCp/Al MMCs during turning: prospects and challenges. Int J Adv Manuf Technol 126:2825–2862. https://doi.org/10.1007/s00170-023-11178-7
Setia S, Chauhan SR (2021) Comparative analysis and optimization of FEM and RSM based regression model with experimental results for the dry turning of SiCp-Al7075 composite. SILICON 13:4681–4701. https://doi.org/10.1007/s12633-020-00711-y
Pu B, Zhang X, Zhao D, He C, Shi C, Liu E, Sha J, Zhao N (2021) Achieving prominent strengthening efficiency of graphene nanosheets in Al matrix composites by hybrid deformation. Carbon 183:530–545. https://doi.org/10.1016/j.carbon.2021.07.042
Pramanik A, Zhang LC, Arsecularatne JA (2007) An FEM investigation into the behavior of metal matrix composites: Tool–particle interaction during orthogonal cutting. Int J Mach Tools Manuf 47:1497–1506. https://doi.org/10.1016/j.ijmachtools.2006.12.004
Liu J, Cheng K, Ding H, Chen S, Zhao L (2017) Simulation study of the influence of cutting speed and tool–particle interaction location on surface formation mechanism in micromachining SiCp/Al composites. Proc Inst Mech Eng C J Mech Eng Sci 232:2044–2056. https://doi.org/10.1177/0954406217713521
Yu W, Chen J, Ming W, An Q, Chen M (2021) Experimental and FEM study of cutting mechanism and damage behavior of ceramic particles in orthogonal cutting SiCp/Al composites. Ceram Int 47:7183–7194. https://doi.org/10.1016/j.ceramint.2020.11.072
Wang Y, Liao W, Yang K, Chen W, Liu T (2019) Investigation on cutting mechanism of SiCp/Al composites in precision turning. Int J Adv Manuf Technol 100:963–972. https://doi.org/10.1007/s00170-018-2650-1
Wang Z, He Y, Yu T (2022) Surface quality and milling force of SiCp/Al ceramic for ultrasonic vibration-assisted milling. Ceram Int 48:33819–33834. https://doi.org/10.1016/j.ceramint.2022.07.331
Gao L, Liu C, Liu J, Yang T (2023) Effect of subsurface damage on tensile behavior and fracture mechanism of SiCp/Al composites: Experimental analysis and RVE modeling. Eng Fail Anal 147:107162. https://doi.org/10.1016/j.engfailanal.2023.107162
**ang D, Li B, Peng P, Shi Z, Li Y, Gao G, Zhao B (2021) Study on formation mechanism of edge defects of high-volume fraction SiCp/Al composites by longitudinal-torsional ultrasonic vibration-assisted milling. Proc Inst Mech Eng C J Mech Eng Sci 236:6219–6231. https://doi.org/10.1177/09544062211065634
Hu F, **e L, **ang J, Mmer U, Nan X (2018) Finite element modelling study on small-hole peck drilling of SiCp/Al composites. Int J Adv Manuf Technol 96:3719–3728. https://doi.org/10.1007/s00170-018-1730-6
Liao Z, Abdelhafeez A, Li H, Yang Y, Diaz OG, Axinte D (2019) State-of-the-art of surface integrity in machining of metal matrix composites. Int J Mach Tools Manuf 143:63–91. https://doi.org/10.1016/j.ijmachtools.2019.05.006
Wang B, Liu ZQ, Cai YK, Luo XC, Ma HF, Song QH, **ong ZH (2021) Advancements in material removal mechanism and surface integrity of high speed metal cutting: A review. Int J Mach Tools Manuf 166:103744. https://doi.org/10.1016/j.ijmachtools.2021.103744
Wu Q, Si Y, Wang GS, Wang L (2016) Machinability of a silicon carbide particle-reinforced metal matrix composite. RSC Adv 6:21765–21775. https://doi.org/10.1039/C6RA00340K
