
Abstract
Bio-based polymers are a class of polymers made by living organisms, a few of them known and commercialized yet. Due to poor mechanical strength and economic constraints, they have not yet seen the extensive application. Instead, they have been an appropriate candidate for biological applications. Growing consumer knowledge of the environmental effect of polymers generated from petrochemical sources and a worldwide transition away from plastics with a lifespan of hundreds of years has resulted in greater interest in such hitherto unattainable sectors. Bio-based polymers come in various forms, including direct or “drop-in” replacements for their petrochemical counterparts with nearly identical properties or completely novel polymers that were previously unavailable, such as polylactide. Few of these bio-based polymers offer significantly improved technical specifications than their alternatives. Polylactic acid (PLA) has been well known in the last decade as a biodegradable thermoplastic source for use in 3DP by the “fused deposition modeling” method. The PLA market is anticipated to accomplish 5.2 billion US dollars in 2020 for its industrial usage. Conversely, 3DP is one of the emerging technologies with immense economic potential in numerous sectors where PLA is one of the critical options as the polymer source due to its environmentally friendly nature, glossiness, multicolor appearance, and ease of printing. The chemical structure, manufacturing techniques, standard features, and current market situation of PLA were examined in this study. This review looks at the process of 3DP that uses PLA filaments in extrusion-based 3DP technologies in particular. Several recent articles describing 3D-printed PLA items have been highlighted.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Bio-based polymers are described as materials by which at least a percentage of the polymer comprises renewable materials or polymers that develop either fully or partially from renewable biomass resources (living organisms) [1]. These polymers are a category from biomass sources rather than oleochemical sources [17, 18].
Several studies and articles have thoroughly examined the possibility of chemical and polymer synthesis from biomass. German research institute Nova studied bio-based polymers polybutylene succinate (PBS) and polybutylene adipate terephthalate (PBAT) even though their production is virtually fossil-based at present. According to the report, the manufacturing of building blocks such as adipic acid, succinic acid, terephthalic acid, and butanediol (BDO) will be almost entirely bio-based by 2020. These building blocks may be less expensive than their fossil fuel-based equivalents. So far, PBAT and PBS are fascinating examples, and now, such polymers are produced from bio-based feedstock in little quantities and mixed to enhance other biopolymer properties [19,20,21]. Fossil fuel and potentially less expensive bio-based materials are used to make building blocks. Even more cost-effective than succinic acid derived from fossil fuels is bio-based succinic acid. The most important product is described here; it is difficult to manufacture using oil but is crucial when made using biomaterials. Succinic acid is a necessary ingredient for the production of butanediol; hence, the price of bio-based succinic acid determines how much butanediol may be produced. However, direct fermentation, which some businesses have done before, might be used to create butanediol. Industries should be able to choose between bio-based and fossil-based polymers (PBAT and PBS) in an increasing number of cases. This choice will not be simple, but it will be exciting since it results from competition between drop-in biopolymers and fossil-based polymers. The contest will be both on added “green” quality and the cost of the polymer [22, 23]. From reports, it is expected to be the bio-based alternative to acquire dominance by 2025; for instance, PBS is around 80% and PBAT almost 50%. Even though, drop-in biopolymers biopropylene (PP) and biopolyethylene (PE) will not meet those percentages. Changes might be prompt when green awareness brings a breakthrough or favorable government regulation would help [1, 24].
According to Jan Ravenstijn, a Dutch consultant who significantly contributed to the nova research, “Asia as well as South America, not Europe,” will reportedly see the construction of the majority of additional capacity. Although Europe is persistent in doing research and establishing several pilot plants, manufacturing facilities have not yet been put into operation. Europe, according to Ravenstijn, who spoke with representatives of the European Commission and the European Parliament, is exceedingly expensive (in terms of energy, raw materials, and labor) and lacks an industrial policy. As a result, according to the nova study, the European capability of region for biopolymers will decrease from 20 to 14%. Even while businesses in Europe and the USA desire to grow and expand, they use their technology elsewhere. Even though many shale gas controls markets, “white biotechnology” developments continue [25].
Biodegradable versus bio-based is one of the current debates. When 40% of packaging is made of fossil-based plastics, the percentage of bio-based plastics is 80, making concerns relevant to bioplastics. Biodegradability is a concern for manufacturers of bioplastics since packaging is mostly to blame for the plastic waste that litters the seas and countryside. Many aspects of biodegradability, which are dependent on the right mold, temperature, or moisture, are obscure to the public and policymakers [26]. Petroleum-derived polymers have been widely used for many years due to their fascinating characteristics, such as their firm mechanical properties and light weight, which make them incredibly useful for a variety of applications, such as transportation, packaging, home, aerospace, and construction. Despite this, research on a new class of polymers known as bio-based polymers and biopolymers (such as polylactide and biopolyesters) has become increasingly important in recent years. Research into replacing traditional oil-based polymers with biopolymers and bio-based polymers has increased [24, 27].
The main driver behind these initiatives is the long-term negative effects on human health and irreversible harm to the environment caused by the widespread use of non-biodegradable synthetic polymers. According to this perspective, society urgently needs to find a long-term solution to problems brought on by the traditional produce-use-discard habit. The other driving force behind the adoption of bio-based and biopolymers is due to their unique features and functionality [28]. Due to their biocompatibility, biorestorability, biodegradability, non-toxicity, reactivity, and chemical adaptability, these polymers in particular have a larger potential for use in environmental and biomedical applications. The applications of bio-based polymers and biopolymers are still difficult despite their enormous promise [29].
Engineering challenges may occur for such “green” polymers that hinder them from being cost-effectively treated into fabrics with indented forms and structures. Moreover, the subsequent materials from bio-based and biopolymers may show unsatisfactory properties (e.g., mechanical) for particular applications [30,31,32,33]. In order to promote the competitiveness of bio-based polymers and biopolymers, several researches have been conducted using a variety of techniques, including material hybridization, process innovation, molecular design, and chemical modification. The chemical and engineering characteristics of several biopolymers, such as starch, pectin, chitin/chitosan, proteins, and cellulose, as well as bio-based polymers, are pertinent to this specific subject (e.g., PHA and polylactide). In order to address the fundamental viewpoint of the structure-processing-property connection for the design of materials, the problem presents an opportunity to examine trends and advancements in the field of bio-based polymers and biopolymers. This highlights the development of innovative, cutting-edge, and functional materials from such sustainable polymers for a wide range of exciting applications [34, 35].
There are, of course, many more justifications for using PLA (and other bioplastics), the strongest of which being the impact of the plastic. The carbon footprint of PLA is now only half that of polymers derived from fossil fuels, but it is continuing to decline and may eventually be almost zero [36]. All of them are only rather technical arguments, though. Small emotional brands typically market biological items, and brand owners express tremendous worry about bioplastics for packaging. Brands take bioplastics generated from agricultural products seriously and prefer not to engage in talks about them in the same way that they would about fuel or food [37]. However, there is much space for incredible innovations such as tomato trays developed by entrepreneurs from Holland, made from the stems of tomato plants. Packaging from Nutella leftovers, recently developed by Ferrero, one of the world’s leading hazelnut processors. Although the importance of the image has been shifted from biodegradable to bio-based sourcing, bioplastics are still searching for a stable foothold. The bioplastics industry remains a youthful and emerging industry, with numerous opportunities [38]. Therefore, this review article deals with different uses of biopolymers in 3D printing (3DP) especially those that use PLA filaments in extrusion-based 3DP technologies in particular in the decade forward with tack attention towered the biosafety profile and biocompatibility.
2 Proceptivity of PLA in 3DP
PLA is the best choice polymer for 3DP technology for many and its various aspects along with the advances within ten years such as (i) emergence of PLA to become a major bio-based plastic; (ii) common application; (iii) types and characteristics (melt flow index); (iv) biodegradability; (v) production, uses, and synthesis; (vi) validation of 3DP PLA filament, pros and cons and its production from abortive plastics. The Medical Subject Headings (MeSH) terms used for the literature search included “3DP,” “Plastics,” “Types and characteristics of PLA,” “Application,” “Production and Synthesis,” “Industrial Uses,” “FDM 3DP,” “3DP Process,” “Filament,” “3DP Technologies,” “Application,” “ABS,” “Recycling,” “PLA applications in the bioprinting field.” Logical strings were created using the MeSH terms and free text words to search in PubMed and Google Scholar and retrieve the relevant articles.
3 PLA as bio-based plastics
The predicted production capacity of PLA is nearly 800,000 tons per year in 2020, from the study by nova-Institute, based in Hurth, Germany. Currently, the overall power of 25 companies’ figures is 180,000 tons [39]. Nature Works shows a capacity of 140.000 tons in the US and Thailand, the largest. Other producers are comparatively smaller. However, by 2020, at least 7 locations will be manufacturing at least 50,000 tons of PLA, while the production capacity will reach a million tons per annum. Lactic acid shall be a fundamental renewable chemical that can be used more than PLA [40]. Forecasts of 800,000 or even up to 950,000 tons per year by 2020 indicate that PLA will be the polymer for the future. The study, which appeared in January 2013, was conducted by the Nova-Institute based on interviews and discussions with producers of more than 30 different bio-based plastics worldwide and constructed the latest “Bioplastics Producer Database” [1, 14, 19, 39].
PLA was made in the 1930s by Wallace Carothers, an American chemist well known for creating neoprene and nylon in the chemical company DuPont. However, it was not till the 1980s that PLA was last made for use by an American company Cargill [41]. Jan Ravenstijn was a well-known consultant in the polymers world and specialized in bio-based polymers. He conducted senior positions in research and development at Dow Chemical and DSM throughout the past 10 years. Earlier in the 1980s, he was engaged in the initiative for the advancement of PLA at Dow. He got an assignment to create an alternative for PS (polystyrene), biodegradable [41, 42].
PLA is a versatile bio-based polymer used in 3D printers and many other applications. It is an adaptable bioplastic that is biodegradable with various qualities. It is among the chief bioplastic around the globe, and the query about its biodegradability is whether it is ideal or not. The most important quality of PLA is its biodegradability. For many industrial composting installations, they will fragment to lactic acid, a naturally existing non-toxic compound [43]. So it can be concluded: responsible bioplastics users should switch from fossil to bio-based and change their business models [44, 45].
3.1 Importance
PLA (Fig. 1) is aliphatic polyester obtained by converting starch extracted from renewable vegetable sources such as corn and potatoes into glucose, which ferments it into lactic acid and further polymerizes it. The glass transition temperature of PLA is 55 °C, and the melting point of TM is 180 °C. PLA has good biocompatibility and high strength and is fully biodegradable. The final product after decomposition is water and carbon dioxide. Therefore, it is non-toxic and does not cause environmental pollution [46]. Although PLA has excellent integral properties and high strength, its rigidity is poor (Table 1). The interval length of the pure PLA is approximately 4%.

