
Abstract
Solder interconnection in electronic packaging is the weakest link, thus driving the reliability of electronic modules and systems. Improving interconnection integrity in safety-critical applications is vital in enhancing application reliability. This investigation qualifies the random vibration response of five essential solder compositions in ball grid array (BGA) solder joints used in safety-critical applications. The solder compositions are eutectic Sn63Pb37 and SnAgCu (SAC) 305, 387, 396, and 405. Computer-aided engineering (CAE) employing ANSYS finite element analysis and SolidWorks software is implemented in this investigation. The solder Sn63Pb37 deformed least at 0.43 µm, followed by SAC396 at 0.58 µm, while SAC405 deformed highest at 0.88 µm. Further analysis demonstrates that the possession of a higher elastic modulus and mass density culminates in lower solder joint deformation. Stress is concentrated at the periphery of the solder joints in contact with a printed circuit board (PCB). The SAC396 solder accumulates the lowest stress of 14.1 MPa, followed by SAC405 at 17.9 MPa, while eutectic Sn63Pb37 accrues the highest at 34.6 MPa. Similarly, strain concentration is found at the interface between the solder joint and copper pad on a PCB. SAC405 acquires the lowest elastic strain magnitude of 0.0011 mm/mm, while SAC305 records the highest strain of 0.002 mm/mm. These results demonstrate that SAC405 solder has maximum and SAC387 solder has minimum fatigue lives.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Ball grid array (BGA) packages are widely used in electronic modules because they have many advantages over other electronic packages. They have improved re-workability and support component miniaturization manufacturing trends. In addition, they demonstrate a higher level of solderability while enabling the efficient use of printed circuit boards (PCB). Supporting surface mount technology, BGAs have improved thermal and electrical performance and reduced inductance compared to other packages. Their structure supports increased connectivity. Notwithstanding the numerous advantages, the package demonstrates significant reliability challenges when subjected to vibrational loading, especially in elevated ambient and harsh environments.
Thus, a critical understanding of the fatigue failure of solder joints in BGA packages caused by vibration is vital owing to the high-reliability demand of the devices operating in mission-critical systems. Electronic devices operating in automobile, military, and aerospace vehicles experience harsh mechanical and thermal loads.1 Automobile engine operations and automobile operations on the road induce random vibrations in the electronic components of automobiles. Manufacturing processes, procedures, ship**, and other service life conditions expose electronics components to random vibrations. American Air Force data report that more than 20% of electronic products fail prematurely when operating in vibration and shock environments, with 75% of failures caused by temperature and vibration loadings. The challenge is aggravated by the Restriction of Hazardous Substances Directive compliance (Directive 2002/95/EC) on electrical and electronic equipment. The miniaturization of electronic systems coupled with deployment in harsh conditions has increased the reliability challenges in the systems.
Thermo-mechanical and vibration loads produce cracks in the solder joints. Damage mechanisms include repeated elastic deformations leading to many load cycles that trigger high cycle fatigue (HCF). Achieving an acceptable level of mechanical reliability in BGA packages requires that the effect of mechanical and thermal loads be fully qualified. Many researchers have contributed to this area. Ref. 2 investigated the sinusoidal vibration tests and harmonic finite element analysis (FEA) to generate the strain–life curves of lead-free (SAC305 and SAC405) solder joints. It assessed the fatigue life of a BGA assembly under random vibration. In Ref. 3a random vibration test was carried out comparing the input power spectral density (PSD) levels with the observed failure modes of SAC305 BGA packages to assess the contribution of HCF to their failure. This work showed that the higher the random vibration load imposed on the BGA-PCB assembly, the shorter the fatigue life of the BGA. In another investigation, the researchers predicted the fatigue life of BGA solder joints under random vibrations and developed the associated fatigue curves using numerical simulations.4 Ref. 5 predicted the fatigue life of electronic components exposed to sinusoidal vibration. The work implies that there is room for further research in the area.
Further research has investigated the vibration response of BGA solder joints subjected to thermal and mechanical loads. The work by Shen et al.6 presents a study on random vibration analysis of BGA joints made with different sizes of SAC0307 solder joints. They used FEA to investigate the structural response of the BGA package subject to random vibrations. Structural factors studied included the height and radius of the solder joints of the BGA package. Other researchers, including,5,6,7,8,9,10,11 have studied the effect of vibration load on several solder joints, including lead-based eutectic and lead-free Sn63Pb37 and SAC305 joints.