Teng X, Chen W, Huo D, Shyha I, Lin C (2018) Comparison of cutting mechanism when machining micro and nano-particles reinforced SiC/Al metal matrix composites. Compos Struct 203:636–647. https://doi.org/10.1016/j.compstruct.2018.07.076
Chen Y, Zhang X (2021) Study on the cutting mechanism of SiCp/Al considering particle size and distribution. Int J Adv Manuf Technol 115:1211–1225. https://doi.org/10.1007/s00170-021-07225-w
Bao YJ, Zhang X, Lu SX, Zhang HZ (2022) Investigation on the removal characteristics of single-point cutting high-volume fraction SiCp/Al composites. Int J Adv Manuf Technol 118:881–894. https://doi.org/10.1007/s00170-021-07977-5
Fan Y, Xu Y, Hao Z, Lin J (2022) Dynamic behavior description and three-dimensional cutting simulation of SiCp/Al composites with high volume fraction. J Manuf Process 77:174–189. https://doi.org/10.1016/j.jmapro.2022.03.015
Lu S, Zhang J, Li Z, Zhang J, Wang X, Hartmaier A, Xu J, Yan Y, Sun T (2021) Cutting path-dependent machinability of SiCp/Al composite under multi-step ultra-precision diamond cutting. Chin J Aeronaut 34:241–252. https://doi.org/10.1016/j.cja.2020.07.039
Hung NP, Tan TC, Zhong ZW, Yeow GW (1999) Ductile-regime machining of particle-reinforced metal matrix composites. Mach Sci Technol 3:255–271. https://doi.org/10.1080/10940349908945693
Zhou J, Lu M, Lin J, Zhou X, Guo M, Du Y (2022) Investigation of surface integrity transition of SiCp/Al composites based on specific cutting energy during ultrasonic elliptical vibration assisted cutting. J Manuf Process 79:654–665. https://doi.org/10.1016/j.jmapro.2022.04.067
Saini P, Singh PK (2022) Investigation on characterization and machinability of Al-4032/SiC metal matrix composite. Surf Topogr Metrol Prop 10:025007. https://doi.org/10.1088/2051-672X/ac5de4
Chen J, Yu W, Zuo Z, Li Y, Chen D, An Q, Geng J, Chen M, Wang H (2021) Effects of in-situ TiB2 particles on machinability and surface integrity in milling of TiB2/2024 and TiB2/7075 Al composites. Chin J Aeronaut 34:110–124. https://doi.org/10.1016/j.cja.2020.06.017
Wu Q, Zhang L (2020) Microstructure-based three-dimensional characterization of chip formation and surface generation in the machining of particulate-reinforced metal matrix composites. Int J Extrem Manuf 2:045103. https://doi.org/10.1088/2631-7990/abab4b
Mohal S, Kumar H (2017) Parametric optimization of multiwalled carbon nanotube-assisted electric discharge machining of Al-10%SiCp metal matrix composite by response surface methodology. Mater Manuf Processes 32:263–273. https://doi.org/10.1080/10426914.2016.1140196
Zhang H, Kong X, Yang L, Wang Y, Chi G (2015) High temperature deformation mechanisms and constitutive modeling for Al/SiCp/45 metal matrix composites undergoing laser-assisted machining. Mater Sci Eng, A 642:330–339. https://doi.org/10.1016/j.msea.2015.06.052
Srivastava AK, Nag A, Dixit AR, Tiwari S, Scucka J, Zelenak M, Hloch S, Hlavacek P (2017) Surface integrity in tangential turning of hybrid MMC A359/B4C/Al2O3 by abrasive waterjet. J Manuf Process 28:11–20. https://doi.org/10.1016/j.jmapro.2017.05.017
Han X, Liao ZR, Luna GG, Li HN, Axinte D (2022) Towards the understanding the effect of surface integrity on the fatigue performance of silicon carbide particle reinforced aluminium matrix composites. J Manuf Process 73:518–530. https://doi.org/10.1016/j.jmapro.2021.11.029