Chemical structure of polylactic acid (PLA)
PLA is widely used in 3DP because it is easy to print [47]. PLA has a wide temperature range. If the 3D printer does not have the most accurate reporting, we will not print with it. Some 3D printers like Pulse XE from MatterHackers can print with various foreign filaments, but new people in printing want to start with PLA before moving on to more challenging types. Another of the PLA’s achievements is the tendency to fight or get out of bed. We can print small PLA prints without a heated bed; however, printing with a heated bed makes the experience much easier, and as it is not required, the 50–65 °C heated bed is plenty. So printing is easy, and it is less likely to fight, but another reason why PLA is the best material for beginners [48, 49].
3.2 Common application of PLA bioplastics
PLA is aliphatic polyester with the essential characteristics of common polymer materials, good mechanical processing performance, and low shrinkage. It can be used for most synthetic plastics. It is widely used in manufacturing packaging materials, household appliance shells, and biodegradable medical products: fiber extrusion: teabag, clothing; injection molding: container, disposable tableware; composite: wood, PMMA, PC, ABS; thermoforming: dessert container, tray, cup, coffee capsule; blow the molding: airless water bottle, fresh juice, cosmetic bottle; the diversity of this material applies to all 3DP projects of great interest. However, the softening temperature of PLA is low, so it is not suitable for hot liquids. Several short-lived and long-lived applications of PLA are described in Table 2 [50, 51].
3.2.1 Food contact approved PLA for packaging
The Food and Drug Administration (FDA) has approved the use of PLA as a material for food contact. When packaging foods with a short shelf life, including fruits and vegetables, it can be utilized as a polymer. Polylactides are frequently used in packaging as containers, drinking cups, salad and sundae cups, overwraps, and blister packages [52].
3.2.2 Healthcare and medical industry
Polylactide is widely used in the healthcare and medical sector to create tissue engineering scaffolds, delivery system components, covering membranes, and various bioabsorbable medical implants because of its biocompatibility and biodegradability. Due to the versatility of PLA, it has been studied for dermatological treatments (e.g., facial lipoatrophy and scar rejuvenation), implants and medical devices (fixation rods, plates, pins, screws, sutures, etc.), and membrane applications (such as wound coverings) [53].
3.2.3 Structural applications
The use of bio-based PLA and PLA-based composites in high-end automotive, electrical, and electronic applications is relatively new. These composites could be used for interior car parts or safety helmets since they exhibit improved tensile strength and impact properties. Enhanced material characteristics make PLA appropriate for usage as a ceiling material, front panel, door trim, and pillar cover. In hybrid concept cars, the usage of PLA biocomposites is suggested for translucent roofs or to cover spare wheels. There are still several characteristics, nonetheless, that prevent the commercialization of PLA for use in other structural applications [54].
3.2.4 Fibers and fabrics
Due to their low moisture absorption, low smoke generation potential, and strong resistance to UV radiation, fabrics and fibers made from PLA are also suited for textile fiber applications such as shirts, carpets, bedding, mattresses, and athletics. Additionally, the polymer has application potential in insulating materials, compostable garden waste bags, and foams for structural protection [55].
3.3 Impact of global environmental policy changes on bioplastics enterprises
In August 2017, China issued a waste ban order, which led to the short-term failure of waste plastics in the world’s major developed countries. As a result, the European Union has issued an urgent plastic strategy to ban the use of non-disposable plastic products before 2022 [56]. Sixty-seven countries worldwide have issued similar policies, providing excellent biodegradable plastics opportunities. On June 9, 2018, Canada, France, Germany, Italy, the UK, and the European Union signed the “Maritime Plastic Charter” at the G7 Summit. This legally binding document is officially released as an appendix to the G7 Summit Result, which contains several commitments and activities related to marine plastics and microplastics. The seven-members of the USA and Japan have not signed the document.
3.4 PBAT
Poly(butylene terephthalate-co-butylene adipate) ester (PBAT) is aliphatic–aromatic copolyester. This copolyester has good biodegradability. The end product of the decay is water and carbon dioxide [57]. It is an eco-friendly polymer material. At the same time, it has good ductility, rigidity, and heat resistance—impact performance. Therefore, by mixing PLA and poly(butylene terephthalate-co-butylene adipate) esters, by complementing their performance properties and adjusting the ratio of the two, the higher strength can be obtained, and the flexibility of the mixture can be improved. The film prepared from the mixture can achieve complete biodegradation and is an environmentally friendly material. However, the cost of making PLA and poly(butylene terephthalate-co-butylene adipate) is higher than traditional polypropylene, polyethylene, and other materials used to make films, especially the latter. It is made of an utterly biodegradable film made of a mixture of PLA and PBAT, cheaper than traditional plastic film, which is not suitable for its promotion and application [58].
Starch is abundant in natural plants, rich in resources, inexpensive, and biodegradable. Therefore, by adding starch to the mixture of PLA and PBT, the prepared composition can achieve complete biodegradation, reduce the composition’s preparation cost, and increase the market’s competitiveness. After searching in the prior art, patent CN102257068 reveals a biodegradable packaging film; mix PLA, starch and aliphatic–aromatic copolyester and identify the mixture by adjusting their mixing ratio balance of mechanical properties. Because PLA, starch, and aliphatic–aromatic copolyester are incompatible, it is difficult to obtain a composition with superior mechanical properties by simple mixing. The literature reports using malic anhydride in double bond polymerization as a composite to combine PLA and starch to bind a section of polymeric with good compatibility with polyester [59]. In aliphatic–aromatic three-dimensional mixture, however, the disadvantage of using this compatibility is that it is not biodegradable, which destroys the entire organic matter of the mixture. Although the use of isocyanate chain extenders as compatibles can improve the compatibility of all three, on the one hand, isocyanate chain extenders are highly toxic, and, on the other hand, most of them are liquid, making them unsuitable for addition and use [60].
3.5 Types and characteristics
There are various diverse categories of PLA, such as racemic poly-l-lactic acid, regular poly-l-lactic acid, poly-d-lactic acid, and poly-dl-lactic acid. Each of them has a few distinct characteristics but seems identical as they are produced from renewable resources (lactic acid: C3H6O3) instead of traditional plastics derived from nonrenewable petroleum [61]. PLAs are categorized as thermoplastic polyester (contrary to thermoset), and the name shall be bound with how the plastic reacts to heat. Thermoplastic materials turn to liquid at their melting point (150–160 °C about PLA) [62]. A chief valuable trait of thermoplastics is that they can be heated up to their melting point, cooled, and could be reheated further without any considerable degradation. Instead of burning, thermoplastics like PLA liquefy are easily injection molded and then recycled after that [63].
In contrast, thermoset plastics shall only be heated at once (usually at the time of injection molding). The first heating induces thermoset materials to be set (like 2-part epoxy), thereby a chemical change that is not reversed because, if we heat a second time a thermoset plastic at high temperature, it will only burn. Such characteristics drive thermoset materials inadequate for recycling, and here, PLA goes down to code number 7 in SPI resin identification [63, 64].
3.6 Biodegradability
“Bioplastics” are materials derived from biomass (e.g., PLA). PLA is biodegradable and shows identical properties to polypropylene (PP), polyethylene (PE), or polystyrene (PS) [24]. PLA may degrade within two weeks at 60 °C under certain conditions. Besides, most PLAs (other than lower quality) will be stable for the home compost heap where the temperature will not exceed 40 °C. In this point of view, some industry representatives would not even speak about biodegradability at all, the word being relatively imprecise. We know even very little about PLA’s behavior in the marine environment, where a large amount of trash will end. However, in industrially controlled conditions, PLA fragments are pretty good. Therefore, PLA should finish the “green” waste bin as much as possible [65].
The most significant advantage of PLA as bioplastic will be its versatility and conviction in its natural degradability once it is exposed to the environment. For instance, a PLA bottle left in the ocean will usually degrade in 6 months to 2 years. Compared to conventional plastics (plastics that take many hundred years to a thousand to degrade in the same environment), this is fantastic. Accordingly, PLA has a great significance to become more beneficial in short-lived applications where biodegradability is strongly recommended (e.g., plastic containers or water bottles for fruits or vegetables). It is familiar that despite its degradation capacity over a long time when vulnerable to the elements, PLA is exceedingly robust in any typical application (e.g., a plastic electronics section) [66, 67].
3.7 Production
PLA, also termed polylactide, is a thermoplastic material made from renewable resources like sugar cane, cornstarch, or tapioca roots, disparate from other industrial materials primarily made from petroleum. This material has become well known within the 3DP industry, medical applications, and food products due to its green origins. PLA is made by fermenting a carbohydrate resource such as cornstarch. For PLA manufacture, natural products (cornstarch) will be grounded to split up starch from corn and mix it with lactic monomers or acid [68]. Starch will break up into corn sugar or dextrose in the mixture and end with l-lactic acid, the fundamental component of PLA, by glucose fermentation. This material is regarded as the non-Newtonian pseudoplastic fluid, which means its viscosity or resistance to flow will alter under the stress to which it is subjected. Especially, PLA is a delicate material, which when applied to stress, the viscosity decreases [45].
Production of PLA can be done by two different methods like polymerization or condensation. Among these, the more standard polymerization method is ring-opening polymerization. These methods produce more giant PLA molecules using metal catalysts associated with lactide. The condensation technique is identical through a significant difference: the temperature and the by-products (condensates) are freed from the reaction. Corn kernels are only used for the production of PLA [69]. Once corn kernels are minced, the starch or glucose is extracted from the corn, and the enzymes will convert glucose to dextrose by hydrolysis. Later on, dextrose will get fermented by microorganisms to form lactic acid, the easy chemical outcome of fermentation. The lactic acid formed is subsequently transformed into lactide, which is finally converted to long chains or polymers by a proprietary method called ring-opening polymerization to form PLA. Production of PLA can be by pre-existing manufacturing devices (one which is configured and initially employed for petrochemical industry plastics), which makes it comparatively cost-effective to produce. PLA production is distinct from most majorities of thermoplastic polymers. Most plastics are derived from polymerization or distillation of nonrenewable petroleum reserves. From reports, PLA shows the second-highest production volume (the more often cited as thermoplastic starch). PLA production is a well-known idea as it reflects the fruition of the vision of non-petroleum plastic production and cost-efficiency [46].