In this study, the authors have performed random vibration analysis on lead-based eutectic Sn63Pb37 and lead-free SAC (SAC305, SAC387, SAC396, and SAC405) solder joints in the BGA package using FEA simulation software. Modal tests and simulation techniques were implemented to benchmark the responses from the solder joints to advise on suitable lead-based solder replacements, which has yet to be covered in previous work. The investigation aims to provide new knowledge on the impact of vibration on the fatigue life of solder joints made from several solder alloys.
Modal Analysis
Modal analysis has been implemented as the key method in the research presented in this article. It is a modern method used to study the dynamic characteristics of structural systems in the frequency domain. The mode is the inherent vibration characteristic of a mechanical structure. Each mode has a specific natural frequency, dam** ratio, and modal shape. The vibration mode is the intrinsic and holistic characteristic of an elastic system. This research implements the method to investigate the structural modal attributes of solder joints in a BGA at a particular frequency to predict their vibration response from internal and external disturbances. Underpinning equations of modal analysis are presented thus:
where \(\left[K\right]\) is a stiffness matrix, \(\left[{\varnothing }_{I}\right]\) is the vibration mode vector (characteristic vector) of the \(I\) order mode, \({\omega }_{I}\) is the natural frequency of \(I\) the order mode, \({\omega }_{I}^{2}\) is an eigenvalue, and \(\left[M\right]\) is a mass matrix.
where [M] is a structural mass matrix, \(\left\{ {\ddot{u}} \right\}\) is the nodal acceleration on vector, [C] is a structural dam** matrix, \(\left\{ {\dot{u}} \right\}\) is the nodal velocity vector, [K] is a stiffness matrix, \(\left\{ u \right\}\) is the nodal displacement vector, and [F] is an incentive or applied load vector.
Modal Analysis Procedure
The modal analysis procedure starts by building the model and attaching the geometric and material properties. Utilizing the mesh controls, a suitable mesh was defined. Based on the research objectives, appropriate analysis types and options were selected. Supports, constraints, and boundary conditions were specified and applied. Simulation outputs were identified, including deformation, stress, and strain, and the set-up model was solved. Frequency results were requested, and other effects were reviewed for analysis.
Fatigue Life Prediction Model for Random Vibration
Predicting the fatigue lives of the solder joints in the BGA was a vital objective of this investigation. Miner's rule, presented in Eq. 3, was employed to compute the accumulated fatigue damage in the joints:
where \(n_{s}\) is the actual number of cycles under stress amplitude S, \(N_{s}\) is the number of cycles to failure under stress amplitude S, N is the total cycle number to failure when the failure occurs, and \(p\left( S \right)\) is the probability density function of stress amplitude S.
Employing strength and stochastic theories, the total damage of a narrow-band random process can be expressed as:
where \({\Gamma }\left( \cdot \right)\) is the Gamma function. When D = 1, the electronic component fails in theory, but the D values differ for various electronic components. Steinberg12 recommends D values for various electronics to be 0.7 for typical electronic structures and 0.3 for critical life-cycle electronic systems. Implementing a D value of 0.7, the total cycle number (N) of the solder joints is calculated using:
while Eq. 6 expresses the fatigue life, T, of a typical electronic structure under narrow-band random vibration loading as:
where the \(v_{0}\) is the expressed positive zero-crossings intensity.
Furthermore, the Weibull distribution,13 represented in Eq. 7, implements a two-parameter function to predict the fatigue life of BGA lead-free solder interconnections subjected to vibration loading. The mean-time-to-failure (MTTF) is described as:
where \(\beta\) is the shape parameter, and \(\eta (\eta > 0)\) is the scale parameter which is also the fatigue life when the failure of BGA lead-free solder joints is 63.2% of the total time.4
Materials and Methods
Materials of the BGA Solder Joints
Tin–lead (Sn-Pb)-based solder alloys have been used in electronic packaging for over three decades, until the government legislation on lead (Pb) usage in electronic assemblies, which came into effect on July 1, 2006. Since then, lead-free solder alloys have been researched as replacements. In this research, both lead-based and lead-free solder alloys are investigated. These include Sn63Pb37, SAC305, SAC387, SAC396, and SAC405. The properties of the solder alloys have been obtained from peer-reviewed literature and are presented in Table I. The key properties are Young's modulus (GPa), Poisson's ratio, and mass density \(\left( {{\text{g}}/{\text{cm}}^{3} } \right)\).
An intermetallic compound (IMC) is formed when tin-rich solder is soldered on a copper substrate. However, the effect of IMC is not considered in this study because a follow-up study will deal with that. The current investigation is comparative, and thus the effect of IMC is predicted to be even among the designs researched in this work. A comparison of the results of the current study with the published literature presented in Fig. 21 (below) supports the claim and validates the current results.
Method
The key method this research uses is FEA simulation implemented in the ANSYS mechanical package. Simulation results are validated using results published in peer-reviewed journals. The FEA simulation process flow chart is shown in Fig. 1 and discussed in the following sections.