Zhou J, Lin J, Lu M, **g X, ** Y, Song D (2021) Analyzing the effect of particle shape on deformation mechanism during cutting simulation of SiCp/Al composites. Micromachines 12:953. https://doi.org/10.3390/mi12080953
Wu Q, Xu W, Zhang L (2019) Machining of particulate-reinforced metal matrix composites: An investigation into the chip formation and subsurface damage. J Mater Process Technol 274:116315. https://doi.org/10.1016/j.jmatprotec.2019.116315
**ang J, **e L, Gao F (2021) Modeling high-speed cutting of SiCp/Al composites using a semi-phenomenologically based damage model. Chin J Aeronaut 34:218–229. https://doi.org/10.1016/j.cja.2020.09.001
Bian R, He N, Li L, Zhan ZB, Wu Q, Shi ZY (2014) Precision milling of high volume fraction SiCp/Al composites with monocrystalline diamond end mill. Int J Adv Manuf Technol 71:411–419. https://doi.org/10.1007/s00170-013-5494-8
Ding X, Liew WYH, Liu XD (2005) Evaluation of machining performance of MMC with PCBN and PCD tools. Wear 259:1225–1234. https://doi.org/10.1016/j.wear.2005.02.094
Lin JQ, Jia R, Zhou Y, Gu Y (2023) PCD tool wear in cutting SiCp/6005Al composites Diamond and Abrasives Engineering. 43: 322–331. https://doi.org/10.13394/j.cnki.jgszz.2022.0143
Dong G, Zhang H, Zhou M, Zhang Y (2013) Experimental investigation on ultrasonic vibration-assisted turning of SiCp/Al composites. Mater Manuf Processes 28:999–1002. https://doi.org/10.1080/10426914.2012.709338
Zhou L, Hou N, Huang S, Xu L (2014) An experimental study on formation mechanisms of edge defects in orthogonal cutting of SiCp/Al composites. Int J Adv Manuf Technol 72:1407–1414. https://doi.org/10.1007/s00170-014-5743-5
Liu HZ, Wang SJ, Zong WJ (2019) Tool rake angle selection in micro-machining of 45 vol.%SiCp/2024Al based on its brittle-plastic properties. J Manuf Process 37:556–562. https://doi.org/10.1016/j.jmapro.2018.12.030
Lu SJ, Li ZQ, Zhang JJ, Zhang CY, Li G, Zhang HJ, Sun T (2022) Coupled effect of tool geometry and tool-particle position on diamond cutting of SiCp/Al. J Mater Process Technol 303:117510. https://doi.org/10.1016/j.jmatprotec.2022.117510
Wang X, Popov VL, Yu Z, Li Y, Xu J, Li Q, Yu H (2022) Evaluation of the cutting performance of micro-groove-textured PCD tool on SiCp/Al composites. Ceram Int 48:32389–32398. https://doi.org/10.1016/j.ceramint.2022.07.182
Zhou L, Wang Y, Ma ZY, Yu XL (2014) Finite element and experimental studies of the formation mechanism of edge defects during machining of SiCp/Al composites. Int J Mach Tools Manuf 84:9–16. https://doi.org/10.1016/j.ijmachtools.2014.03.003
Pramanik A, Zhang LC, Arsecularatne JA (2008) Machining of metal matrix composites: Effect of ceramic particles on residual stress, surface roughness and chip formation. Int J Mach Tools Manuf 48:1613–1625. https://doi.org/10.1016/j.ijmachtools.2008.07.008
Baburaj E, Mohana Sundaram KM, Senthil P (2016) Effect of high speed turning operation on surface roughness of hybrid metal matrix (Al-SiCp-fly ash) composite. J Mech Sci Technol 30:89–95. https://doi.org/10.1007/s12206-015-1210-y
Wu Q, Xu W, Zhang L (2018) A micromechanics analysis of the material removal mechanisms in the cutting of ceramic particle reinforced metal matrix composites. Mach Sci Technol 22:638–651. https://doi.org/10.1080/10910344.2017.1382516