3.8 Synthesis
The basic building block for PLA is the lactic acid in the final broth to give the most significant process efficiencies, first isolated in 1780 from sour milk. However, high concentrations lead to lactic acid toxicity, and Swedish chemist Scheele produced it commercially in 1881 (Fig. 2) [70]. The ring-opening polymerization of lactide is one of the methods for industrial production of high-molecular-weight PLA. Lactide has three stereo configurations—l-lactide, mesolactide, and d-lactide. As a cyclic dimer, it can be formed by solvent-free dehydration under mild conditions. Commercially feasible methods for obtaining and purifying lactide involve steps such as condensing lactic acid at 115–179 °C, removing the condensed water, and removing the mesolactic acid and low-molecular polymer through recrystallization to obtain pure l- or d,l-lactide with high molecular weight. The industrial production method of lactide is the same as the scheme mentioned above, but in different reactors, producing low-molecular-weight prepolymers, and the final purification method is different. For example, Cargill Inc. uses a reduced pressure–reflux method to remove residual water, lactic acid, oligomers, and partial lactide. Nemphos changed the purification step, using a multistage melt recrystallized to remove LA and low-molecular polymer. Bhatia and colleagues used inert gas to remove, recrystallize, and purify lactide. Other methods include the use of lactide in gas-phase recrystallization to increase yield and weakly alkaline water/solvent systems to extract lactide. In the method described above, after removing impurities, high-purity lactide is generally obtained.

Synthesis methods for high-molecular-weight PLA
3.9 Industrial uses
PLA has a wide variety of applications. Few primary uses comprise bottles, biodegradable medical devices, and plastic films (e.g., rods, screws, plates, and pins anticipated to biodegrade therein 6–12 months). PLA has an application for use as a shrink-wrap material because it constricts under heat. Besides, the soothe by which PLA melts enables some fascinating applications in 3DP (namely “lost PLA casting”). At the same time, its lower glass transition temperature elicits various categories of PLA (e.g., plastic cups) that are unsuitable to carry hot liquid [70].
As being PLA an important adaptable material, which processes numerous advantages, it is universally accepted for its use in industries. Accordingly, the applications of PLA are also increasing and growing. PLA-based printing application proved a multitude of benefits, and thus, it becomes familiar for many industries and brings possibilities for manufacturers. Eco-friendly filaments work in fashion and will play an essential role in FFF printing. As it is eco-friendly, manufacturers can fabricate strong, durable, and reliable products by doing a little favor to the environment [68].
-
Food packaging: since PLA seems to be a safe alternative to plastics, now it can be used in food packaging applications because it can dispose of quickly and significantly as it will never harm the environment.
-
Automotive: the automobile industry is now frequently searching for eco-friendly ideas. PLA can be an excellent candidate for prototy** car parts by doing so.
-
Household appliances: varieties of household appliances are familiar based on PLA as it is a plastic that offers environmental advantages [45, 69].
3.10 Toxicity
PLA is biodegradable and non-toxic in solid form. It is frequently used in medical implants and food handling that eventually biodegrade the body. Like most plastics, PLA can be toxic if absorbed or inhaled into the liquid or vapor (i.e., during manufacturing). Especially, be careful about handling and monitoring instructions for molten polymers. Recently, researchers from the Illinois Institute of Technology published a paper on Ultrafine Particle (UFP) emissions from commercially available 3D printers using ABS and PLA feedstock [71].
4 Additive manufacturing and product lifecycle management
It has been proven that 3D printing technology has a significant impact on product lifecycle management. Manufacturers are interested to use 3D printing for additive manufacturing to make unique customized products for their customers which allows a company to create new designs for manufacturing, custom products, tooling and prototy**. 3D printing can be used to create opportunities for spare parts and maintenance, not just for creating end consumer products. Printability Index helps a company to understand which of their products could be 3D-printed more cost-effectively by considering factors like how often that product is used, the size of the product, what the holding costs are for that inventory, and the material out of which the product is made.
Companies are now able to evaluate effective 3DP of spare parts and the possible materials go for manufacturing customized end consumer products. With “ultra-postponement,” companies can postpone production until a customer places the order and then print products on demand, precisely the way a customer is looking for. As the technology develops, it allows the printing of new materials more quickly, including biological materials, and metals, sophisticated polymers. It can 3D print or additively build more things depending on the accuracy of printing increases. Among the difficulties, it must watch out for the necessity to optimize for new manufacturing capabilities. Also, there is a huge opportunity as this field continues to develop, and it is to be one of the most revolutionary technologies in the manufacturing or product lifecycle management fields.
3DP is a program that includes many materials and various technologies. By doing a 3D-printed part, one can have various options and materials. The right choice will highly influence the outcome and critical secret to success. Various materials can be printed; although some home and industrial 3D printers adopt different printing materials as long as they have similar characteristics such as melting point, a traditional printer can use different paper types. Below is the classification of types of 3D printers according to materials (Fig. 3) [72].

3D printing technical classification according to printing materials
4.1 Concept model
A concept model is a sally for testing various aspects of the projected design without attempting to simulate the visual outlook, proposed manufacturing procedure, or selection of materials. Such prototypes are applied to “prove out” a potential design approach like mechanics, range of motion, architecture, and sensors. In the beginning, concept testing was helpful to realize design options that are not working or find where necessary development and testing are needed further [73, 74].
4.2 Design verification
Engineering verification testing (EVT) uses prototypes to confirm whether the design reaches design goals and predetermined specifications or not. This precious information is used to validate the design or identify areas that need modification. The design model for EVT could capture the proposed design esthetic and simulate the intended product’s appearance, surface textures, and color. However, this step will not embody the function(s) of the ending product. Such models can be used in executive reviews and approval, market research, and photoshoots for sales literature and packaging mock-ups [74, 75].
4.3 Form, fit, and function
The expression “form, fit, and function,” from time-to-time term FFF or F3, by manufacturing and technology industries, is a depiction identifying characteristics of an item.
-
Form: describes the size, shape and dimensions, mass, or any visual parameters that characterize an item. This defines the “look” of the part or item. Occasionally, balance, weight, and center of mass also are considerations in “form.” In general, color is not considered in “form,” apart from when it shows an exact functional meaning.
-
Fit: this term denotes the capacity of an item to become an integral part of another item or assembly, physical interface, or interconnect. This is related to the capability to associate a part in the assembly or other parts and includes tolerances.
-
Function: Function is the actions that an item is designed to perform or, in other words, the cause of an item’s existence and comprises secondary applications.
Form, fit, and function testing is helpful to construct the parts of an assembly by putting them together to observe they are correctly fitting. One can take on a primary evaluation of tolerances and ensure design errors. A functional model is termed a working prototype. The functional prototype possibly will be scaled down (reduced in size) to reduce expenses. A functional model tests the parts under stress and checks how the model will act in its actual application. The construction of a fully working full-scale prototype and the ultimate proof of concept is the engineers’ final verification for design flaws and allows final perfection to be made ahead of large-scale manufacture runs being ordered [74].
4.4 Regulatory control
The regulatory control is the most critical step to manage that the product suits the legal necessities to go into the market. At this stage, it is necessary to find the material and production technique that will simulate closely how the product will handle diverse elements such as electricity, fire, or food safety. This calibrated progression starts with a concept model to finish a completely functional prototype. That means it is not necessary to spot every aspect simultaneously. We should use the multiple properties present in the different additive manufacturing technologies depending on our goal. Below is a quick reminder of what one should search for depending on the phase-in. To create an ideal prototype, a chart is made to 3D print an object for a specific purpose. This chart helps to choose the perfect material to simulate the target property [74]; the summary of this process is described in (Fig. 4).

Rapid illustrative outline of the product lifecycle management process
5 FDM in 3DP
Fused deposition modeling (FDM) or fused filament fabrication (FFF) refers to the material extrusion family and is an additive manufacturing method. For FDM, an object is made by optionally depositing melted material on a predefined route layer-by-layer. The materials employed are thermoplastic polymers that arise in a filament fashion. The most globally used 3DP technology is FDM which corresponds to the most extensive installed base of 3D printers and the first technology worldwide (Fig. 5). FDM generates quick functional parts and prototypes very cheaply from several thermoplastic materials. The standard build dimension of a desktop FDM 3D printer is 200 × 200 × 200 mm, whereas industrial machines may have a bigger build size. To avoid war** on large flat zones, we add fillets in sharp corners. FDM is anisotropic, so it is not appropriate for mechanically crucial components [76, 77].

An overview of different AM techniques
5.1 Principles
The FDM fabrication process can be as follows. The first is to load a spool of thermoplastic filament into the printer. When the nozzle attained the desired temperature, the filament fed on the extrusion head and in the nozzle, the place where it melts. The extrusion head connected to a 3-axis system permits it to shift in X, Y, and Z directions (Fig. 6). The melted material is extruded on thin strands and is stored layer-by-layer in preset positions, where it cools and solidifies. Sometimes the cooling of the material is expedited by cooling fans fitted on the extrusion head. In order to, fill an area, it is necessary to have multiple passes, like coloring a rectangle with a marker. When a layer is finished, the constructed platform goes up or down depending on the machine setups and another layer gets deposited. The action continues till the portion gets finished [76, 78]. All the settings are shown below, assuming to have a file loaded into the slicer and on the main screen.

Schematic representation of a typical FDM printer
5.1.1 Nozzle and bed temperature
FDM can 3D print a complete part in a few minutes or a few hours, shortening lead times and speeding up the prototy** process which allows printing larger objects. The easily scalable design of FDM printers means a low cost-to-size ratio. PLA, ABS, and PETG are just a few examples of these plastics, all of which have different melting points. It is necessary to set the nozzle temperature to match the material you are printing, and a few degrees of difference will give different results. PLA, for example, usually prints best between 180 and 200 °C, while ABS is best between 230 and 250 °C. It is necessary to experiment with different temperatures to get the best results. Bed temperature is not as important as nozzle temperature, but it still makes a difference. Having a bed at the right temperature will help the materials adhere to the build plate while also preventing problems like war**. Materials like PLA can work without a heated plate, but ABS can benefit from bed temperatures above 80 °C.
5.1.2 Layer height
Layer height is the thickness of each layer of plastic placed on the bed during printing. Lower layer heights result in higher resolution models and slower print times, while higher layer heights will reduce quality and time. It is necessary to make sure that layer height works with the nozzle that is in use, though most slicers will warn you if you are too big or too small. The first layer of any print is the most important, which is why most slicers offer the option to set a specific height for it. Having a thicker initial layer will strengthen the base of the model and help it fit into the bed.
5.1.3 Print speed
Print speed is the speed at which the print head moves during printing. Increasing the print speed will speed up printing; however, it will affect the quality of your print. Additionally, some materials require lower print speeds due to their properties. PETG, for example, is typically printed at a maximum speed of 30 mm/s, which takes into account creep and stretch. PLA and ABS can run at speeds of 60 mm/s or higher, but it is possible to change settings such as exterior speed to increase the quality of your finished print without compromising print speed.