ANSYS FEA simulation process implemented in the investigation.
ANSYS FEA Simulation Process
The simulation procedure implemented in this research follows a research design. The FEA model was created using SolidWorks. In an acceptable format, the model was imported into the ANSYS mechanical package software environment where it was set up. This involves assigning properties to the materials, defining mesh, and applying boundary conditions. Key assumptions made to aid simulation is that no time-varying forces, displacement, or thermal or pressure loads are acting on the structure. Implementing calculated PSD displacement, the first six natural frequencies are requested. Displacement measures the amplitude (distance) between the peaks of vibration of the BGA balls. The outputs are inputted into random vibration analysis where deformation, elastic strain, and equivalent stress are set as the simulation outputs. The deformation quantifies the change in the shape of the BGA solder joints. The results of the elastic strain are used to predict the fatigue life of the solder joints in the BGA package. All the simulation outputs have been analyzed for the random vibration effect on the solder joints' reliability (Fig. 2).

BGA solder alloy soldered on PCB model, highlighting the different parts of the test vehicle used for the FEA simulation.
Finite Element Modeling of the Vibration Loading
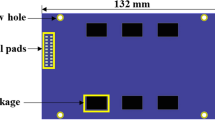
As presented in Fig. 3, Adequate and quality mesh is employed to determine simulation accuracy. Implementing mesh sizing, 67,123 nodes and 19,626 elements are generated and utilized in the modeling. The mesh comprises a hexahedron that is made up of several tetrahedron elements.22 A sub-model of the full FEA model has been employed to optimize computational time. The 3-D sub-model was implemented in modal analysis within the Ansys environment to characterize the dynamic response of the structure. Natural frequencies and mode shape parameters were computed and correlated with experimental modal analysis from peer-reviewed publications. In setting up the model, key assumptions included the implementation of light dam** and no time-varying forces, displacement, pressures, stiffness, dam**, or mass. No random properties were also assumed. Figure 2 shows the model structure's dimensional aspect, with Fig. 4 showing the PCB land pattern and Table II showing the PCB dimensions.

Full component model with a submodel showing adequate mesh of solder joints.

PCB land pattern (solder mask defined pads).
Strain occasioned by the vibration loading is mathematically modeled by:
where \(\Delta \varepsilon_{I}\) is the strain in the i-th element, \(V_{i}\) is the volume of the i-th element, and \(n\) the number of elements in the chosen area of interest volume.
Basquins's law,23 represented in Eq. 9 has been used to model the fatigue induced in the solder joints:
where \(\Delta \varepsilon_{e}\) is the elastic strain amplitude, \(2N_{f}\) is the number of reversals to failure, \(\sigma_{f}^{^{\prime}}\) the fatigue strength coefficient, \(E\) the elastic modulus, and \(b\) the fatigue strength exponent.
The natural circular frequencies \(\omega_{I}\) and mode shape parameter \(\emptyset_{I}\) of the solder joints under free vibration are modeled by:
where K and M are constants.
Estimation of Fatigue Life of Solder Joints
The fatigue life of solder joints is estimated using the Coffin–Manson empirical method, which is reported to be one of the most effective and efficient techniques used to predict solder joint fatigue life. Thus, it was adopted, and Eq. 11 has been employed to predict the allowable number of cycles of the solder joints through peak ε strain response:
where \(\Delta \varepsilon_{t}\) is the total strain range,\(\Delta \varepsilon_{e}\) is the elastic strain range, \(\Delta \varepsilon_{p}\) is the plastic strain range, \(\sigma_{f}^{^{\prime}}\) is the fatigue strength coefficient, \(E\) is the material elastic modulus, \(N_{f}\) is the fatigue life cycle, \(b\) is the fatigue strength index, \({\varvec{\varepsilon}}_{{\varvec{f}}}^{\varvec{^{\prime}}} \) is the fatigue plasticity coefficient, and \(c\) is the fatigue plasticity index.
Considering only elastic strain from our simulation outputs, Eq. 11 is reduced to a more usable Eq. 12:
where \(\varepsilon\) is strain amplitude, and \(\sigma_{u}\) is the tensile strength of the material.
Wei and Yingnan24, 25 conducted a study, the results of which showed that −0.12 for SAC solder alloys. The tensile strength and elastic modulus values were obtained from Nelco and Triazine.26 The authors also implemented Miner's cumulative damage model to determine the fatigue failure caused by the vibration loading. The model is represented in Eq. 13:
where \(n_{I}\) is the number of cycles accumulated at stress, \(S_{I}\) and D is the fraction of life consumed by exposure to the cycles at different stress levels. Failure occurs at a damage fraction of circa 1. An improved Palmgren–Miner cycle ratio summation rule, also called Miner's rule, is presented thus:
where \(n_{I}\) is the number of cycles at stress levels \(\sigma I\) and \(N_{I}\) is the number of cycles to failure at stress level \(\sigma_{I}\). The parameter \(c\) has been determined by experiment, and is usually found in the range \(0.7 < c < 2.2\) with an average value near unity. Using the deterministic formulation as a linear damage rule, it can be written thus:
where \(D\) is the accumulated damage. When \(D = c = 1,\) failure ensues.27 According to Miner's rule, substituting the allowable number of cycles and the cumulative number of fatigue cycles to calculate the cumulative damage factor, the following simplified Miner's rule has been applied:
The fatigue life of the most critical solder joint most susceptible to failure under vibration is:
Results and Discussion
The following sections cover modal deformation, von Mises stress, elastic stain responses, and fatigue life prediction of the solder joints. Full models were used to generate preliminary results in the first instance, and sub-models were employed to generate more precise results.
Study on the Modal Response of Solder Joints Subjected to Random Vibration
The modal simulation was performed to study the vibration characteristics of the model to estimate the dynamic control parameters. Generation of the first six natural frequencies is important because high-order frequencies do not cause solder joints to resonate or significantly impact their performances. The first six natural frequencies of the solder joints of the model generated from the simulation are presented in Fig. 5. At the same time, Table III depicts the magnitude of the deformation and displacement. The first vibration mode shows the model is deformed along the y-axis, the second shows vibration along the x-axis, and the third shows four critical vibrations along the edges of the solder joint in the x- and z-axes directions. The fourth vibration mode shows two vibrations along the z- and x-axes (Fig. 6). Similarly, the fifth vibration mode shows two vibrations around the y-axis in the x- and z-axes direction, while the sixth vibration mode shows vibrations in the x-axis direction. As the frequency increases, the vibration mode becomes complicated. Plots of frequency (kHz) and deformation (mm) against mode and frequency (kHz) and PSD displacement against mode are presented in Fig. 5.