Niu Z, Cheng K (2019) An experimental investigation on surface generation in ultraprecision machining of particle reinforced metal matrix composites. Int J Adv Manuf Technol 105:4499–4507. https://doi.org/10.1007/s00170-018-03256-y
Jayakumar K, Mathew J, Joseph MA (2013) An investigation of cutting force and tool–work interface temperature in milling of Al–SiCp metal matrix composite. Proc Inst Mech Eng B J Eng Manuf 227:362–374. https://doi.org/10.1177/0954405412472887
Zhang K, Gao Q, Wang Q (2023) Milling mechanism and surface quality of 20% volume fraction SiCp/Al materials treated by natural aging. SILICON 15:1883–1896. https://doi.org/10.1007/s12633-022-02094-8
Zhang K, Gao Q, Wang Q, Chen Y, Cui T, Yin X (2022) Study on the milling surface quality of 20% volume fraction SiCp/Al composites. Int J Adv Manuf Technol 122:1555–1566. https://doi.org/10.1007/s00170-022-09949-9
**ong Y, Wang W, Jiang R, Lin K, Song G (2016) Surface integrity of milling in-situ TiB2 particle reinforced Al matrix composites. Int J Refract Metal Hard Mater 54:407–416. https://doi.org/10.1016/j.ijrmhm.2015.09.007
Zhao B, Lei XF, Chen T, Ding WF, Fu YC, Xu JH, Li H (2023) Simulation and intelligent control during grinding process for difficult-to-machine materials in aerospace. Diamond and Abrasives Engineering. 43: 127–143. https://doi.org/10.13394/j.cnki.jgszz.2023.1002
Cao GX, Dong ZG, Zhang ZH, Hou ZM (2023) Model construction and experimental research on end grinding force of SiCp/Al composites. Diamond and Abrasives Engineering. 43(3): 340–347. https://doi.org/10.13394/j.cnki.jgszz.2022.0112
Chen J-P, Gu L, He G-J (2020) A review on conventional and nonconventional machining of SiC particle-reinforced aluminium matrix composites. Advances Manufacturing 8:279–315. https://doi.org/10.1007/s40436-020-00313-2
Xu LF, Zhou L, Yu XL, Huang ST (2011) An Experimental Study on Grinding of SiC/Al Composites. Advanced Materials Res 188:90–93. https://doi.org/10.4028/www.scientific.net/AMR.188.90
Du J, Ming W, Cao Y, Ma J, He W, Li X (2019) Particle removal mechanism of high volume fraction SiCp/Al composites by single diamond grit tool. J Wuhan Univ Technol Mater Sci Ed 34:324–331. https://doi.org/10.1007/s11595-019-2055-5
Ravi Kumar K, Vettivel SC (2014) Effect of parameters on grinding forces and energy while grinding Al (A356)/SiC composites. Tribology - Materials, Surfaces and Interfaces 8:235–240. https://doi.org/10.1179/1751584X14Y.0000000082
Ding W, Dai C, Yu T, Xu J, Fu Y (2017) Grinding performance of textured monolayer CBN wheels: Undeformed chip thickness nonuniformity modeling and ground surface topography prediction. Int J Mach Tools Manuf 122:66–80. https://doi.org/10.1016/j.ijmachtools.2017.05.006
Ranjan P, Hiremath SS (2019) Role of textured tool in improving machining performance: A review. J Manuf Process 43:47–73. https://doi.org/10.1016/j.jmapro.2019.04.011
Li KJ, Liao YL, Zhou YM, Zhang FL, Liu JW, Wu SX, Tang HQ, Pan XY (2023) Study on grinding of SiCp/Al composites by micro-textured monolayer brazed diamond wheel. Int J Adv Manuf Technol 126:4607–4615. https://doi.org/10.1007/s00170-023-11448-4
Yin G, Wang D, Cheng J (2019) Experimental investigation on micro-grinding of SiCp/Al metal matrix composites. Int J Adv Manuf Technol 102:3503–3517. https://doi.org/10.1007/s00170-019-03375-0