5.1.4 Withdrawal
Most modern FDM 3D printers use motorized extruders to retract the filament at certain points during printing. This helps to prevent spillage as the print head moves from place to place and gives the printer control over the flow of material coming out of the hot end. Like print speed, retraction settings are usually based on the material you are printing. Stretchable materials such as PETG and TPU require retraction speeds of 30 to 80 mm/s and retraction distances of 2 to 5 mm. In contrast, PLA is good at 50-mm speed and 0.5- to 1-mm distances.
5.1.5 Infill and walls
It is rare to find a 3D printable file that needs to be made from solid plastic. Instead, most prints are made with solid outer walls that keep the piece beautiful and strong without a lifetime of printing. Ten to twenty percent fill is sufficient for most prints, although it may need more if we need a piece to feel particularly solid. It is important to note that solid infill does not necessarily make a part stronger. In addition to filling, it is also possible to change the thickness of the outer layers at print. Between three and five layers are usually enough to make the print strong, but this is something that can be tweaked to reduce the time it takes to complete your print. Excessively thin walls will cause the infill pattern to show.
5.1.6 Supports
Supports are used to prevent models from hanging when printing with overhangs. Most slicers can create the backing automatically, but it is possible to change the settings to make sure that we get the best results for print. It is worth understanding the different support options before going ahead and changing them too much.
5.1.7 Additions
Most slicers can add more parts to the print and are designed to aid in bed adhesion and war**. This is a great way to easily enhance your prints, but there are some types available.
5.1.8 Cooling
Cooling fans are an important part of your 3D printer. Many modern FDM printers have fans that are used to cool the part while printing. It is great for materials like PLA and PETG, but bad for materials like ABS thanks to temperature fluctuations. It is necessary to keep the general printer almost always cool.
5.1.9 Z-Hop
As a final set to look at, Z-hop lets tell the printer to lower the bed or raise the print head while moving. This can prevent models from being knocked off the build plate before the print is complete.
5.1.10 Slicer
Slicers are incredibly powerful tools that give many different options for prints. However, that does not mean they are easy to use and will have more to learn after this article to master the slicer you are using. It is always important to remember that FDM 3D printers also need to be calibrated and maintained to function properly. It does not require a lot of work, but the time spent on it will be well worth it.
5.2 Common FDM materials
The paramount importance of FDM is its wide variety of accessible materials that can be from high-performance thermoplastics (e.g., PEI and PEEK) and commodity thermoplastics (e.g., PLA and ABS) to engineering materials (e.g., PA, PETG, and TPU). The FDM pyramid of thermoplastic materials shows that the higher a material, the better its mechanical properties are. The material employed will influence the printed part’s price, accuracy, and mechanical properties [74, 76, 77].
It is possible to make FDM parts in excellent standard by diverse post-processing methods, like cold welding, priming and painting, poxy coating, metal plating, sanding and polishing, and vapor smoothing. There are many advantages and disadvantages to this technology. FDM is the most economical method for custom thermoplastic parts and prototypes. The lead period of FDM is shorter (as soon as next-day delivery) because of the approachability of technology. Wide varieties of thermoplastic materials are accessible and appropriate for some non-commercial functional applications and prototy**. As FDM has a lower-dimensional resolution and accuracy than other 3DP technologies, it is not appropriate for the parts with detailed information. Also, the parts may have visible layer lines, so post-processing is necessary for a smooth finish. The layer adhesion mechanism of FDM composes the parts anisotropic. The main characteristics of FDM can be detailed as follows [79]
-
Wide range of colors
-
Mechanically strong and stable over time
-
Hands-free supports removal
-
Compatible with most Stratasys FDM 3D printers
-
Excellent price-to-quality, price-to-performance ratio
6 PLA vs. ABS
PLA is one of the most popular plastics in the desktop 3DP community because it is easy to print. Besides other materials, it does not expel many particles and is also biodegradable. As PLA originates from sugar in corn starch, it does not bear petroleum-based plastics’ negative implications, like ABS. ABS (acrylonitrile butadiene styrene) is a crucial thermoplastic used in injection molding for applications like electronic housings and LEGO automotive bumper parts. PLA is a biodegradable (under exact circumstances) thermoplastic and is one of the famous bioplastics used for various applications, from plastic cups to medical implants. PLA and ABS are more popular FDM desktop printing thermoplastic materials, which mean they can be in a soft and moldable state when heated up and come back to a solid state when cooled. By the FDM process, both will melt and extrude through a nozzle to develop layers that conceive the final part. The accuracy and tolerances of FDM printed components are most commonly reliant upon model complexity and printer calibration. Both ABS and PLA have plenty of diverse prototy** applications [80, 81].
6.1 PLA filament in 3DP
PLA is one of the most known materials used for 3DP. It is a default filament selection for many extrusion-based 3D printers as it enables printing at lower temperatures and does not need a heating bed. PLA is the initial choice material for use in 3DP as it is much more inexpensive, simple to print, and can make parts to be used for diverse applications. PLA is one of the most eco-friendly filaments available today on the market, and as its origin is from corn and sugarcane, it is renewable and biodegradable. As an additional advantage, it provides plastics with a sweet aroma at printing [82].
PLA filament achieved broad endorsement among additive manufacturing due to its renewability of products and mechanical properties. It is always a favored choice for beginners for 3DP since it is very convenient to handle. It is examined as a semi-crystalline polymer with a melting temperature of around 180 °C, less than ABS filament, with a melting point between 200 and 260 °C. It implies that when PLA-based printing, a heated print bed and closed chamber are not essential either. The only shortcoming is that the higher viscosities of PLA filament may block the print head. PLA-based filaments provide similar mechanical properties as that ABS filament. The second one has higher resistance and flexibility. However, PLA has significant resistance to heat; it is usually employed in the food industry. It is generally more straightforward and suggested to work with it if the project unprovided significant mechanical complexities. For instance, PLA avoids complex post-processing. It can be treated or sanded with acetone, and the supports will, in particular, be simple to remove. There could be a few issues with the initial layer of this material, and so, therefore, adhesive tape is suggested to add to the printing tray to assist its detachment when the part is completed [82, 83].
6.2 Key manufacturers of PLA filament
There are quite a lot of manufacturers today, as PLA is one of the well-known materials for 3DP. An Austrian company WeforYou, a developer of sustainable solutions and polymers, is among the most popular. The German company Evonik mainly focused on PLA in the medical sector, American company NaturaWorks biggest manufacturer of PLA, and Netherlands-based company Corbion targeted the progress of high-performance resins by PLA. The price of PLA filament may currently deviate based on the characteristics and colors that we search for. Hybrid filaments like conductors or wood can also influence the coat. Besides, the cost of desktop filament is 20€–70€ per kilogram. Their 3D printers can also produce pellets, which can significantly diminish the cost [84, 85]. Smart file PLA 1.75 mm Neo Yellow 330 g is also an interesting filament for 3D printer by smart materials and biodegradable due to its natural origin (maize, potato, or sugar cane). The printed parts fit well to the angles, giving a glossy finish and vibrant colors. No heated bed is required at a printing temperature at 210 °C.
6.3 Sustainability
The sustainability of PLA filament has been questioned in recent years. Potentially, the word biodegradable, generally referred to as filament, has turned into a question. Indeed, the materials made from renewable sources; ever it does not make or mean this material necessarily being biodegradable. It can decompose only under particular aerobic conditions. For instance, PLA degrades immediately when subjected to industrial composting. Else, it may take up to 80 years to decompose the atmosphere, like other plastics, and become a pollutant.
PLA is one of the two usual plastics used on FDM machines for 3DP that is often available in 3D printable filament, and the latter is ABS. PLA filaments for 3DP are usually accessible in multiple colors. PLA can be CNC machined even though it is generally not accessible in rod form or sheet stock. It is available like a thin film used for thermoforming or plastic pellets used for injection molding. Plastic pellets for injection mold are generally made or blended to rectify material characteristics. One of the fascinating things that can be done with PLA on 3DP is “lost PLA casting.” This is a PLA printing method like an interior cavity followed by sheathed with materials like plaster. Later, the PLA burned out since it had a lesser melting temperature than its materials. The outcome could be a void usually filled by molten metal [74, 85].
6.4 3D-printed PLA objects
The use of PLA objects has been surprisingly increasing in biopolymer research because of its sustainability and biocompatibility properties through the innovations on novel processing paths based on 3DP methodology. There are three critical methods for 3DP (additive manufacturing), which are extrusion-based 3DP techniques, stereolithography (SLA) processes, and powder-based laser sintering [86, 87].
7 PLA in extrusion-based printing technologies
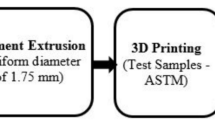
In this method, the PLA filament is fed to the 3DP machine through a fixing cylinder and then melted at the preferred temperature extrusion head. The solid segment of the filament drove the melt to the nozzle, which can move horizontally on the XY plane. At this movement time, the deposited molten material on the table could move in the vertical z-direction. Melt extrusion production (MEM), fused filament fabrication (FFF), and fused deposition modeling (FDM) are commonly used for this class to point out material extrusion technologies. These processes are almost similar and differ only in their trade names. Every supplied thermoplastic material solidifies rapidly after accumulation, permitting complex 3D object production [49].
PLA, which is used as raw material for extrusion-based printing, generally plays a role in building laboratory equipment, teaching aids, surgical equipment, and agricultural instruments. PLAs in patient-specific implants and tissue engineering are also especially well known because of their biocompatibility. It is crucial to assess the fracture properties and strength of 3D-printed parts of PLA by the FDM technique. Some machine-related factors also influenced the strength and excellence of the thermoplastic components. For instance, material extrusion temperature besides the layer thickness and printing orientation influences the mechanical strength of the final 3D-printed product, which is experimentally optimized. Even though the specified operation settings stand for the most acceptable total combination and the test results, a few settings may differ consistent with the user priority. For example, if esthetic is significant, a lower printing speed and a lower layer thickness offer high-resolution Colloids Interfaces along with an improved surface quality in 3DP. In such cases, the layer thickness may reduce without losing the product’s mechanical strength [88].
To study the effect of process parameters on the mechanical properties of the PLA parts produced by FDM, several statistical models have been used to monitor the consequential fatigue, degradation, and distortion properties. 3D printable PLA-graphene composites were used to get better electrical conductivity, mechanical resistance, and flame retardancy of the printed objects to enhance the mechanical properties, though, in general concern, the high variability in experimental 3DP outcomes is influenced by factors like a medium moisture level that is less controllable [89].