The first six modes of the complete model.

First six vibration modes for the sub-model solder joints.
Figures 7 and 8, respectively, show the deformation and PSD displacement plotted in the secondary axis. Figure 5 shows that frequency and mode increase while deformation attained the highest magnitude at mode 3, and identical profiles are obtained in Fig. 8. Figures 7 and 8 demonstrate that mode 3 is critical, producing resonance in the solder joints, and thus should be avoided during device operation in the field. Utilizing sub-modeling, the first six vibration modes are generated, and the schematic is presented in Fig. 8. The schematics show that the maximum von Mises’ stress is at the soldering interface between the solder balls and the copper (Cu) pad on the PCB. This finding agrees with the results of several researchers, including Refs. 28, 29, 30, 31 and 32. This is the site of stress concentration, and, at a magnitude close to the yield strength of the solder in the joint, fatigue crack initiates and propagates to drive failure.

Plot of frequency and deformation against mode for the solder joints subjected to random vibration.

Plot of frequency and PSD displacement against mode for the solder joints subjected to random vibration.
The frequency and deformation on the model are the ANSYS result outputs shown in Fig. 5, and used to compute the PSD of the models. The PSD contains the loading (in terms of deformation quantity squared) versus frequency. This is used as the load in random vibration analysis. The main principle behind evaluating random vibrations is that their average value remains constant for a given frequency. The output from the dynamic modal analysis are natural frequencies and corresponding mode shapes, including the stress/strain profile.
Study on Deformation Response of Solder Joints Subjected to Random Vibration
The deformation responses of solder joints of the full models are shown in Fig. 9. Random vibration causes the solder joints to deform, from the base at the point of attachment to the PCB to the top at the point of attachment to the electronic chip. The results presented in Fig. 11 show that the solder joints at the outermost array experience the highest deformation, which is critical at the solder/PCB interface, as depicted in Fig. 9. Strengthening the location will increase the reliability of the solder joints. Several solder alloys have been reported to fail at the solder/PCB interface in many electronic packages.15, 16, 17, 18, 19 and 20 Utilizing the full model results, sub-models of different alloy compositions of the solder joints were simulated. The schematics of the results are presented in Fig. 10 and statistically in Fig. 11, showing that the lead-based eutectic Sn63Pb37 solder joint has the lowest deformation of 432 mm, while SAC405 solder joints have the highest deformation of 877 mm. With the SAC405 alloy having an elastic modulus of 44.6 GPa and the Sn63Pb37 alloy having an elastic modulus of 56 GPa, it has been found that the higher the elastic modulus and mass density, the better resistance to deformation of the solder joint when subjected to random vibration. The deformation of other solder joints under investigation are SAC396 = 576 mm, SAC305 = 579 mm, and SAC387 = 611 mm.

Deformation results for lead-based eutectic Sn63Pb37 showing the top and bottom of solder joint bumps with areas prone to failure.

Schematic of the deformation effect for lead-based eutectic Sn63Pb37 and lead-free SAC387, SAC396, SAC405, and SAC305 solder alloys.