Du J, Zhang H, He W, Ma J, Ming W, Cao Y (2019) Simulation and experimental study on surface formation mechanism in machining of SiCp/Al composites. Appl Compos Mater 26:29–40. https://doi.org/10.1007/s10443-018-9681-5
Zhu C, Gu P, Wu Y, Liu D, Wang X (2019) Surface roughness prediction model of SiCp/Al composite in grinding. Int J Mech Sci 155:98–109. https://doi.org/10.1016/j.ijmecsci.2019.02.025
Gao Q, Guo G, Wang Q (2021) Study on micro-grinding mechanism and surface quality of high-volume fraction SiCp/Al composites. J Mech Sci Technol 35:2885–2894. https://doi.org/10.1007/s12206-021-0612-2
Zhou M, Wang M, Dong G (2016) Experimental investigation on rotary ultrasonic face grinding of SiCp/Al composites. Mater Manuf Processes 31:673–678. https://doi.org/10.1080/10426914.2015.1025962
Dominguez-Caballero J, Ayvar-Soberanis S, Kim J, Roy A, Li L, Curtis D (2023) Hybrid simultaneous laser- and ultrasonic-assisted machining of Ti-6Al-4V alloy. Int J Adv Manuf Technol 125:1903–1916. https://doi.org/10.1007/s00170-022-10764-5
Kim J, Bai W, Roy A, Jones LCR, Ayvar-Soberanis S, Silberschmidt VV (2019) Hybrid machining of metal-matrix composite. Procedia CIRP 82:184–189. https://doi.org/10.1016/j.procir.2019.04.162
Yuan ZJ, **ang DH, Peng PC, Zhang ZQ, Li BH, Ma MY, Zhang ZP, Gao GF, Zhao B (2023) A comprehensive review of advances in ultrasonic vibration machining on SiCp/Al composites. J Market Res 24:6665–6698. https://doi.org/10.1016/j.jmrt.2023.04.245
Kim J, Zani L, Abdul-Kadir A, Ribeiro ML, Roy A, Baxevanakis KP, Jones LCR, Silberschmidt VV (2022) Ultrasonically assisted turning of micro-SiCp/Al 2124 composite. Procedia Structural Integrity 37:282–291. https://doi.org/10.1016/j.prostr.2022.01.086
Ying J, Yin Z, Zhang P, Zhou P, Zhang K, Liu Z (2022) An Experimental study of the surface roughness of SiCp/Al with ultrasonic vibration-assisted grinding. Metals 12:1730. https://doi.org/10.3390/met12101730
Liu X, Wang W, Jiang R, **ong Y, Lin K, Li J (2020) Investigation on surface roughness in axial ultrasonic vibration–assisted milling of in situ TiB2/7050Al MMCs. Int J Adv Manuf Technol 111:63–75. https://doi.org/10.1007/s00170-020-06081-4
Zhou J, Lu M, Lin J, Wei W (2023) Influence of tool vibration and cutting speeds on removal mechanism of SiCp/Al composites during ultrasonic elliptical vibration-assisted turning. J Manuf Process 99:445–455. https://doi.org/10.1016/j.jmapro.2023.05.084
Zhou Y, Gu Y, Lin J, Zhao H, Liu S, Xu Z, Yu H, Fu X (2022) Finite element analysis and experimental study on the cutting mechanism of SiCp/Al composites by ultrasonic vibration-assisted cutting. Ceram Int 48:35406–35421. https://doi.org/10.1016/j.ceramint.2022.08.142
Du Y, Lu M, Lin J, Yang Y (2023) Experimental and simulation study of ultrasonic elliptical vibration cutting SiCp/Al composites: chip formation and surface integrity study. J Market Res 22:1595–1609. https://doi.org/10.1016/j.jmrt.2022.12.008
Li Q, Yuan S, Gao X, Zhang Z, Chen B, Li Z, Batako ADL (2023) Surface and subsurface formation mechanism of SiCp/Al composites under ultrasonic scratching. Ceram Int 49:817–833. https://doi.org/10.1016/j.ceramint.2022.09.055
Zheng W, Wang Y, Zhou M, Wang Q, Ling L (2018) Material deformation and removal mechanism of SiCp/Al composites in ultrasonic vibration assisted scratch test. Ceram Int 44:15133–15144. https://doi.org/10.1016/j.ceramint.2018.05.150