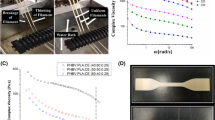
A suitable nozzle is also proposed for PLA 3DP by polymer solutions other than filaments. The advantage of this technique is that even at lower temperatures, the polymer can print without degradation. The most common solvent used for PLA is chloroform. These structures are well known for tissue regeneration for the regenerative medicine applications of biodegradable templates. The most challenging part of the solution printing process is ink accuracy for adjusting the viscosity of PLA printing. It can be made possible by adding a plasticizer or changing the process temperature. For such methods, it is significant that the accurate plasticizer addition since the plasticizer lets the polymer be treated at lower temperatures without thermal degradation. Among the various plasticizers tested, low-density polyethylene glycol (PEG) seemed to be the most proficient additive for the PLA polymer compared to others. PEG is a hydrophilic, biocompatible polymer soluble in chloroform. It is possible to attain blends for homogeneous PLA/PEG at lower temperatures to produce 3D scaffolds. Even though newly formed structures are not homogenous, mechanical properties were significantly reduced. However, the addition of PEG increased the wettability and surface roughness of PLA surfaces [49].
7.1 The pros and cons of PLA
3DP users are mostly sensible about the advantages and rewards of using PLA when it enters making parts. It is simple to use, does not disfigure over a long print, and adheres to the print and since it is pretty brittle aside, prone to break under pressure. As PLA has been a keystone for desktop 3DP for around 10 years, filament manufacturers tried to mix it with diverse materials, like acrylics, for improved strength even though it is unaware of how such additives could influence the overall environmental impact of the material. Even though the bio-based origin of PLA does not mean that it has no environmental impact, for example, the process of compostability will be sluggish without an industrial composting facility. The review further discusses a few of such significant challenges associated with the use of PLA [90, 91].
7.2 Alternatives to the alternative
Few of the challenges mentioned earlier could be resolved; in particular, it possibly regards recycling systems in several countries. For instance, the Japanese town of Kamikatsu sorts waste into 34 various sections. This would resolve difficulties regarding recycling and composting PLA. Since the agricultural and industrial system endows about one-third of global GHG emissions possibly required a rehaul, which leads to the independence of plastic that addresses a few such problems. Though PLA may be the most developed, it is not the only reason for making plastic that does not originate from petroleum. Other than starches, a few other materials also have been trialed for 3DP, such as chitin, cellulose, and lignin [88, 92].
Once there had been available, a commercialized 3DP filament made from lignin, an organic polymer responsible for providing structure to cell walls of some algae and plants. Unfortunately, the company that made lignin-based filament, two bears, has been turned off from business, and the production has become frozen. Nevertheless, researchers like those at Oak Ridge National Laboratory still explore methods to 3D print the material [91]. Cellulose is the most abundant organic polymer on earth responsible for the structure of algae, oomycetes, and plants. The other organic polymer chitin is found in the exoskeletons of the beaks of squids and scales of fish and insects, and crustaceans. Both cellulose and chitin are even investigated as feasible 3DP materials. All of the above might be accessible in pellet form that can be extruded to the 3D-printable filament. Even though additives were introduced to build them more easily to process, making them further toxic to the environment when they get disposed of. Based on the reason above, few researchers attempt to combine one or more such materials [90,91,92].
7.3 3DP filaments by recycling plastics
For many years, plastic waste has caused severe damage to the environment. Hence, reducing plastic production and recycling existing waste products are a few of the chief concerns of primary health and safety authorities throughout the globe. One important plastic waste recycling is used for filament production for 3DP. Recyclable plastics can be either thermoplastics or thermosets. As opposed to thermosets, thermoplastics can be workable even after being melted past their melting temperatures, and thus, thermoplastics are extensively used as filaments for 3DP [93, 94]. As reported in the review from the previous reports, the most generally used plastic filaments are PLA and ABS. When the prints of filaments from PLA and ABS go wrong, they can be reused as filaments other than discarding them away, leading to increased plastic waste. To decrease the production of plastic waste by 3DP, it is worthwhile to reduce support structures. These structures offer support to 3D printed models, and then, it is sensible to segment the model so that the support structures are reduced. Besides, it is also not sensible to print multiple products straight away [95]. Through the objective to recycle PLA discards into functional products, the failed or deformed 3D prints can be crushed, shredded, and followed by “sieved” into smaller portions and then made back into filaments. The most critical parameters in 3DP are the basics like temperature and speed, which significantly impact the material and thickness.
7.4 Applications in the bioprinting field
3DP processes evolved from simple prototy** for visual inspection to functional product manufacturing offering customization, relatively high speed, flexibility, scalability, reliability, and durability which can be successfully applied to biomedical application by unraveling previously inaccessible freedom layers, such as increased design complexity. Bioprinting is one of the 3DP processes which helps to develop more advanced specific—research experimental tools and patient-specific therapeutic approaches. It is important to get to know more about the comprehensive idea of existing research progress in this field.
Bioprinting methods target combining living cells scaffolds with 3D interconnected structures, and bioactive agents to manufacture living functional tissues and organs suitable for transplantation. The simultaneous processing of living cells and various biomaterials are needed in 3D bioprinting applications and PLA is one of the important biomaterials which are currently in use. Due to its biocompatibility and biodegradability, PLA, one of many synthetic biopolymers, is acknowledged as one of the promising extracellular matrices for bone tissue engineering. Additionally, PLA is permitted for use in several biomedical applications by the US Food and Drug Administration (FDA).
PCL and PLA were making them preferred for bone scaffolding applications successfully used to 3D print porous structures and the solvent-based 3D bioprinting technique showed good process potential to fabricate PLA-based cellulose scaffolds. Pneumatic-based 3D bioprinting technology is used to create a PLA/mesoporous bioactive glass-based composite scaffold whose composition is fixed to be in the ratio of 70:30 and replicates the natural bone [96]. The combination of a PLA layer and a biphasic PLA/bioglass G5 layer for the regeneration of osteochondral defects by using a nozzle-deposition system with the direct-printing tool has been reported by Barbeck et al. [97]. The data obtained from both histomorphometry measurements and histological observations revealed the tissue responses to different layers of two-layered scaffolds are localized to the relevant implantation sites [98].
8 Future trends of PLA for bioprinting
PLA, a class of lactic acid (LA) derivative, is entirely biodegradable and is made from renewable resources [99]. It can be cleaved by microbes making it environmentally friendly. It is thought to be the most promising biodegradable polymer material [100]. Despite the ease with which lactic acid, the monomer of PLA, can be found in nature, generally, it is made by fermenting carbohydrates and converting them into monomers followed by hydrolysis [101]. Although numerous synthetic techniques have been researched for industrial and commercial usage, none of them is straightforward, user-friendly, or cost-effective. The catalysts, synthesis processes, and purification tools utilized in the synthesis process must all adhere to precise standards. Fortunately, biological approaches using enzyme-catalyzed manufacturing processes offer a more reasonable solution by making biocompatible materials more accessible than through chemical-based reactions. PLA, which is naturally thermoplastic, can be used to produce and process polymers to create things like films and fibers [53]. The materials made from PLA are non-toxic and biodegradable and has antibacterial, flame-retardant, and water- and oil-resistant qualities. It is used in a huge variety of industries, including the apparel, manufacturing, and healthcare sectors and so on [102]. In the 1960s, PLA was first employed in surgical sutures and bone implants due to advancements in medical and public health. Currently, the FDA and European regulatory bodies have allowed the use of PLA resin in food and drug delivery systems [103]. Due to the properties, it is initially utilized in bone screws and medical sutures. It is a perfect option for biomedical applications since the ester bonds in the polymer backbone can be broken by hydrolysis without the need for additional procedures, and because the breakdown products are non-toxic and minimize the immunological response [104]. The invention of PLA nanomaterials contributes to the promising field of nanomedicine. An assistance for the growth of nanomedicine is the synthesis of nanomaterials. To improve drug circulation in the body while minimizing harmful side effects, nano-polymers can be utilized to encapsulate chemical, protein, and genetic pharmaceuticals. In both the sphere of medicine and contemporary industrial technologies, PLA is an essential component. In biomedicine and biomedical field, the one which led to the wide use of this is the biocompatible nature. Low-molecular-weight PLA has been utilized in the medical industry as a slow-release medication packaging material and high-molecular-weight PLA has been used to create non-dismantling surgical sutures [105]. PLA has a high hydrophobicity. Due to this characteristic, it is unsuitable for the delivery of drugs, and due to its poor impact toughness, it has certain drawbacks as a material for implants in the field of bone transplantation in an environment with high mechanical strength. Due to the PLA’s ester bond’s sensitivity to enzymes and ease of catalysis and hydrolysis, it has the drawback of too-rapid drug release in drug delivery systems. In drug delivery systems, modified PLAs, such as PLGA (polylactoglycolic acid), are typically employed [53]. Because of their poor solubility and permeability, they have drawbacks. The creation of drug carriers utilizing polypeptide vesicles has rapidly increased to solve these drawbacks. The intermediate lactic acid product is both benign and safe, and it can be digested by humans. Drug release can be achieved by its breakdown. It is feasible to guarantee the effective concentration of the medicine while minimizing side effects by managing the metabolism rate of the carrier in the body, which gives it clear advantages for usage in drug delivery. The absence of an inflammatory response in the surrounding tissue as a result of rejection once it reaches the human body is another benefit of good biocompatibility of these materials [106]. Studies showed in the realm of tissue engineering that the embedding rate of hemoglobin was very low, just 7.9%, when PLA was utilized as the membrane material. The embedding rate increased to 90% when a PLA-polyethylene glycol copolymer was used [53].