Plot of deformation for solder joint alloys.
Study of Equivalent Stress Response of Solder Joints Subjected to Random Vibration
Study of Equivalent (Von Mises) Stress on Complete Finite Element Model (FEM)
The results of the von Mises stress response of the complete model are shown in Fig. 12. The outermost corner solder joints accumulated the maximum stress, which critically indicates the interface between the solder and PCB components. This finding significantly agrees with other research carried out identifying the solder joints at the corners of a BGA structure as most susceptible to untimely failure.6, 28, 29 The findings of the full model are implemented in the sub-modeling of the different solder alloy joints for stress response. The results of the equivalent stress response of the models under random vibration load are presented in Fig. 13. The lead-free eutectic Sn63Pb37 solder joint has the highest stress magnitude of 34.62 MPa. In comparison, SAC396 joints have the lowest of 14.1 MPa. The area of stress concentration in all the joints is located at the interface between the solder and the PCB, gradually decreasing into the solder bulk. The accumulated stresses on other joints are SAC387 = 28.95 MPa, SAC305 = 30.33 MPa, and SAC405 = 17.92 MPa. The statistical and schematic representations of the stress magnitudes on all the joints are shown in Figs. 14 and 15, respectively.

Equivalent stress distributions on solder balls for lead-based eutectic Sn63Pb37 showing the top and bottom of solder joint bumps.

Schematic of the equivalent stress distributions on solder balls for lead-based eutectic Sn63Pb37 and lead-free SAC387, SAC396, SAC405, and SAC305 solder alloys.

Plot of von Mises stress for solder joint alloys.

Schematics of top and bottom of equivalent stress for lead-based eutectic Sn63Pb37 and lead-free SAC387, SAC396, SAC405, and SAC305 solder alloys.
Study on Elastic Strain Response of Solder Joints Subjected to Random Vibration
The results of the simulation of the elastic strain response of the full model are presented in Fig. 16 for lead-based eutectic Sn63Pb37 solder joints. The results show that the maximum strain is observed at the interface of the solder joint and the Cu pad on the PCB. This area is susceptible to damage and failure. The finding agrees with the results of Ref. 33. The results of the full model simulation were implemented in the sub-modeling of the response of the five solder alloys in the solder joints. The modeling results are presented in Figs. 17, 18, and 19. Figure 18 shows that SAC305 has the highest strain of 0.00204 mm/mm while SAC405 has the least strain of 0.00112 mm/mm. The schematics in Figs. 17 and 19 show that the maximum strain on the solder joints is located at the periphery of the outermost solder joint and its interconnection with the Cu pad on the PCB. This is the site of crack initiation and failure.

Elastic strain result for lead-based eutectic Sn63Pb37 showing the top and bottom of solder joint bumps.

Schematic of the effect of elastic strain for lead-based eutectic Sn63Pb37 and lead-free SAC387, SAC396, SAC405, and SAC305 solder alloys.

Plot of elastic strain for solder joint alloys.

Schematic of the top and bottom views of elastic strain for solder joint alloys.
The findings strongly agree with published literature.31, 34 Other reports support these findings,30, 32, 35 and demonstrate validation of the current study using solder marks defined (SMD) and non-solder marks defined (NSMD) pad designs in BGA assembly,31, 34 which represents NSMD pad assembly, confirming cracks at the periphery of the joints. In contrast, other studies, which depict SMD pad assembly similar to the pad design in the current study, also confirm cracking at the identical location.30, 32, 35 Consequently, irrespective of the solder joint pad design in the experimental study, the location of the crack is identical to that obtained by simulation in the current study.
The location of fatigue cracks occurs at either the top, bottom, or both sides of BGA solder joints.30, 31, 32, 34, 35 This observation accounts for the pad geometric factor, specifically, component standoff height. Many researchers have reported the causes and location of fatigue cracks in BGA solder joints. Decreasing standoff height increases the stiffness of BGA joints under shear loading due to decreasing coefficient of stress state in the solder matrix and torque caused by an induced moment of force.36 It was also stated that a decrease in standoff height decreases the concentration of stress and plastic strain energy along the interface of solder and pad in BGA assembly, and a fracture location change from the solder matrix's middle to near the SAC305/IMC interface was observed. Another related study advised on the effect of bump (component) height on plastics strain range and related it to fatigue life and reliability of Pb-free solder joints in electronic products.37
Study on Fatigue Life Prediction of Solder Joints Subjected to Random Vibration
Fatigue is reported as the primary cause of crack initiation, formation, and propagation in solder joints. Crack propagation leads to solder joint failure. The impact of cracks on solder joints is then used to predict fatigue life. The fatigue life of solder joints for the lead-based eutectic Sn63Pb37 and lead-free SnAgCu (SAC305, SAC387, SAC396, and SAC405) have been predicted using the fatigue cycle count. The concept hsa been used to estimate the most critical solder joint. Implementing the equations presented in Sect. "Modal Analysis", the allowable cycle count (N) for the solder alloys has been computed and is shown in Table IV, and the cumulative fatigue cycle count has been determined and is presented in Table V using the Coffin–Manson empirical equation.
The cumulative damage factors are calculated according to:
Statistical analysis of the displacement signal by random vibration testing yields \(N_{0}^{ + } = 417\) for SAC305, 314 for SAC405, 329 for SAC387, 321 for SAC396, and 190 for Sn63Pb3 solder joints. The number of fatigue cycles accrued per minute at the solder joints was calculated, and results are plotted in Figs. 20 and 21. The plots show that SAC405 has the highest fatigue life of 2307 min, followed by SAC396 with 1995 min, while SAC387 has the shortest life of 183 min. These results significantly agree with the experimental results of similar studies.2, 7, 32, 38,39,40,41,42,43, 44, 45, 46, 47,48 A specific comparison of these results with that of Refs. 2 and 32 on SAC305 are presented in Fig. 21. The research results are circa. 86.2% in agreement with Ref. 32 and circa 99.3% in agreement with Ref. 2.