Bertolini R, Andrea G, Alagan NT, Bruschi S (2023) Tool wear reduction in ultrasonic vibration-assisted turning of SiC-reinforced metal-matrix composite. Wear 523:204785. https://doi.org/10.1016/j.wear.2023.204785
Abedinzadeh R, Norouzi E, Toghraie D (2022) Study on machining characteristics of SiC-Al2O3 reinforced Al hybrid nanocomposite in conventional and laser-assisted turning. Ceram Int 48:29205–29216. https://doi.org/10.1016/j.ceramint.2022.05.196
Zhai C, Xu J, Li Y, Hou Y, Yuan S, Liu Q, Wang X (2020) The study on surface integrity on laser-assisted turning of SiCp/2024Al. Int J Optomechatronics 14:29–43. https://doi.org/10.1080/15599612.2020.1789251
Kong X, Yang L, Zhang H, Chi G, Wang Y (2017) Optimization of surface roughness in laser-assisted machining of metal matrix composites using Taguchi method. Int J Adv Manuf Technol 89:529–542. https://doi.org/10.1007/s00170-016-9115-1
Deng B, Peng F, Zhou L, Yan R, Wang H, Yang M (2021) Study on the surface layer formation of Al matrix composites and associated machinability in precision milling based on laser melting modification. J Manuf Process 62:670–684. https://doi.org/10.1016/j.jmapro.2020.12.071
Marimuthu S, Dunleavey J, Liu Y, Smith B, Kiely A, Antar M (2019) Characteristics of hole formation during laser drilling of SiC reinforced aluminium metal matrix composites. J Mater Process Technol 271:554–567. https://doi.org/10.1016/j.jmatprotec.2019.04.030
Zhang X, Zhou H, Zhou B, Wang R, Han H, Jiang X, Li M (2023) Surface morphology and kerf quality during fiber laser cutting of high volume fraction SiC particles-reinforced al matrix composites. J Mater Eng Perform 32:5906–5918. https://doi.org/10.1007/s11665-022-07526-5
Kong X, Zhang H, Yang L, Chi G, Wang Y (2016) Carbide tool wear mechanisms in laser-assisted machining of metal matrix composites. Int J Adv Manuf Technol 85:365–379. https://doi.org/10.1007/s00170-015-7928-y
Wang Z, Xu J, Yu H, Yu Z, Li Y, Du Q (2018) Process characteristics of laser-assisted micro machining of SiCp/2024Al composites. Int J Adv Manuf Technol 94:3679–3690. https://doi.org/10.1007/s00170-017-1071-x
Wei C, Guo W, Pratomo ES, Li Q, Wang D, Whitehead D, Li L (2020) High speed, high power density laser-assisted machining of Al-SiC metal matrix composite with significant increase in productivity and surface quality. J Mater Process Technol 285:116784. https://doi.org/10.1016/j.jmatprotec.2020.116784
You K, Yan G, Luo X, Gilchrist MD, Fang F (2020) Advances in laser assisted machining of hard and brittle materials. J Manuf Process 58:677–692. https://doi.org/10.1016/j.jmapro.2020.08.034
Wei C, Guo W, Gao B, Wang YW, Sun Z, Li L (2021) Understanding the behaviour of workpieces’ bulk temperature during laser-assisted turning of Ti6Al4V alloy and heating of Al-SiC metal-matrix composite rods. Opt Laser Technol 139:106951. https://doi.org/10.1016/j.optlastec.2021.106951
Zhao GL, Hu MS, Li L, Zhao CX, Zhang JB, Zhang XH (2020) Enhanced machinability of SiCp/Al composites with laser-induced oxidation assisted milling. Ceram Int 46:18592–18600. https://doi.org/10.1016/j.ceramint.2020.04.169
Liu Q, Wang F, Wu W, An D, He Z, Xue Y, Zhang Q, **e Z (2019) Enhanced mechanical properties of SiC/Al composites at cryogenic temperatures. Ceram Int 45:4099–4102. https://doi.org/10.1016/j.ceramint.2018.10.233