In a wide range of medical applications, including tissue engineering or regenerative medicine, cardiovascular implants, dental specialties, drug carriers, orthopedic interventions, cancer therapy, skin and tendon healing, and lastly medical tools and equipment, PLA has demonstrated as a good biomaterial. The role PLA played during the coronavirus disease of 2019 (COVID-19) global pandemic has further supported its usefulness as a biopolymer that can be printed in three dimensions (3D). Modifications to ventilators and personal protective equipment (PPE) that were sorely needed have been made by the use of PLA [107]. In order to implement various tissue engineering and regenerative medicine therapy techniques, PLA is very essential. Its capacity to promote hard tissue regrowth after bone grafting techniques is one example. The integration of tissue-engineered bone with natural bone is the main focus of current technology. According to reports, the synthetic substance promotes angiogenesis and osteogenesis in the nearby tissues. However, the material used in these modalities lacks physiological function, as per various literatures [108]. Excellent bioresorption properties of PLA make it possible for the polymer to integrate with host cells and tissues. For bone transplantation, this characteristic is extremely helpful [109]. Epithelial cell regeneration may also be accomplished using PLA tissue engineering scaffolds. Blends of polyglycolic acid (PGA) and PLA have generated interest as potential therapies for short bowel syndrome. Histology and electrophysiological are two methods that can be used to assess the effectiveness of tissue generated in this way. Experimental stents can be created by treating PGA sheets with PLA coating. Experiments have been performed by implanting stents into rat models of cardiovascular illness, and success was determined by the type I collagen integration of 28 out of the 61 scaffolds used [110]. PLA is used in a range of implant procedures and has shown promise in a number of cancer treatments. PLA can distribute antimicrobial medicines to implant locations thanks to its adaptable degradation rate. This method is very helpful for reducing the risk of infection following surgery and lowering the likelihood that an implant will fail [111]. Daunorubicin-loaded PLA nanoparticles were used to demonstrate advanced treatment against drug-resistant leukemia cells. Some leukemia cells release substances that hinder the efficacy of anti-cancer medications. Daunorubicin is able to get through such inhibitors when combined with PLA. In a recent study, the particles placed onto PLA containing magnetite enhanced drug selectivity (Fe3O4). After that, a magnetic field was applied to the magnetic PLA composite, improving medication precision [112].
9 Conclusion
The use of plastic film has penetrated all areas of people’s lives, including food packaging, electronic and electrical product packaging, shop** bags, and waste bags. Conventional plastic film materials are polypropylene (PP) film and polyethylene (PE) film petroleum, which are difficult to destroy after being left in nature and can cause significant harm to the environment. With the increasing depletion of petroleum resources and the growing awareness of environmental protection, the development of environmentally friendly heart polymer materials for application in thin-film materials has become the mainstay of future development: bioplastics, compostable, biodegradable: from today’s plastics to the sustainable future. Plastic waste is not waste. Used properly, it can streamline commerce and make the world smaller. To meet this challenge, we need to rethink our current consumer model and examine the root causes of plastic pollution. Bioplastics and recycling and recycling programs make a recycling economy for plastics. The purpose of the present review is to provide an outlook on fully biodegradable PLA-integrated material and its preparation methods to overcome the defects of the prior art.
Data availability
Data is available where requested.
Code availability
Not applicable.
References
Siracusa V, Blanco I (2020) Bio-polyethylene (Bio-PE), bio-polypropylene (Bio-PP) and bio-poly(ethylene terephthalate) (Bio-PET): recent developments in bio-based polymers analogous to petroleum-derived ones for packaging and engineering applications. Polymers 12:1641. https://doi.org/10.3390/polym12081641
Seidi F, Saeb MR, ** Y, Zinck P, **ao H (2022) Thiol-lactam initiated radical polymerization (TLIRP): scope and application for the surface functionalization of nanoparticles. Mini-Rev Org Chem 19:416–431. https://doi.org/10.2174/1570193X18666210916165249
Nosrati H, Seidi F, Hosseinmirzaei A, Mousazadeh N, Mohammadi A, Ghaffarlou M, Danafar H, Conde J, Sharafi A (2022) Prodrug polymeric nanoconjugates encapsulating gold nanoparticles for enhanced X-ray radiation therapy in breast cancer. Adv Healthc Mater 11:2102321. https://doi.org/10.1002/adhm.202102321
Abou-Yousef H, Dacrory S, Hasanin M, Saber E, Kamel S (2021) Biocompatible hydrogel based on aldehyde-functionalized cellulose and chitosan for potential control drug release. Sustain Chem Pharm 21:100419. https://doi.org/10.1016/j.scp.2021.100419
Hasanin MS (2022) Cellulose-based biomaterials: chemistry and biomedical applications. Starch Stärke 74:2200060. https://doi.org/10.1002/star.202200060
Hasanin M, Al Abboud MA, Alawlaqi MM, Abdelghany TM, Hashem AH (2022) Ecofriendly synthesis of biosynthesized copper nanoparticles with starch-based nanocomposite: antimicrobial, antioxidant, and anticancer activities. Biol Trace Elem Res 200:2099–2112. https://doi.org/10.1007/s12011-021-02812-0
Abdelaziz AM, Dacrory S, Hashem AH, Attia MS, Hasanin M, Fouda HM, Kamel S, ElSaied H (2021) Protective role of zinc oxide nanoparticles based hydrogel against wilt disease of pepper plant. Biocatal Agric Biotechnol 35:102083. https://doi.org/10.1016/j.bcab.2021.102083
Shokri Z, Seidi F, Saeb MR, ** Y, Li C, **ao H (2022) Elucidating the impact of enzymatic modifications on the structure, properties, and applications of cellulose, chitosan, starch and their derivatives: a review. Mater Today Chem 24:100780. https://doi.org/10.1016/j.mtchem.2022.100780
Saadati A, Hasanzadeh M, Seidi F (2021) Biomedical application of hyperbranched polymers: recent advances and challenges. TrAC Trends Anal Chem 142:116308. https://doi.org/10.1016/j.trac.2021.116308
Seidi F, Arabi Shamsabadi A, Ebadi Amooghin A, Saeb MR, **ao H, ** Y, Rezakazemi M (2022) Biopolymer-based membranes from polysaccharides for CO2 separation: a review. Environ Chem Lett 20:1083–1128. https://doi.org/10.1007/s10311-021-01349-x
Seidi F, Crespy D (2020) Fighting corrosion with stimuli-responsive polymer conjugates. Chem Commun 56:11931–11940. https://doi.org/10.1039/D0CC03061A
Seidi F, Zhao W, **ao H, ** Y, Reza Saeb M, Zhao C (2020) Radical polymerization as a versatile tool for surface grafting of thin hydrogel films. Polym Chem 11:4355–4381. https://doi.org/10.1039/D0PY00787K
Kordasht HK, Hasanzadeh M, Seidi F, Alizadeh PM (2021) Poly (amino acids) towards sensing: recent progress and challenges. TrAC Trends Anal Chem 140:116279. https://doi.org/10.1016/j.trac.2021.116279
Thompson RC, Moore CJ, vom Saal FS, Swan SH (2009) Plastics, the environment and human health: current consensus and future trends. Philos Trans R Soc B Biol Sci 364:2153–2166. https://doi.org/10.1098/rstb.2009.0053
Carus M. Bio-based Building Blocks and Polymers – Global Capacities, Production and Trends 2019 – 2024, Renew. Carbon Publ. (n.d.). https://renewable-carbon.eu/publications/product/bio-based-building-blocks-and-polymers-global-capacities-production-and-trends-2019-2024/ (accessed February 25, 2022)
Bio-Based Polymer Market Size,Share,Analysis | Industry Report 2025, Allied Mark. Res. (n.d.). https://www.alliedmarketresearch.com/bio-based-polymer-market (accessed August 2, 2022)
Brizga J, Hubacek K, Feng K (2020) The unintended side effects of bioplastics: carbon, land, and water footprints. One Earth 3:45–53. https://doi.org/10.1016/j.oneear.2020.06.016
Atiwesh G, Mikhael A, Parrish CC, Banoub J, Le T-AT (2021) Environmental impact of bioplastic use: a review. Heliyon 7:e07918. https://doi.org/10.1016/j.heliyon.2021.e07918
Acquavia MA, Pascale R, Martelli G, Bondoni M, Bianco G (2021) Natural polymeric materials: a solution to plastic pollution from the agro-food sector. Polymers 13:158. https://doi.org/10.3390/polym13010158
Aliotta L, Seggiani M, Lazzeri A, Gigante V, Cinelli P (2022) A brief review of poly (butylene succinate) (PBS) and its main copolymers: synthesis, blends, composites, biodegradability, and applications. Polymers 14:844. https://doi.org/10.3390/polym14040844
Fredi G, Dorigato A (2021) Recycling of bioplastic waste: a review. Adv Ind Eng Polym Res 4:159–177. https://doi.org/10.1016/j.aiepr.2021.06.006
Bos HL, Sanders JPM (2013) Raw material demand and sourcing options for the development of a bio-based chemical industry in Europe. Biofuels Bioprod Biorefining 7:246–259. https://doi.org/10.1002/bbb.1388
Rosenboom J-G, Langer R, Traverso G (2022) Bioplastics for a circular economy. Nat Rev Mater 7:117–137. https://doi.org/10.1038/s41578-021-00407-8
Ibrahim NI, Shahar FS, Sultan MTH, Shah AUM, Safri SNA, Mat Yazik MH (2021) Overview of bioplastic introduction and its applications in product packaging. Coatings 11:1423. https://doi.org/10.3390/coatings11111423
Industrial Policy for the 21st Century: Lessons from the Past, Kom. Eur. - Eur. Comm. (n.d.). https://ec.europa.eu/info/publications/industrial-policy-21st-century-lessons-past_en (accessed February 25, 2022)
Folino A, Karageorgiou A, Calabrò PS, Komilis D (2020) Biodegradation of wasted bioplastics in natural and industrial environments: a review. Sustainability 12:6030. https://doi.org/10.3390/su12156030