Plots of fatigue life for solder joint alloys.

Comparisons of plots of the fatigue lives of solder joint alloys from peer-reviewed literature.
Conclusions
Based on the results and findings of this investigation, it has been found that the effect of random vibration on the mechanical reliability of BGA solder joints is significant. Further results have revealed that the vibration response magnitude is consistent with the solder composition. These findings validate the implementation of mechanical vibration to characterize the deformation, stress, strain, and fatigue life responses of various solders used as interconnections in electronic modules and systems. Comparatively, SAC405 solder is the most reliable solder interconnect material under random vibration based on the magnitude of its response to the damage parameters. It demonstrated the highest magnitude for fatigue life and deformation, the lowest magnitude for elastic strain, and the lowest but one for stress magnitude. The findings of this investigation are of high quality because they demonstrate circa 85% agreement with published similar research, as shown in Fig. 21. The site results of maximum damage and crack initiation are also consistent with the published literature. Thus, SAC405 is proposed as a suitable replacement for eutectic lead-based solder for applications subjected to random vibration in operation.
IMCs associated with soldering involving tin-rich solder on a copper substrate have not been considered in this investigation because it is outside the research scope of the present study. As the current study is comparative, the effect of IMCs is uniform across all designs investigated. We are conducting another investigation to evaluate the effect of IMC thickness, configuration, and morphology on solder joint reliability.
References
W. Redman-White, Vibration analysis for electronic equipment. J. Sound. Vib. (1990). https://doi.org/10.1016/0022-460x(90)90820-p.
D. Yu, A. Al-Yafawi, T.T. Nguyen, S. Park, and S. Chung, High-cycle fatigue life prediction for Pb-free BGA under random vibration loading. Microelectron. Reliab. (2011). https://doi.org/10.1016/j.microrel.2010.10.003.
F. Liu and G. Meng, Random vibration reliability of BGA lead-free solder joint. Microelectron. Reliab. (2014). https://doi.org/10.1016/j.microrel.2013.08.020.
F. Liu, Y. Lu, Z. Wang, and Z. Zhang, Numerical simulation and fatigue life estimation of BGA packages under random vibration loading. Microelectron. Reliab. (2015). https://doi.org/10.1016/j.microrel.2015.08.006.
D. Yu, A. Al-Yafawi, S. Park, and S. Chung, Finite element based fatigue life prediction for electronic components under random vibration loading, in Proceedings - Electronic Components and Technology Conference (2010). https://doi.org/10.1109/ECTC.2010.5490900.
L. Shen, C. Chen, and X. Niu, Random vibration analysis of BGA with different size of the SAC0307 solder joint, in Proceedings - 2018 19th International Conference on Electronic Packaging Technology, ICEPT (2018). https://doi.org/10.1109/ICEPT.2018.8480474.
S. Hamasha, Y. Jaradat, A. Qasaimeh, M. Obaidat, and P. Borgesen, Assessment of solder joint fatigue life under realistic service conditions. J. Electron. Mater. (2014). https://doi.org/10.1007/s11664-014-3436-3.
F.X. Che and J.H.L. Pang, Harsh solder joint reliability tests by impact drop and highly accelerated life test (HALT), in Proceedings of 6th Electronics Packaging Technology Conference, EPTC (2004). https://doi.org/10.1109/eptc.2004.1396604.
H. Cui and E. Cheng, Random vibration analysis of QFP with different structure parameters, in Hanjie Xuebao/Transactions of the China Welding Institution (2015).
S. Liguore and D. Followell, Vibration fatigue of surface mount technology (SMT) solder joints, in Proceedings of the Annual Reliability and Maintainability Symposium (1995). https://doi.org/10.1109/rams.1995.513218.
T. An, F. Qin, B. Zhou, P. Chen, and Y. Dai, Vibration lifetime estimation of PBGA solder joints using Steinberg model. Microelectron. Reliab. (2019). https://doi.org/10.1016/j.microrel.2019.113474.
D.S. Sternberg, Vibration Analysis for Electronic Equipment, 2nd ed., (New York, NY: Wiley, 1988).