Zhang H, Qu L, Ding C (2023) Study of Surface integrity of SiCp/Al composites using high-speed milling under cryogenic liquid nitrogen conditions. Machines 11:608. https://doi.org/10.3390/machines11060608
Zhou L, Huang S, Yu X (2014) Machining characteristics in cryogenic grinding of SiCp/Al composites. Acta Metallurgica Sinica (English Letters) 27:869–874. https://doi.org/10.1007/s40195-014-0126-3
Yu X, Huang S, Xu L (2016) ELID grinding characteristics of SiCp/Al composites. Int J Adv Manuf Technol 86:1165–1171. https://doi.org/10.1007/s00170-015-8235-3
Wang Z, Ren C, Chen G, Zhang L, Deng X (2018) A comparative study on state of oxide layer in ELID grinding with tool-cathode and workpiece-cathode. Int J Adv Manuf Technol 94:1299–1307. https://doi.org/10.1007/s00170-017-0931-8
Peng P, **ang D, Li Y, Yuan Z, Lei X, Li B, Liu G, Zhao B, Gao G (2022) Experimental study on laser assisted ultrasonic elliptical vibration turning (LA-UEVT) of 70% SiCp/Al composites. Ceram Int 48:33538–33552. https://doi.org/10.1016/j.ceramint.2022.07.298
Kim J, Zani L, Abdul-Kadir A, Roy A, Baxevanakis KP, Jones LCR, Silberschmidt VV (2023) Hybrid-hybrid turning of micro-SiCp/AA2124 composites: A comparative study of laser-and-ultrasonic vibration-assisted machining. J Manuf Process 86:109–125. https://doi.org/10.1016/j.jmapro.2022.12.045
Kim J, Zani L, Abdul-Kadir A, Jones L, Roy A, Zhao L, Silberschmidt VV (2022) Hybrid-hybrid machining of SiC-reinforced aluminium metal matrix composite. Manufacturing Letters 32:63–66. https://doi.org/10.1016/j.mfglet.2022.04.002
Wang F, Zhou J, Wu S, Kang X, Zhao W (2023) Study on material removal mechanism of photocatalytic-assisted electrochemical milling-grinding SiCp/Al. Int J Adv Manuf Technol 124:817–832. https://doi.org/10.1007/s00170-022-10539-y
Acknowledgements
This work was financially supported by the National Natural Science Foundation of China (Nos. 92160301, 92060203, 52175415 and 52205475), the Science Center for Gas Turbine Project (Nos. P2022-AB-IV-002-001 and P2023-B-IV-003-001), the Natural Science Foundation of Jiangsu Province (No. BK20210295), the Superior Postdoctoral Project of Jiangsu Province (No. 2022ZB215), the National Key Laboratory of Science and Technology on Helicopter Transmission (Nan**g University of Aeronautics and Astronautics) (No. HTL-A-22G12).
Author information
Authors and Affiliations
Contributions
Biao Zhao conducted writing (comments and editing), supervision, and visualization. Jianhao Peng conducted writing (original manuscript), and visualization. Wenfeng Ding conducted writing (review and editing), project management, and funding acquisition.
Corresponding author
Ethics declarations
Competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this article. Wenfeng Ding is a member of the editorial board of this journal. He was not involved in the editorial review or the decision to publish this article. All authors declare that there are no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zhao, B., Peng, J. & Ding, W. Machined surface formation and integrity control technology of SiCp/Al composites: a review. Surf. Sci. Tech. 1, 10 (2023). https://doi.org/10.1007/s44251-023-00011-8
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s44251-023-00011-8