Chaudhary V, Punia Bangar S, Thakur N, Trif M (2022) Recent advancements in smart biogenic packaging: resha** the future of the food packaging industry. Polymers 14:829. https://doi.org/10.3390/polym14040829
Song JH, Murphy RJ, Narayan R, Davies GBH (2009) Biodegradable and compostable alternatives to conventional plastics. Philos Trans R Soc B Biol Sci 364:2127–2139. https://doi.org/10.1098/rstb.2008.0289
Ojeda T (2013) Polymers and the Environment. IntechOpen. https://doi.org/10.5772/51057
Seidi F, Zhao W, **ao H, ** Y, Zhao C (2020) Layer-by-layer assembly for surface tethering of thin-hydrogel films: design strategies and applications. Chem Rec 20:857–881. https://doi.org/10.1002/tcr.202000007
Thiol-Lactam Initiated Radical Polymerization (TLIRP): Scope and ...: Ingenta Connect, (n.d.). https://www.ingentaconnect.com/content/ben/mroc/2022/00000019/00000004/art00004 (accessed August 7, 2022)
Seidi F, ** Y, **ao H (2020) Polycyclodextrins: synthesis, functionalization, and applications. Carbohydr Polym 242:116277. https://doi.org/10.1016/j.carbpol.2020.116277
Marandi A, Nasiri E, Koukabi N, Seidi F (2021) The Fe3O4@apple seed starch core-shell structure decorated In(III): a green biocatalyst for the one-pot multicomponent synthesis of pyrazole-fused isocoumarins derivatives under solvent-free conditions. Int J Biol Macromol 190:61–71. https://doi.org/10.1016/j.ijbiomac.2021.08.085
Berezina N, Martelli SM (2014) CHAPTER 1:Bio-based polymers and materials. In: Renewable resources for biorefineries. Green Chemistry Series, pp 1–28. https://doi.org/10.1039/9781782620181-00001
Andrew JJ, Dhakal HN (2022) Sustainable bio-based composites for advanced applications: recent trends and future opportunities – a critical review. Compos Part C Open Access 7:100220. https://doi.org/10.1016/j.jcomc.2021.100220
Beltrán FR, Arrieta MP, Moreno E, Gaspar G, Muneta LM, Carrasco-Gallego R, Yáñez S, Hidalgo-Carvajal D, de la Orden MU, Martínez Urreaga J (2021) Evaluation of the technical viability of distributed mechanical recycling of PLA 3DP wastes. Polymers 13:1247. https://doi.org/10.3390/polym13081247
Dadras Chomachayi M, Jalali-arani A, Beltrán FR, de la Orden MU, Martínez Urreaga J (2020) Biodegradable nanocomposites developed from PLA/PCL blends and silk fibroin nanoparticles: study on the microstructure, thermal behavior, crystallinity and performance. J Polym Environ 28:1252–1264. https://doi.org/10.1007/s10924-020-01684-0
Fletcher CA, Niemenoja K, Hunt R, Adams J, Dempsey A, Banks CE (2021) Addressing stakeholder concerns regarding the effective use of bio-based and biodegradable plastics. Resources 10:95. https://doi.org/10.3390/resources10100095
L. Jim, Nova Institute reports 800,000 tons per year PLA by 2020: biofuels digest, August 8 2012. (2012). https://www.biofuelsdigest.com/bdigest/2012/08/08/nova-institute-reports-800000-tons-per-year-pla-by-2020/ (accessed February 25, 2022)
Jem KJ, Tan B (2020) The development and challenges of poly (lactic acid) and poly (glycolic acid). Adv Ind Eng Polym Res 3:60–70. https://doi.org/10.1016/j.aiepr.2020.01.002
Strom ET (2017) Wallace Carothers and polymer chemistry: a partnership ended too soon. In: The posthumous nobel prize in chemistry. Correcting the errors and oversights of the nobel prize committee. American Chemical Society (vol 1, pp 121–163)
Hermes ME (1996) Enough for one lifetime: Wallace Carothers, inventor of nylon. Chemical Heritage Foundation
Yang E, Miao S, Zhong J, Zhang Z, Mills DK, Zhang LG (2018) Bio-based polymers for 3DP of bioscaffolds. Polym Rev Phila Pa 58:668–687. https://doi.org/10.1080/15583724.2018.1484761
RameshKumar S, Shaiju P, O’Connor KE, Ramesh Babu P (2020) Bio-based and biodegradable polymers - state-of-the-art, challenges and emerging trends. Curr Opin Green Sustain Chem 21:75–81. https://doi.org/10.1016/j.cogsc.2019.12.005
Castro-Aguirre E, Iñiguez-Franco F, Samsudin H, Fang X, Auras R (2016) Poly(lactic acid)—mass production, processing, industrial applications, and end of life. Adv Drug Deliv Rev 107:333–366. https://doi.org/10.1016/j.addr.2016.03.010
Balla E, Daniilidis V, Karlioti G, Kalamas T, Stefanidou M, Bikiaris ND, Vlachopoulos A, Koumentakou I, Bikiaris DN (2021) Poly(lactic acid): a versatile bio-based polymer for the future with multifunctional properties—from monomer synthesis, polymerization techniques and molecular weight increase to PLA applications. Polymers 13:1822. https://doi.org/10.3390/polym13111822
Ngo TD, Kashani A, Imbalzano G, Nguyen KTQ, Hui D (2018) Additive manufacturing (3DP): a review of materials, methods, applications and challenges. Compos Part B Eng 143:172–196. https://doi.org/10.1016/j.compositesb.2018.02.012
Vouyiouka SN, Papaspyrides CD (2012) 4.34 - Mechanistic aspects of solid-state polycondensation. In: Matyjaszewski K, Möller M (Eds.). Polym Sci Compr Ref. Elsevier, Amsterdam, pp 857–874. https://doi.org/10.1016/B978-0-444-53349-4.00126-6
Tümer EH, Erbil HY (2021) Extrusion-based 3DP applications of PLA composites: a review. Coatings 11:390. https://doi.org/10.3390/coatings11040390
Dusselier M, Van Wouwe P, Dewaele A, Jacobs PA, Sels BF (2015) Shape-selective zeolite catalysis for bioplastics production. Science 349:78–80. https://doi.org/10.1126/science.aaa7169
Karamanlioglu M, Preziosi R, Robson GD (2017) Abiotic and biotic environmental degradation of the bioplastic polymer poly(lactic acid): A review. Polym Degrad Stab 137:122–130. https://doi.org/10.1016/j.polymdegradstab.2017.01.009
Ubeda S, Aznar M, Alfaro P, Nerín C (2019) Migration of oligomers from a food contact biopolymer based on PLA (PLA) and polyester. Anal Bioanal Chem 411:3521–3532. https://doi.org/10.1007/s00216-019-01831-0
Li G, Zhao M, Xu F, Yang B, Li X, Meng X, Teng L, Sun F, Li Y (2020) Synthesis and biological application of PLA. Molecules 25(21):5023. https://doi.org/10.3390/molecules25215023
Tao K, Li J, Xu L, Zhao X, Xue L, Fan X, Yan Q (2011) A novel phosphazene cyclomatrix network polymer: design, synthesis and application in flame retardant polylactide. Polym Degrad Stab 96:1248–1254. https://doi.org/10.1016/j.polymdegradstab.2011.04.011
Dugan JS. Novel properties of PLA fibers, Int. Nonwovens J. os-10 (2001) 1558925001OS–01000308. https://doi.org/10.1177/1558925001OS-01000308
Kumar R, Verma A, Shome A, Sinha R, Sinha S, Jha PK, Kumar R, Kumar P, Shubham, Das S, Sharma P, Vara Prasad PV (2021) Impacts of plastic pollution on ecosystem services, Sustainable Development Goals, and need to focus on circular economy and policy interventions. Sustainability 13:9963. https://doi.org/10.3390/su13179963
Fu Y, Wu G, Bian X, Zeng J, Weng Y (2020) Biodegradation behavior of poly(butylene adipate-Co-terephthalate) (PBAT), poly(lactic acid) (PLA), and their blend in freshwater with sediment. Molecules 25:3946. https://doi.org/10.3390/molecules25173946
Jian J, **angbin Z, **anbo H (2020) An overview on synthesis, properties and applications of poly(butylene-adipate-co-terephthalate)–PBAT. Adv Ind Eng Polym Res 3:19–26. https://doi.org/10.1016/j.aiepr.2020.01.001
Ren J, Fu H, Ren T, Yuan W (2009) Preparation, characterization and properties of binary and ternary blends with thermoplastic starch, poly(lactic acid) and poly(butylene adipate-co-terephthalate). Carbohydr Polym 77:576–582. https://doi.org/10.1016/j.carbpol.2009.01.024
Barczewski M, Mysiukiewicz O, Hejna A, Biskup R, Szulc J, Michałowski S, Piasecki A, Kloziński A (2021) The effect of surface treatment with isocyanate and aromatic carbodiimide of thermally expanded vermiculite used as a functional filler for polylactide-based composites. Polymers 13:890. https://doi.org/10.3390/polym13060890
Avérous L, Kalia S (2016) Biodegradable and biobased polymers for environmental and biomedical applications. John Wiley & Sons
Blanco-Prı́eto MJ, Campanero MA, Besseghir K, Heimgatner F, Gander B (2004) Importance of single or blended polymer types for controlled in vitro release and plasma levels of a somatostatin analogue entrapped in PLA/PLGA microspheres. J Controlled Release 96:437–448. https://doi.org/10.1016/j.jconrel.2004.02.015
Ilyas RA, Sapuan SM, Kadier A, Kalil MS, Ibrahim R, Atikah MS, Nurazzi NM, Nazrin A, Lee CH, Norrrahim MN, Sari NH (2020) Properties and characterization of PLA, PHA, and other types of biopolymer composites. In: Advanced processing, properties, and applications of starch and other bio-based polymers. Elsevier, pp 111–138
Velez HA. Identification characteristics of PLA fibers: a new generic fiber type, Forensic Sci. Commun. 5 (2003). https://go.gale.com/ps/i.do?p=AONE&sw=w&issn=15288005&v=2.1&it=r&id=GALE%7CA137921522&sid=googleScholar&linkaccess=abs (accessed February 25, 2022)
Kale G, Auras R, Singh SP, Narayan R (2007) Biodegradability of polylactide bottles in real and simulated composting conditions. Polym Test 26:1049–1061. https://doi.org/10.1016/j.polymertesting.2007.07.006
Madhavan Nampoothiri K, Nair NR, John RP (2010) An overview of the recent developments in polylactide (PLA) research. Bioresour Technol 101:8493–8501. https://doi.org/10.1016/j.biortech.2010.05.092
Stloukal P, Jandikova G, Koutny M, Sedlařík V (2016) Carbodiimide additive to control hydrolytic stability and biodegradability of PLA. Polym Test 54:19–28. https://doi.org/10.1016/j.polymertesting.2016.06.007
Jamshidian M, Tehrany EA, Imran M, Jacquot M, Desobry S (2010) Poly-lactic acid: production, applications, nanocomposites, and release studies. Compr Rev Food Sci Food Saf 9:552–571. https://doi.org/10.1111/j.1541-4337.2010.00126.x
Lunt J, Shafer AL (2000) PLA polymers from Com. applications in the textiles industry. J Ind Text 29:191–205. https://doi.org/10.1177/152808370002900304
Garlotta D (2001) A literature review of Poly(Lactic Acid). J Polym Environ 9:63–84. https://doi.org/10.1023/A:1020200822435