F.X. Che, H.L. J. Pang, F.L. Wong, G.H. Lim, and T.H. Low, Vibration fatigue test and analysis for flip chip solder joints, in Proceedings of 5th Electronics Packaging Technology Conference, EPTC (2003). https://doi.org/10.1109/EPTC.2003.1271499.
Topline, BGA (2020). https://www.topline.tv/SMD_vrs_NSMD.html Accessed 20 Feb 2019.
B.A. Zahn, Impact of ball via configurations on solder joint reliability in tape-based, chip-scale packages, in Proceedings - Electronic Components and Technology Conference (2002). https://doi.org/10.1109/ectc.2002.1008301.
T.T. Nguyen, D. Lee, J.B. Kwak, and S. Park, Effect of glue on reliability of flip chip BGA packages under thermal cycling. Microelectron. Reliab. (2010). https://doi.org/10.1016/j.microrel.2010.04.003.
E.H. Amalu and N.N. Ekere, Modelling evaluation of Garofalo-Arrhenius creep relation for lead-free solder joints in surface mount electronic component assemblies. J. Manuf. Syst. 39, 9 (2016). https://doi.org/10.1016/j.jmsy.2016.01.002.
X. Long, Y. Liu, Y. Yao, F. Jia, and C. Zhou, Constitutive behaviour and life evaluation of solder joint under the multi-field loadings. AIP Adv. (2018). https://doi.org/10.1063/1.5044446.
H. Beyer, V. Sivasubramaniam, M. Bayer, and S. Hartmann, Reliability of lead-free large area solder joints in IGBT modules with respect to passive and active thermal cycling, in CIPS 2016 - 9th International Conference on Integrated Power Electronics Systems (2019).
S. Stoyanov, C. Bailey, and M. Desmulliez, Optimisation modeling for thermal fatigue reliability of lead-free interconnects in fine-pitch flip-chip packaging. Solder. Surf. Mt. Technol. (2009). https://doi.org/10.1108/09540910910928265.
J. Eckermann, S. Mehmood, H.M. Davies, N.P. Lavery, S.G.R. Brown, J. Sienz, A. Jones, and P. Sommerfeld, Computational modeling of creep-based fatigue as a means of selecting lead-free solder alloys. Microelectron. Reliab. 54(1235), 1242 (2014). https://doi.org/10.1016/j.microrel.2014.02.017.
M. Okereke and S. Keates, Finite Element Mesh Generation (Cham: Springer, 2018).
O.H. Basquin, The exponential law of endurance tests, in American Society for Testing and Materials Proceedings (1910), p. 625.
Z. Wei, Study on lifetime prediction of electronic products considering multiple failure mechanisms, in National University of Defense Technology (2014).
G. Yingnan, Reliability study on assembly solder joints of QFP devices under large temperature variation, in Master Degree Dissertation, Harbin Institute of Technology (2016).
P. Nelco and B. Triazine, BGA Material properties. TopLine (2016). https://www.topline.tv/drawings/PDF/BGA/Reference/BGA_Material_Properties.
Engineers Edge, Miner’s rule linear damage rule (2020). https://www.engineersedge.com/material_science/miners_rule_linear_damage_rule_15356.htm. Accessed 01 Nov 2020.
T. Lu, B. Zhou, K. Pan, and Y. Gong, Optimal design of PBGA mixed solder joints under random vibration, in ICRMS 2014 - Proceedings of 2014 10th International Conference on Reliability, Maintainability and Safety: More Reliable Products, More Secure Life (2014). https://doi.org/10.1109/ICRMS.2014.7107284.
H. Tang, Z. Wu, and Z. Lui, Random vibration simulation and analysis of PoP solder joints with different structure parameters, in ICEPT-HDP 2012 Proceedings - 2012 13th International Conference on Electronic Packaging Technology and High Density Packaging (2012). https://doi.org/10.1109/ICEPT-HDP.2012.6474815.
S. Saravanan, S. Prabhu, R. Muthukumar, S. Gowtham Raj, and A.V. Arun Veerabagu, Fatigue failure of pb-free electronic packages under random vibration loads. Int. J. Comput. Methods Eng. Sci. Mech. 19, 4561 (2018). https://doi.org/10.1080/15502287.2018.1430074.
S. F. Wong, P. Malatkar, C. Rick, V. Kulkami, and I. Chin, Vibration testing and analysis of ball grid array package solder joints, in Proceedings - Electronic Components and Technology Conference (2007). https://doi.org/10.1109/ECTC.2007.373825.
Y. Zhang, B. **g, F. Lu, X. Jiao, J. Hu, and Y. Chen, Study on failure simulation and fatigue life prediction of BGA solder joint under random vibration, in Proceedings - 2018 Prognostics and System Health Management Conference, PHM-Chongqing 2018 (2019), p. 675. https://doi.org/10.1109/PHM-Chongqing.2018.00121
X. Long, J. Xu, S. Wang, W. Tang, and C. Chang, Understanding the impact response of lead-free solder at high strain rates. Int. J. Mech. Sci. 172(December), 2020 (2019). https://doi.org/10.1016/j.ijmecsci.2020.105416.
Z. Zhao, C. Hu, and F. Yin, Failure analysis for vibration stress on ball grid array solder joints, in Proceedings - 2018 19th International Conference on Electronic Packaging Technology, ICEPT (2018). https://doi.org/10.1109/ICEPT.2018.8480428.
L. Tao, Z. Bin, P. Kailin, E. Yunfei, G. Yubin, and T. Lu, Harmonic vibration analysis and S-N curve estimate of PBGA mixed solder joints, in Proceedings of the Electronic Packaging Technology Conference, EPTC (2014). https://doi.org/10.1109/isaf.2014.6917974.
H.B. Qin, X.P. Zhang, M.B. Zhou, X.P. Li, and Y.W. Mai, Geometry effect on mechanical performance and fracture behavior of micro-scale ball grid array structure Cu/Sn-3.0Ag-0.5Cu/Cu solder joints. Microelectron. Reliab. 55(8), 1214 (2015). https://doi.org/10.1016/J.MICROREL.2015.05.013.
J. Liang, S. Downes, N. Dariavach, D. Shangguan, and S.M. Heinrich, Effects of load and thermal conditions on Pb-free solder joint reliability. J. Electron. Mater. 33(12), 1507–1515 (2004). https://doi.org/10.1007/s11664-004-0092-z.
T.E. Wong and R.C. Yu, Vibration fatigue evaluation on solder joints of under-filled BGA, in IPC - Electronic Circuits World Convention, Printed Circuits Expo, Apex, and the Designers Summit 2005, ECWC 10: The Perfect Fit (2005).
M. Saranik, L. Jézéquel, and D. Lenoir, Experimental and numerical study for fatigue life prediction of bolted connection. Procedia Eng. (2013). https://doi.org/10.1016/j.proeng.2013.12.090.
J. **a, L. Yang, Q. Liu, Q. Peng, L.X. Cheng, and G.Y. Li, Comparison of fatigue life prediction methods for solder joints under random vibration loading. Microelectron. Reliab. (2019). https://doi.org/10.1016/j.microrel.2019.02.008.
W.F. Wu, H.Y. Liou, and H.C. Tse, Estimation of fatigue damage and fatigue life of components under random loading. Int. J. Press. Vessel Pip. (1997). https://doi.org/10.1016/S0308-0161(97)00053-7.
T. An, C. Fang, F. Qin, H. Li, T. Tang, and P. Chen, Failure study of Sn37Pb PBGA solder joints using temperature cycling, random vibration and combined temperature cycling and random vibration tests. Microelectron. Reliab. (2018). https://doi.org/10.1016/j.microrel.2018.10.003.
H. Cui and E. Cheng, Random vibration analysis of different electronic packaging structures. Hanjie Xuebao Trans. China Weld. Inst. (2017). https://doi.org/10.12073/j.hjxb.20150606002.
J. **a, G.Y. Li, B. Li, L.X. Cheng, and B. Zhou, Fatigue life prediction of package-on-package stacking assembly under random vibration loading. Microelectron. Reliab. (2017). https://doi.org/10.1016/j.microrel.2017.03.005.
F. Xu, C.R. Li, T.M. Jiang, and D.P. Zhang, Fatigue life prediction for PBGA under random vibration using updated finite element models. Exp. Tech. (2016). https://doi.org/10.1007/s40799-016-0141-6.
Y. Li, D. Dong, H. Wang, Y. Wu, L. Dong, and R. Xu, Simulation and fatigue damage prediction for board level CBGA solder joint of LTCC-based SiP module under random vibration loading, in 2019 20th International Conference on Electronic Packaging Technology, ICEPT (2019). https://doi.org/10.1109/ICEPT47577.2019.245193.
Y. Cinar and G. Jang, Fatigue life estimation of FBGA memory device under vibration. J. Mech. Sci. Technol. (2014). https://doi.org/10.1007/s12206-013-0946-5.
Y.S. Chen, C.S. Wang, and Y.J. Yang, Combining vibration test with finite element analysis for the fatigue life estimation of PBGA components. Microelectron. Reliab. (2008). https://doi.org/10.1016/j.microrel.2007.11.006.
Acknowledgments
The study published in this report is funded by the School of Mechanical Engineering & the Built Environment, College of Engineering & Technology, University of Derby, UK.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Depiver, J.A., Mallik, S. & Amalu, E.H. Characterising Solder Materials from Random Vibration Response of Their Interconnects in BGA Packaging. J. Electron. Mater. 52, 4655–4671 (2023). https://doi.org/10.1007/s11664-023-10394-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11664-023-10394-x