Zhang Q, Pardo M, Rudich Y, Kaplan-Ashiri I, Wong JPS, Davis AY, Black MS, Weber RJ (2019) Chemical composition and toxicity of particles emitted from a consumer-level 3D printer using various materials. Environ Sci Technol 53:12054–12061. https://doi.org/10.1021/acs.est.9b04168
Hossain MA, Zhumabekova A, Paul SC, Kim JR (2020) A review of 3DP in construction and its impact on the labor market. Sustainability 12:8492. https://doi.org/10.3390/su12208492
Bagaria V, Bhansali R, Pawar P (2018) 3DP- creating a blueprint for the future of orthopedics: Current concept review and the road ahead! J Clin Orthop Trauma 9:207–212. https://doi.org/10.1016/j.jcot.2018.07.007
Noorani R (2017) 3DP: technology, applications, and selection, CRC Press. Boca Raton. https://doi.org/10.1201/9781315155494
M.M.C. at S.Ddp. Co, L. Michin.mu, C. of DDPROTOTYPE, specializes in C. machining, 3DP, U. Casting, R. Tooling, I. Molding, M. Casting, S. Metal, extrusion., Design verification, DDPROTOTYPE. (2019). https://www.ddprototype.com/design-verification/ (accessed February 25, 2022)
Regina F, Lavecchia F, Galantucci LM (2018) Preliminary study for a full colour low cost open source 3D printer, based on the combination of fused deposition modelling (FDM) or fused filament fabrication (FFF) and inkjet printing. Int J Interact Des Manuf IJIDeM 12:979–993. https://doi.org/10.1007/s12008-017-0432-x
Schirmeister CG, Hees T, Licht EH, Mülhaupt R (2019) 3DP of high density polyethylene by fused filament fabrication. Addit Manuf 28:152–159. https://doi.org/10.1016/j.addma.2019.05.003
Raj Moran R, Venkatraman R, Raghuraman S (2021) Experimental analysis on density, micro-hardness, surface roughness and processing time of acrylonitrile butadiene styrene (ABS) through fused deposition modeling (FDM) using Box Behnken design (BBD). Mater Today Commun 27:102353. https://doi.org/10.1016/j.mtcomm.2021.102353
Kristiawan RB, Imaduddin F, Ariawan D, Ubaidillah, Arifin Z (2021) A review on the fused deposition modeling (FDM) 3DP: filament processing, materials, and printing parameters. Open Eng 11:639–649. https://doi.org/10.1515/eng-2021-0063
Dhinesh SK, Arun PS, Senthil KKL, Megalingam A (2021) Study on flexural and tensile behavior of PLA, ABS and PLA-ABS materials. Mater Today Proc 45:1175–1180. https://doi.org/10.1016/j.matpr.2020.03.546
Rodríguez-Panes A, Claver J, Camacho AM (2018) The influence of manufacturing parameters on the mechanical behaviour of PLA and ABS pieces manufactured by FDM: a comparative analysis. Materials 11:1333. https://doi.org/10.3390/ma11081333
Tao Y, Wang H, Li Z, Li P, Shi SQ (2017) Development and application of wood flour-filled PLA composite filament for 3DP. Materials 10:339. https://doi.org/10.3390/ma10040339
Wojtyła S, Klama P, Baran T (2017) Is 3DP safe? Analysis of the thermal treatment of thermoplastics: ABS, PLA, PET, and nylon. J Occup Environ Hyg 14:D80–D85. https://doi.org/10.1080/15459624.2017.1285489
Hu Q, Duan Y, Zhang H, Liu D, Yan B, Peng F (2018) Manufacturing and 3DP of continuous carbon fiber prepreg filament. J Mater Sci 53:1887–1898. https://doi.org/10.1007/s10853-017-1624-2
Pan AQ, Huang ZF, Guo RJ, Liu J (2016) Effect of FDM process on adhesive strength of PLA(PLA) filament. Key Eng Mater 667:181–186. https://doi.org/10.4028/www.scientific.net/KEM.667.181
Liao Y, Liu C, Coppola B, Barra G, Di Maio L, Incarnato L, Lafdi K (2019) Effect of porosity and crystallinity on 3D printed PLA properties. Polymers 11:1487. https://doi.org/10.3390/polym11091487
Baran EH, Erbil HY (2019) Surface Modification of 3D printed PLA objects by fused deposition modeling: a review. Colloids Interfaces 3:43. https://doi.org/10.3390/colloids3020043
Van den Eynde M, Van Puyvelde P (2018) 3DP of poly(lactic acid). In: Di Lorenzo ML, Androsch R (Eds.). Ind Appl PLA. Springer International Publishing, Cham, pp 139–158. https://doi.org/10.1007/12_2017_28
** M, Neuber C, Schmidt H-W (2020) Tailoring polypropylene for extrusion-based additive manufacturing. Addit Manuf 33:101101. https://doi.org/10.1016/j.addma.2020.101101
Subramaniam SR, Samykano M, Selvamani SK, Ngui WK, Kadirgama K, Sudhakar K, Idris MS (2019) 3DP: Overview of PLA progress. AIP Conf Proc 2059:020015. https://doi.org/10.1063/1.5085958
Murariu M, Dubois P (2016) PLA composites: from production to properties. Adv Drug Deliv Rev 107:17–46. https://doi.org/10.1016/j.addr.2016.04.003
Sanandiya ND, Vijay Y, Dimopoulou M, Dritsas S, Fernandez JG (2018) Large-scale additive manufacturing with bioinspired cellulosic materials. Sci Rep 8:8642. https://doi.org/10.1038/s41598-018-26985-2
León-Calero M, Reyburn Valés SC, Marcos-Fernández Á, Rodríguez-Hernandez J (2021) 3DP of thermoplastic elastomers: role of the chemical composition and printing parameters in the production of parts with controlled energy absorption and dam** capacity. Polymers 13:3551. https://doi.org/10.3390/polym13203551
Jones M (2022) PETG/PLA recycling: how to recycle 3D printer waste, All3DP. https://all3dp.com/2/3d-printer-recycled-plastic-tips-for-your-waste-plastic/ (accessed February 25, 2022)
Anderson I (2017) Mechanical properties of specimens 3D printed with virgin and recycled PLA, 3D Print. Addit Manuf 4:110–115. https://doi.org/10.1089/3dp.2016.0054
Pant S, Thomas S, Loganathan S, Valapa RB (2022) 3D bioprinted poly(lactic acid)/mesoporous bioactive glass based biomimetic scaffold with rapid apatite crystallization and in-vitro Cytocompatability for bone tissue engineering. Int J Biol Macromol 217:979–997. https://doi.org/10.1016/j.ijbiomac.2022.07.202
Barbeck M, Serra T, Booms P, Stojanovic S, Najman S, Engel E, Sader R, Kirkpatrick CJ, Navarro M, Ghanaati S (2017) Analysis of the in vitro degradation and the in vivo tissue response to bi-layered 3D-printed scaffolds combining PLA and biphasic PLA/bioglass components – guidance of the inflammatory response as basis for osteochondral regeneration. Bioact Mater 2:208–223. https://doi.org/10.1016/j.bioactmat.2017.06.001
Kamoun O, Gassoumi A, Shkir M, Gorji NE, Turki-Kamoun N (2022) Synthesis and characterization of highly photocatalytic active Ce and Cu Co-doped novel spray pyrolysis developed MoO3 films for photocatalytic degradation of eosin-Y dye. Coatings 12:823
Singhvi M, Joshi D, Adsul M, Varma A, Gokhale D (2010) d-(−)-Lactic acid production from cellobiose and cellulose by Lactobacillus lactis mutant RM2-24. Green Chem 12:1106–1109
Abdel-Rahman MA, Tashiro Y, Sonomoto K (2011) Lactic acid production from lignocellulose-derived sugars using lactic acid bacteria: Overview and limits. J Biotechnol 156:286–301
Abdel-Rahman MA, Sonomoto K (2016) Opportunities to overcome the current limitations and challenges for efficient microbial production of optically pure lactic acid. J Biotechnol 236:176–192
Deng K, Chen H, Zhao Y, Zhou Y, Wang Y, Sun Y (2018) Evaluation of adaptation of the PLA pattern of maxillary complete dentures fabricated by fused deposition modelling technology: A pilot study. PLoS ONE 13:e0201777
Nicolas J, Mura S, Brambilla D, Mackiewicz N, Couvreur P (2013) Design, functionalization strategies and biomedical applications of targeted biodegradable/biocompatible polymer-based nanocarriers for drug delivery. Chem Soc Rev 42:1147–1235
Manavitehrani I, Fathi A, Badr H, Daly S, Negahi Shirazi A, Dehghani F (2016) Biomedical applications of biodegradable polyesters. Polymers (Basel) 8(1):20
Vasir JK, Labhasetwar V (2007) Biodegradable nanoparticles for cytosolic delivery of therapeutics. Adv Drug Deliv Rev 59(8):718–728
Nottelet B, Darcos V, Coudane J (2015) Aliphatic polyesters for medical imaging and theranostic applications. Eur J Pharm Biopharm 97:350–370
DeStefano V, Khan S, Tabada A (2020) Applications of PLA in modern medicine. Eng Regen 1(1):76–87
Wang J, Wang M, Chen F, Wei Y, Chen X, Zhou Y, Zhang X (2019) Nano-hydroxyapatite coating promotes porous calcium phosphate ceramic-induced osteogenesis via BMP/Smadsignaling pathway. Int J Nanomed 14:7987
Russias J, Saiz E, Nalla RK, Gryn K, Ritchie RO, Tomsia AP (2006) Fabrication and mechanical properties of PLA/HA composites: a study of in vitro degradation. Mater Sci Eng, C 26(8):1289–1295
Choi RS, Riegler M, Pothoulakis C, Kim BS, Mooney D, Vacanti M, Vacanti JP (1998) Studies of brush border enzymes, basement membrane components, and electrophysiology of tissue-engineered neointestine. J Pediatr Surg 33(7):991–997
Pawar RP, Tekale SU, Shisodia SU, Totre JT, Domb AJ (2014) Biomedical applications of poly (lactic acid). Recent Pat Regen Med 4(1):40–51
Lv G, He F, Wang X, Gao F, Zhang G, Wang T, Gu Z (2008) Novel nanocomposite of nano Fe3O4 and polylactide nanofibers for application in drug uptake and induction of cell death of leukemia cancer cells. Langmuir 24(5):2151–2156
Author information
Authors and Affiliations
Contributions
The conveyor design and conceptualization was implemented by Tomy Muringayil Joseph. The data collection and analysis were performed by Tomy Muringayil Joseph, Debarshi Kar Mahapatra, Anoop Kallingal, Akshay Maniyeri Suresh, and Mohamed S Hasanin. The first draft of the manuscript was written by Tomy Muringayil Joseph. Writing review and editing were done by Tomy Muringayil Joseph, Debarshi Kar Mahapatra, and Mohamed S Hasanin. Visualization and supervision were done by Mohamed S Hasanin, Józef Haponiuk, and Sabu Thomas. All authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding authors
Ethics declarations
Ethics approval
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Joseph, T.M., Kallingal, A., Suresh, A.M. et al. 3D printing of polylactic acid: recent advances and opportunities. Int J Adv Manuf Technol 125, 1015–1035 (2023). https://doi.org/10.1007/s00170-022-10795-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-10795-y